Documente Academic
Documente Profesional
Documente Cultură
Proceso de Fabricación
Încărcat de
Jontan FloresTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proceso de Fabricación
Încărcat de
Jontan FloresDrepturi de autor:
Formate disponibile
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD ZACATENCO
INGENIERA EN CONTROL Y AUTOMATIZACIN
CONTROL DE PROCESOS II
INDUSTRIA ACERERA CONTROL POR ACCION PRECALCULADA
9AM2
REDONDO CANTOYA DIEGO FLORES SANTIAGO JONATHAN
RESUMEN
El hierro en estado puro no posee la resistencia y dureza necesarias para las aplicaciones de uso comn. Sin embargo, cuando se combina con pequeas cantidades de carbono se obtiene un metal denominado acero, cuyas propiedades varan en funcin de su contenido en carbono y de otros elementos en aleacin, tales como el manganeso, el cromo, el silicio o el aluminio, entre otros.
El acero se puede obtener a partir de dos materias primas fundamentales: el arrabio, obtenido a partir de mineral en instalaciones dotadas de horno alto (proceso integral); las chatarras frricas,
que condicionan el proceso de fabricacin. En lneas generales, para fabricar acero a partir de arrabio se utiliza el convertidor con oxgeno, mientras que partiendo de chatarra como nica materia prima se utiliza exclusivamente el horno elctrico (proceso electrosiderrgico).
INTRODUCCION En las plantas de procesos debido a la existencia generalmente de gran cantidad de variables que se deben mantener en un valor determinado, para lograrlo de forma manual se debe desarrollar un procedimiento de correccin que requerira un nmero elevado de operarios, adicionalmente un alto porcentaje de error humano, por lo tanto, se establece la posibilidad de desarrollar el control de manera automtica, lo que significa contar con instrumentos y mecanismos que controlen las variables sin necesidad de la intervencin del operador. Se cuentan con diversas configuraciones para poder establecer un control automtico sobre un proceso determinado siendo estas: el sistema de control con retroalimentacin, el sistema de control por accin precalculada o bien una combinacin de ambos. En la figura 1, se observa un sistema de control por accin precalculada junto a sus elementos. Figura 1. Sistema de Control por Accin Precalculada
En el sistema de control por accin precalculada, las perturbacionesde proceso se miden y compensan sin esperar a que un cambio en la variablecontrolada indique que ha ocurrido una perturbacin. Es muy til cuando lavariable controlada final no se puede medir o bien cuando se tiene bien definidoel modelo del proceso.
La chatarra
Tras el proceso de reconversin industrial de la siderurgia en Espaa se abandona la va del horno alto y se apuesta de forma decidida por la obtencin de acero a travs de horno elctrico.
En este proceso, la materia prima es la chatarra, a la que se le presta una especial atencin, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepcin del material en fbrica.
La calidad de la chatarra depende de tres factores: de su facilidad para ser cargada en el horno; de su comportamiento de fusin (densidad de la chatarra, tamao, espesor, forma, etc.); de su composicin, la siendo de sean
fundamental elementos
presencia que
residuales
difciles de eliminar en el proceso del horno. Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos: a) Chatarra reciclada: formada por despuntes, rechazos, etc.
originados en la propia fbrica. Se trata de una chatarra de excelente calidad. b) Chatarra de transformacin:
producida durante la fabricacin de piezas y componentes de acero (virutas de mquinas herramientas, recortes de prensas y guillotinas, etc.).
c) Chatarra de recuperacin: suele ser la mayor parte de la chatarra que se emplea en la acera y procede del desguace estructura de de edificios acero, con plantas
industriales, barcos, automviles, electrodomsticos, etc.
Los controles a los que se somete la chatarra se producen en tres niveles: 1) Inspeccin en origen por parte de personal especializado. 2) Inspeccin visual en el momento de la descarga en puerto para material importado. 3) Control de recepcin en fbrica de forma exhaustiva por unidad de transporte, con independencia de la procedencia del material (nacional o importado), con el fin de eliminar todo elemento nocivo, materias
explosivas o inflamables, material radiactivo, as como de todos
aquellos metales no frreos, tierras, cuerpos extraos, etc. Principios bsicos para la obtencin del acero
La obtencin del acero pasa por la eliminacin de las impurezas que se encuentran en el arrabio o en las chatarras, y por el control, dentro de unos lmites especificados segn el tipo de acero, de los contenidos de los elementos que influyen en sus propiedades.
Las reacciones qumicas que se producen durante el proceso de fabricacin del acero requieren temperaturas superiores a los 1000 C para poder eliminar las sustancias perjudiciales, bien en forma gaseosa o bien trasladndolas del bao a la escoria.
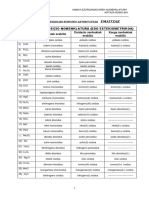
Principales reacciones qumicas en el afino Elemento Carbono Forma de eliminacin Al combinarse con el Reaccin qumica
oxgeno se quema dando lugar a y gaseoso
que se elimina a travs de los humos. Manganeso Se oxida y pasa a la escoria. Combinado con slice da lugar a silicatos. Silicio Se oxida y pasa a la escoria. Forma silicatos Fsforo En una primera fase se oxida y pasa a la escoria. En presencia de carbono y altas temperaturas puede revertir al bao.
Para fijarlo a la escoria se aade cal formndose
fosfato de calcio. Azufre Su eliminacin mediante debe el
realizarse
aporte de cal, pasando a la escoria en forma de sulfuro de calcio. La presencia de manganeso desulfuracin. favorece la
Fabricacin
en
horno
elctrico
La fabricacin del acero en horno elctrico se base en la fusin de las chatarras por medio de una corriente elctrica, y al afino posterior del bao fundido. Principio: Irradiacin de calor hacia el bao desde un arco formado entre dos electrodos colocados en posicin sobre la carga. Materia prima: Chatarra. Descripcin de operaciones: El procedimiento seguido para la fabricacin del acero, depende del producto que se haga. Si el acero va a contener un porcentaje apreciable de elementos de aleacin fcilmente oxidable tales como el cromo, tungsteno y molibdeno se usan dos cubiertas de escoria durante una partida de trabajo. Una escoria de naturaleza oxidante favorece a la oxidacin y el efecto de los fundentes sobre el carbono, fsforo y silicio. A continuacin se retira la escoria oxidante y se sustituye por una escoria reductora en la que el CaO y el CaC2 son ingredientes importantes. Esta capa protectora de escoria coadyuva a la eliminacin del azufre y protege contra la oxidacin de elementos de aleacin. En la fabricacin de acero para colados ordinarios, no se necesita la segunda aplicacin de escoria ya que no estn presentes los elementos fcilmente oxidables que se encuentran en los aceros inoxidables para herramientas. En el horno elctrico, tres electrodos se proyectan a travs de la cubierta revestida con el material refractario. Se les puede alzar y
bajar y cuando estn en posicin elevada permiten que se alce la tapa y se le mueva a un lado para cargar el horno. El tamao de los hornos vara entre 3 y 200 toneladas, pero los hornos ms comunes son para cargas de 20 a 50 toneladas. Despus de haberse descargado un lote de fabricacin se inspecciona el horno para localizar desperfectos y se repara cuando sea necesario. Se carga de chatarra seleccionada, arrojndola a travs de la tapa del horno, usando para ello una cubierta de fondo falso. Si se incluye material en la carga se agrega ste con la chatarra. La prctica seguida en la actualidad tiende hacia el uso de oxgeno para disminuir el contenido de carbono, en vez de valerse del empleo del mineral. Pueden agregarse algunos elementos de aleacin no oxidables, antes de la fusin. Luego se hacen descender los electrodos, se conecta la energa elctrica y se forma un arco. A medida que prosigue la fusin se queman los electrodos a travs de la carga metlica y se forma en el hogar del horno un estanque de metal fundido. Se forma escoria producida por las impurezas oxidadas y por reaccin con la cal o con el revestimiento del horno. Una vez que se ha completado la oxidacin de descarga, esta escoria y se sustituye con una cubierta nueva de escoria cuyos ingredientes principales son cal, slice, magnesia y carburo de calcio. Tan pronto como se haya ajustado el anlisis final de la escoria y el bao a los niveles apropiados se hacen las adiciones necesarias de elementos de aleacin y se abre la salida del horno. Cuando se inclina el horno para descargarlo permanece el acero fundido protegido por la capa de escoria, hasta que se vaca el horno. El tiempo transcurrido desde la carga hasta la descarga depende del
horno y de la naturaleza del producto y de la naturaleza del producto, pero unas cuatro horas son el tiempo de operacin tpico. Los hornos elctricos de induccin utilizan una corriente para fundir la carga. La energa es del tipo de induccin sin ncleo, dada por una corriente de alta frecuencia que suministra a la bobina primaria enfriada por agua que circunda al crisol. La corriente de alta frecuencia es alrededor de 1000 Hz, suministrada por un conjunto motor generador o un sistema de frecuencia con arco por vapor de mercurio. El crisol es cargado por una pieza slida de metal, chatarras o virutas de operaciones de mecanizados, al cual se le induce una alta corriente secundaria. La resistencia de esta corriente inducida en la carga se hace en 50 90 min. , fundindola en grandes crisoles que contienen arriba de 3.6 Mg de acero. Los hornos de induccin, con crisoles, aprovechables desde pocos kilogramos hasta 3.6 Mg son relativamente bajos en costo, casi libres de ruido y por lo mismo producen poco calor. Puesto que la temperatura no necesita ser ms alta que la requerida para fundir la carga, la chatarra puede ser refundida sin que sea quemada la calidad del material. Generalidades del horno elctrico: Algunos hornos tienen como promedio 270 Mg por caldeo. El tiempo de vaciado a vaciado para 115 Mg requiere de 3 a 4 horas y 50000 kWh de potencia. Operan aproximadamente a 40 V y a una corriente elctrica que puede exceder de 12000 A.
Desventaja del horno de arco elctrico: La temperatura alta del arco puede llegar a refinar el metal. Conveniencia: Aunque el costo de la fabricacin de acero en el horno de arco elctrico, es generalmente ms alto que el de los dems mtodos de fabricacin de acero, se obtiene una calidad de acero superior con el horno elctrico. ste suministra el mejor mtodo para controlar la temperatura y las adiciones de aleacin. Adems su costo puede justificarse para la fabricacin de acero en localidades donde no se cuenta con altos hornos ni con hierros de primera fusin, o en lugares en donde las necesidades intermitentes de acero en cantidades pequeas, no justifiquen una instalacin de hogar abierto. Adems es muy usado ya que no contamina la atmsfera como muchos otros. Actualmente, el horno elctrico produce un 40 % de la produccin mundial del acero.
El horno elctrico El horno elctrico consiste en un gran recipiente cilndrico de chapa gruesa (15 a 30 mm de espesor) forrado de material refractario que forma la solera que alberga el bao de acero lquido y escoria. El resto del horno est formado por paneles refrigerados por agua. La bveda es desplazable para permitir la carga de la chatarra a travs de unas cestas adecuadas.
La bveda est dotada de una serie de orificios por los que se introducen los electrodos, generalmente tres, que son gruesas barras de grafito de hasta 700 mm de dimetro. Los electrodos se desplazan de forma que se puede regular su distancia a la carga a medida que se van consumiendo.
Los electrodos estn conectados a un transformador que proporciona unas condiciones de voltaje e intensidad adecuadas para hacer saltar el arco, con intensidad variable, en funcin de la fase de operacin del horno.
Otro orificio practicado en la bveda permite la captacin de humos, que son depurados convenientemente para evitar contaminar la atmsfera.
El horno va montado sobre una estructura oscilante que le permite bascular para proceder al sangrado de la escoria y el vaciado del bao. Construccin
Un esquema de la seccin transversal de un horno de arco elctrico. Tres
electrodos,
material
fundido,
desembocadura a la izquierda, bveda extrable de ladrillo refractario, paredes de ladrillo y un hogar con forma de tazn y de material refractario. El horno de arco elctrico para acera consiste en un recipiente refractario alargado, refrigerada por agua para tamaos grandes, cubierta con una bveda tambin refractaria y que a travs de la cual uno o ms electrodos de grafito estn alojados dentro del horno. El horno est compuesto principalmente de tres partes:
El armazn, que consiste en las paredes refractarias y la cimentacin.
El hogar, que consiste en el lecho refractario que bordea la cimentacin.
La bveda o cubierta, de aspecto esfrico o de frustrum (de seccin cnica), cubre el horno con material refractario. Puede estar refrigerada con agua. La bveda est construida con materiales de alta resistencia piroscpica (generalmente
hormign refractario) para soportar grandes choques trmicos y en el cual entran los electrodos de grafito que producen el arco elctrico. El hogar puede tener una forma hemiesfrica u ovoidal. En talleres de fundicin modernos, el horno suele levantarse del suelo, as la cuba y los vertederos y las cucharas de colada pueden maniobrar sobre la base del horno. Separado de la estructura del horno est el sistema elctrico y el soporte del electrodo, adems de la plataforma basculante sobre la que descansa el horno. Un horno tpico de corriente alterna tiene tres electrodos. Los
electrodos tienen una seccin redonda y, por lo general, en los segmentos con acoplamientos roscados, de modo que a medida que se desgastan los electrodos, se pueden agregar nuevos segmentos. El arco se forma entre el material cargado y el electrodo, as la carga se calienta tanto por la corriente que pasa a travs de la carga como por la energa radiante generada por el arco. Los electrodos suben y bajan automticamente mediante un sistema de posicionamiento, que puede emplear ya sean montacargas elctricos o cilindros hidrulicos. El sistema de regulacin mantiene aproximadamente constante la corriente y la potencia de entrada durante la fusin de la carga, a pesar de que la chatarra puede moverse debajo de los electrodos a
medida que se derrite. Los brazos del mstil de sujecin de los electrodos llevan pesados embarrados, los cuales pueden estar huecos con tuberas de cobre refrigeradas por agua llevando corriente elctrica a las sujecciones de los electrodos. Los modernos sistemas utilizan "brazos calientes", donde el brazo entero conduce la corriente, aumentando el rendimiento. stos se pueden fabricar de acero revestido de cobre o de aluminio. Puesto que los electrodos se mueven arriba y abajo de forma automtica para la regulacin del arco y se levantan para permitir quitar la bveda del horno, cables refrigerados por agua pesada conectan el haz de tubos y brazos con el transformador situado junto al horno. Para proteger el transformador del calor, ste se instala en una cmara acorazada. El horno est construido sobre una plataforma basculante para que el acero lquido se vierta en otro recipiente para el transporte. La operacin de inclinacin del horno para verter el acero fundido se conoce como "tapping". Originalmente, todos los hornos de produccin de acero tenan un cao para verter que estaba revestido de refractario que aliviaban cuando estaban inclinados, pero a menudo los hornos modernos tienen una desembocadura excntrica en la parte inferior (EBT) para reducir la inclusin de nitrgeno y
de escoriaen el acero lquido. Estos hornos tienen una abertura que pasa verticalmente a travs del hogar y el armazn, y se encuentra fuera del centro en la estrecha "nariz" del hogar ovalado. Las plantas modernas pueden tener dos armazones con un solo sistema de electrodos que se pueden transferir entre las dos armazones; un armazn precalienta la chatarra mientras que el otro armazn se utiliza
para la fusin. Otros hornos basados en corriente continua tienen una disposicin similar, pero tienen electrodos para cada armazn y un solo sistema electrnico. Existen hornos de CA que por lo general exhiben un patrn de calor y puntos fros alrededor del permetro del hogar, con los puntos fros situados entre los electrodos. Hay hornos modernos donde montan quemadores de combustible de oxgeno en la pared lateral y los utilizan para proporcionar energa en esos puntos fros, consiguiendo un calentamiento del acero ms uniforme. La energa qumica adicional se proporciona mediante la inyeccin de oxgeno y carbono en el horno; histricamente esto se haca a travs de lanzallamas en la puerta de la escoria, ahora esto se hace principalmente a travs de mltiples equipamientos de inyeccin empotrados en la pared. Un moderno horno de fabricacin de acero de tamao mediano que tiene un transformador de 60 MVA de capacidad, con una tensin secundaria entre 400 y 900 voltios y una corriente secundaria de ms de 44.000 amperios. En un taller moderno, un horno debera producir una cantidad de 80 toneladas mtricas de acero lquido en aproximadamente 60 minutos de carga con chatarra fra para aprovechar el horno. En comparacin, los hornos bsicos de oxgeno pueden tener una capacidad de 150-300 toneladas por lote, y pueden producir un lote entre 30 y 40 minutos. Existen enormes variaciones en los detalles del diseo y el funcionamiento del horno, dependiendo del producto final y las condiciones locales, as como los ltimos estudios para mejorar la eficiencia del horno, el mayor horno dedicado a chatarra (en trminos de capacidad y de tamao de transformador) se
encuentra en Turqua, con una capacidad de 300 toneladas mtricas y un transformador de 300 MVA. Producir una tonelada de acero en un horno de arco elctrico requiere aproximadamente de 400 kilovatios-hora de electricidad por tonelada corta, o alrededor de 440 kWh por tonelada mtrica; la cantidad mnima terica de energa requerida para fundir una tonelada de chatarra de acero es de 300 kWh (punto de fusin 1520C/2768F). Por lo tanto, dicho horno de arco elctrico de 300 toneladas y 300 MVA requerira aproximadamente de 132 MWh de energa para fundir el acero, y un "tiempo de encendido" (el tiempo que el acero se funde con un arco) de aproximadamente 37 minutos. La fabricacin de acero con arco elctrico es slo rentable donde hay electricidad abundante, con una red elctrica bien desarrollada.
Proceso de fabricacin del acero
El proceso de fabricacin se divide bsicamente en dos fases: la fase de fusin y la fase de afino.
Fase de fusin Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, hacindose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada.
Fase de afino El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara.
En el primer afino se analiza la composicin del bao fundido y se procede a la eliminacin de impurezas y elementos indeseables (silicio, manganeso, fsforo, etc.) y realizar un primer ajuste de la composicin qumica por medio de la adicin de ferroaleaciones que contienen los elementos necesarios (cromo, niquel, molibdeno, vanadio, titanio,etc.).
El acero obtenido se vaca en una cuchara de colada, revestida de material refractario, que hace la funcin de cuba de un segundo horno de afino en el que termina de ajustarse la composicin del acero y de drsele la temperatura adecuada para la siguiente fase en el proceso de fabricacin.
El control del proceso
Para obtener un acero de calidad el proceso debe controlarse en todas sus fases empezando, como ya se ha comentado, por un estricto control de las materias primas cargadas en el horno.
Durante el proceso se toman varias muestras del bao y de las escorias para comprobar la marcha del afino y poder ir ajustando la composicin del acero. Para ello se utilizan tcnicas instrumentales de anlisis (espectmetros) que permiten obtener resultados en un corto espacio de tiempo, haciendo posible un control a tiempo real y la adopcin de las correcciones precisas de forma casi instantnea, logrndose as la composicin qumica deseada.
Los dos elementos que ms pueden influir en las caractersticas y propiedades del acero obtenido, el carbono y el azufre, se controlan de forma adicional mediante un aparato de combustin LECO. Pero adems de la composicin del bao y de la escoria, se controla de forma rigurosa la temperatura del bao, pues es la que determina las condiciones y la velocidad a la que se producen las distintas reacciones qumicas durante el afino.
La colada continua
Finalizado el afino la cuchara de colada se lleva hasta la artesa receptora de la colada continua donde vaca su contenido en una artesa receptora dispuesta al efecto.
La colada continua es un procedimiento siderrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya seccin transversal tiene la forma geomtrica del semiproducto que se desea fabricar; en nuestro caso la palanquilla.
La artesa receptora tiene un orificio de fondo, o buza, por el que distribuye el acero lquido en varias lneas de colada, cada una de las cuales dispone de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeracin con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra slida que se va formando durante el enfriamiento. Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fra primero, y al aire despus, cortndose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte.
En todo momento el semiproducto se encuentra en movimiento
continuo gracias a los rodillos de arrastre dispuestos a los largo de todo el sistema.
Finalmente, se identifican todas las palanquillas con el nmero de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar la trazabilidad del producto, vigilndose la cuadratura de su seccin, la sanidad interna, la ausencia de defectos externos y la longitud obtenida.
La laminacin
Las palanquillas no son utilizables directamente, debiendo transformarse en productos comerciales por medio de la laminacin o forja en caliente. De forma simple, podramos describir la laminacin como un proceso en el que se hace pasar al semiproducto (palanquilla) entre dos rodillos o cilindros, que giran a la misma velocidad y en sentidos contrarios, reduciendo su seccin transversal gracias a la presin ejercida por stos. En este proceso se aprovecha la ductilidad del acero, es decir, su capacidad de deformarse, tanto mayor cuanto mayor es su temperatura. De ah que la laminacin en caliente se realice a temperaturas comprendidas entre 1.250 C, al inicio del proceso, y 800 C al final del mismo. La laminacin slo permite obtener productos de seccin constante, como es el caso de las barras corrugadas. El horno de recalentamiento
El proceso comienza elevando la temperatura de las palanquillas hasta un valor ptimo para ser introducidas en el tren de laminacin. Generalmente estos hornos son de gas y en ellos se distingues tres zonas: de precalentamiento, de calentamiento y de homogeneizacin. El paso de las palanquillas de una zona a otra se realiza por medio de distintos dispositivos de avance. La atmsfera en el interior del horno es oxidante, con el fin de reducir al mximo la formacin de cascarilla.
El tren de laminacin Alcanzada la temperatura deseada en toda la masa de la palanquilla, sta es conducida a travs de un camino de rodillos hasta el tren de laminacin.
El tren de laminacin est formado, como se ha indicado, por parejas de cilindros que van reduciendo la seccin de la palanquilla. Primero de la forma cuadrada a forma de valo, y despus de forma de valo a forma redonda. A medida que disminuye la seccin, aumenta la longitud del producto transformado y, por tanto, la velocidad de laminacin. El tren se controla de forma automtica, de forma que la velocidad de las distintas cajas que lo componen va aumentando en la misma proporcin en la que se redujo la seccin en la anterior. El tren de laminacin se divide en tres partes: Tren de desbaste: donde la palanquilla sufre una primera pasada muy ligera para romper y eliminar la posible capa de cascarilla formada durante su permanencia en el horno. Tren intermedio: formado por distintas cajas en las que se va conformando por medio de sucesivas pasadas la seccin. Tren acabador: donde el producto experimenta su ltima pasada y obtiene su geometra de corrugado.
Las barras ya laminadas se depositan en una gran placa o lecho de enfriamiento, de donde es trasladado a las lneas de corte a medida y empaquetado, de donde pasa a la zona de almacenamiento y expedicin.
En el caso de la laminacin de rollos, stos salen del tren acabador en forma de espira, siendo transportados por una cinta enfriadora, desde la que van siendo depositadas en un huso, donde se compacta y se ata para su expedicin, o bien se lleva a una zona de encarretado, donde se forman bobinas en carrete. Durante la laminacin se controlan los distintos parmetros que determinarn la calidad del producto final: la temperatura inicial de las palanquillas, el grado de deformacin de cada pasada para evitar que una deformacin excesiva de lugar a roturas o agrietamientos del material, as como el grado de reduccin final, que define el grado de forja, y sobre todo el sistema Temcore de enfriamiento controlado.
Del producto final se toman las muestras necesarias para ser sometidas a los ensayos de caracterizacin mecnica (traccin,
doblado-desdoblado, fatiga y carga cclica) y geomtrica que les son de aplicacin en funcin de las especificaciones establecidas por la norma conforme a la que ha sido fabricado. En todo momento se conserva la trazabilidad del sistema, puesto que el material en rollo o en barra obtenido queda siempre identificado con la colada de la que procede, y el momento de su laminacin.
CONTROL DE HORNO El control por accin precalculada usa la medicin de una perturbacin entrando al proceso como informacin adicional para mejorar el rendimiento o ndice de funcionamiento de un controlador de lazo simple. Este tipo de medida provee una temprana advertencia de una perturbacin que causara problemas en algn momento en la variable controlada en el futuro. Con esta advertencia el controlador por accin precalculada tiene la oportunidad para ajustar la variable manipulada, antes que la variable controlada se desve de la referencia o Set-Point. El controlador por accin precalculada no usa una salida de proceso. El control por accin precalculada es usualmente implementado con control por realimentacin. El control por accin precalculada es efectivo en reducir la influencia de perturbaciones, aunque no
usualmente tanto como el control en cascada con lazo secundario rpido. Ejemplo y
derivacin del controlador
En la figura 4.35, presenta proceso, se un
El reto es disear un controlador por accin precalculada que reduzca o en el mejor de los casos elimine el efecto de la temperatura de entrada sobre la temperatura de salida, ajustando la vlvula de aceite caliente. La idea del diseo por accin precalculada esta basado en cancelar completamente el efecto de la perturbacin. Un diagrama simplificado del controlador por accin precalculada es mostrado en la figura 4.36. El control por accin precalculada usa la medida de la perturbacin para calcular la variable manipulada con el objetivo de una perfecta compensacin de esta.
Figura 4.36. Diagrama de bloques simplificado de un controlador por accin precalculada.
Los clculos de control que son necesarios para lograr este objetivo pueden ser obtenidos a partir del diagrama de bloques obtenindose: CV(s) = Gd(s) + Gff (s) Gp(s) Dm(s)
donde Gff(s) es el controlador por accin precalculada, la ecuacin est en variables de desviacin, el objetivo es mantener la temperatura de salida a cero, CV(s) = 0. Lo nico que no es conocido, es el controlador Gff(s), puede ser obtenido rearreglando la ecuacin anterior:
Es importante notar que el controlador por accin precalculada depende del modelo para la perturbacin. El controlador por accin precalculada no es un algoritmo PID, este es un resultado que no debera sorprendernos, porque nuestro objetivo, como se observa no proviene de los principios de realimentacin. Asumiendo que las funciones de transferencia tienen las siguientes formas:
Sustituyendo ambas ecuaciones en la ecuacin 4-12, se tiene que el controlador por accin precalculada queda:
En la mayoria de los casos de este tipo de controlador nos dasuficiente exactitud, aumentar el orden en los terminos del controlador no nos da o no nos mejora el indice de funcionamento del controlador, por que los modelos no son exactos.
La obtencion del controlador por accion precalculada asegura conrol perfecto si: 1.- Los modelos usados son perfectos. 2.- La perturbacion medida es la unca perturbacion experimentada por el proceso. 3.- Que el controlador sea estable. Generalmente las condiciones 1 y 2 no son normalmente satisfechas, el control por accion precalculada es siempre combinado con el control realimentado, cuando sea posible para asegurar cero error en estado estacionario.
CRITERIOS PARA DISEAR EL CONTROLADOR La variable debe indicar la ocurrencia de una perturbacin importante. No hay una relacin causal entre la variable manipulada y las variables de accin precalculada. La dinmica de la perturbacin no debe ser significativamente ms rpida que la dinmica de la variable de salida. El control por accin precalculada usa una medida de la perturbacion para determinar un ajuste en la variable manipulada. El control por accin precalculada puede mejorar substancialmente el ndice de funcionamiento de procesos en los cuales el control
realimentado por si solo no provee un control aceptale, su rendimiento no degrada rapidamente con errores de montaje.
AJUSTES DEL CONTROLADOR Cualquiera de los controladores puede ser ajustado primero. Suponga que el control realimentado es ajustado primero, lo cual requiere la identificacin del modelo del proceso Gp(s). Ya que los parmetros de ajuste del controlador por accin precalculada son derivados a partir de la perturbacin ella tambin debeser identificada. Se usa mtodos estadsticos para identificar el modelo. Se debe tener cuidado en el ajuste del bloque adelanto/atraso porque se pudiera dar el caso de ampficacion de ruido.
EJEMPLO Con el proceso utilizado en el ejemplo 4.3, ahora implementando control por accin precalculada se puede observar en la figura 4. 37, el diagrama en bloques correspondiente al control por accin precalculada aplicado al proceso. En este tipo de control entra otra perturbacin que es la producida por el ruido externo al proceso de control. Para hallar la funcin de transferencia Gff, se utiliza la funcin de transferencia del proceso y adems otra funcin de tranferencia que es provocada por una seal de ruido, de esta manera se tiene:
Para la simulacin del proceso se utiliza el programa MatLAB 4.0 y Simulink de MatWorks. Se introducen las ecuaciones generadas a partir del balance de masa en forma no lineal, en la figura 4.38 se puede observar el esquema para la simulacin del proceso. En la figura 4.39 se puede apreciar la respuesta del proceso ante una perturbacin del flujo de entrada FA, dicha perturbacin presenta 10 % del valor en estado estacionario.
S-ar putea să vă placă și
- Ejerc Propiedades de La MateriaDocument4 paginiEjerc Propiedades de La MateriaTomas MuñozÎncă nu există evaluări
- Cerramientos arquitectónicosDocument13 paginiCerramientos arquitectónicosmechipatinoÎncă nu există evaluări
- Cotizacion Mano de Obra Casa KikeDocument8 paginiCotizacion Mano de Obra Casa KikeAlbert PintoÎncă nu există evaluări
- Propiedades químicas y físicas de los alcoholesDocument2 paginiPropiedades químicas y físicas de los alcoholesDayiisMonroy100% (10)
- Diagrama de fases y materialesDocument65 paginiDiagrama de fases y materialesAndre Felipe Canchila BenitezÎncă nu există evaluări
- Práctica No. 5 Extracción de Un Metal A Partir de Una Aleación 2022-IDocument10 paginiPráctica No. 5 Extracción de Un Metal A Partir de Una Aleación 2022-IDanny Alejandra Torres tellezÎncă nu există evaluări
- Cementos AlcalinosDocument4 paginiCementos Alcalinoswalter cucalonÎncă nu există evaluări
- Estimulación Carbonatos E3Document34 paginiEstimulación Carbonatos E3SantiagoVélezSÎncă nu există evaluări
- Ex1 Tema1Document3 paginiEx1 Tema1Giraldo Moya JosueÎncă nu există evaluări
- 3.1 Relaciones Volumetricas Y GravimetricasDocument5 pagini3.1 Relaciones Volumetricas Y GravimetricasGabs YTÎncă nu există evaluări
- Informe Laboratorio - Práctica de ExpansiónDocument6 paginiInforme Laboratorio - Práctica de ExpansiónJeferson MataÎncă nu există evaluări
- Fs-Peroxido de Hidrogeno Al 50%Document12 paginiFs-Peroxido de Hidrogeno Al 50%Harry MadridÎncă nu există evaluări
- Módulo 6 Room and Pillar 1Document42 paginiMódulo 6 Room and Pillar 1daynah estefany aguirre gallardoÎncă nu există evaluări
- 2º Examen - CIV216Document33 pagini2º Examen - CIV216Mirko GutierrezÎncă nu există evaluări
- Presentación Velty Ecopapel 2019Document14 paginiPresentación Velty Ecopapel 2019Fabiola FloresÎncă nu există evaluări
- Ficha Tecnica Del CuchilloDocument2 paginiFicha Tecnica Del CuchilloRicardo PuentesÎncă nu există evaluări
- Superestructuras Modulares de Acero para Puentes en Infraestructura de Caminos Rurales y AlimentadoresDocument50 paginiSuperestructuras Modulares de Acero para Puentes en Infraestructura de Caminos Rurales y AlimentadoresAndres A. Beleño H.Încă nu există evaluări
- Memoria DescriptivaDocument8 paginiMemoria DescriptivaEdgar Gutierrez BordaÎncă nu există evaluări
- Curriculum Jose Luis Viera DroguettDocument3 paginiCurriculum Jose Luis Viera DroguettMary Astudillo DiazÎncă nu există evaluări
- Práctica VII - Laboratorio Orgánica IDocument16 paginiPráctica VII - Laboratorio Orgánica Imax goldÎncă nu există evaluări
- Formula: EmaitzakDocument10 paginiFormula: EmaitzakAnaÎncă nu există evaluări
- Ansi de Aisladores PDFDocument40 paginiAnsi de Aisladores PDFAaron AbasoloÎncă nu există evaluări
- Empaque de Frutas y HortalizasDocument48 paginiEmpaque de Frutas y HortalizasAlex VallejoÎncă nu există evaluări
- Proceso de Fabricación Del Cemento (Ilustrado)Document1 paginăProceso de Fabricación Del Cemento (Ilustrado)Fernando Mateo de PablosÎncă nu există evaluări
- MSDS Zodiamastic 680 HSDocument4 paginiMSDS Zodiamastic 680 HSSSOMA Servicios MenoresÎncă nu există evaluări
- Agua LibreDocument3 paginiAgua LibreAlexVillagómezJacomeÎncă nu există evaluări
- Relleno de TorresDocument8 paginiRelleno de Torresjuan islasÎncă nu există evaluări
- Leyes de Los Gases y Su Armonía enDocument17 paginiLeyes de Los Gases y Su Armonía enGabi MirandaÎncă nu există evaluări
- 03 Acu SanitariasDocument78 pagini03 Acu SanitariasDaniel Diaz MonÎncă nu există evaluări
- Emulsiones PDFDocument0 paginiEmulsiones PDFHenry MoyaÎncă nu există evaluări