S-ar putea să vă placă și
- NTC para ConcretoDocument1 paginăNTC para ConcretoMauricio SierraÎncă nu există evaluări
- Astm c469Document7 paginiAstm c469LESLIE MONTANOÎncă nu există evaluări
- Jorge Segura Conferencia en Cartagena NSR 10Document183 paginiJorge Segura Conferencia en Cartagena NSR 10Brian Reed100% (1)
- EL CONCRETO Fundamentos y Nuevas Tecnologías.Document7 paginiEL CONCRETO Fundamentos y Nuevas Tecnologías.Luz GuerraÎncă nu există evaluări
- Normas NTC para MaderasDocument2 paginiNormas NTC para MaderasJuan Pablo0% (1)
- NTC 1032Document7 paginiNTC 1032July JimenezÎncă nu există evaluări
- Listado PendientesDocument18 paginiListado PendientesCONSORCIO TIMÎncă nu există evaluări
- Codigo Deontológico Ingeniería CivilDocument12 paginiCodigo Deontológico Ingeniería CivilRonald Lenin Cabrera LoayzaÎncă nu există evaluări
- LRFDDocument18 paginiLRFDEvelyn Valenzuela LopezÎncă nu există evaluări
- Compresión MaderaDocument12 paginiCompresión Maderagabriel361351100% (2)
- Practica 1Document25 paginiPractica 1Oscar Pelaez100% (1)
- Mecanismo de FallaDocument8 paginiMecanismo de FallaRaul PeredaÎncă nu există evaluări
- Geo5 Gavion Reporte SalidaDocument11 paginiGeo5 Gavion Reporte SalidaManuel Gabriel ConcepciónÎncă nu există evaluări
- Astm 597 PDFDocument12 paginiAstm 597 PDFDairo Damian Melendez100% (1)
- NTC 550Document16 paginiNTC 550Milton HarryÎncă nu există evaluări
- Astm c805 02 EspaolDocument7 paginiAstm c805 02 EspaolJunior FlooÎncă nu există evaluări
- NTC 77Document19 paginiNTC 77Sandy Jazmin Pardo Herreño100% (3)
- Cabeceo de EspecímenesDocument5 paginiCabeceo de EspecímenesGerardo Mendoza RicaudÎncă nu există evaluări
- Autoclaved Aerated Concrete - Jens Anthony Cabrera MezaDocument15 paginiAutoclaved Aerated Concrete - Jens Anthony Cabrera MezaJens Anthony Cabrera MezaÎncă nu există evaluări
- Ademes y AtaguiasDocument12 paginiAdemes y AtaguiasWilliam CordovaÎncă nu există evaluări
- Determinación de La Resistencia A La Compresión Empleando Porciones de Vigas Ensayadas A Flexión PDFDocument5 paginiDeterminación de La Resistencia A La Compresión Empleando Porciones de Vigas Ensayadas A Flexión PDFamericaandotreborÎncă nu există evaluări
- NMX C 161Document8 paginiNMX C 161hugoÎncă nu există evaluări
- Indice AciDocument51 paginiIndice AciDaniell100% (1)
- Tema 12 (Análisis y Diseño de Losas)Document15 paginiTema 12 (Análisis y Diseño de Losas)Franco de la CruzÎncă nu există evaluări
- Evaluación de Las Fuerzas SísmicasDocument3 paginiEvaluación de Las Fuerzas SísmicasMiguel Angel C C100% (2)
- 1propiedades Dinamicas Del Suelo PDFDocument28 pagini1propiedades Dinamicas Del Suelo PDFGary Gutierrez VillegasÎncă nu există evaluări
- Norma NTG 41089 Astm c856Document46 paginiNorma NTG 41089 Astm c856Erick Moraless0% (1)
- CONCRETOS MR DiseñoDocument34 paginiCONCRETOS MR Diseñomperezj100% (1)
- NTC 248 Acero de Refuerzo para ConcretoDocument14 paginiNTC 248 Acero de Refuerzo para ConcretoYamid Mejia100% (1)
- Norma SCT M MMP 1-01-03Document11 paginiNorma SCT M MMP 1-01-03Arturo MoránÎncă nu există evaluări
- Determinación de Las Dimensiones de Bloques, Tabiques o Ladrillos y Tabicones-Método de EnsayoDocument3 paginiDeterminación de Las Dimensiones de Bloques, Tabiques o Ladrillos y Tabicones-Método de EnsayoMateriales FicÎncă nu există evaluări
- NTC1667Document18 paginiNTC1667Nelson HernandezÎncă nu există evaluări
- Calculo de Capacidad de CargaDocument26 paginiCalculo de Capacidad de CargaJC SalazarÎncă nu există evaluări
- Relacion MR Con F'CDocument10 paginiRelacion MR Con F'CFer QuijanoÎncă nu există evaluări
- Cambios Volumetricos en El Concreto ReforzadoDocument12 paginiCambios Volumetricos en El Concreto ReforzadoTefys AlexitaÎncă nu există evaluări
- Nmx-B-O32-1988 (Nom)Document11 paginiNmx-B-O32-1988 (Nom)Daniel AngelesÎncă nu există evaluări
- Modulo de Ruptura MRDocument1 paginăModulo de Ruptura MRValentina JimenezÎncă nu există evaluări
- Articulo610 07Document7 paginiArticulo610 07Didier Angel Lopez RinconÎncă nu există evaluări
- GeomantasDocument11 paginiGeomantasJorge David Apaza DueñasÎncă nu există evaluări
- Ejemplo y Resumen Sobre Normas Del Ensayo de Resistencia A La Compresion Del Concreto (En Colombia)Document12 paginiEjemplo y Resumen Sobre Normas Del Ensayo de Resistencia A La Compresion Del Concreto (En Colombia)Luis Alberto López GómezÎncă nu există evaluări
- Normativa Módulo Elasticidad MéxicoDocument22 paginiNormativa Módulo Elasticidad Méxicoalejandro moralesÎncă nu există evaluări
- Vigas MixtasDocument31 paginiVigas MixtasFilipe FeioÎncă nu există evaluări
- Proy NMX B 013 AprobadaDocument12 paginiProy NMX B 013 AprobadaMARIO SALVATORE SANDOVAL PAIPAYÎncă nu există evaluări
- NTC 174 Esp Agregados ConcretoDocument22 paginiNTC 174 Esp Agregados ConcretoValentina Gómez100% (1)
- Lab Resumen Astm c39Document6 paginiLab Resumen Astm c39Marinio da SousaÎncă nu există evaluări
- Incertidumbre Cilindros ConcretoDocument8 paginiIncertidumbre Cilindros Concretosebastiantobon85Încă nu există evaluări
- Construdata 192 Carpinteria MaderaDocument4 paginiConstrudata 192 Carpinteria MaderaDario ReyesÎncă nu există evaluări
- Ejemplo Viento NSR 10Document7 paginiEjemplo Viento NSR 10a_naranjolÎncă nu există evaluări
- Prueba de TracciónDocument7 paginiPrueba de TracciónRay Broncano del AguilaÎncă nu există evaluări
- Consideraciones Teoricas en Ensayo de TensionDocument11 paginiConsideraciones Teoricas en Ensayo de TensionIvan ZepedaÎncă nu există evaluări
- NMX B 310 1981 (Normas de Tension)Document44 paginiNMX B 310 1981 (Normas de Tension)José Arturo Acosta TobonÎncă nu există evaluări
- Ensayos de TensiónDocument18 paginiEnsayos de TensiónDanny Boy RÎncă nu există evaluări
- NMX B 310 1981Document44 paginiNMX B 310 1981MEMONCHASÎncă nu există evaluări
- Norma ASTM Máquina Los ÁngelesDocument6 paginiNorma ASTM Máquina Los ÁngelesLask BarrantesÎncă nu există evaluări
- Métodos de Prueba Estándar para Pruebas de Tensión de Los Materiales MetálicosDocument8 paginiMétodos de Prueba Estándar para Pruebas de Tensión de Los Materiales MetálicospacobluÎncă nu există evaluări
- Informe Ensayo de TracciónDocument14 paginiInforme Ensayo de TracciónJossWadasfghasdSdfsdÎncă nu există evaluări
- Ensayo de AceroDocument17 paginiEnsayo de AceroMelvin RodriguezÎncă nu există evaluări
- Método de Referencia para La Prueba de Corte de Aluminio y Remaches de AluminioDocument5 paginiMétodo de Referencia para La Prueba de Corte de Aluminio y Remaches de AluminioJuan Carlos Ladino VegaÎncă nu există evaluări
- Practica de Mecánica de MaterialesDocument14 paginiPractica de Mecánica de MaterialesKazuo Sebastian Aviles HernándezÎncă nu există evaluări
- ASTM C 131-03 Desgaste de Los AngelesDocument6 paginiASTM C 131-03 Desgaste de Los AngelesROBERTO MIRANDA100% (2)
- Taller TermodinámicaDocument4 paginiTaller TermodinámicaJacKie Diaz100% (1)
- Cubo de RuedaDocument1 paginăCubo de RuedaMiszkaÎncă nu există evaluări
- ESTRANGULACION de Una TuberiaDocument4 paginiESTRANGULACION de Una TuberiaDuban HernandezÎncă nu există evaluări
- Desgaste 1Document5 paginiDesgaste 1jonathan arayaÎncă nu există evaluări
- Separador de AceiteDocument16 paginiSeparador de AceiteAngie FuentesÎncă nu există evaluări
- Multiples de Admision y EscapeDocument30 paginiMultiples de Admision y Escapelester1968Încă nu există evaluări
- ChoqueDocument16 paginiChoqueNico PriestÎncă nu există evaluări
- ACT#FISICA2Document3 paginiACT#FISICA2Maye Garcia LaraÎncă nu există evaluări
- Ax4nDocument20 paginiAx4nEyeya Eyeya50% (2)
- Actividad5 FisicaDocument11 paginiActividad5 FisicaAlberto Fernández100% (1)
- TermoquimicaDocument49 paginiTermoquimicaJosefa Utreras0% (1)
- 2023 - 02 FG Semana - 04 - Sesión11Document35 pagini2023 - 02 FG Semana - 04 - Sesión11Renzo CrisantoÎncă nu există evaluări
- Glosario Introductorio - YAGSDocument6 paginiGlosario Introductorio - YAGSAnaís GuzmánÎncă nu există evaluări
- Sistemas de Masa Variable FísicaDocument14 paginiSistemas de Masa Variable FísicaDaniel LopezÎncă nu există evaluări
- Física - Análisis Dimensional - Análisis Vectorial - Cinemática - MRU - MRUV - Fusión Reg 1 y 2 - TareaDocument2 paginiFísica - Análisis Dimensional - Análisis Vectorial - Cinemática - MRU - MRUV - Fusión Reg 1 y 2 - TareaDiana Elizabeth ZVillanuevaÎncă nu există evaluări
- Co2 ManualDocument124 paginiCo2 ManualARTUROÎncă nu există evaluări
- 308 MERCOSUR - D6AX045QP0 - 15 - 03 - 03 - 2014 - Información - Código Defecto P1336 (Calculador Control Motor)Document1 pagină308 MERCOSUR - D6AX045QP0 - 15 - 03 - 03 - 2014 - Información - Código Defecto P1336 (Calculador Control Motor)alfioÎncă nu există evaluări
- Informe Neumatica Metodo Sistematico PDFDocument38 paginiInforme Neumatica Metodo Sistematico PDFuly14Încă nu există evaluări
- 3.1B Contenido Hidrodinámica PDFDocument24 pagini3.1B Contenido Hidrodinámica PDFAlo SÎncă nu există evaluări
- Resumen Norma Is-010Document25 paginiResumen Norma Is-010alex quilicheÎncă nu există evaluări
- Eber Josue Huan Caca Huan ADocument7 paginiEber Josue Huan Caca Huan AJosue CnHnÎncă nu există evaluări
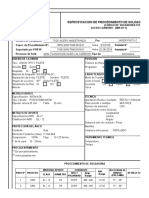
- WPS SAW Plancha Acero A36Document4 paginiWPS SAW Plancha Acero A36GerardoYanez100% (2)
- Metrado de Cargas en Edificaciones IDocument100 paginiMetrado de Cargas en Edificaciones IChristian Vargas VeraÎncă nu există evaluări
- Clase - Ebullicion y CondensacionDocument40 paginiClase - Ebullicion y CondensacionNati FernandezÎncă nu există evaluări
- Manual de Filtración HidráulicaDocument36 paginiManual de Filtración HidráulicaJerónimo Ramírez FernándezÎncă nu există evaluări
- Manual Operacional Wenxing Modelo BW339Document4 paginiManual Operacional Wenxing Modelo BW339Lucas 2Încă nu există evaluări
- OTE - Mecánica de Suelos - CompetenciasDocument12 paginiOTE - Mecánica de Suelos - CompetenciasThalia Cruz EscobarÎncă nu există evaluări
- Componentes de CementaciónDocument5 paginiComponentes de CementaciónJonathan Herrera de la cruzÎncă nu există evaluări
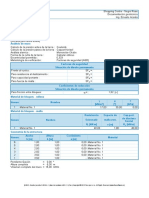
- Casing 9 5/8" J-55 36.00 Lb/pie BCN: Datos TécnicosDocument1 paginăCasing 9 5/8" J-55 36.00 Lb/pie BCN: Datos TécnicosGarcia MarinÎncă nu există evaluări
- PRE - Introduccion Clase 1Document46 paginiPRE - Introduccion Clase 1Ezequiel CalabreseÎncă nu există evaluări