S-ar putea să vă placă și
- Primary MotionsDocument59 paginiPrimary Motionsafroja hossainÎncă nu există evaluări
- SheddingDocument22 paginiSheddingShariful HasanÎncă nu există evaluări
- Yarn AssignmentDocument10 paginiYarn AssignmentHIMASHA SAMARANAYAKAÎncă nu există evaluări
- Type of Shed and Tappet Shedding MechanismDocument43 paginiType of Shed and Tappet Shedding MechanismAfjal Hossain Sujan100% (1)
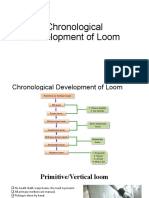
- Chronological Development of LoomDocument17 paginiChronological Development of LoomAfjal Hossain SujanÎncă nu există evaluări
- Simplexenhanced 150401131931 Conversion Gate01Document46 paginiSimplexenhanced 150401131931 Conversion Gate01د. م. فادي نقرشÎncă nu există evaluări
- Lecture ComberDocument20 paginiLecture ComberMD. Sharifuzzaman Joy100% (1)
- Draw Frame: ##Difference Between Card Sliver and Drawn SliverDocument13 paginiDraw Frame: ##Difference Between Card Sliver and Drawn SlivermdnadimÎncă nu există evaluări
- Lecture 5 Dobby Shedding (JBA)Document17 paginiLecture 5 Dobby Shedding (JBA)Sajib IglesiasÎncă nu există evaluări
- Fabric Manufacturing I WindingDocument30 paginiFabric Manufacturing I WindingSanjay Saha100% (2)
- TappetDocument10 paginiTappetoronno5Încă nu există evaluări
- Bobtex Spinning ProcessDocument8 paginiBobtex Spinning Processvermadeen0% (1)
- Blending at BlowroomDocument3 paginiBlending at Blowroommoosking100% (1)
- Knit Deknit ProcessDocument9 paginiKnit Deknit ProcessSivakumar KÎncă nu există evaluări
- Shedding MechanismDocument4 paginiShedding MechanismTamer Farouk Khalifa100% (1)
- Chapter IV (LoomShedding)Document52 paginiChapter IV (LoomShedding)Prabhakaran J100% (1)
- Thermal Properties of Textile Fiber Introduction of Thermal PropertyDocument6 paginiThermal Properties of Textile Fiber Introduction of Thermal PropertyRashedul IslamÎncă nu există evaluări
- SanforizingDocument2 paginiSanforizingFernando Harahap100% (1)
- WarpingDocument10 paginiWarpingKalyan Ray GuptaÎncă nu există evaluări
- yarn-II NoteDocument118 paginiyarn-II NoteMoshiur Rahman Kayes100% (1)
- Raymond UCO DenimDocument25 paginiRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Study On Multiphase Weaving Machine.Document11 paginiStudy On Multiphase Weaving Machine.Naimul Hasan100% (1)
- Carding: Q. Define Carding/Heart of SpinningDocument31 paginiCarding: Q. Define Carding/Heart of SpinningSantoshÎncă nu există evaluări
- Shed Geometry ElementsDocument21 paginiShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Rotor PrincipleDocument12 paginiRotor PrincipleAnkit Balotia100% (1)
- Processing of Man-Made Fibres and Blended Textiles: BlendingDocument23 paginiProcessing of Man-Made Fibres and Blended Textiles: BlendinghawÎncă nu există evaluări
- Man Made Fiber Textile ProcessDocument39 paginiMan Made Fiber Textile ProcessGarmentLearnerÎncă nu există evaluări
- SpinningDocument8 paginiSpinningAishee BhowmickÎncă nu există evaluări
- Fiber Length: Bgmea University of Fashion & TechnologyDocument11 paginiFiber Length: Bgmea University of Fashion & TechnologySayed Islam ShakilÎncă nu există evaluări
- Fiber TestingDocument62 paginiFiber TestingshaifaliÎncă nu există evaluări
- Jute SpinningDocument20 paginiJute SpinningAbdus Salam Ratan100% (1)
- Mechanical FinishingDocument23 paginiMechanical Finishingmahes_texÎncă nu există evaluări
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDocument5 paginiPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedÎncă nu există evaluări
- Presentation of Cam Dobby and Heald Reversing MotionDocument12 paginiPresentation of Cam Dobby and Heald Reversing MotionSuraj RaghvÎncă nu există evaluări
- Manufacturing of Needle Punched NonwovenDocument14 paginiManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- FibreDocument82 paginiFibreShahedul IslamÎncă nu există evaluări
- DobbyDocument4 paginiDobbyLiz Aby100% (2)
- Introduction To Textile Manufacturing: Fabric Formation: WeavingDocument44 paginiIntroduction To Textile Manufacturing: Fabric Formation: WeavingShahid MahmoodÎncă nu există evaluări
- Jacquard SheddingDocument137 paginiJacquard SheddingabiyÎncă nu există evaluări
- Dobby Shedding MechanismDocument21 paginiDobby Shedding MechanismAfjal Hossain Sujan100% (2)
- (1.2c) Auxiliary Mechanism-Weft Fork (Side)Document10 pagini(1.2c) Auxiliary Mechanism-Weft Fork (Side)sukanya prasadÎncă nu există evaluări
- Staple Cotton Spinning SystemsDocument24 paginiStaple Cotton Spinning Systemsagga1111Încă nu există evaluări
- Yarn Lab ReportDocument6 paginiYarn Lab ReportYeasin ArafatÎncă nu există evaluări
- Dobby Shedding MechanismDocument3 paginiDobby Shedding MechanismEhsaan Raahi RihaanÎncă nu există evaluări
- Localized Dyeing Is Called Printing: Key Purpose of PrintingDocument10 paginiLocalized Dyeing Is Called Printing: Key Purpose of PrintingShailendra MishraÎncă nu există evaluări
- Spinning Prepretory - II 18-19Document51 paginiSpinning Prepretory - II 18-19Sushil Mali100% (4)
- Blowroom CalculationDocument14 paginiBlowroom CalculationIrfan Ali100% (1)
- Blowroom: Manish Bhargava TDD - IiiDocument5 paginiBlowroom: Manish Bhargava TDD - IiiShantnu MittalÎncă nu există evaluări
- GATE Textile Fibres Study Material Book 2 FabricDocument15 paginiGATE Textile Fibres Study Material Book 2 FabricSantosh100% (1)
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocument21 paginiEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshÎncă nu există evaluări
- Jacquard Shedding MechanismDocument9 paginiJacquard Shedding MechanismSuraj RaghvÎncă nu există evaluări
- Unit - IiDocument27 paginiUnit - IiJoseph KuruvilaÎncă nu există evaluări
- Yarn Making ProcessDocument4 paginiYarn Making ProcessAshwani MittalÎncă nu există evaluări
- Fabric Manufturing II: WeavingDocument33 paginiFabric Manufturing II: WeavingrakibÎncă nu există evaluări
- Shuttle Less Weaving Special PickingDocument44 paginiShuttle Less Weaving Special PickingAbdul AzizÎncă nu există evaluări
- WeavingDocument18 paginiWeavingKali Muthu100% (1)
- Kullu Cap / Kullu TopiDocument7 paginiKullu Cap / Kullu TopiROHAN GIREESHÎncă nu există evaluări
- Fabric Properties MeasurementDocument10 paginiFabric Properties MeasurementUmer MushtaqÎncă nu există evaluări
- Important Topics TS2 UNIT 3Document348 paginiImportant Topics TS2 UNIT 3ISHITAÎncă nu există evaluări
- Beat Up MechanismsDocument69 paginiBeat Up MechanismszameershahÎncă nu există evaluări
- Six Shuttle Circular Loom User ManualDocument23 paginiSix Shuttle Circular Loom User Manualabdi75% (4)
- 1st PDFDocument14 pagini1st PDFzubairÎncă nu există evaluări
- A Glossary of Loom and Equipment TermsDocument2 paginiA Glossary of Loom and Equipment TermsShahzad DanishÎncă nu există evaluări
- Projectile Weaving MachineDocument12 paginiProjectile Weaving MachineDarpan PatelÎncă nu există evaluări
- Ashford 4 & 8 Shaft Jack Looms: Assembly InstructionsDocument23 paginiAshford 4 & 8 Shaft Jack Looms: Assembly InstructionsHasibul HossainÎncă nu există evaluări
- Wovenfabricfaults 140402104813 Phpapp01 PDFDocument32 paginiWovenfabricfaults 140402104813 Phpapp01 PDFshamim hasanÎncă nu există evaluări
- By: Hemant Ghanghor & Patanjal KumarDocument15 paginiBy: Hemant Ghanghor & Patanjal KumarpatanjaliictÎncă nu există evaluări
- Industrial Training Report at Southern Range Nyanza Textiles (Nytil) in UgandaDocument169 paginiIndustrial Training Report at Southern Range Nyanza Textiles (Nytil) in UgandaTwebaze CollinsÎncă nu există evaluări
- Plain Weave SamplesDocument10 paginiPlain Weave Samplesdineshkeswani100% (1)
- CTSWeavingTechnician CTS NSQF-5 PDFDocument59 paginiCTSWeavingTechnician CTS NSQF-5 PDFANIL KumarÎncă nu există evaluări
- Table RunnersDocument14 paginiTable RunnersJK0% (1)
- Honing Your Basic Weaving Skills © Jane Stafford 2011Document11 paginiHoning Your Basic Weaving Skills © Jane Stafford 2011po cÎncă nu există evaluări
- Machines AirjetDocument73 paginiMachines AirjetJubaidurRahmanÎncă nu există evaluări
- Fabric Manufacturing - I Unit 1Document25 paginiFabric Manufacturing - I Unit 1Vijay KhoiwalÎncă nu există evaluări
- Group-6 LAB REPORT 2 TEX3104 ID 191-267-801Document7 paginiGroup-6 LAB REPORT 2 TEX3104 ID 191-267-801Minions MinionsÎncă nu există evaluări
- Weaving Loom Parts Catalogue Staubli Dobby SpareDocument32 paginiWeaving Loom Parts Catalogue Staubli Dobby Spareangel molina100% (1)
- Notes Final 2Document28 paginiNotes Final 2R G Panneerselvam100% (2)
- Cranbrook Loom: Ssembly AnualDocument19 paginiCranbrook Loom: Ssembly Anualsammers100% (2)
- Beginning Alternating Pick Up For InkleDocument21 paginiBeginning Alternating Pick Up For InkleMaria Mercedes Pacheco Maldonado100% (1)
- FsfasfDocument19 paginiFsfasfijustyadavÎncă nu există evaluări
- Tappet Shedding MechanismDocument5 paginiTappet Shedding MechanismEhsaan Raahi Rihaan100% (1)
- Weaving 1Document96 paginiWeaving 1jayrock574765100% (2)
- Tes BrauriDocument65 paginiTes BrauriAdriana Gavril100% (2)
- Double Weaving PatternDocument3 paginiDouble Weaving PatternStuart Sanchez100% (3)
- All About Weaving Looms With: A Guide To Selecting and Using A Weaving LoomDocument15 paginiAll About Weaving Looms With: A Guide To Selecting and Using A Weaving Loomsarah_stover_1100% (3)
- WeavingDocument41 paginiWeavingMohammed Atiqul Hoque Chowdhury100% (1)