S-ar putea să vă placă și
- Process Design: Weeks 4 (Chapter 7)Document17 paginiProcess Design: Weeks 4 (Chapter 7)Faizal Akbar100% (1)
- Trends in Operations Management and Productivity ConceptDocument43 paginiTrends in Operations Management and Productivity ConceptDranreb MagalongÎncă nu există evaluări
- Importance of Productivity MeasurementDocument4 paginiImportance of Productivity MeasurementrajatÎncă nu există evaluări
- Operations Management: "Critical Ratio Method " Presented by Fatima ZahraDocument13 paginiOperations Management: "Critical Ratio Method " Presented by Fatima ZahraFatiima Tuz ZahraÎncă nu există evaluări
- Process Costing SolutionsDocument8 paginiProcess Costing Solutionsjay mhonsaintÎncă nu există evaluări
- Proportional ControlDocument3 paginiProportional Controlyuj oÎncă nu există evaluări
- Measuring ProductivityDocument15 paginiMeasuring ProductivityIbrar ShahÎncă nu există evaluări
- Unit 5 Acceptance Sampling Plans: StructureDocument18 paginiUnit 5 Acceptance Sampling Plans: Structurevinay100% (2)
- Trade Theories and Development Experience PresentationDocument26 paginiTrade Theories and Development Experience PresentationPraveenHansdaÎncă nu există evaluări
- Aggregate Planning SampleDocument3 paginiAggregate Planning SampleAnsherene Non0% (3)
- SchedulingDocument20 paginiSchedulingShivansh SainiÎncă nu există evaluări
- Production Planning and ControlDocument6 paginiProduction Planning and Controlpurvik_rathodÎncă nu există evaluări
- Assignment 4Document4 paginiAssignment 4syed aliÎncă nu există evaluări
- Working of Domestic RefrigiratorDocument15 paginiWorking of Domestic Refrigiratorspursh67% (3)
- IE6404 Production Planning and Control: Course MaterialsDocument15 paginiIE6404 Production Planning and Control: Course MaterialsJosé Manuel Slater CarrascoÎncă nu există evaluări
- ProductivityDocument25 paginiProductivitysau1994Încă nu există evaluări
- Operations Management Chapter 7Document51 paginiOperations Management Chapter 7Jerome 高自立 KoÎncă nu există evaluări
- Chitra de Silva PDFDocument268 paginiChitra de Silva PDFRamadona SimbolonÎncă nu există evaluări
- ISE-448 Introduction to Sequencing and SchedulingDocument27 paginiISE-448 Introduction to Sequencing and SchedulingRaftÎncă nu există evaluări
- A Report On A Published Feasibility Study: Project Development and ResearchDocument63 paginiA Report On A Published Feasibility Study: Project Development and ResearchVerum PuerÎncă nu există evaluări
- An Ergonomic Study On The TSU Shuttle Driver's Workspace (Manalo-Iscat)Document31 paginiAn Ergonomic Study On The TSU Shuttle Driver's Workspace (Manalo-Iscat)Jensen ManaloÎncă nu există evaluări
- Cognitive ErgonomicsDocument27 paginiCognitive ErgonomicsShenlandÎncă nu există evaluări
- Production AnalysisDocument16 paginiProduction Analysisprabhatrc4235Încă nu există evaluări
- Progress Report: Doctoral Programme in Biological and Environmental ScienceDocument4 paginiProgress Report: Doctoral Programme in Biological and Environmental Sciencegoitom01Încă nu există evaluări
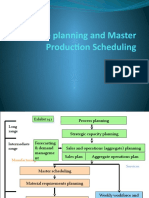
- Aggregate Planning and Master Production SchedulingDocument17 paginiAggregate Planning and Master Production SchedulingAshwani Singh100% (1)
- Chapter 1Document11 paginiChapter 1Areef Mahmood IqbalÎncă nu există evaluări
- PRODUCTION FUNCTIONDocument21 paginiPRODUCTION FUNCTIONAnshul SharmaÎncă nu există evaluări
- FORECASTING - IntroductionDocument29 paginiFORECASTING - IntroductionJamal FarahÎncă nu există evaluări
- 7.chapter 5 Capacity PlanningDocument16 pagini7.chapter 5 Capacity Planningopio jamesÎncă nu există evaluări
- Productivity, Competitiveness, & StrategyDocument36 paginiProductivity, Competitiveness, & StrategyjahidkhanÎncă nu există evaluări
- Stevenson 13e Chapter 4Document28 paginiStevenson 13e Chapter 4----Încă nu există evaluări
- Just in Time and BackflushingDocument25 paginiJust in Time and BackflushingSilvani Margaretha SimangunsongÎncă nu există evaluări
- Lecture 1 & 2 - 2Document37 paginiLecture 1 & 2 - 2Awais0040% (1)
- Factors Affecting Plant Layout PDFDocument2 paginiFactors Affecting Plant Layout PDFBrian0% (1)
- Economic Order QuantityDocument11 paginiEconomic Order Quantityramanexotic007Încă nu există evaluări
- Internal Rate of ReturnDocument2 paginiInternal Rate of ReturnDeep Debnath100% (1)
- Lecture 2 PDFDocument16 paginiLecture 2 PDFsatheeshsep24Încă nu există evaluări
- Introduction To MetrologyDocument55 paginiIntroduction To MetrologyVishnuPSVichuÎncă nu există evaluări
- SMChap 007Document86 paginiSMChap 007Huishan Zheng100% (5)
- Capacity Planning and ControlDocument31 paginiCapacity Planning and ControlAdityaÎncă nu există evaluări
- Capacity PlanningDocument47 paginiCapacity Planningcharles makasabiÎncă nu există evaluări
- Operations Research NotesDocument73 paginiOperations Research NotesShivam kesarwani100% (1)
- Principles of Material Handling AssignmentDocument27 paginiPrinciples of Material Handling AssignmentMuriithi MichaelsÎncă nu există evaluări
- Exercise 7 - Standard CostingDocument3 paginiExercise 7 - Standard CostingSports savageÎncă nu există evaluări
- ThesisDocument72 paginiThesisRavindra LanjewarÎncă nu există evaluări
- LPP - orDocument12 paginiLPP - orbharat_v79Încă nu există evaluări
- StatCon Chap IX-1Document70 paginiStatCon Chap IX-1Gillian AlexisÎncă nu există evaluări
- Work Design and MeasurementDocument22 paginiWork Design and MeasurementJanysse CalderonÎncă nu există evaluări
- POM - Case Analysis No. 1Document5 paginiPOM - Case Analysis No. 1Ruth Joy R. ParedesÎncă nu există evaluări
- Kinney 8e - CH 19Document15 paginiKinney 8e - CH 19Ashik Uz ZamanÎncă nu există evaluări
- Mark Edzon A. Bello: ACCY 101 - Fundamentals of Accounting Notre Dame of Marbel UniversityDocument26 paginiMark Edzon A. Bello: ACCY 101 - Fundamentals of Accounting Notre Dame of Marbel UniversityAngel Grace Asuncion0% (1)
- 10 Principles of Material HandlingDocument11 pagini10 Principles of Material HandlingPrateek SharmaÎncă nu există evaluări
- Format For ProposalsDocument5 paginiFormat For ProposalssalllllÎncă nu există evaluări
- Manpri Case01 ConsolidatedAutomobileCaseAnalysisDocument3 paginiManpri Case01 ConsolidatedAutomobileCaseAnalysisFrancisco Marvin100% (1)
- Time and Motion Studies by TaylorDocument3 paginiTime and Motion Studies by TaylorMansoor MoinÎncă nu există evaluări
- Draft of Case StudyDocument9 paginiDraft of Case StudyJonwel OcampoÎncă nu există evaluări
- Jollibee Inventory Case Study AnalysisDocument9 paginiJollibee Inventory Case Study AnalysisImelda Maria Tania RosarioÎncă nu există evaluări
- Inventory ManagementDocument24 paginiInventory ManagementHarlene FallariaÎncă nu există evaluări
- What Is EOQ?Document10 paginiWhat Is EOQ?JunaidÎncă nu există evaluări
- Aggregate PlanningDocument54 paginiAggregate PlanningAndrea CoxÎncă nu există evaluări
- Industrial RelationDocument8 paginiIndustrial RelationAhmad Izzat HamzahÎncă nu există evaluări
- Business Support SystemDocument65 paginiBusiness Support SystemIkram MuzammilÎncă nu există evaluări
- Human Resources Training and DevelopmentDocument42 paginiHuman Resources Training and DevelopmentAhmad Izzat HamzahÎncă nu există evaluări
- Human Resources Training and DevelopmentDocument37 paginiHuman Resources Training and DevelopmentAhmad Izzat HamzahÎncă nu există evaluări
- EntrepreneurshipDocument48 paginiEntrepreneurshipAhmad Izzat HamzahÎncă nu există evaluări
- Operation Management Chapter 10Document79 paginiOperation Management Chapter 10Ahmad Izzat HamzahÎncă nu există evaluări
- Human Resources Training and DevelopmentDocument37 paginiHuman Resources Training and DevelopmentAhmad Izzat HamzahÎncă nu există evaluări
- Operation Management Chapter 12Document70 paginiOperation Management Chapter 12Ahmad Izzat HamzahÎncă nu există evaluări
- Operation Management Chapter 6Document40 paginiOperation Management Chapter 6Ahmad Izzat HamzahÎncă nu există evaluări
- Operation Management Chapter 3Document69 paginiOperation Management Chapter 3Ahmad Izzat HamzahÎncă nu există evaluări
- Operation Management Ch. 1Document12 paginiOperation Management Ch. 1Ahmad Izzat HamzahÎncă nu există evaluări
- Industrial Relation Chapter 2Document14 paginiIndustrial Relation Chapter 2Ahmad Izzat Hamzah100% (1)
- Industrial Relation Chapter 1Document12 paginiIndustrial Relation Chapter 1Ahmad Izzat Hamzah75% (4)
- Property, Plant and Equipment: Sri Lanka Accounting Standard-LKAS 16Document24 paginiProperty, Plant and Equipment: Sri Lanka Accounting Standard-LKAS 16Anuruddha RajasuriyaÎncă nu există evaluări
- Session 15 Hand OutDocument54 paginiSession 15 Hand OutRashi ChoudharyÎncă nu există evaluări
- Auditing Principles and Practices II1Document94 paginiAuditing Principles and Practices II1Oumer ShaffiÎncă nu există evaluări
- CA Inter MTP 2 M'19 PDFDocument149 paginiCA Inter MTP 2 M'19 PDFSunitha SuniÎncă nu există evaluări
- Logistics Management IntroductionDocument79 paginiLogistics Management IntroductionMOHITKOLLIÎncă nu există evaluări
- Study of Supply Chain Management at Britannia Industries.Document95 paginiStudy of Supply Chain Management at Britannia Industries.Satender Kumar75% (8)
- Clickfunnels vs. Shopify: Which One Is Better?Document9 paginiClickfunnels vs. Shopify: Which One Is Better?Oyundoyin AnthonyÎncă nu există evaluări
- Budgeting For Planning and Control: Learning ObjectivesDocument23 paginiBudgeting For Planning and Control: Learning Objectives7100507Încă nu există evaluări
- St. Peter's College Acctg 22 Auditing Final ExamDocument6 paginiSt. Peter's College Acctg 22 Auditing Final Exammarx marolinaÎncă nu există evaluări
- AX Inventory FAQDocument6 paginiAX Inventory FAQSutirtha SinhaÎncă nu există evaluări
- On A Study On Inflation AccountingDocument13 paginiOn A Study On Inflation AccountingomÎncă nu există evaluări
- Barilla SPA: A Presentation OnDocument7 paginiBarilla SPA: A Presentation OnsrivatsavÎncă nu există evaluări
- Material CostingDocument18 paginiMaterial CostingRaj KumarÎncă nu există evaluări
- Inventory ManagementDocument77 paginiInventory ManagementKomal Hirave100% (1)
- CMMS FDS (Part 2)Document250 paginiCMMS FDS (Part 2)casabalanÎncă nu există evaluări
- Purchasing - Receiving Options - Oracle SCM TodayDocument4 paginiPurchasing - Receiving Options - Oracle SCM TodayAtiqueÎncă nu există evaluări
- ProjectDocument49 paginiProjectHabeeb AhamedÎncă nu există evaluări
- Accounting-errorssDocument5 paginiAccounting-errorssJuvilynÎncă nu există evaluări
- Accounting - Inventory Test BankDocument3 paginiAccounting - Inventory Test BankAyesha RGÎncă nu există evaluări
- SMC's Future Hinges on Strategic Marketing DecisionsDocument10 paginiSMC's Future Hinges on Strategic Marketing Decisionsmotor121212Încă nu există evaluări
- Notes IA1 PirntDocument18 paginiNotes IA1 PirntBack upÎncă nu există evaluări
- Appendix 66 Instructions RPCIDocument1 paginăAppendix 66 Instructions RPCIGnancaw Angdusan YelhsaÎncă nu există evaluări
- The Rise and Evolution of the Global CorporationDocument14 paginiThe Rise and Evolution of the Global Corporationmeca DURAN50% (4)
- Starbucks Malaysia Supply ChainDocument15 paginiStarbucks Malaysia Supply Chain张千昳Încă nu există evaluări
- Financial Statements Balance Sheets Cash Flow StatementsDocument7 paginiFinancial Statements Balance Sheets Cash Flow StatementsMahima BharathiÎncă nu există evaluări
- Statement of Comprehensive IncomeDocument23 paginiStatement of Comprehensive IncomeMarie FeÎncă nu există evaluări
- Mahesh 5 SemDocument56 paginiMahesh 5 SemManjunath HagedalÎncă nu există evaluări
- Process and Capacity Analysis - PGDMDocument52 paginiProcess and Capacity Analysis - PGDMShubham100% (1)
- Highland Malt Inc Calculation of Financial Ratios 2019 2018 1. Liquidity Ratios $ $Document12 paginiHighland Malt Inc Calculation of Financial Ratios 2019 2018 1. Liquidity Ratios $ $TylerÎncă nu există evaluări
- Materials and Inventory Cost Control AlieDocument67 paginiMaterials and Inventory Cost Control Aliealiekargbo20087473Încă nu există evaluări
- Sarasota Florida, Siesta Key, Bradenton & BeyondDe la EverandSarasota Florida, Siesta Key, Bradenton & BeyondÎncă nu există evaluări