S-ar putea să vă placă și
- ThermiqueDocument160 paginiThermiqueYacine Meziani100% (3)
- Rapport Projet 1aDocument16 paginiRapport Projet 1aMohammed ChtiouiÎncă nu există evaluări
- 01 Cover - FR - 72dpi PDFDocument92 pagini01 Cover - FR - 72dpi PDFaghilifÎncă nu există evaluări
- Extract j4030 TechniquesDeLIngenieurDocument6 paginiExtract j4030 TechniquesDeLIngenieurhouda eddakicheÎncă nu există evaluări
- Soutenance 7efadaDocument2 paginiSoutenance 7efadaYassine ChaachoueÎncă nu există evaluări
- DrainageDocument39 paginiDrainagePolat AlamdarÎncă nu există evaluări
- Royaume Du Maroc Université Mohammed V de Rabat: Mémoire de Projet de Fin D'etudesDocument171 paginiRoyaume Du Maroc Université Mohammed V de Rabat: Mémoire de Projet de Fin D'etudesYoussef HassouÎncă nu există evaluări
- Analyse Des Causes de Degradat - EL BAKKALI Wadie - 982Document31 paginiAnalyse Des Causes de Degradat - EL BAKKALI Wadie - 982Mr S.Kamali0% (1)
- Extrait 42319210Document132 paginiExtrait 42319210hicham bouatlaouiÎncă nu există evaluări
- Debits 1 PDFDocument20 paginiDebits 1 PDFnico21du13Încă nu există evaluări
- La Liaison HydrogèneDocument9 paginiLa Liaison HydrogèneMarcelaÎncă nu există evaluări
- Dynamique Des FluidesDocument12 paginiDynamique Des Fluidescyrine KhamiriÎncă nu există evaluări
- Madeche MohamedDocument138 paginiMadeche MohamedmadaniÎncă nu există evaluări
- RS These CompleteconvectionDocument146 paginiRS These CompleteconvectionMontassar FerjaniÎncă nu există evaluări
- GP - 62 Procédés de DépollutionTD - S6 - Etude de Cas Energies Fossiles Et Combustion PDFDocument2 paginiGP - 62 Procédés de DépollutionTD - S6 - Etude de Cas Energies Fossiles Et Combustion PDFyousra ZouakÎncă nu există evaluări
- Fusion Filtration Cours 1-2Document71 paginiFusion Filtration Cours 1-2IKRAM BOUKHRAISSAÎncă nu există evaluări
- Décantation - Aspects ThéoriquesDocument14 paginiDécantation - Aspects ThéoriquesARGYOUÎncă nu există evaluări
- DC 16Document128 paginiDC 16Ha DjerÎncă nu există evaluări
- Cours de Thermodynamique Numero 1 Version Compatible 97-2003Document48 paginiCours de Thermodynamique Numero 1 Version Compatible 97-2003walid100% (1)
- Exercices de Genie Metallurgie 2Document34 paginiExercices de Genie Metallurgie 2amitthai MasengoÎncă nu există evaluări
- TP Stage en EntrepriseDocument23 paginiTP Stage en EntrepriseInesHadhriÎncă nu există evaluări
- Dimensionnement Poulie CourroiesDocument6 paginiDimensionnement Poulie CourroiesAbdoulaye Hamidou AbdoulwahabouÎncă nu există evaluări
- Présentation HydroformylationDocument21 paginiPrésentation HydroformylationLaurent SouléÎncă nu există evaluări
- Rapport HaiderDocument46 paginiRapport HaiderIMAÎncă nu există evaluări
- 8 Les Bétons SpéciauxDocument27 pagini8 Les Bétons SpéciauxYassine Elmourad100% (1)
- Cours Cinet Chimiq 3Document45 paginiCours Cinet Chimiq 3hicham bouatlaouiÎncă nu există evaluări
- Rapport de StageDocument40 paginiRapport de StageYassine AouiniÎncă nu există evaluări
- BroyageDocument96 paginiBroyageMounia BELAIDÎncă nu există evaluări
- Memoire de Fin CycleDocument45 paginiMemoire de Fin CycleobiangyannelÎncă nu există evaluări
- Atelier Sulfuique - Circuit ÉnergétiqueDocument25 paginiAtelier Sulfuique - Circuit ÉnergétiqueSOUFIANE ADIBÎncă nu există evaluări
- Tpe OperationDocument14 paginiTpe Operation237 Md vuesÎncă nu există evaluări
- Fiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHDocument62 paginiFiabilisation Des Équipements Mécaniques Du Secteur Lavage - Kaoutar AKHMOUCHfatima rahmaniÎncă nu există evaluări
- 1996 SIM Optimisation BroyageDocument29 pagini1996 SIM Optimisation BroyageDirceu NascimentoÎncă nu există evaluări
- Le SelDocument8 paginiLe SelajawaheerÎncă nu există evaluări
- Fiche Technique Echangeur SerpentinDocument2 paginiFiche Technique Echangeur Serpentinaberrane100% (1)
- Rapport FIRAS BAKLOUTIDocument31 paginiRapport FIRAS BAKLOUTIFatma BenbrahimÎncă nu există evaluări
- Copie Final 1Document37 paginiCopie Final 1Ghileb RihabÎncă nu există evaluări
- Broyeur 2Document31 paginiBroyeur 2ALAKOUKOÎncă nu există evaluări
- PFE Chouimet+AyadDocument148 paginiPFE Chouimet+AyadClosed WayÎncă nu există evaluări
- Conception Du MélengeurDocument13 paginiConception Du MélengeurismailÎncă nu există evaluări
- Calcul de RoulementsDocument4 paginiCalcul de RoulementsAbdessalem Jerbi100% (1)
- 5 Eaux de Distribution - Traitements SpécifiquesDocument37 pagini5 Eaux de Distribution - Traitements SpécifiquessalvadorÎncă nu există evaluări
- Procédés Indus - Chimie 2Document118 paginiProcédés Indus - Chimie 2Yasser BelhajÎncă nu există evaluări
- Gypsage OptimumDocument21 paginiGypsage OptimumAbdellah OumlilÎncă nu există evaluări
- Choix Des Materiaux-1Document23 paginiChoix Des Materiaux-1Mech MemmoÎncă nu există evaluări
- Coagulation FloculationDocument18 paginiCoagulation FloculationABDELLAH AATTARÎncă nu există evaluări
- IngénieurDocument18 paginiIngénieurnacir triguiÎncă nu există evaluări
- Le Lithium Dans Tous Ses ÉtatsDocument41 paginiLe Lithium Dans Tous Ses Étatsachraf sadidÎncă nu există evaluări
- Chapitre 1 Corrosion Des Métaux en Milieu AqueuxDocument8 paginiChapitre 1 Corrosion Des Métaux en Milieu AqueuxAbdou DjelamaÎncă nu există evaluări
- Conservatoire National Des Arts Et Métiers Matériaux de Construction CCV015Document3 paginiConservatoire National Des Arts Et Métiers Matériaux de Construction CCV015Ali HusseiniÎncă nu există evaluări
- 9 Bis Handbook Ip Sector FRDocument28 pagini9 Bis Handbook Ip Sector FRMohamed KHODJAÎncă nu există evaluări
- DevoirDocument4 paginiDevoiryousra Zouak100% (1)
- These de Doctorat Es-Science Final Et Modifier 08-07-2017Document208 paginiThese de Doctorat Es-Science Final Et Modifier 08-07-2017Hamza El MrabetÎncă nu există evaluări
- Etude de La Coception D'un Respirateur ArtificielDocument1 paginăEtude de La Coception D'un Respirateur Artificielأشرف عبودÎncă nu există evaluări
- Rapport Mounira - CimDocument22 paginiRapport Mounira - CimMortadha RabahÎncă nu există evaluări
- Rapport Final 5Document84 paginiRapport Final 5Elajmi RostomÎncă nu există evaluări
- Cs SamDocument103 paginiCs SamZahk LbatlÎncă nu există evaluări
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceDe la EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceÎncă nu există evaluări
- Elmejjati HajarDocument29 paginiElmejjati HajarfatiÎncă nu există evaluări
- Customer Access Request Form (FR)Document2 paginiCustomer Access Request Form (FR)2ste3100% (1)
- 117473800Document7 pagini1174738002ste3Încă nu există evaluări
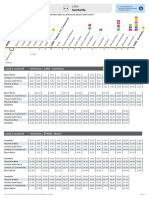
- Parc Charlotte Corday Parc Charlotte Corday: Blainville Mondeville Blainville MondevilleDocument7 paginiParc Charlotte Corday Parc Charlotte Corday: Blainville Mondeville Blainville Mondeville2ste3Încă nu există evaluări
- 1436 7 PDFDocument4 pagini1436 7 PDF2ste3Încă nu există evaluări
- Structures A Ossature BoisDocument37 paginiStructures A Ossature BoiskotonÎncă nu există evaluări
- Education Liste-Etknpudiants PCDocument27 paginiEducation Liste-Etknpudiants PC2ste3Încă nu există evaluări
- Leamateriaux PDFDocument26 paginiLeamateriaux PDFLassouag ChafaaÎncă nu există evaluări
- CV SandrineBisson PDFDocument6 paginiCV SandrineBisson PDF2ste3Încă nu există evaluări
- Leamateriaux PDFDocument26 paginiLeamateriaux PDFLassouag ChafaaÎncă nu există evaluări
- Place Des Canadiens Mairie Place Des Canadiens Mairie: Saint-Germain Colombelles Saint-Germain ColombellesDocument7 paginiPlace Des Canadiens Mairie Place Des Canadiens Mairie: Saint-Germain Colombelles Saint-Germain Colombelles2ste3Încă nu există evaluări
- Logiciel D'Application de La Reglementation Thermique 2012 Fiche D'ÉvaluationDocument4 paginiLogiciel D'Application de La Reglementation Thermique 2012 Fiche D'Évaluation2ste3Încă nu există evaluări
- Lebisey Théâtre Lebisey Théâtre: Hérouville Caen Hérouville CaenDocument7 paginiLebisey Théâtre Lebisey Théâtre: Hérouville Caen Hérouville Caen2ste3Încă nu există evaluări
- Baclesse Poincaré Baclesse Poincaré: Caen Caen Caen CaenDocument7 paginiBaclesse Poincaré Baclesse Poincaré: Caen Caen Caen Caen2ste3Încă nu există evaluări
- Versement DirectDocument1 paginăVersement Direct2ste3Încă nu există evaluări
- 1436 7 PDFDocument4 pagini1436 7 PDF2ste3Încă nu există evaluări
- Centre Commercial Jean Vilar Centre Commercial Jean Vilar: Hérouville IFS Hérouville IFSDocument7 paginiCentre Commercial Jean Vilar Centre Commercial Jean Vilar: Hérouville IFS Hérouville IFS2ste3Încă nu există evaluări
- Guide Technique Transferts D'humiditeDocument4 paginiGuide Technique Transferts D'humidite2ste3Încă nu există evaluări
- Beaulieu - Brazza Mémorial Beaulieu - Brazza Mémorial: Caen Caen Caen CaenDocument9 paginiBeaulieu - Brazza Mémorial Beaulieu - Brazza Mémorial: Caen Caen Caen Caen2ste3Încă nu există evaluări
- Rapport Essai Permeabilite ISOLASUP PDFDocument5 paginiRapport Essai Permeabilite ISOLASUP PDF2ste3Încă nu există evaluări
- Aéroport Jean Vilar Aéroport Jean Vilar: Carpiquet IFS Carpiquet IFSDocument7 paginiAéroport Jean Vilar Aéroport Jean Vilar: Carpiquet IFS Carpiquet IFS2ste3Încă nu există evaluări
- Umurigirwa 1172Document10 paginiUmurigirwa 1172Rabiâ AbdeldjebarÎncă nu există evaluări
- Guide Technique Transferts D'humidite PDFDocument74 paginiGuide Technique Transferts D'humidite PDF2ste3100% (1)
- 3R Mesure Conductivit Thermique Mthode FIL CHAUDDocument2 pagini3R Mesure Conductivit Thermique Mthode FIL CHAUDMohamed RegueÎncă nu există evaluări
- MA201 Corrige 07 08 PDFDocument6 paginiMA201 Corrige 07 08 PDF2ste3Încă nu există evaluări
- Method eDocument1 paginăMethod e2ste3Încă nu există evaluări
- Introduction À La Méthode Des Éléments Finis - KERN MichelDocument68 paginiIntroduction À La Méthode Des Éléments Finis - KERN Michelanahimc100% (2)
- TD m1 Edp PDFDocument27 paginiTD m1 Edp PDF2ste3Încă nu există evaluări
- Correction TD2 Exo4Document6 paginiCorrection TD2 Exo4Oumaïma El AbidiÎncă nu există evaluări
- C32 1250 PDFDocument6 paginiC32 1250 PDFHamed MokhtariÎncă nu există evaluări
- Rapport de Stage: Electromécanique Des Systèmes AutomatisesDocument24 paginiRapport de Stage: Electromécanique Des Systèmes AutomatisesSimo SimoÎncă nu există evaluări
- Emplois Du Temps - 2023 2024 - Mecanique1Document3 paginiEmplois Du Temps - 2023 2024 - Mecanique1HaniÎncă nu există evaluări
- Document ADocument4 paginiDocument Aaa aaÎncă nu există evaluări
- Eclairage Master-1Document124 paginiEclairage Master-1Batoul BadawiÎncă nu există evaluări
- Quel Régulateur Solaire Choisir ? PWM Ou MPPT ?Document1 paginăQuel Régulateur Solaire Choisir ? PWM Ou MPPT ?Réunion RamÎncă nu există evaluări
- Manuel PolyboxDocument13 paginiManuel PolyboxAlain RolleÎncă nu există evaluări
- Concours Advance Sujet Corrige 2017 PhysiqueDocument8 paginiConcours Advance Sujet Corrige 2017 PhysiqueAbderrazzakHamamaÎncă nu există evaluări
- Lavadorra SeleclineDocument72 paginiLavadorra SeleclineRaúl Marín Pazó0% (1)
- ERP 5eme MaJ 20041210Document22 paginiERP 5eme MaJ 20041210chedly amriÎncă nu există evaluări
- Delta Ia-Plc DVP-SV Dvp-sv2 I Tse 20161103Document19 paginiDelta Ia-Plc DVP-SV Dvp-sv2 I Tse 20161103Pedro PereiraÎncă nu există evaluări
- PIlz User Manual 87696Document20 paginiPIlz User Manual 87696bsynnottÎncă nu există evaluări
- 2016 Sensas FRDocument292 pagini2016 Sensas FRJean-Vincent CarbonÎncă nu există evaluări
- 4 L'Unité D'injectionDocument29 pagini4 L'Unité D'injectionParc ElyesÎncă nu există evaluări
- DR ZOE Vs CLIODocument6 paginiDR ZOE Vs CLIOeric laliqueÎncă nu există evaluări
- Coo NcorDocument4 paginiCoo NcorPFEÎncă nu există evaluări
- Questionnaire - N2Document10 paginiQuestionnaire - N2Galaye FAYEÎncă nu există evaluări
- Métrologie Geer2: Département Génie Civil, Energétique Et EnvironnementDocument55 paginiMétrologie Geer2: Département Génie Civil, Energétique Et Environnementlatifa aqchachÎncă nu există evaluări
- 980GDocument28 pagini980Gdico65540% (5)
- Etude de La Détonation Continue Rotative - Application Á La Propulsion PDFDocument179 paginiEtude de La Détonation Continue Rotative - Application Á La Propulsion PDFomar benaniÎncă nu există evaluări
- Delta DVP-EH3 I MUL 20140113Document20 paginiDelta DVP-EH3 I MUL 20140113yaskawaÎncă nu există evaluări
- Rapport MasterDocument190 paginiRapport MasterMarwen MnafekÎncă nu există evaluări
- Travaux Diriges #1 de Transferts Thermiques: Conduction: Cu 6 TH Al - 2 - 1Document4 paginiTravaux Diriges #1 de Transferts Thermiques: Conduction: Cu 6 TH Al - 2 - 1Fall St100% (1)
- COURS 2015 PILES Complété Rendu PDFDocument11 paginiCOURS 2015 PILES Complété Rendu PDFOhayoベンジャミンÎncă nu există evaluări
- Activite 5 Les Materiaux Semi-ConducteursDocument2 paginiActivite 5 Les Materiaux Semi-ConducteursCarl Jacob0% (1)
- 7UT Parametres - 3Document16 pagini7UT Parametres - 3smail jacobÎncă nu există evaluări
- Methode Rehabimed. Rehabilitation BatimentsDocument108 paginiMethode Rehabimed. Rehabilitation BatimentsmaiducthoÎncă nu există evaluări
- TP6 Chaleur LatenteDocument6 paginiTP6 Chaleur LatenteKerherve JulienÎncă nu există evaluări
- Composition 2Document3 paginiComposition 2Gus ِÎncă nu există evaluări
- Mémoire PFE - Définitive PDFDocument53 paginiMémoire PFE - Définitive PDFJaouad ElfathÎncă nu există evaluări