S-ar putea să vă placă și
- GATE Textile Fibres Study Material Book 2 FabricDocument15 paginiGATE Textile Fibres Study Material Book 2 FabricSantosh100% (1)
- The Textiles Student's Manual - An Outline of All Textile Processes, From the Origin of the Fibre to the Finished ClothDe la EverandThe Textiles Student's Manual - An Outline of All Textile Processes, From the Origin of the Fibre to the Finished ClothEvaluare: 4 din 5 stele4/5 (1)
- Yarn WindingDocument22 paginiYarn WindingPRAKASH B. MALAKANE0% (1)
- Yarn Making ProcessDocument4 paginiYarn Making ProcessAshwani MittalÎncă nu există evaluări
- Air Jet LoomsDocument6 paginiAir Jet LoomsJuhi Nath100% (2)
- Weft Pile FabricsDocument23 paginiWeft Pile FabricsMina Samy abd el zaher100% (1)
- Introduction To Pile FabricsDocument8 paginiIntroduction To Pile FabricsMina Samy abd el zaher100% (1)
- Textile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceDe la EverandTextile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceEvaluare: 5 din 5 stele5/5 (5)
- Fully FashionDocument30 paginiFully FashiondewÎncă nu există evaluări
- Yarn Manufacturing - IIDocument3 paginiYarn Manufacturing - IITextile Department Help Desk.Diu100% (1)
- Yarn Eveness TesterDocument32 paginiYarn Eveness TestervasineyÎncă nu există evaluări
- Weft Pile Fabrics 2Document10 paginiWeft Pile Fabrics 2Mina Samy abd el zaherÎncă nu există evaluări
- CH 2 Geometric Modelling of Fabric Structure (1) ADocument38 paginiCH 2 Geometric Modelling of Fabric Structure (1) AAmit pandeyÎncă nu există evaluări
- SelvedgeDocument3 paginiSelvedgemuhidul70% (1)
- Yarn AssignmentDocument10 paginiYarn AssignmentHIMASHA SAMARANAYAKAÎncă nu există evaluări
- Fiber PropertiesDocument24 paginiFiber Propertiessatheeshpag12367% (3)
- SanforizingDocument2 paginiSanforizingFernando Harahap100% (1)
- Yarn Manufacturing 2Document16 paginiYarn Manufacturing 2Muhammad Farooq Kokab60% (5)
- Carding: Q. Define Carding/Heart of SpinningDocument31 paginiCarding: Q. Define Carding/Heart of SpinningSantoshÎncă nu există evaluări
- Knitting TechnologyDocument31 paginiKnitting Technologyagga1111Încă nu există evaluări
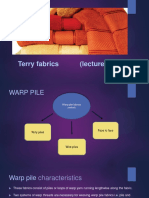
- Terry FabricsDocument31 paginiTerry FabricsMina Samy abd el zaher100% (2)
- Fabric DefectsDocument33 paginiFabric DefectsAzeem Akbar92% (13)
- E DobbyDocument25 paginiE DobbyVarshitha Gopi83% (6)
- Blow RoomDocument42 paginiBlow RoomSiva Jagadish Kumar MÎncă nu există evaluări
- ,loom TimingDocument23 pagini,loom TimingDipesh Jain67% (3)
- Melange YarnDocument2 paginiMelange YarnKingson_786100% (3)
- SelvedgeDocument16 paginiSelvedgejony_nsu022Încă nu există evaluări
- Yarn Clearing SystemsDocument11 paginiYarn Clearing SystemsLohit MohapatraÎncă nu există evaluări
- Basics of Knitting Purl and Interlock FabricDocument4 paginiBasics of Knitting Purl and Interlock FabricVasant Kothari100% (10)
- Preparatory Process For WeavingDocument6 paginiPreparatory Process For Weavingsimple_simple100% (2)
- Open End Spinning RieterDocument94 paginiOpen End Spinning RieterMuhammad Umair100% (2)
- Textile Finishing: Shrinkagecontrol: Fabric ScienceDocument18 paginiTextile Finishing: Shrinkagecontrol: Fabric ScienceAnushka Singh100% (2)
- Lect2 - Blow Room 1Document18 paginiLect2 - Blow Room 1Mina Samy abd el zaherÎncă nu există evaluări
- Jacquard SheddingDocument137 paginiJacquard SheddingabiyÎncă nu există evaluări
- Raymond UCO DenimDocument25 paginiRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Advanced Fabric Structure PDFDocument35 paginiAdvanced Fabric Structure PDFManoj Mondal83% (6)
- Yarn Manufacturing TechnologyDocument6 paginiYarn Manufacturing Technologyshahadat hossainÎncă nu există evaluări
- Staple Cotton Spinning SystemsDocument24 paginiStaple Cotton Spinning Systemsagga1111Încă nu există evaluări
- Shuttle Less Weaving 1Document9 paginiShuttle Less Weaving 1sethup_1Încă nu există evaluări
- Blending at BlowroomDocument3 paginiBlending at Blowroommoosking100% (1)
- Drafting Waves of SliversDocument4 paginiDrafting Waves of Sliversnalaka.sampathÎncă nu există evaluări
- Study Material For Textile Testing IIDocument10 paginiStudy Material For Textile Testing IISushma Balgar100% (1)
- Lect5 - Carding Machine 2Document13 paginiLect5 - Carding Machine 2Mina Samy abd el zaherÎncă nu există evaluări
- Textile Yarns PDFDocument35 paginiTextile Yarns PDFVu Ngo Tuan100% (1)
- Thermal Properties of Textile Fiber Introduction of Thermal PropertyDocument6 paginiThermal Properties of Textile Fiber Introduction of Thermal PropertyRashedul IslamÎncă nu există evaluări
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocument21 paginiEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshÎncă nu există evaluări
- F Ancy Yarn Production: Chapters 2 3Document19 paginiF Ancy Yarn Production: Chapters 2 3TKK-TEXTILE PSG CT100% (1)
- Combing ProcessDocument12 paginiCombing ProcessSenthil Kumar100% (1)
- GinningDocument31 paginiGinningSivakumar K100% (3)
- Yarn Defect-Final - ReadyDocument47 paginiYarn Defect-Final - Readyparash rajÎncă nu există evaluări
- Wet Processing 1Document47 paginiWet Processing 1Rahul ThomasÎncă nu există evaluări
- WarpingDocument10 paginiWarpingKalyan Ray GuptaÎncă nu există evaluări
- Draw Frame: ##Difference Between Card Sliver and Drawn SliverDocument13 paginiDraw Frame: ##Difference Between Card Sliver and Drawn SlivermdnadimÎncă nu există evaluări
- Chapter-4 - Basic Weft Structure of Knitting & Fabric PropertiesDocument38 paginiChapter-4 - Basic Weft Structure of Knitting & Fabric PropertiesMD Shakil Khan50% (2)
- Experiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsDocument13 paginiExperiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsRubel alamÎncă nu există evaluări
- Wound SpiralDocument2 paginiWound SpiralMircea Dan StanciuÎncă nu există evaluări
- 2013 Ansorge ChemSocRev PreviewDocument17 pagini2013 Ansorge ChemSocRev PreviewChris SongÎncă nu există evaluări
- Chapter 4.material Planning and SuppliesDocument41 paginiChapter 4.material Planning and SuppliesChng TianÎncă nu există evaluări
- FBU UCLan Contaminants Interim Best Practice GBDocument134 paginiFBU UCLan Contaminants Interim Best Practice GBForum PompieriiÎncă nu există evaluări
- Assignment Topic: Difference Between DNA and RNA DNA RNADocument2 paginiAssignment Topic: Difference Between DNA and RNA DNA RNASamra ButtÎncă nu există evaluări
- Hema2 Lec 2 TransDocument159 paginiHema2 Lec 2 TransJPÎncă nu există evaluări
- Topic 10 The Pharmarceutical Industries L1Document13 paginiTopic 10 The Pharmarceutical Industries L1Yong LiÎncă nu există evaluări
- Sewing Threads From Polyester Staple FibreDocument13 paginiSewing Threads From Polyester Staple FibreganeshaniitdÎncă nu există evaluări
- 2A-2AN Manual Servicio CilindroDocument10 pagini2A-2AN Manual Servicio Cilindrohuguer1Încă nu există evaluări
- Polypropylene (PP) Plastic - Types, Properties, Uses & Structure InfoDocument11 paginiPolypropylene (PP) Plastic - Types, Properties, Uses & Structure InfoPrashant SinghÎncă nu există evaluări
- 6 13 4 5 Appendx1Document11 pagini6 13 4 5 Appendx1yugoÎncă nu există evaluări
- Blown FilmDocument11 paginiBlown FilmMarc Romero100% (1)
- ReportDocument5 paginiReportAnton NrecajÎncă nu există evaluări
- Bluestem Product Testing Protocols ApparelDocument9 paginiBluestem Product Testing Protocols ApparelFashionnift NiftÎncă nu există evaluări
- Kluber Summit Rseries - Pds PDFDocument1 paginăKluber Summit Rseries - Pds PDFJavier AffifÎncă nu există evaluări
- MADICA 2018 ProgramDocument17 paginiMADICA 2018 ProgramathmaniÎncă nu există evaluări
- Phenguard 940: Description Principal CharacteristicsDocument2 paginiPhenguard 940: Description Principal CharacteristicsEngTamerÎncă nu există evaluări
- A01 279Document28 paginiA01 279jaimeÎncă nu există evaluări
- Mulligan, David - Cure Monitoring For Composites and Adhesives-Ismithers Rapra Publishing (2003!01!01)Document124 paginiMulligan, David - Cure Monitoring For Composites and Adhesives-Ismithers Rapra Publishing (2003!01!01)khan babaÎncă nu există evaluări
- Biodegradable PlasticDocument21 paginiBiodegradable PlasticPRALAY GEDAMÎncă nu există evaluări
- Polymer ChemistryDocument47 paginiPolymer ChemistryBapu ThoratÎncă nu există evaluări
- XIAMETER™ OFS-6224 Silane: Features & BenefitsDocument3 paginiXIAMETER™ OFS-6224 Silane: Features & BenefitsZhan FangÎncă nu există evaluări
- Preparation 07Document5 paginiPreparation 07Pedro Galvani89% (9)
- Flame Retardents and Heat Release Review of Traditional Studies On Products and On Groups of PolymersDocument49 paginiFlame Retardents and Heat Release Review of Traditional Studies On Products and On Groups of PolymersmakulaisÎncă nu există evaluări
- Pelletization Technology: Methods and Applications-A ReviewDocument9 paginiPelletization Technology: Methods and Applications-A ReviewAvhishek Rajan GuptaÎncă nu există evaluări
- CHAPTER 1 PharmacologyDocument21 paginiCHAPTER 1 PharmacologyGia Espinosa OcbeñaÎncă nu există evaluări
- 33 Year Index AuthorDocument23 pagini33 Year Index AuthorUlma HudinÎncă nu există evaluări
- Modified Starch - 3Document12 paginiModified Starch - 3Teong JawaÎncă nu există evaluări
- Yokogawa Pressure Transmitter Eja310Document8 paginiYokogawa Pressure Transmitter Eja310gwamitiÎncă nu există evaluări
- SinteticosDocument14 paginiSinteticosMikensr1Încă nu există evaluări
- House Rules: How to Decorate for Every Home, Style, and BudgetDe la EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetÎncă nu există evaluări
- Funny Amigurumi: 16 Creatures & Their Accessories to CrochetDe la EverandFunny Amigurumi: 16 Creatures & Their Accessories to CrochetEvaluare: 5 din 5 stele5/5 (1)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsDe la EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsÎncă nu există evaluări
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesDe la Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesÎncă nu există evaluări
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDe la Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiEvaluare: 5 din 5 stele5/5 (2)
- Edward's Menagerie: Dogs: 50 canine crochet patternsDe la EverandEdward's Menagerie: Dogs: 50 canine crochet patternsEvaluare: 3 din 5 stele3/5 (5)
- Treasure Bookmaking: Crafting Handmade Sustainable JournalsDe la EverandTreasure Bookmaking: Crafting Handmade Sustainable JournalsÎncă nu există evaluări
- Upcycling: 20 Creative Projects Made from Reclaimed MaterialsDe la EverandUpcycling: 20 Creative Projects Made from Reclaimed MaterialsÎncă nu există evaluări
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsDe la EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsEvaluare: 4.5 din 5 stele4.5/5 (10)
- The Martha Manual: How to Do (Almost) EverythingDe la EverandThe Martha Manual: How to Do (Almost) EverythingEvaluare: 4 din 5 stele4/5 (11)
- The Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookDe la EverandThe Fellowship of the Knits: Lord of the Rings: The Unofficial Knitting BookEvaluare: 4.5 din 5 stele4.5/5 (2)
- Art Journals & Creative Healing: Restoring the Spirit through Self-ExpressionDe la EverandArt Journals & Creative Healing: Restoring the Spirit through Self-ExpressionEvaluare: 3 din 5 stele3/5 (7)
- Crochet Impkins: Over a million possible combinations! Yes, really!De la EverandCrochet Impkins: Over a million possible combinations! Yes, really!Evaluare: 4.5 din 5 stele4.5/5 (10)
- Modern Embroidery: A Book of Stitches to Unleash CreativityDe la EverandModern Embroidery: A Book of Stitches to Unleash CreativityÎncă nu există evaluări
- Build a Flower: A Beginner's Guide to Paper FlowersDe la EverandBuild a Flower: A Beginner's Guide to Paper FlowersEvaluare: 5 din 5 stele5/5 (1)
- Modern Crochet Sweaters: 20 Chic Designs for Everyday WearDe la EverandModern Crochet Sweaters: 20 Chic Designs for Everyday WearEvaluare: 5 din 5 stele5/5 (1)
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)De la EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Încă nu există evaluări
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDe la EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiEvaluare: 4 din 5 stele4/5 (3)
- Crochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreDe la EverandCrochet in a Weekend: 29 Quick-to-Stitch Sweaters, Tops, Shawls & MoreEvaluare: 4 din 5 stele4/5 (6)
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestDe la EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestEvaluare: 5 din 5 stele5/5 (2)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtDe la EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtÎncă nu există evaluări
- Crochet Collage Garden: 100 patterns for crochet flowers, plants and petalsDe la EverandCrochet Collage Garden: 100 patterns for crochet flowers, plants and petalsEvaluare: 5 din 5 stele5/5 (1)
- Crochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldDe la EverandCrochet Iconic Women: Amigurumi Patterns for 15 Women Who Changed the WorldEvaluare: 4.5 din 5 stele4.5/5 (30)
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsDe la EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsEvaluare: 5 din 5 stele5/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeDe la EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeEvaluare: 5 din 5 stele5/5 (2)
- Kawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreDe la EverandKawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreEvaluare: 5 din 5 stele5/5 (5)
- Crochet You!: Crochet patterns for dolls, clothes and accessories as unique as you areDe la EverandCrochet You!: Crochet patterns for dolls, clothes and accessories as unique as you areEvaluare: 4.5 din 5 stele4.5/5 (3)
- Hot Glue Hacks and Crafts: 50 Fun and Creative Decor, Fashion, Gift and Holiday Projects to Make with Your Glue GunDe la EverandHot Glue Hacks and Crafts: 50 Fun and Creative Decor, Fashion, Gift and Holiday Projects to Make with Your Glue GunEvaluare: 5 din 5 stele5/5 (4)
- Change Your Clothes, Change Your Life: Because You're Worth ItDe la EverandChange Your Clothes, Change Your Life: Because You're Worth ItEvaluare: 4 din 5 stele4/5 (32)