S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Material Submittal HANDRAILDocument6 paginiMaterial Submittal HANDRAILManu Mohan0% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
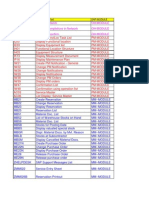
- List of TCodes in SAPDocument15 paginiList of TCodes in SAPVIBHAV67% (3)
- Polangui Community CollegeDocument56 paginiPolangui Community CollegeHoney Avel UrotÎncă nu există evaluări
- 8V396 PDFDocument627 pagini8V396 PDFOsman Burak ÖzbekÎncă nu există evaluări
- Standards of Professional Practice SPPDocument33 paginiStandards of Professional Practice SPPY AÎncă nu există evaluări
- BAUER Spezialtiefbau GMBH - ImagebrochureDocument0 paginiBAUER Spezialtiefbau GMBH - ImagebrochureagwsÎncă nu există evaluări
- Construction Manual California PDFDocument956 paginiConstruction Manual California PDFAlexander Ponce VelardeÎncă nu există evaluări
- Technical Data Handbook of TK CorporationDocument172 paginiTechnical Data Handbook of TK CorporationGerard Adrian Bautista AnonuevoÎncă nu există evaluări
- Parts Book (18001-Up)Document650 paginiParts Book (18001-Up)Helio100% (1)
- Leseprobe 01 PDFDocument15 paginiLeseprobe 01 PDFdaniele36460% (1)
- Cement Metering ValveDocument11 paginiCement Metering ValveWise SoÎncă nu există evaluări
- Ogn Ops Perf 002Document12 paginiOgn Ops Perf 002VIBHAVÎncă nu există evaluări
- Sim MMSD 19.04.14Document24 paginiSim MMSD 19.04.14VIBHAVÎncă nu există evaluări
- Maintain turbine plant feed systemsDocument21 paginiMaintain turbine plant feed systemsVIBHAV100% (1)
- Report - DF - DT Relay Setting With AnnexDocument37 paginiReport - DF - DT Relay Setting With AnnexVIBHAVÎncă nu există evaluări
- Ogn Ops Mech 023Document6 paginiOgn Ops Mech 023VIBHAVÎncă nu există evaluări
- Ogn Ops Mech 026Document12 paginiOgn Ops Mech 026VIBHAVÎncă nu există evaluări
- Od Ops Mech 004Document6 paginiOd Ops Mech 004VIBHAVÎncă nu există evaluări
- 15 YearsDocument14 pagini15 YearsVIBHAVÎncă nu există evaluări
- Ogn Ops Mech 017Document4 paginiOgn Ops Mech 017VIBHAVÎncă nu există evaluări
- Ogn Ops Mech 003Document40 paginiOgn Ops Mech 003VIBHAV100% (2)
- Od Ops Syst 001Document5 paginiOd Ops Syst 001VIBHAVÎncă nu există evaluări
- Ogn Ops Mech 014Document5 paginiOgn Ops Mech 014VIBHAVÎncă nu există evaluări
- Od Ops Mech 007Document14 paginiOd Ops Mech 007VIBHAVÎncă nu există evaluări
- Od Ops Mech 007Document14 paginiOd Ops Mech 007VIBHAVÎncă nu există evaluări
- OH matrix analysis and scoringDocument3 paginiOH matrix analysis and scoringVIBHAVÎncă nu există evaluări
- Abb Vs Cost Sheet ExceptionDocument4 paginiAbb Vs Cost Sheet ExceptionVIBHAVÎncă nu există evaluări
- OH matrix analysis and scoringDocument3 paginiOH matrix analysis and scoringVIBHAVÎncă nu există evaluări
- Performance of Mill Xrp-803Document4 paginiPerformance of Mill Xrp-803VIBHAVÎncă nu există evaluări
- Outage Manager Training DgpsDocument1 paginăOutage Manager Training DgpsVIBHAVÎncă nu există evaluări
- Zohflashrepc GT1BDocument3 paginiZohflashrepc GT1BVIBHAVÎncă nu există evaluări
- Sap Kws GT 1b R&M Oh Report 10jul13Document3 paginiSap Kws GT 1b R&M Oh Report 10jul13VIBHAVÎncă nu există evaluări
- A 144Document2 paginiA 144VIBHAVÎncă nu există evaluări
- Overhauling Flash Report: Kawas Overhaul For Fy 2013-14Document2 paginiOverhauling Flash Report: Kawas Overhaul For Fy 2013-14VIBHAVÎncă nu există evaluări
- Final Turbine MeetDocument12 paginiFinal Turbine MeetVIBHAVÎncă nu există evaluări
- Detailed Report From FranceDocument17 paginiDetailed Report From FranceVIBHAVÎncă nu există evaluări
- Starting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitDocument5 paginiStarting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitVIBHAVÎncă nu există evaluări
- A 148Document2 paginiA 148VIBHAVÎncă nu există evaluări
- The Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellDocument11 paginiThe Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellVIBHAVÎncă nu există evaluări
- A 149 High Ecc ChecklistDocument3 paginiA 149 High Ecc ChecklistVIBHAVÎncă nu există evaluări
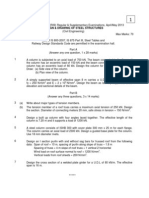
- 9A01601 Design & Drawing of Steel StructuresDocument5 pagini9A01601 Design & Drawing of Steel StructuressivabharathamurthyÎncă nu există evaluări
- Shallow Foundation Bearing CapacityDocument90 paginiShallow Foundation Bearing CapacityAnonymous 2R2pCtCDÎncă nu există evaluări
- Continuity and Energy Equation TutorialDocument2 paginiContinuity and Energy Equation TutorialmujunaidphdÎncă nu există evaluări
- Profile Sjanizar & Partners PDFDocument19 paginiProfile Sjanizar & Partners PDFrahmatrasit7742Încă nu există evaluări
- Wastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Sección 8-11Document8 paginiWastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Sección 8-11Ricardo Javier PlasenciaÎncă nu există evaluări
- House of C. Julius Polybius - AD79eruptionDocument6 paginiHouse of C. Julius Polybius - AD79eruptiond cornsÎncă nu există evaluări
- Thread Specifications GuideDocument30 paginiThread Specifications GuidesoparlÎncă nu există evaluări
- HVAC Technician Sample ResumeDocument2 paginiHVAC Technician Sample ResumeRommel MartinezÎncă nu există evaluări
- CN30-8 (Classification Notes - Strength Analysis of Hull Structures in H...Document25 paginiCN30-8 (Classification Notes - Strength Analysis of Hull Structures in H...Công TuấnÎncă nu există evaluări
- Laporan Absensi Over Time Agustus 2022 1Document3 paginiLaporan Absensi Over Time Agustus 2022 1adi wibowoÎncă nu există evaluări
- Method Statement For Interlocking PavingDocument5 paginiMethod Statement For Interlocking Pavingdinidu3priyankara3saÎncă nu există evaluări
- U-BOOTS (1) Technical SeminarDocument18 paginiU-BOOTS (1) Technical SeminarBasavaraj M PatilÎncă nu există evaluări
- Beam To Beam Pinned SH-300Document2 paginiBeam To Beam Pinned SH-300Tri Aditha NugrahaÎncă nu există evaluări
- Standard U-Bolt PDFDocument2 paginiStandard U-Bolt PDFjurieskÎncă nu există evaluări
- Ash Handling System OverviewDocument24 paginiAsh Handling System Overviewjkhan_724384100% (1)
- Flux Cored Arc Welding Wire SpecsDocument4 paginiFlux Cored Arc Welding Wire SpecsAdam LimÎncă nu există evaluări
- Saes M 005Document25 paginiSaes M 005SKEPT.OMENOSÎncă nu există evaluări
- Sockolet Gap Control Threaded Joints - PR - 0XXDocument14 paginiSockolet Gap Control Threaded Joints - PR - 0XXRAMAKRISHNAÎncă nu există evaluări
- Anna Schmookler Recognized As A Woman of The Month For November 2018 by P.O.W.E.R. (Professional Organization of Women of Excellence Recognized)Document2 paginiAnna Schmookler Recognized As A Woman of The Month For November 2018 by P.O.W.E.R. (Professional Organization of Women of Excellence Recognized)PR.comÎncă nu există evaluări
- M25 DesignDocument4 paginiM25 DesignAmit KumarÎncă nu există evaluări