S-ar putea să vă placă și
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesDocument6 paginiPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoÎncă nu există evaluări
- POG - MEC.001 Procedimiento de Soldadura de Tuberías y AccesoriosDocument14 paginiPOG - MEC.001 Procedimiento de Soldadura de Tuberías y AccesoriosWeninger EnriquezÎncă nu există evaluări
- PCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1Document9 paginiPCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1erick cerdanÎncă nu există evaluări
- Og-Ct-Pr-002 Procedimiento de Corte, Biselado, Alineacion y Soldadura V4Document9 paginiOg-Ct-Pr-002 Procedimiento de Corte, Biselado, Alineacion y Soldadura V4EDWIN ACOSTAÎncă nu există evaluări
- Plan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Document21 paginiPlan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Alfonso LeonardoÎncă nu există evaluări
- Procedimiento de Fabricacion de TK - API 650Document32 paginiProcedimiento de Fabricacion de TK - API 650PercyAlexander100% (1)
- 04 Anexo 4 Montaje de TuberíaDocument11 pagini04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluÎncă nu există evaluări
- PR MA 00128 017desmantelamiento ValvulasDocument6 paginiPR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Procedimiento de Inspección de TablerosDocument5 paginiProcedimiento de Inspección de TablerosPablo Leon RoblesÎncă nu există evaluări
- Procedimiento - para Empernado y Par de Aprietes - BDocument15 paginiProcedimiento - para Empernado y Par de Aprietes - BJorge Cronwell Montaño VásquezÎncă nu există evaluări
- PET-STII-005 Mantt. y Reparación de Válvulas Compuerta, Globo, Check - PBF ValeroDocument9 paginiPET-STII-005 Mantt. y Reparación de Válvulas Compuerta, Globo, Check - PBF Valeromichelin25Încă nu există evaluări
- DMT Sgi P-057 Procedimiento de Prueba NeumáticaDocument9 paginiDMT Sgi P-057 Procedimiento de Prueba NeumáticaEdward Andres Torres GuerreroÎncă nu există evaluări
- Alineado y Soldadura Entre Tuberías de Acero Al Carbono y BridasDocument14 paginiAlineado y Soldadura Entre Tuberías de Acero Al Carbono y BridasKatherine Cecilia Chipana ArangoÎncă nu există evaluări
- 006 Procedimientos Barrido y Limpieza de Tuberias 1Document10 pagini006 Procedimientos Barrido y Limpieza de Tuberias 1jo borjaÎncă nu există evaluări
- PR-CC-003 Control Dimensional en El ArmadoDocument8 paginiPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Procedimiento Montaje Extencion Del ManifoldDocument6 paginiProcedimiento Montaje Extencion Del Manifoldfavio alejandro paz benavidesÎncă nu există evaluări
- Montaje de Equipos EstaticosDocument13 paginiMontaje de Equipos Estaticosluis rubilar0% (1)
- Desmontaje y montaje de spool de tuberíasDocument17 paginiDesmontaje y montaje de spool de tuberíasLourdes P. ValladaresÎncă nu există evaluări
- Aislacion de CañeriasDocument18 paginiAislacion de Cañeriasdanfu2003100% (1)
- 9 - Icmrom-045-P Procedimiento de Flusching OkDocument6 pagini9 - Icmrom-045-P Procedimiento de Flusching OkCarlos SanchesÎncă nu există evaluări
- Get ContentDocument11 paginiGet ContentViche CarsaÎncă nu există evaluări
- P27 - Procedimiento Purga e Inertizacion de TuberiasDocument9 paginiP27 - Procedimiento Purga e Inertizacion de TuberiasED SA CAÎncă nu există evaluări
- 2.PO-AP02 Rev.0 Prefabricado de CañeríasDocument8 pagini2.PO-AP02 Rev.0 Prefabricado de CañeríasArturo Roberto AvilaÎncă nu există evaluări
- Pintado de tuberías contra incendiosDocument12 paginiPintado de tuberías contra incendiosLENINROMEROH4168Încă nu există evaluări
- Utpa Me PR 018. Torqueo Uniones BridadasDocument26 paginiUtpa Me PR 018. Torqueo Uniones BridadasCiro Alvaro Berrio OspinoÎncă nu există evaluări
- Procedimiento Constructivo TK Acido Sulfurico MmboleoDocument10 paginiProcedimiento Constructivo TK Acido Sulfurico MmboleovictorlizcanoÎncă nu există evaluări
- PO GO 1551 30 TorqueDocument36 paginiPO GO 1551 30 TorquefaviikaujaÎncă nu există evaluări
- Procedimiento Hot TappingDocument9 paginiProcedimiento Hot TappingreneluisperezÎncă nu există evaluări
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaDocument8 paginiProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzÎncă nu există evaluări
- Procedimiento para Montaje de La Bota de GasDocument4 paginiProcedimiento para Montaje de La Bota de Gasfavio alejandro paz benavidesÎncă nu există evaluări
- Fabricación y Montaje Cañeria de Acero CarbonoDocument18 paginiFabricación y Montaje Cañeria de Acero CarbonoIgnacio Andres Delgado Barrientos100% (1)
- Procedimiento WPD Hot TapDocument86 paginiProcedimiento WPD Hot TapSERGIO CELIS ARIZA100% (1)
- Procedimiento de Hot Tap y Tie In-BorradorDocument14 paginiProcedimiento de Hot Tap y Tie In-BorradorNurUbSalÎncă nu există evaluări
- Pruebas de Presión para Sistemas de TuberíasDocument26 paginiPruebas de Presión para Sistemas de Tuberíasvrsalazar62100% (1)
- DG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoDocument38 paginiDG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoSamuel100% (1)
- PLAN ESPECIFICO DE CALIDAD Rev. 2Document82 paginiPLAN ESPECIFICO DE CALIDAD Rev. 2Antonio Rafael BritoÎncă nu există evaluări
- SpoolBombasGlicolDocument8 paginiSpoolBombasGlicolPtoledo7Încă nu există evaluări
- Dim PR 089 21 Prueba NeumaticaDocument4 paginiDim PR 089 21 Prueba NeumaticaTapias MariaisabelÎncă nu există evaluări
- Procedimiento Corte y Rebiselado TuberiaDocument6 paginiProcedimiento Corte y Rebiselado TuberiaJairo Gonzalez ViloriaÎncă nu există evaluări
- Procedimiento de Trabajo para Instalacion de Tuberia Superficial de Acero GalvanizadoDocument11 paginiProcedimiento de Trabajo para Instalacion de Tuberia Superficial de Acero GalvanizadoIlarraza Meneses Antonio Miguel0% (1)
- Prueba neumática UPH 45MDocument5 paginiPrueba neumática UPH 45MCarlos Mario Arango SossaÎncă nu există evaluări
- L9t23100-Pet17-017 - Fabricacion, Montaje y Desmontaje de Estructuras MetalicasDocument28 paginiL9t23100-Pet17-017 - Fabricacion, Montaje y Desmontaje de Estructuras MetalicasMargi Carpio GonzalesÎncă nu există evaluări
- GIESC-SGC-CP-PM-023 Procedimiento de Barrido de TuberiaDocument26 paginiGIESC-SGC-CP-PM-023 Procedimiento de Barrido de TuberiaJose Ayala100% (1)
- Proyecto Quellaveco: Estación de Combustible - Punch ListDocument1 paginăProyecto Quellaveco: Estación de Combustible - Punch ListFrank Ramos BeltranÎncă nu există evaluări
- Desmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0Document15 paginiDesmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0helycadmusÎncă nu există evaluări
- Procedimiento fabricación y montaje soportes aceroDocument17 paginiProcedimiento fabricación y montaje soportes aceroJimmy Robles HuamanÎncă nu există evaluări
- RFE 1 EGB ONM HAU 001 - REV1 Procedimiento de Montaje de TanquesDocument65 paginiRFE 1 EGB ONM HAU 001 - REV1 Procedimiento de Montaje de TanquesxxhiorinmaruxxÎncă nu există evaluări
- 2) Procedimiento de Alineacion y Soldadura para AccesoriosDocument13 pagini2) Procedimiento de Alineacion y Soldadura para AccesoriosPedrito PerezÎncă nu există evaluări
- PO-MC-013 Ejecucion de Hot-TapDocument9 paginiPO-MC-013 Ejecucion de Hot-TapmekanicobucaroÎncă nu există evaluări
- Procedimiento de Montaje de Tanques Por AnillosDocument9 paginiProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- 3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Document48 pagini3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Cristian Cornejo Catalán100% (1)
- Procedimiento Resane Exterior de Tuberías Rev ADocument12 paginiProcedimiento Resane Exterior de Tuberías Rev APaolo Isumi Ripas LanzaÎncă nu există evaluări
- Procedimiento Taping MachineDocument10 paginiProcedimiento Taping MachinePatraca DionicioÎncă nu există evaluări
- 317FNDocument2 pagini317FNFrancisco BujandaÎncă nu există evaluări
- Desmantelamiento de TuberiaDocument19 paginiDesmantelamiento de TuberiaAnderson Perez MartinezÎncă nu există evaluări
- Procedimiento Hot Tapping 1971Document7 paginiProcedimiento Hot Tapping 1971tomy2003100% (1)
- P-Pet-Op-Mec-005 Proc. T. de Uniones BridadasDocument15 paginiP-Pet-Op-Mec-005 Proc. T. de Uniones BridadasALEXANDER ALFONSO100% (1)
- Pe Con Mec 06Document28 paginiPe Con Mec 06Alejandro NietoÎncă nu există evaluări
- Procedimiento de torqueo de pernos en estructuras metálicasDocument7 paginiProcedimiento de torqueo de pernos en estructuras metálicasFernando Rcl100% (2)
- NTC1709 1Document10 paginiNTC1709 1AlbertoÎncă nu există evaluări
- NTC 5254-Gestion Del RiesgoDocument44 paginiNTC 5254-Gestion Del RiesgoLorena Rodriguez Plazas100% (5)
- Protocolo Manejo de Producto Propiedad Del ClienteDocument5 paginiProtocolo Manejo de Producto Propiedad Del ClienteCustodioCastilloÎncă nu există evaluări
- Relacion de Procesos-Norma Iso 9001Document3 paginiRelacion de Procesos-Norma Iso 9001CustodioCastilloÎncă nu există evaluări
- Iso 19011 WordDocument40 paginiIso 19011 WordCustodioCastillo100% (1)
- Metalurgia de La SoldaduraDocument16 paginiMetalurgia de La SoldaduraCustodioCastilloÎncă nu există evaluări
- La complejidad de la nomenclatura de los aceros y su importancia para la compra y especificación correctaDocument4 paginiLa complejidad de la nomenclatura de los aceros y su importancia para la compra y especificación correctaCustodioCastillo100% (4)
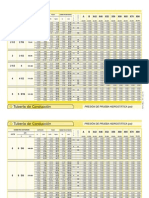
- Tubería conducción diámetros interiores exteriores pesos API ASTMDocument4 paginiTubería conducción diámetros interiores exteriores pesos API ASTMCustodioCastillo100% (1)
- sspc-11 en EspañolDocument8 paginisspc-11 en EspañolCustodioCastilloÎncă nu există evaluări
- Resolucion 1294 - 2009 CDMBDocument52 paginiResolucion 1294 - 2009 CDMBCustodioCastilloÎncă nu există evaluări
- Astm D 2487Document8 paginiAstm D 2487CustodioCastillo60% (5)
- CMM 01 - Mejora de Procesos - Una Visión EjecutivaDocument91 paginiCMM 01 - Mejora de Procesos - Una Visión Ejecutivaapi-3760859100% (1)
- Ley 81 de 1960Document31 paginiLey 81 de 1960CustodioCastilloÎncă nu există evaluări
- Manual de Términos y MaterialesDocument43 paginiManual de Términos y MaterialesCustodioCastilloÎncă nu există evaluări
- Traduccion Manual de Inspector de ObrasDocument42 paginiTraduccion Manual de Inspector de ObrasCustodioCastilloÎncă nu există evaluări
- Codigos UnDocument174 paginiCodigos UnCustodioCastilloÎncă nu există evaluări
- ISO 15504 CertificacionNivelesMadurezDocument5 paginiISO 15504 CertificacionNivelesMadurezCustodioCastilloÎncă nu există evaluări
- No Dis Ma 2007Document28 paginiNo Dis Ma 2007Gaston RivoirÎncă nu există evaluări
- Tema 5Document26 paginiTema 5Ana Sansano PérezÎncă nu există evaluări
- Compuertas LogicasDocument7 paginiCompuertas LogicasDaniela FernandezÎncă nu există evaluări
- Guía de prácticas de fluidos de perforación de la EPNDocument59 paginiGuía de prácticas de fluidos de perforación de la EPNXavier JarrinÎncă nu există evaluări
- Manual de Práctica QELAB PDFDocument49 paginiManual de Práctica QELAB PDFFernando PalomoÎncă nu există evaluări
- Reporte Polímeros (ESPOL)Document6 paginiReporte Polímeros (ESPOL)Andrés EspinozaÎncă nu există evaluări
- Maquinas y MecanismosDocument12 paginiMaquinas y MecanismosgarciacartagenaÎncă nu există evaluări
- 4to. Año - I ARIT - Guia 4 - Números Racionales II - MezclasDocument6 pagini4to. Año - I ARIT - Guia 4 - Números Racionales II - MezclasCecilia RuedaÎncă nu există evaluări
- Programas eliminación conductas problemáticasDocument9 paginiProgramas eliminación conductas problemáticasSugey Perez BaltierraÎncă nu există evaluări
- Pilar Benito Olalla. El Filósofo Pulidor de LentesDocument8 paginiPilar Benito Olalla. El Filósofo Pulidor de LentesAlfredoLucero-Montaño100% (1)
- Laboratorio 7Document16 paginiLaboratorio 7mabel alexandra vallejo vallejoÎncă nu există evaluări
- Características y Propiedades de Los Compuestos CovalentesDocument4 paginiCaracterísticas y Propiedades de Los Compuestos CovalentesPamela Cubas FloresÎncă nu există evaluări
- Carta de Presentación - GR Tech Sac - 2014Document9 paginiCarta de Presentación - GR Tech Sac - 2014Elmer HuashuayoÎncă nu există evaluări
- Teorema Poynting ecuación flujo potencia ondas electromagnéticasDocument1 paginăTeorema Poynting ecuación flujo potencia ondas electromagnéticasEduardo OrnelasÎncă nu există evaluări
- Familias DspicDocument8 paginiFamilias DspicCarlos LMÎncă nu există evaluări
- Fisica Solucionario Libro de Profesor 2º Bachillerato CC NN Ciencias Naturaleza Editorial AnayaDocument10 paginiFisica Solucionario Libro de Profesor 2º Bachillerato CC NN Ciencias Naturaleza Editorial AnayabrulerikosolvekinskiÎncă nu există evaluări
- FuncionesDistribuciónProbabilidadTallerDocument22 paginiFuncionesDistribuciónProbabilidadTallerValentina ChavesÎncă nu există evaluări
- NB495 AP - DefsTerminDocument19 paginiNB495 AP - DefsTerminDavid Mamani CastroÎncă nu există evaluări
- Ensayo Anatomia y Tecnoligia de La MaderaDocument13 paginiEnsayo Anatomia y Tecnoligia de La MaderaAby Mendez FloresÎncă nu există evaluări
- PKS Ford El Cristo 120219Document53 paginiPKS Ford El Cristo 120219Juan GaribayÎncă nu există evaluări
- Aplicaciones de La DerivadaDocument46 paginiAplicaciones de La DerivadaRichardAlbrechtÎncă nu există evaluări
- Anteproyecto La Maquina Petrolera TomasDocument11 paginiAnteproyecto La Maquina Petrolera Tomasjhoany leivaÎncă nu există evaluări
- Guia Metodologia Formulacion IndicadoresDocument33 paginiGuia Metodologia Formulacion IndicadoresANGELMORNOVÎncă nu există evaluări
- Escritos Del AlmaDocument7 paginiEscritos Del AlmaJulian Andres Montoya sanchezÎncă nu există evaluări
- Silabo Cirana IDocument7 paginiSilabo Cirana IjassaÎncă nu există evaluări
- Brecha EnergéticaDocument9 paginiBrecha EnergéticaUriel Allan Aceves RodríguezÎncă nu există evaluări
- La Materia y Sus Formas de ExistenciadgsegDocument5 paginiLa Materia y Sus Formas de ExistenciadgsegJuan Guerrero BustamanteÎncă nu există evaluări
- FEOptimizacion PDFDocument5 paginiFEOptimizacion PDFLejandro FlorencioÎncă nu există evaluări
- Presas de contrafuerte: concepto y característicasDocument2 paginiPresas de contrafuerte: concepto y característicasFransheska Oscco RamosÎncă nu există evaluări