Documente Academic
Documente Profesional
Documente Cultură
Instalacion Accesorios y Soporteria
Încărcat de
AlbertoMonroyDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Instalacion Accesorios y Soporteria
Încărcat de
AlbertoMonroyDrepturi de autor:
Formate disponibile
Nmero de Documento PROY-NRF-035-PEMEX-2005 M1 27 de enero de 2011 PGINA 1 DE 99 COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS SUBCOMIT TCNICO DE NORMALIZACIN
DE PEMEX-EXPLORACIN Y PRODUCCIN
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
(Esta norma cancela y sustituye a la NRF-035-PEMEX-2005 del 17 de septiembre del 2005)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 2 DE 99
HOJA DE APROBACIN
ELABORA:
ING. SANTIAGO AGUILAR ALEJO COORDINADOR DEL GRUPO DE TRABAJO
PROPONE:
ING. JESS HERNNDEZ SAN JUAN VICEPRESIDENTE DEL SUBCOMIT TCNICO DE NORMALIZACIN DE PEMEX-EXPLORACIN Y PRODUCCIN
APRUEBA:
ING. CARLOS RAFAEL MURRIETA CUMMINGS PRESIDENTE DEL COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 3 DE 99
CONTENIDO CAPTULO 0. 1. 2. 3. 4. 5. 6. 7. 8. PGINA
INTRODUCCIN .................................................................................................................................. 04 OBJETIVO ............................................................................................................................................ 05 ALCANCE............................................................................................................................................. 05 CAMPO DE APLICACIN ................................................................................................................... 05 ACTUALIZACIN ................................................................................................................................ 05 REFERENCIAS .................................................................................................................................... 06 DEFINICIONES .................................................................................................................................... 07 SMBOLOS Y ABREVIATURAS .......................................................................................................... 10 DESARROLLO ..................................................................................................................................... 11 8.1 8.2 8.3 8.4 8.5 8.6 Generalidades ............................................................................................................................ 11 Fabricacin ................................................................................................................................. 12 Instalacin ................................................................................................................................... 31
Inspeccin y pruebas .................................................................................................................. 40 Limpieza e identificacin de tuberas ......................................................................................... 54 Documentos y registros .............................................................................................................. 55
9.
RESPONSABILIDADES ..................................................................................................................... 60
10. CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES .................................. 61 11. BIBLIOGRAFA .................................................................................................................................... 61 12. ANEXOS ............................................................................................................................................... 63
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 4 DE 99
0.
INTRODUCCIN
Dentro de las principales actividades que se llevan a cabo en Petrleos Mexicanos y Organismos Subsidiarios (PEMEX), se encuentran la extraccin, recoleccin, procesamiento primario, refinacin, petroqumica bsica, almacenamiento, medicin, distribucin y transporte de hidrocarburos, actividades que requieren del diseo, construccin, arranque, operacin, mantenimiento de instalaciones, as como de la adquisicin de materiales y equipos requeridos para cumplir con eficiencia y eficacia los objetivos de la empresa. La fabricacin en campo, el ensamble, la ereccin (montaje), la inspeccin y pruebas de los sistemas de tubera metlica, utilizados en los procesos industriales de Petrleos Mexicanos y Organismos Subsidiarios, requiere la aplicacin de diversas tcnicas y procesos constructivos y de inspeccin de ltima generacin, ya que estos sistemas de tubera son el medio para conectar equipos, tanques y recipientes. Con el objeto de unificar criterios, aprovechar las experiencias dispersas y conjuntar resultados de las investigaciones en normatividad nacional e internacional, Petrleos Mexicanos y Organismos Subsidiarios emite este documento tcnico para su aplicacin en la fabricacin, ereccin, inspeccin y pruebas de los sistemas de tubera en plantas industriales de las instalaciones existentes y futuras de Petrleos Mexicanos y Organismos Subsidiarios. Este documento normativo se realiz en atencin y cumplimiento a: Ley de Petrleos Mexicanos y su Reglamento Ley de la Comisin Nacional de Hidrocarburos Ley Federal sobre Metrologa y Normalizacin y su Reglamento. Ley de Obras Pblicas y Servicios Relacionados con las Mismas y su Reglamento. Ley de Adquisiciones, Arrendamientos y Servicios del Sector Pblico y su Reglamento. Ley General de Equilibrio Ecolgico y la Proteccin al Ambiente y su Reglamento. Gua para la Emisin de Normas de Referencia de Petrleos Mexicanos y Organismos Subsidiarios (CNPMOS001, 30 septiembre 2004). En la elaboracin de esta norma de referencia participaron. Por PEMEX: Petrleos Mexicanos PEMEX Exploracin y Produccin PEMEX Gas y Petroqumica Bsica PEMEX Petroqumica PEMEX Refinacin Por el sector Externo: Instituto Mexicano del Petrleo Engineering de Mxico, S. de R. L. de C. V. Viega LLC Troquelados y Laminados de Monterrey, S. A. de C. V. Distribuidora y Comercializadora GARMON, S. A. de C. V. Innovations, S. A. de C. V. Vacoisa, S. A. de C. V. Tyco Valves and Controls
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 5 DE 99
1.
OBJETIVO
Establecer los requisitos tcnicos y documentales que se deben cumplir en la contratacin de los servicios de fabricacin, instalacin, inspeccin y pruebas de los sistemas de tubera en plantas industriales terrestres y costa fuera de Petrleos Mexicanos y Organismos Subsidiarios.
2.
ALCANCE
Esta norma de referencia aplica en las actividades de fabricacin en campo y taller, instalacin (ensamble, ereccin (montaje) y su sistema de soportera), inspeccin y pruebas de tubera metlica y no metlica a presin o al vaco para plantas industriales terrestres y costa fuera, que manejan o procesan hidrocarburos y sus derivados, as como los servicios auxiliares. No incluye los sistemas de tubera para el transporte y distribucin de hidrocarburos. Esta norma de referencia NRF-035-PEMEX-2010 cancela y sustituye a la NRF-035-PEMEX-2005 Rev. 0 del 17 de Septiembre del 2005.
3.
CAMPO DE APLICACIN
Esta norma de referencia es de aplicacin general y observancia obligatoria, en la contratacin de los servicios objeto de la misma, que se lleven a cabo en los centros de trabajo de Petrleos Mexicanos y Organismos Subsidiarios. Por lo que debe ser incluida en los procedimientos de contratacin, licitacin pblica, invitacin a cuando menos tres personas, o adjudicacin directa, como parte de los requisitos que debe cumplir el proveedor, contratista o licitante.
4.
ACTUALIZACIN
Esta norma de referencia se debe revisar y en su caso modificar al menos cada 5 aos o antes si las sugerencias y recomendaciones de cambio lo ameritan. Las sugerencias para la revisin y actualizacin de esta norma de referencia, deben enviarse al Secretario del Subcomit Tcnico de Normalizacin de PEMEX-Exploracin y Produccin, quien debe programar y realizar la actualizacin de acuerdo a la procedencia de las mismas y en su caso, inscribirla dentro del Programa Anual de Normalizacin de Petrleos Mexicanos, a travs del Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios. Las propuestas y sugerencias de cambio se deben elaborar en el formato CNPMOS-001-A01 de la Gua para la Emisin de Normas de Referencia CNPMOS-001-A01, Rev. 1 del 30 de septiembre de 2004 y dirigirse a: Subcomit Tcnico de Normalizacin PEMEX Exploracin y Produccin. Subdireccin de Distribucin y Comercializacin. Representacin de la Gerencia de la Administracin del Mantenimiento. Baha de Ballenas 5, Edificio D, P. B.; entrada por Baha del Espritu Santo s/n. Col. Vernica Anzures, 11300 Mxico, D. F.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 6 DE 99
Telfono directo: 1944-9286. Conmutador: 1944-2500, extensin: 380-80, Fax: 3-26-54 Correo electrnico: luis.ortiz@pemex.com
5. 5.1
REFERENCIAS NOM-008-SCFI-2002. Sistema General de unidades de medida.
5.2 NOM-026-STPS-2008. Colores y seales de seguridad e higiene e identificacin de riesgos por fluidos conducidos en tuberas. 5.3 ISO 9712:2005. Non-destructive testing Qualification and certification of personnel (Pruebas no destructivas-Calificacin y certificacin de personal). 5.4 ISO 13703:2000/Cor 1:2002. Petroleum and Natural Gas Industries Design and Installation of Piping Systems on Offshore Production Platforms (Industrias del petrleo y gas natural Diseo e instalacin de sistemas de tubera en plataformas de produccin costa afuera). 5.5 ISO 15649:2001. Petroleum and Natural Gas Industrias Piping (Industrias del petrleo y gas natural Tubera). 5.6 NRF-009-PEMEX-2004. Identificacin de productos transportados por tuberas o contenidos en tanques de almacenamiento. 5.7 NRF-020-PEMEX-2010. Calificacin y certificacin de soldadores y soldadura.
5.8 NRF-027-PEMEX-2009. Esprragos y tornillos de acero de aleacin y acero inoxidable para servicios de alta y baja temperatura. 5.9 NRF-031-PEMEX-2010. Sistemas de Desfogues y Quemadores en Instalaciones de Pemex Exploracin y Produccin. 5.10 NRF-032-PEMEX-2010. Sistemas de tubera en plantas industriales - Diseo y especificaciones de Materiales. 5.11 NRF-034-PEMEX-2004. Aislamientos trmicos para altas temperaturas en equipos, recipientes y tubera superficial. 5.12 NRF-053-PEMEX-2006. Sistemas de proteccin anticorrosivas a base de recubrimientos para instalaciones superficiales. 5.13 NRF-084-PEMEX-2004. Electrodos para soldadura para los sistemas de ductos e instalaciones relacionadas. 5.14 NRF-107-PEMEX-2010. Modelos electrnicos bidimensionales y tridimensionales inteligentes para instalaciones. 5.15 NRF-111-PEMEX-2006. Equipos de medicin y servicios de metrologa.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 7 DE 99
5.16 NRF-128-PEMEX-2011. Redes de Agua Contra Incendio en Instalaciones Industriales Terrestres. Construccin y Pruebas. 5.17 5.18 5.19 5.20 5.21 5.22 5.23 5.24 5.25 NRF-139-PEMEX-2006. Soportes de concreto para tuberas. NRF-150-PEMEX-2010. Pruebas hidrostticas de tuberas y equipos. NRF-156-PEMEX-2008. Juntas y empaques. NRF-158-PEMEX-2006. Juntas de expansin metlicas. NRF-160-PEMEX-2007. Demoliciones y desmantelamientos. NRF-162-PEMEX-2006. Placas de orificio concntricas. NRF-183-PEMEX-2007. Equipo de maniobra gras viajeras, polipastos y malacates. NRF-186-PEMEX-2007. Soldadura en acero estructural para plataformas marinas. NRF-208-PEMEX-2008. Relevado de esfuerzos mediante resistencias calefactoras y gas.
6.
DEFINICIONES
6.1 Anillo de respaldo. Material en forma de anillo utilizado para soportar el metal fundido de la soldadura aplicada. 6.2 Componentes de tubera. Son los elementos metlicos y no metlicos que se unen para formar sistemas de tubera que conducen fluidos a presin. Entre estos elementos o componentes se incluyen los siguientes: tubo rgido, tubo flexible, conexiones soldables, conexiones a presin en fro, accesorios, bridas, empaques, tornillera, vlvulas; y dispositivos como juntas de expansin metlicas y de hule, juntas flexibles, juntas por electrofusin o por termofusin, mangueras de presin, trampas de vapor o lquidos, filtros, entre otros. 6.3 Electrofusin. Mtodo de unin para tubera no metlica, que consiste en juntar dos tramos de tubera no metlica acoplados con un cople del mismo material, al cual se le aplica energa elctrica a travs de las terminales de una resistencia elctrica integrada a ste, para generar calor a una temperatura y presin controladas hasta lograr la fusin del material. 6.4 Condiciones cclicas severas. Condiciones que aplican a componentes de tubera especficos o juntas soldadas o bridadas, en los cuales el rango de esfuerzo SE calculado, excede 0.8 SA (rango de esfuerzo permisible), y el nmero su equivalente de ciclos N sea mayor a 7 000. 6.5 Junta o Unin. Es la unin de dos o ms componentes de un sistema de tubera metlica o no metlica mediante los siguientes mtodos: roscado, soldado, bridado, a presin en fro (sin flama y sin chispa), electrofusin, termofusin, entre otros. 6.6 Fabricacin en campo. Preparacin de la tubera y conexiones para su ensamble, incluye los procesos de corte, roscado, doblado, procesos para dar forma o acabado, soldadura y conexin a presin en fro para el ensamble de componentes.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 8 DE 99
6.7 Fusin de la soldadura. Fusin a la vez del material de aporte y del material base, o solo del material base, que da como resultado la unin. 6.8 Garganta de soldadura de filete.
a) Garganta terica. Distancia perpendicular entre la raz de la soldadura de filete hasta la hipotenusa del tringulo rectngulo circunscrito en la seccin transversal de la soldadura. b) Garganta real. Distancia ms corta entre la raz de la soldadura de filete hasta la cara.
c) Garganta efectiva. Distancia ms corta entre la raz de la soldadura de filete hasta la cara de soldadura, no incluye el refuerzo de soldadura (convexidad). 6.9 Inspeccin visual. Mtodo de prueba no destructiva utilizado para evaluar por medio de la observacin visual el ensamble correcto, condicin superficial, limpieza de materiales y componentes, uniones soldadas, uniones a presin en fro y otros elementos de tubera que estn o puedan estar expuestos a la vista, antes, durante o despus de la construccin, fabricacin, ensamble, montaje, inspeccin y pruebas. Esta inspeccin incluye la verificacin de los requerimientos que establece esta norma de referencia y de la ingeniera de diseo para materiales y componentes, dimensiones, preparacin de juntas, alineamiento, soldadura, juntas a presin en fro, soportes, montaje e instalacin. Esta se realiza a simple vista o con un aditamento de amplificacin hasta 30 X 30 (aumentos). 6.10 Inspeccin por partculas magnticas. Prueba no destructiva qua utiliza los campos de fuga magnticos y materiales, apropiados para exponer indicaciones de discontinuidades superficiales y cercanas a la superficie. 6.11 Inspeccin por lquidos penetrantes. Prueba no destructiva que utiliza material lquido, para penetrar por capilaridad y detectar diversas tipos de discontinuidades sobre la superficie. 6.12 Inspeccin radiogrfica: Uso de rayos X y/o radiaciones nucleares, para detectar las discontinuidades en el material y presentar sus imgenes en un medio de registro. 6.13 Inspeccin radiogrfica al 100 por ciento. Inspeccin total de un tipo especfico de piezas de un lote determinado de tubera o accesorios de tubera de una soldadura al 100 por ciento por medio de radiografa. 6.14 Inspeccin por ultrasonido. Prueba no destructiva para inspeccionar materiales, introduciendo ondas ultrasnicas, a travs o sobre la superficie del artculo que se examina y determina varios atributos del material, a travs de los efectos de las ondas ultrasnicas. 6.15 Instalacin. Colocacin completa de los elementos de un sistema de tubera en su lugar definitivo, incluye la fabricacin y el ensamble. 6.16 Material base. Metal que se corta, funde y suelda.
6.17 Material de aporte. Material que se agrega a una junta durante los procesos de unin, incluidos en esta norma de referencia. 6.18 Mtodo de soldadura por descarga de capacitor. Proceso que utiliza un banco de condensadores para almacenar energa en una tensin establecida, que es determinada por el tamao y material a soldar. Cuando se inicia una soldadura, esta energa es "descargada" a travs de una "punta de encendido" en la base del material a soldar, la creacin instantnea de arco hace que se funda la punta del metal a soldar y la
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 9 DE 99
superficie adyacente de la pieza. Al mismo tiempo, la fuerza de la pistola de soldadura en la pieza da como resultado una unin permanente cuando el material fundido se solidifica. 6.19 Montaje. Es la instalacin completa de un sistema de tubera en el sitio con sus soportes como es indicado en la ingeniera de diseo, incluyendo la fabricacin y ensamble en la obra, inspeccin, ensayos y pruebas del sistema de tubera, de acuerdo a los requisitos establecidos en esta norma de referencia. 6.20 Pruebas no destructivas. Aplicacin de mtodos fsicos indirectos que tiene por finalidad verificar las caractersticas de un material o componente, sin alterar de forma permanente sus propiedades fsicas, qumicas, mecnicas o dimensionales, con el fin de detectar, localizar y evaluar los defectos para evaluar la integridad, propiedades, composicin y medir sus caractersticas geomtricas. 6.21 Refuerzo de soldadura. Es el metal de aporte, que excede la cantidad de metal necesario en las dimensiones de la soldadura especificada. 6.22 Resistencia a la cedencia. Valor del esfuerzo de un material en el que presenta un cambio del comportamiento elstico a plstico, expresado en Mpa (psi). 6.23 Silleta. Placa que sirve para reforzar la unin entre un ramal y el cabezal principal, la cual debe ir soldada a ambos elementos. 6.24 Sistemas de tubera. Tuberas, conexiones y accesorios interconectados y sujetos a las mismas condiciones de diseo y operacin. 6.25 Soldadura de arco. Conjunto de procesos de soldadura, donde la fusin del metal se efecta por el calentamiento que produce un arco o arcos elctricos, con o sin la aplicacin de presin y con o sin el uso de metal de aporte. 6.26 Soldadura de filete. Soldadura de seccin transversal aproximadamente triangular, que une dos superficies situadas aproximadamente en ngulo recto (90) entre s en una junta de traslape, en T de esquina. (Vase tambin tamao de soldadura y garganta de soldadura de filete en esta Norma de referencia). 6.27 Soldadura de bisel. Soldadura que se aplica en el bisel que resulta al poner en contacto dos piezas, con las dimensiones y formas apropiadas. Los tipos de soldadura de bisel son: cuadrada, de bisel sencillo, sencilla J, sencilla U, sencilla en V, de doble bisel, de doble J, de doble U y de doble V, y los especificados en el ASME B 16.25 o equivalente, o cualquier otro que cumpla con la WPS, es aceptable. 6.28 Soldadura de sello. Soldadura que se emplea para obtener hermeticidad en la unin de tuberas o accesorios. 6.29 Termofusin. Mtodo de unin de dos tramos de tubera no metlica, que consiste en aplicar calor y presin a los extremos de la tubera no metlica hasta lograr la fusin del material. 6.30 Tratamiento trmico. Combinacin de operaciones de calentamiento y enfriamiento, por tiempos determinados y aplicados a un metal o aleacin en el estado slido en una forma tal que producir propiedades deseadas. Los tratamientos trmicos que se aplican a la soldadura, son los que se indican a continuacin: a) Precalentamiento. Calentamiento que se aplica al metal base antes o durante la aplicacin de la soldadura con el fin de reducir los efectos nocivos generados por los gradientes de alta temperatura inherentes al proceso de soldadura, ver 8.2.1.2 de esta norma de referencia.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 10 DE 99
b) Relevado de esfuerzos. Calentar una pieza metlica hasta una temperatura apropiada por debajo de la temperatura inferior de transformacin, que se debe mantener constante por un cierto tiempo, seguido por enfriamiento a un rgimen apropiado, para reducir los esfuerzos internos sin modificar substancialmente la estructura molecular del metal. Este tratamiento trmico tiene la finalidad de reducir los esfuerzos residuales generados durante la soldadura de piezas metlicas y/o formadas de las mismas. Siempre que diga relevado de esfuerzos en esta norma de referencia, significa tratamiento trmico posterior a la soldadura. c) Temperatura de transformacin. Temperatura a la cual comienza o termina la transformacin de un micro componente en otro, durante el calentamiento o enfriamiento de un metal. Las definiciones contenidas en esta norma de referencia se complementan con las que se establecen en las normas de referencia NRF-020-PEMEX-2010 y NRF-032-PEMEX-2010.
7. ASME ASNT ASTM AWS BPS
SMBOLOS Y ABREVIATURAS American Society for Mechanical Engineer (Sociedad Americana de Ingenieros Mecnicos). American Society for Nondestructive Testing (Sociedad Americana de Pruebas no Destructivas). American Society for Testing and Materials (Sociedad Americana para Pruebas y Materiales). American Welding Society (Sociedad Americana de Soldadura). Bonding Procedure Specification (Especificaciones del procedimiento del ensamble)
CENAM Centro Nacional de Metrologa DN EWF FCAW GMAW GTAW ISO LFMN MT NACE NPS Dimetro Nominal de Tubera (SI) European Welding Federation (Federacin Europea de Soldadura). Welding, Flux Cored Arc (Soldadura de arco con ncleo de fndente). Gas Metal Arc Welding (Soldadura de arco metlico protegido con gas). Gas Tungsten Arc Welding (Soldadura con arco de tungsteno protegido con gas). International Organization for Standardization (Organizacin Internacional de Normalizacin). Ley Federal sobre Metrologa y Normalizacin Prueba por partculas magnticas. National Association of Corrosion Engineer (Asociacin Nacional de Ingenieros de Corrosin). Nominal Pipe Size (Dimetro Nominal de Tubera).
PEMEX Petrleos Mexicanos y Organismos Subsidiarios
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 11 DE 99
PT PFI RT SAW SMAW UT WPS ZAC
Prueba por Lquidos Penetrantes. Pipe Fabrication Institute (Instituto de Fabricacin de Tubera) Prueba Radiogrfica. Welding Submerged Arc (Soldadura con Arco Sumergido). Shielded Metal Arc Welding (Soldadura de Arco de Metal con Electrodo Recubierto). Prueba por Ultrasonido. Welding Procedure Specification (Especificacin de Procedimiento de Soldadura). Zona Afectada por el Calor.
8. 8.1
DESARROLLO Generalidades
Los requisitos tcnicos para la fabricacin, instalacin, inspeccin y pruebas de los sistemas de tubera (tuberas, vlvulas, bridas, conexiones y accesorios, entre otros), que se establecen en esta norma de referencia, deben cumplir con el diseo y especificaciones de materiales de tubera que se establecen en la norma de referencia NRF-032-PEMEX-2010. El proveedor o contratista, para llevar a cabo los trabajos de fabricacin (en campo y taller), ensamble, ereccin (montaje), incluyendo las inspecciones y pruebas, de los sistemas de tubera y soportes, debe contar con los planos e isomtricos de los sistemas de tubera, aprobados para construccin y aplicar los requisitos tcnicos que se establecen en esta norma de referencia. As mismo, el proveedor o contratista debe contar con los procedimientos aprobados para el almacenamiento, manejo y clasificacin de los materiales de instalacin permanente y consumibles requeridos para el proyecto. Las figuras y dibujos contenidos en esta norma de referencia son esquemticos. 8.1.1 No se permite la instalacin de conexiones hechizas como codos mitrados, as como reducciones a gajos, tapones a gajos, terminaciones en punta de lpiz, ni tapas planas soldadas al tubo, tal y como se establece en el numeral 8.1.4.3.7 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. 8.1.2 Todas las conexiones integralmente reforzadas se deben instalar con accesorios de fbrica y deben cumplir con el numeral 8.1.5 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF032-PEMEX-2010. 8.1.3 El proveedor o contratista debe garantizar que el sistema de soportes, resista las condiciones de carga especificada, incluyendo las de sismo, cuando la prueba hidrosttica para aceptacin final de la hermeticidad de la lnea se haya efectuado despus de instalar la totalidad de soportes permanentes, conforme a la NRF-150PEMEX-2010.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 12 DE 99
8.1.4 El proveedor o contratista debe disponer en el sitio de la obra, de procedimientos para controlar, rastrear e identificar los materiales y accesorios de tubera permanentes antes, durante y hasta ser instalados en su ubicacin final en campo. Lo anterior incluye todos los materiales de soldadura y otros consumibles. 8.1.5 El proveedor o contratista debe manejar y almacenar los materiales, equipos y consumibles, durante el proceso de construccin, conforme a las especificaciones y recomendaciones de los fabricantes y al tipo de material de que se trate. 8.1.6 El proveedor o contratista debe segregar y proteger durante el proceso constructivo, mediante mamparas o lonas ignifugas, los materiales susceptibles de contaminacin tales como los aceros inoxidables o aleaciones de nquel (inconel), UNS N06600, UNS N06601, UNS N06617, UNS N07754, UNS N06895, UNS N10276, entre otros. 8.1.7 El proveedor o contratista debe identificar y segregar el material temporal, sobrante o defectuoso, segn las condiciones establecidas en el contrato de obra, de conformidad con los procedimientos de su sistema de gestin de calidad. 8.1.8 Se debe usar slo material nuevo, en la fabricacin o instalacin, de tuberas, bridas, vlvulas conexiones y accesorios de conformidad con las especificaciones de materiales de tuberas que se establecen en la NRF-032-PEMEX-2010 y en los planos de ingeniera de detalle. 8.1.9 El proveedor o contratista debe entregar a PEMEX el programa de calibracin del equipo que se va a utilizar en la obra, tambin se deben entregar los dictmenes o informes de calibracin que deben ser vigentes y emitidos por un laboratorio acreditado en los trminos de la LFMN y su Reglamento y/o los certificados de calibracin emitidos por el CENAM, conforme a los requisitos establecidos en el numeral 8.2 de la NRF-111PEMEX-2006 y los que al respecto establezca. 8.1.10 Toda la documentacin y registros originales que se generen durante la fabricacin, instalacin o pruebas de los sistemas de tubera, se deben someter a un sistema de control hasta su entrega a PEMEX, como se indica en la tabla 6 de esta norma de referencia. 8.1.11 El proveedor o contratista debe cumplir con lo que estipula el Reglamento de Seguridad e Higiene de PEMEX; as mismo, todo el personal del proveedor o contratista debe contar con su equipo de proteccin personal para asegurarse de realizar un trabajo seguro mientras labore dentro de las instalaciones de PEMEX. 8.2 Fabricacin
Los materiales para tubera y componentes metlicos y no metlicos, para la construccin de las plantas industriales terrestres y costa afuera de PEMEX, se deben preparar para su fabricacin e instalacin mediante las operaciones y procesos de fabricacin en campo; tal como se indican en esta norma de referencia 8.2.1 8.2.1.1 Fabricacin de los sistemas de tubera metlicos Soldadura
Los procedimientos de soldadura para la fabricacin en campo de los sistemas de tubera para plantas industriales terrestres y costa afuera de PEMEX, deben cumplir con los requisitos de la NRF-020-PEMEX-2010 y los que a continuacin se indican.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 13 DE 99
8.2.1.1.1
Materiales
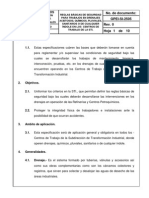
8.2.1.1.1.1 Material de aporte. El metal de aporte (electrodos) debe cumplir con los requisitos indicados en cada uno de los procesos de soldadura: SMAW, GMAW y FCAW establecidos en los numerales 8.1, 8.2 y 8.3 de la norma NRF-084-PEMEX-2004 y todo lo que al respecto establezca la citada NRF-084-PEMEX-2004. El metal de aporte (electrodos) en procesos de soldadura GTAW y SAW entre otros, debe cumplir con ASME Seccin II o equivalente, as como con lo indicado en los documentos de ingeniera aprobados para construccin. Los materiales de aporte se deben almacenar en contenedores hermticos para impedir su deterioro y la exposicin a condiciones de humedad, que altere su composicin qumica para los cuales han sido diseados, y se deben manejar con las precauciones necesarias para prevenir su dao. 8.2.1.1.1.2 Material para anillos de respaldo. Cuando el isomtrico de tuberas para fabricacin lo especifique, se pueden usar anillos de respaldo siempre y cuando se cumpla con lo establecido: en el numeral 328.3.2 (a) (b) y (c) del ASME B 31.3 o equivalente. 8.2.1.1.1.3 Insertos consumibles. El proveedor o contratista puede utilizar insertos consumibles, de acuerdo a lo establecido en el numeral 328.3.3 del Captulo V, del ASME B31.3 o equivalente. El inserto debe ser de fabricacin integral, como se muestra en los detalles a y b de la figura 1.
5 mm (3/16 in) tm 3 a 5 mm (1/8 a 3/16 in) 19 mm (3/4 in)
c) Anillo cuadrado o tipo alambre redondo tm Espesor de pared mnimo requerido a) Junta a tope con extremos de tubo maquinados y anillo slido o bipartido
5 mm (3/16 in) tm 3 a 5 mm (1/8 a 3/16 in) 19 mm (3/4 in)
d) Anillo plano rectangular
e) Tipo anillo formado.
f) Tipo Y.
Insertos consumibles tpicos
b) Junta a tope con extremos maquinados y anillo slido de respaldo
Fig. 1 Anillos de respaldo e insertos consumibles
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 14 DE 99
8.2.1.1.2
Preparaciones de bordes para soldaduras a tope
Las soldaduras a tope, utilizadas en la fabricacin de los sistemas de tubera, deben cumplir con el diseo de tuberas y conexiones, establecido en los numerales 8.1.2 y 8.1.4.3 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. 8.2.1.1.2.1 Limpieza. Las superficies internas y externas, a soldar o cortar deben estar limpias y libres de pintura, aceite, moho, xido, escamas u otros materiales que puedan daar tanto al material base como a la soldadura. 8.2.1.1.2.2 Preparacin de los extremos a) Corte y biselado. Se debe, identificar, seleccionar, limpiar, medir, trazar y realizar el corte trmico o biselado, con la ayuda de un equipo de corte guiado biseladora o con flama oxiacetilnica, de acuerdo al procedimiento y la ingeniera del diseo. Los extremos de la tubera acondicionados que se lleven a cabo con cortes, deben tener las superficies lisas y libres de escorias, rebabas y socavados.
b)
Biseles para soldaduras a tope. La preparacin de los extremos para soldaduras a tope con bisel, deben estar conforme al ASME B16.25 o equivalente. Los ngulos bsicos de los biseles y ngulos adicionales para bisel tipo J, deben ser como se muestran en la figura 2, esquemas a) y b).
37,5 grados 2,5 grados 20 grados 2,5 grados
22 mm (7/8 in)
5 mm (3/16 in)
1,5 mm 0,8 mm (1/16 in 1/32 in) a) Espesor de pared de 6 mm a 22 mm, inclusive (1/4 in a 7/8 in) 20 grados 2,5 grados 10 grados 2,5 grados 37,5 grados 2,5 grados > 22 mm (7/8 in) 19 mm (3/4 in) 5 mm (3/16 in)
1,5 mm 0,8 mm (1/16 in 1/32 in) b) Espesor de pared mayor de 22 mm (7/8 in)
Fig. 2 Preparaciones para soldaduras a tope
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 15 DE 99
c)
Soldaduras circunferenciales Cuando se requiera rebajar parcial o totalmente los extremos para colocar anillos de respaldo o insertos consumibles, como se muestra en los detalles a) y b) de la figura 1 de esta norma de referencia, o como se indica en la figura 3 detalles a) y b) de esta norma de referencia, para corregir el desalineamiento del tubo por desbaste, se debe asegurar que se mantenga el espesor mnimo de pared requerido (tm). Se permite igualar los extremos del tubo en juntas sin inserto consumible, al mismo dimetro nominal para mejorar el alineamiento, siempre que se garantice el espesor mnimo de pared requerido (tm). Cuando se unan tuberas o componentes de espesores de pared diferentes, por medio de soldadura circunferencial y uno de ellos sea 1,5 veces mayor que el otro, la preparacin y geometra deben estar de acuerdo con los diseos aceptables para espesores de pared diferentes, establecidos en el ASME B16.25 o equivalente.
tm
tm
Desalineamiento permisible (Ver especificacin de soldadura) tm Espesor de pared mnimo requerido
30 mx.
a) Desbaste del tubo de mayor espesor de pared para su alineacin
tm
tm
Desalineamiento permisible segn especificacin de soldadura
Esquina redondeada
30 mx.
b) Desbaste del tubo de mayor espesor de pared para su alineacin
Fig. 3 Desalineamiento permitido para soldaduras circunferenciales 8.2.1.1.2.3 Alineamiento a) Soldaduras circunferenciales. Las superficies interiores de los extremos de los componentes a soldar, se deben alinear dentro de los lmites dimensionales establecidos (Tolerancias de dimetros, espesor y ovalamiento) en la especificacin del procedimiento de soldadura calificado de acuerdo a la NRF-020-PEMEX-2010 y por la ingeniera de diseo. Si las superficies externas de los componentes no estn alineadas, se debe adicionar soldadura para igualarla de tal manera que exista una transicin suave entre ella.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 16 DE 99
b)
Soldaduras longitudinales. El alineamiento de las soldaduras longitudinales con bisel (que no se realicen de acuerdo a las especificaciones que se indican en la tabla A-1 los estndares de la tabla 326.1 del ASME B31.3 o equivalente) se debe realizar de acuerdo al numeral 8.2.1.1.2.3 a) de esta norma de referencia. En tuberas horizontales, las costuras longitudinales deben estar desfasadas a 30 mnimo de la parte superior del tubo, las costuras longitudinales de tubos soldados en tramos adyacentes, se deben alternar y localizar de modo que no interfieran con aberturas para ramales, coples u otros accesorios.
c)
Soldaduras de interconexiones (ramales). Los extremos de las conexiones de ramal soldadas a tope a la lnea principal, se deben conformar al contorno de la tubera para que cumplan con la especificacin del procedimiento de soldadura, ver figura 4, esquemas a) y b) de esta norma de referencia. Las interconexiones que se inserten a travs de una abertura en la lnea principal, se deben ajustar, por lo menos hasta la superficie interna del cabezal, en todos sus puntos, ver figura 4, esquema c) de esta norma de referencia, de otra manera, deben estar conforme al prrafo anterior. La abertura en la lnea principal para conexiones a ramal, no se debe desviar del contorno requerido ms all de la dimensin m en la figura 4 de esta norma de referencia. En ningn caso, las desviaciones de la forma de la abertura deben exceder los lmites de tolerancia de la abertura de raz, establecido en la especificacin del procedimiento de soldadura. Se debe adicionar material de soldadura o dar acabado para cumplir con estos requerimientos.
d) Espaciamiento. La abertura de raz de la junta, debe estar dentro de la tolerancia de la especificacin del procedimiento de soldadura correspondiente. 8.2.1.1.3 Requisitos de soldadura
8.2.1.1.3.1 Generalidades a) Los sitios (abiertos o cerrados) donde se efecten trabajos de soldadura, deben contar con ventilacin permanente, natural o artificial, o con extraccin de gases o humos. b) Las soldaduras, incluyendo la adicin de metal de soldadura para alineamiento, ver 8.2.1.1.2.3 (inciso c) prrafo 3) de esta norma de referencia, se debe efectuar de acuerdo a una especificacin de procedimiento de soldadura calificado y por soldadores calificados. c) Se debe asignar una clave a cada soldador calificado. A menos que se especifique de manera diferente en la ingeniera de diseo, cada soldadura en elementos sometidos a presin se debe marcar con la clave del soldador. El proveedor o contratista puede establecer un procedimiento escrito para rastrear las claves en forma documental, sin necesidad de marcar fsicamente la junta soldada y generar un registro permanente donde se indique esta correlacin. d) Los puntos de soldadura en la raz de la junta los debe efectuar un soldador calificado con material de aporte equivalente al que se utiliza en el paso de raz. Estos puntos de soldadura se deben fundir con la soldadura del paso de raz, excepto los puntos que estn agrietados, se deben remover. Los puntos de soldadura puente (puntos por encima de la soldadura) se deben eliminar. e) Est prohibido martillar tanto en el paso de raz como en el paso final de la soldadura.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 17 DE 99
f) Se debe proteger el rea donde se va a realizar el proceso de soldadura con cubiertas de material no combustible (mamparas, lonas ignifugas, entre otras) cuando exista humedad, nieve, granizo o viento. g) Se debe evitar afectar la hermeticidad del sello en vlvulas con extremos soldables, durante el proceso de soldadura y cuando aplique en el tratamiento trmico. 8.2.1.1.3.2 Soldadura de caja soldable y de filete Las soldaduras de caja soldable utilizadas en la fabricacin de sistemas de tubera, deben cumplir con el diseo de conexiones establecidos en el numeral 8.1.4.2 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. Las soldaduras de filete, incluidas las de cajas soldables, pueden cambiar de convexa a cncava. El tamao de una soldadura de filete se debe determinar cmo se muestra en la figura 5 de esta norma de referencia. Los detalles tpicos de soldadura para bridas deslizables y de caja soldable, deben ser conforme la figura 6; las dimensiones mnimas de soldadura para otros componentes de tipo caja soldable, deben ser cmo se muestran en la figura 7 de esta norma de referencia.
g = Abertura de raz para fondeo segn especificacin de soldadura m = Lo que sea menor de 3,2 mm (1/8 in) 0.5 Tb Tb = Espesor del ramal
g 0 mm (in)
a)
b)
c)
Fig. 4 Preparacin para ramales
Superficie de miembros perpendiculares Soldadura de filete Tamao de convexa soldadura Tamao de soldadura Superficie de miembros horizontales Garganta terica de soldadura Soldadura de filete de piernas iguales Nota: El tamao de una soldadura de filete de piernas iguales es la longitud de la pierna del mayor longitud inscrita en un tringulo recto issceles (la garganta terica = 0,707 por tamao). Soldadura de filete cncava Superficie de miembros perpendiculares Soldadura de filete convexa Superficie de miembros horizontales Garganta terica de soldadura Soldadura de filete de piernas desiguales Nota: El tamao de una soldadura de filete de piernas de diferente longitud es la mayor de un tringulo recto, el cual puede ser inscrito dentro de la seccin transversal de la soldadura por ejemplo 13 mm x 19 mm (1/2 in x 3/4 in) Soldadura de filete cncava
Fig. 5 Tamaos de las soldaduras de filete
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 18 DE 99
x min. x min.
x min. x min.
x min. x min.
x min. x min. 1,5 mm (1/16 in) holgura aproximada antes de soldar
T 6 mm (1/4 in) el que sea menor a) Soldadura anterior y posterior b) Cara y soldadura posterior
c) Brida de inserto soldable
Xmin = el valor menor entre 1.4 T el espesor de la campana T = espesor nominal de tubera
Fig. 6 Detalles para doble soldadura para bridas deslizables y de caja soldable
t Cx Cx Cx (mn.) = 1 1/4 t pero no menos de 3 mm (1/8 in) 1,5 mm (1/16 in) holgura aproximada antes de soldar t = Espesor por presin de diseo
Fig. 7 Dimensiones mnimas de soldadura para componentes de caja soldable
Agujero para venteo
a) Sin refuerzo adicional
b) Con refuerzo adicional
c) Ramal angular sin refuerzo adicional
Fig. 8 Conexiones de ramales soldados
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 19 DE 99
8.2.1.1.3.3 Soldaduras de sello La preparacin de la soldadura de sello, en conexiones roscadas utilizadas en la fabricacin de los sistemas de tubera, debe cumplir con los requisitos de diseo de conexiones, establecidos en el numeral 8.1.4.1 de la NRF032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. Los extremos roscados deben estar limpios de material sellante, previo a la aplicacin de la soldadura de sello. Las soldaduras de sello, las debe efectuar un soldador calificado. Las soldaduras de sello deben cubrir todos los hilos expuestos en uniones roscadas. 8.2.1.1.3.4 Conexiones para ramales Las conexiones para ramales utilizados en la fabricacin de sistemas de tubera, deben cumplir con lo que establece el numeral 8.1.5 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032PEMEX-2010 y los siguientes requisitos. a) Las figuras 8 y 10 de esta norma de referencia indican los detalles aceptables de las conexiones al cabezal de tubera, con o sin adicin de refuerzos, en las cuales el ramal de tubera se conecta directamente al cabezal de tubera. b) La figura 9 de esta norma de referencia, muestra los tipos bsicos de soldadura que se deben usar en conexiones para ramales. La localizacin y tamao mnimo de las soldaduras, deben estar conforme a los requerimientos establecidos en esta norma de referencia. Las soldaduras no deben ser menores a las dimensiones mostradas en esta figura. c) Las definiciones de la nomenclatura y smbolos usados en la figura 9, son los siguientes: tc = Espesor de bifurcacin de las conexiones del ramal [menor de 0.7
Tb 6 mm ( in)]
Tb = Espesor nominal del ramal de la tubera
Th Tr
= Espesor nominal del cabezal = Espesor nominal del refuerzo o silleta
tmin = Menor de
Tb Tr
d) Todas las conexiones de ramales al cabezal de tubera, con o sin accesorios, se deben realizar con soldadura de penetracin completa y terminar con soldaduras de filete y debe tener una dimensin en el cuello, no menor que tc, ver figura 9, esquemas a) y b). e) La placa de refuerzo o silleta, se debe soldar a la lnea principal del ramal, de la siguiente manera: Con soldadura de bisel de penetracin completa, con acabado de soldadura de filete con dimensin de garganta no menor que tc. Con soldadura de filete con dimensin de garganta no menor que 0.7 t mn., ver figura 9, esquema e) de esta norma de referencia.
f) El borde externo de la placa de refuerzo o silleta, se debe soldar al cabezal de tubera por medio de soldadura de filete con una dimensin de garganta no menor que 0.5 T r , (0.5 del espesor nominal del refuerzo o silleta promedio) ver figura 9, esquemas c), d) y e) de esta norma de referencia.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 20 DE 99
Tb Th tc Th
Tb tc Tr Th
Tb tc
a)
b)
0.5 Tr
c)
Tb Tr Th tc Tr Th Tb
0,7 tmin
0.5 Tr 0.5 Tr d) Not a: Detalles que muestran las soldaduras mnimas aceptables. e)
tc
Fig. 9 Detalles para soldaduras de refuerzo en ramales
a) Contorno de la conexin de salida
b) Salida de cabezal extruida
Fig. 10 Detalles de conexin de ramales g) Las placas de refuerzo y silletas se deben ajustar con las partes a las que se sueldan o empatan. Se debe hacer una perforacin en el lado (no cerca de la junta) del refuerzo o silleta, para permitir el venteo entre el cabezal y el ramal durante la soldadura y el tratamiento trmico. h) Las pruebas y cualquier reparacin de la soldadura entre el ramal y el cabezal, se deben hacer antes de adicionar la silleta o el refuerzo. i) Se deben soldar las conexiones integralmente reforzadas para ramales de tubera, con conexiones soldables a 90 (Threadolet, Sockolet, Weldolet, Nipolet, Elbowlet) y conexiones soldables a 45 (Latrolet y Lateral); la soldadura de bisel debe ser de penetracin completa y debe cumplir con la especificacin del procedimiento de soldadura que se establecen en la NRF-020-PEMEX-2010. 8.2.1.1.3.5 Traslapes fabricados. La fabricacin de traslapes (ver figura 11 de esta norma de referencia) deben ser de acuerdo con los requerimientos aplicables del numeral 8.2.1.1.3.4 de esta norma de referencia. 8.2.1.1.3.6 Soldadura para condiciones cclicas severas. Se debe emplear un procedimiento de soldadura que permita obtener una superficie interna regular, lisa y de penetracin completa.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 21 DE 99
8.2.1.1.4 Reparacin de soldaduras. Defectos de soldadura que se deban reparar se deben eliminar hasta encontrar metal sano. La reparacin con soldadura se debe realizar utilizando un procedimiento de soldadura calificado de acuerdo con el numeral 8.2.1.1.5.1 de esta norma de referencia, tomando en consideracin que la cavidad a reparar puede diferir del contorno y dimensiones de la junta original. Las soldaduras de reparacin se deben hacer con soldadores u operadores de soldadura calificados de acuerdo con los requisitos que se indican a continuacin. Precalentamiento y tratamiento trmico deben ser de acuerdo a lo requerido por la soldadura original. Una soldadura solo puede ser reparada dos veces y en caso de volver a mostrar defectos, se debe eliminar cortando el carrete donde se localiza el defecto.
T2 T T2 T T2 T T2 T T2 T
Radio 0,7 (T c) 0,7 (T c) 0,7 (T c)
T (a) (b)
T (c)
T (d)
T (e)
c = suma de las tolerancias (rosca o profundidad de la ranura) ms las tolerancia de corrosin y erosin. Nota: Los traslapes se deben maquinar (por anverso y reverso) o escuadrar, despus de la soldadura. Las soldaduras se pueden maquinar conforme al radio mostrado en el detalle e.
Fig. 11 Traslapes fabricados en campo 8.2.1.1.5 Calificacin de soldadura
8.2.1.1.5.1 Requisitos a) La calificacin de los procedimientos de soldadura a utilizar, as como los procedimientos de calificacin de habilidad de soldadores y operadores, para asegurar que las soldaduras tengan propiedades mecnicas apropiadas para la fabricacin de sistemas de tuberas, deben cumplir con los requerimientos de la NRF-020-PEMEX-2010, y atendiendo requisitos especficos de esta norma de referencia. b) Cuando el metal base no sea lo suficientemente dctil para ser doblado 180 grados, de acuerdo a lo requerido por la Seccin IX del ASME o equivalente, se requiere una probeta de soldadura, para realizar la prueba de doblez a 180 grados, con una tolerancia de 5 grados. c) Los requisitos de precalentamiento y tratamiento trmico, deben cumplir con los numerales indicados en 8.2.1.2 y 8.2.1.3 de esta norma de referencia, as como los requisitos de la ingeniera de diseo, y se deben incluir en el procedimiento de calificacin de la soldadura. d) Cuando el diseo considere el uso de insertos consumibles de los tipos indicados en la figura 1, esquemas (c), (d), (e) (f) de esta norma de referencia, el proveedor o contratista debe calificar el procedimiento de soldadura como se indica en el inciso (a) anterior. Si el procedimiento se califica sin inserto, ste puede aplicar para soldar con inserto en juntas a tope de biseles sencillos.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 22 DE 99
e) Cuando por cdigo o por diseo se requieran pruebas adicionales (impacto, agrietamiento inducido por hidrogeno, entre otros), dichas pruebas adicionales deben cumplir los requisitos durante la calificacin de los procedimientos de soldadura que se establecen en la presente norma de referencia. 8.2.1.1.5.2 Calificacin de procedimientos de soldadura, por terceros. El proveedor o contratista debe calificar los procedimientos de soldadura que utilice su personal, conforme a la NRF-020-PEMEX-2010 y entregar a la Residencia de supervisin de Petrleos Mexicanos los documentos que al respecto se mencionan en el numeral 8.6 de esta norma de referencia. Se pueden utilizar procedimientos de soldadura calificados por terceros, siempre y cuando se cumplan las siguientes condiciones: a) Debe demostrar a PEMEX que: El procedimiento de soldadura ha sido preparado, calificado y ejecutado por un especialista de una organizacin reconocida con experiencia en el campo de soldadura como: un inspector de soldadura calificado por AWS, EWF o un perito nacional en soldadura. El proveedor o contratista no haya hecho ningn cambio al procedimiento de soldadura.
b) Cuando el nmero P del material base sea 1, 3, 4, Grado 1 (1 Cr mx.), o Grado 8, no se requiere prueba de impacto. c) Cuando los metales base a unir, sean del mismo nmero P, excepto los nmeros P 1, 3 y 4, Grado 1, se pueden soldar entre s, como lo permite, la Seccin IX del ASME o equivalente. d) No se requiere tratamiento trmico posterior a la soldadura cuando el material a soldar, no sea mayor a 19 mm (3/4 in) de espesor. e) Si la presin de diseo no excede PN 50 (clase 300) del ASME B16.5, o equivalente, para el material a la temperatura de diseo; la temperatura de diseo debe estar en el rango de 244 K a 672 K (-29 C a 399 C) (-20 F a 750 F). f) Los procesos de soldadura deben ser con arco revestido (SMAW) o arco protegido con gas (GMAW y FCAW), Soldadura con arco de tungsteno protegido con gas (GTAW), Soldadura con arco sumergido (SAW) o una combinacin de ellos. g) Los electrodos para el proceso de arco manual (SMAW), se deben seleccionar de las siguientes clasificaciones o equivalentes:
AWS A5.1 E6010 E6011 E7015 E7016 E7018 AWS A5.4 E308-15, 16 E308L-15, 16 E309-15, 16 E310-15, 16 E-16-8-2-15, 16 E316-15, 16 E316L-15, 16 E347-15, 16 AWS A5.5 E7010-A1 E7018-A1 E8016-B1 E8018-B1 E8015-B2L E8016-B2 E8018-B2 E8018-B2L
h) El proveedor o contratista debe presentar y entregar a la Residencia de obra de PEMEX el procedimiento de soldadura y su registro de calificacin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 23 DE 99
8.2.1.1.5.3 Calificacin de habilidad por terceros. El proveedor o contratista debe garantizar la calificacin de la habilidad realizada por otra empresa de conformidad con los requisitos que se establecen en la NRF-020PEMEX-2010. La aceptacin se debe limitar a la calificacin de tubera que use el mismo procedimiento o similar, en donde las variables esenciales estn establecidos en la Seccin IX del Cdigo ASME, su equivalente. El proveedor o contratista debe obtener una copia de los registros de prueba de calificacin de habilidad soldador anterior, donde se muestre el nombre del proveedor o contratista, nombre del soldador, identificacin del procedimiento, fecha de la calificacin y registro de calificacin de dicho procedimiento. 8.2.1.1.5.4 Registros de calificacin. El proveedor o contratista debe mantener un registro actualizado de: los procedimientos usados y soldadores u operadores de mquinas de soldar, disponible para PEMEX, mostrando lo siguiente: a) b) c) d) 8.2.1.2 Fecha de calificacin. Resultado de calificacin de habilidad de soldadores. Resultado de calificacin del procedimiento de soldadura. Clave de identificacin asignada para cada soldador. Precalentamiento
8.2.1.2.1 Generalidades. La necesidad de precalentamiento y la temperatura por aplicar, se deben definir a partir de los materiales que se van a utilizar en la construccin, materiales que el proveedor o contratista debe aplicar durante la calificacin del procedimiento de soldadura. Los requisitos establecidos en esta norma de referencia, aplican a todo tipo de soldaduras incluyendo, punteo, reparacin de soldaduras y soldaduras de sello para juntas roscadas. El precalentamiento con resistencias calefactoras deben cumplir con lo establecido en el anexo A.2 de la norma, NRF-208-PEMEX-2008 y todo lo que al respecto establezca la citada NRF-208-PEMEX-2008. El precalentamiento se lleva a cabo principalmente para prevenir fracturas durante el proceso de soldadura en la zona afectada por el calor (ZAC). 8.2.1.2.2 Temperatura de precalentamiento. Las temperaturas mnimas de precalentamiento, deben ser las indicadas en la tabla 330.1.1 del ASME B 31.3 o equivalente. S la temperatura ambiente es menor a 273 K (0 C) (32 F), estos requisitos se deben cumplir. Los espesores propuestos en la citada tabla 330.1.1 del ASME B 31.3 o equivalente deben ser aquellos que correspondan al componente de mayor espesor en la junta. 8.2.1.2.2.1 Verificacin de la temperatura a) La temperatura de precalentamiento se debe verificar utilizando lpices trmicos, pirmetros de contacto u otro medio que permita asegurar que la temperatura indicada en la especificacin del procedimiento de soldadura se obtenga antes y durante la aplicacin de la soldadura. b) Los termocoples se deben instalar temporalmente, de forma directa en las partes sometidas a presin, utilizando el mtodo de soldadura por descarga de capacitor. Cuando los termocoples son removidos, las reas se deben examinar visualmente para reparar los defectos evidentes.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 24 DE 99
8.2.1.2.2.2 Zona de precalentamiento. La zona de precalentamiento debe abarcar por lo menos 25.4 mm (1 in) de cada lado de la soldadura. 8.2.1.2.3 Requisitos especficos
8.2.1.2.3.1 Materiales dismiles. Cuando se sueldan entre s materiales que tengan diferentes requisitos de precalentamiento, se debe aplicar la temperatura, que tenga el mayor valor, indicada en la tabla 330.1.1 del ASME B 31.3 o equivalente. 8.2.1.2.3.2 Interrupcin de soldadura. Si la soldadura se interrumpe, el rango de enfriamiento se debe controlar o utilizar otros medios para evitar efectos perjudiciales en la tubera. Se debe aplicar el precalentamiento que se especifica en el WPS antes de reanudar la soldadura. 8.2.1.3 Tratamientos trmicos
El tratamiento trmico se debe aplicar cuando as se establezca en la ingeniera de diseo. El relevado de esfuerzos a soldaduras en tuberas mediante resistencias calefactoras o por combustin de gas, debe cumplir con lo establecido en el numeral 8.7 de la NRF-208-PEMEX-2008 y todo lo que al respecto establezca la citada NRF-208-PEMEX-2008. 8.2.1.3.1 Requisitos
a) El tratamiento trmico, debe cumplir con los requerimientos, rangos de espesores y grupos de materiales indicados en la tabla 331.1.1 del ASME B 31.3 o equivalente, excepto cuando la ingeniera de diseo indique un tratamiento trmico alterno debe cumplir con lo que establece el numeral 8.2.1.3.5.1 de esta norma de referencia. b) Cuando se indique en la ingeniera de diseo que se debe efectuar tratamiento trmico posterior a la soldadura, este requisito se debe especificar y calificar en el procedimiento de soldadura. 8.2.1.3.2 Espesor mandatorio. Cuando se unen componentes por medio de soldadura, el espesor mandatorio para seleccionar los requerimientos de tratamiento trmico (ver tabla 331.1.1 del ASME B 31.3 o equivalente), debe ser el del componente de mayor espesor, excepto como se establece a continuacin: a) En el caso de la conexin de ramales, el metal de la soldadura adicionado como refuerzo, ya sea como parte integral de un accesorio para un ramal o adicionado como refuerzo o silleta, no se debe incluir en la determinacin de los requerimientos de tratamiento trmico. Sin embargo, este tratamiento se debe aplicar, cuando el espesor a lo largo de la soldadura, en cualquier plano a travs del ramal, es mayor a dos veces el espesor mnimo del material que requiere tratamiento trmico, an cuando el espesor de los componentes en la junta, sea menor que el espesor mnimo. El espesor a lo largo de la soldadura de los detalles mostrados en la figura 9 de esta norma de referencia, se calcula usando las siguientes frmulas: Detalle 1 = T b+tc Detalle 2 = T h + tc Detalle 3 = mayor de: T b + tc T r + tc Detalle 4 = T h + T r + tc Detalle 5 = T b + tc
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 25 DE 99
b) En el caso de las soldaduras de filete en bridas deslizables, bridas de caja soldables y conexiones de tubera de DN 50 (NPS 2) y menores, para soldaduras de sello de juntas roscadas en tubera de DN 50 (NPS 2) y menores, y para adicin de partes no sometidas a presin tales como muones u otros elementos de soportera de tubera en todos los dimetros, se requiere el tratamiento trmico, cuando el espesor a travs de la soldadura en cualquier plano, sea mayor a dos veces el espesor mnimo del material que requiera tratamiento trmico (aun cuando el espesor de los componentes en la junta sea menor que el espesor mnimo) exceptuando lo siguiente: No se requiere tratamiento trmico para materiales con nmero P1, cuando el espesor en la garganta de la soldadura sea de 16 mm (5/8 in) o menor, sin tomar en consideracin el espesor del metal base. No se requiere tratamiento trmico para materiales con nmeros P3, 4, 5 10A, cuando el espesor de la garganta de la soldadura sea de 13 mm (1/2 in) o menor, sin tomar en consideracin el espesor del metal base, siempre que el precalentamiento que se aplique no sea menor al recomendado y el esfuerzo mnimo a la tensin especificado del metal base, sea menor que 490 MPa (71068.49 psi). No se requiere tratamiento trmico para materiales ferrticos, cuando las soldaduras estn hechas con metal de aporte que no se endurezca al aire. Los materiales de soldadura austenticos, se pueden utilizar para soldaduras de materiales ferrticos cuando el efecto de las condiciones de servicio, tal como la expansin trmica diferencial, debido a temperaturas elevadas, no afecte negativamente la soldadura.
8.2.1.3.3 Calentamiento y enfriamiento. El mtodo de calentamiento, debe proporcionar la temperatura requerida del metal, uniformidad y control de la misma, puede ser mediante un horno cerrado, calentamiento local con flama, resistencia o induccin elctrica. El mtodo de enfriamiento debe proporcionar la velocidad de enfriamiento requerida y puede ser mediante enfriamiento en un horno, al aire, por aplicacin de calor local, aislamiento, o por otros medios adecuados. 8.2.1.3.4 Verificacin de temperatura. La temperatura del tratamiento trmico, se debe verificar por medio de pirmetros o por otros mtodos adecuados que aseguren el cumplimiento de los requerimientos del procedimiento de soldadura, ver 8.2.1.2.2.1 b) de esta norma de referencia, para la adicin de un termocople por el mtodo de descarga de capacitor de soldadura. 8.2.1.3.5 Requerimientos especficos. Donde se garantice, ya sea por la experiencia o el conocimiento de las condiciones de servicio, los mtodos alternos de tratamiento trmico o excepciones a las disposiciones del tratamiento trmico bsico del punto anterior, se pueden adoptar como se establece a continuacin. 8.2.1.3.5.1 Tratamiento trmico alterno. El normalizado en taller, se puede efectuar en lugar del tratamiento trmico de relevado de esfuerzos requerido despus de la soldadura, siempre que las propiedades mecnicas del metal base, soldadura y zona afectada por el calor, cumplan con los requerimientos de esta norma de referencia, siempre y cuando se lo aprueben los ingenieros de diseo. 8.2.1.3.5.2 Materiales dismiles a) El tratamiento trmico de juntas soldadas entre metales ferrticos dismiles o entre metales ferrticos similares, usando metal de aporte ferrtico dismil, se debe aplicar con el de mayor rango de temperaturas del metal, incluido en la tabla 331.1.1 del ASME B 31.3 o equivalente. b) El tratamiento trmico de juntas soldadas, incluyendo tanto componentes ferrticos como austenticos y metales de aporte, se debe hacer como se establece para el material o materiales ferrticos.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 26 DE 99
8.2.1.3.5.3 Tratamiento trmico parcial. Cuando se va a tratar trmicamente el ensamble de una tubera completa y no se pueda efectuar en una sola etapa por las dimensiones del horno, se permite llevar a cabo el tratamiento trmico en dos o ms etapas, siempre que existan por lo menos 300 mm (12 in) de traslape en el ensamble entre etapas y las partes del mismo que queden fuera del horno, se protejan de los gradientes de temperatura. 8.2.1.3.5.4 Tratamiento trmico local. Cuando el tratamiento trmico se aplique localmente, se debe calentar una banda circunferencial del cabezal y del ramal, hasta que el rango de temperatura especificado se alcance sobre la seccin o secciones completas del tubo, disminuyendo gradualmente sta, a una temperatura menor que la establecida para la banda, que incluya la soldadura, de la seccin formada y cuando menos 25.4 mm (1 in) ms all de los extremos de las bandas involucradas. 8.2.1.4 8.2.1.4.1 Doblado Generalidades
8.2.1.4.1.1 Se debe rechazar todas las tuberas que presente grietas, pandeo as como variaciones en el espesor requerido por el diseo y estras ocasionadas por las mordazas o dados de la mquina dobladora. 8.2.1.4.1.2 No se debe permitir el doblado de los tubos a un radio menor de 5 (cinco) veces el dimetro del tubo, a menos que se indique lo contrario en los planos constructivos de la ingeniera del diseo. 8.2.1.4.2 Doblado de aceros al Carbono.
8.2.1.4.2.1 El doblado de la tubera de acero al carbono puede hacerse en fro o en caliente. 8.2.1.4.3 Doblado de aceros inoxidables ferrticos
8.2.1.4.3.1 El tramo de tubo de aleacin ferrtica que se vaya a doblar en caliente, se debe calentar uniformemente, de preferencia en un horno, a una temperatura no mayor de 1 065 C (1 950 F). No se debe permitir el uso de agua o sopletes de gas en cualquier etapa del doblado. El doblado en fro se debe realizar con una mquina dobladora o con prensa. La tubera se debe calentar para facilitar el doblado y aun as se considera como un doblez en fro, siempre y cuando la temperatura no sea mayor de 705 C (1 301 F) y el calentamiento sea uniforme y cuidadosamente controlado. 8.2.1.4.4 Doblado de aceros inoxidables austenticos
8.2.1.4.4.1 El doblado de tubera de acero inoxidable austentica y de materiales no ferrosos se debe realizar en fro. No se debe permitir la aplicacin de calor en cualquier forma. 8.2.1.5 Embarque de piezas fabricadas en taller
Antes de la preparacin para embarque, todas las partes y dimensiones de cada pieza de tubera prefabricada se deben revisar, examinar, y comprobar que la fabricacin final cumple con todos los requisitos de los dibujos constructivos de la ingeniera del diseo. 8.2.1.5.1 a) Preparacin para el embarque
Toda la tubera debe estar seca y libre de agua, polvo y partculas extraas.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 27 DE 99
b) Todos los dobleces realizados en caliente, se deben limpiar a presin o por otro mtodo que elimine la arena quemada adherida a las paredes internas de las tuberas. c) La limpieza especial, a base de soplete con arena sand blast y limpieza qumica, es de uso restringido. 8.2.1.5.2 Todas las caras de las bridas de extremos roscados y otras superficies maquinadas, se deben cubrir con grasa anticorrosiva segn la recomendacin del fabricante y se deben proteger con tapones especiales para roscas. 8.2.1.5.3 Todas las caras de las bridas se deben proteger contra el deterioro del embarque, mediante tapas adecuadas de madera o plstico. 8.2.2 8.2.2.1 Fabricacin de sistemas de tuberas no metlica Ensamble de tuberas no metlicas
Los ensambles de tuberas RTRP (Fibra de vidrio), Polietileno de alta densidad (PEAD) y Polipropileno (PP), deben cumplir con los requisitos aplicables del numeral A311 del ASME B31.3 o equivalente y las recomendaciones del fabricante o proveedor. 8.2.2.1.1 Personal calificado para el ensamble
El fabricante o proveedor de tubera debe tener personal calificado para realizar el ensamble, adems de impartir los cursos de entrenamiento, por ello es el nico responsable de los ensambles realizados por l y el personal a su cargo. Se deben cumplir con las pruebas de calificacin de acuerdo a los requisitos establecidos en el numeral 8.2.2.1.2 de esta norma de referencia, para calificar las especificaciones del procedimiento del ensamble (BPS), y certificar a soldadores o ensambladores. 8.2.2.1.2 Calificacin de la especificacin del procedimiento del ensamble (BPS) y certificacin de soldadores (ensambladores). Los requisitos para la calificacin del BPS y certificacin de ensambladores, deben cumplir con lo indicado en el numeral A328.2 del ASME B 31.3 o equivalente. 8.2.2.1.3 Materiales y equipos
a) Materiales. En los ensambles de tuberas, no se deben utilizar tuberas o accesorios, que estn deteriorados o deformados por la exposicin prolongada al medio ambiente. b) Equipo. En la fabricacin de ensambles, las herramientas y equipo utilizado, deben estar en condiciones ptimas, para realizar los trabajos que se describen en la presente norma de referencia. 8.2.2.1.4 Preparacin para el ensamble
La preparacin del ensamble, se debe definir en el BPS (Especificaciones del procedimiento del ensamble) y deben especificar como mnimo los siguientes requisitos: a) Corte
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 28 DE 99
b) c) d) e)
Limpieza Precalentamiento Preparacin de los extremos Ajuste Tipos de juntas o uniones
8.2.2.1.5
8.2.2.1.5.1 Generalidades a) Las juntas o uniones se deben realizar nicamente, con BPS escrita y calificada de acuerdo al numeral 8.2.2.1.2 de esta norma de referencia. Los fabricantes de tuberas, accesorios y equipos, deben consultar y cumplir con el BPS calificado. b) Las juntas o uniones se deben realizar solo con personal entrenado, calificado y evaluado por el fabricante de la tubera no metlica, ya que deben tener entrenamiento y experiencia en el uso del BPS aplicable, y adems deben contar con su tarjeta que lo certifique como personal que ha sido calificado y evaluado satisfactoriamente en la prueba de desempeo, que fue realizada de acuerdo al BPS calificado. c) A cada instalador calificado, se le debe asignar una clave de identificacin. A menos que se especifique de otra manera en la ingeniera del diseo, cada junta o unin de la tubera no metlica debe ser debidamente marcado por la clave de identificacin del personal quien realiza el ensamble. La identificacin del estampado y cualquier marca de pintura o tinta no deben ser perjudiciales al material de la tubera. Se debe presentar y registrar una marca en las juntas o uniones efectuadas en el sistema de tubera no metlica. d) La calificacin de un BPS no califica al personal, para cualquier otro tipo de ensamble, como lo indica su tarjeta de certificacin. 8.2.2.1.5.2 Juntas o uniones por termofusin en tubera de polietileno de alta densidad (PEAD) y polipropileno (PP) a) Preparacin. Las juntas o uniones por el mtodo de termofusin, se deben limpiar para garantizar que estn libres de polvo, aceites y de cualquier material extrao. b) Procedimiento. Las juntas o uniones se deben realizar de acuerdo al BPS calificado. Los procedimientos generales deben estar de acuerdo al ASTM D 2657 o equivalente, tcnica I - fusin de caja, II fusin a tope, III - fusin con silleta de refuerzo, proporciona una base conveniente para el desarrollo de tal procedimiento. El calentamiento uniforme de ambas superficies a unir y ensamblar, debe producir un enlace homogneo y continuo entre ellos y debe producir una pequea tira de material fundido, en los lmites de la unin, como se muestran en la figura 12 (b) de esta norma de referencia, para ensambles tpicos por fusin trmica. Se debe utilizar aditamentos para alinear componentes, cuando el ensamble se est realizando. c) Conexiones ramal. La fabricacin de una conexin de ramal solo es permitida, cuando no hay accesorios disponibles en esos dimetros para cabezal-ramal.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 29 DE 99
8.2.2.1.5.3 Juntas o uniones por electrofusin en tubera de polietileno de alta densidad (PEAD) y polipropileno (PP) a) Preparacin. Las juntas o uniones por el mtodo de electrofusin, se deben limpiar para garantizar que estn libres de suciedad, aceites y de cualquier material extrao. b) Procedimiento. Las juntas o uniones se deben realizar de acuerdo con el BPS calificado. Los procedimientos generales del ASTM F 1290 o equivalente, Tcnica I Procedimiento de unin, Tcnica II Procedimiento con silleta de reforzamiento, se deben utilizar para desarrollar el procedimiento BPS calificado, como se muestra en la figura 12 c) de esta norma de referencia. 8.2.2.1.5.4 Juntas o uniones con adhesivos en tuberas RTRP (Fibra de vidrio) a) Procedimiento. Las juntas o uniones de la tubera de fibra de vidrio se deben realizar de acuerdo con el BPS calificado. La aplicacin del adhesivo en las superficies a unir y ensamblar, deben producir un enlace continuo entre ellos y se debe sellar todas las aberturas para proteger el refuerzo del fluido de servicio, como se muestra en la figura 12 d) de esta norma de referencia. b) Conexiones de ramal. La fabricacin de una conexin de ramal se debe realizar utilizando silleta de refuerzo con caja o con una longitud de tubera del ramal integrado, para una boquilla o cople. La preparacin en el cabezal de tubera, se debe realizar con una mquina perforadora, los bordes en la perforacin, se deben sellar con adhesivo, en el momento de que la silleta es colocada en el cabezal de tubera. 8.2.2.1.5.5 Juntas o uniones laminadas a tope de tubera en RTRP (Fibra de vidrio) a) Proceso. Las juntas o uniones laminadas de la tubera de fibra de vidrio se deben realizar de acuerdo con el BPS calificado. La aplicacin de capas o lminas de refuerzo saturado con resina catalizada en las superficies a unir, debe presentar una estructura continua con ellos. Las aberturas se deben sellar para proteger el refuerzo del fluido de servicio, como se muestra en la figura 12 e) de esta norma de referencia. b) Conexiones ramal. La fabricacin de una conexin ramal, se realiza mediante la insercin del ramal, en la abertura del cabezal de tubera, la abertura se debe realizar con un equipo especial. 8.2.2.1.6 Reparacin de las juntas o uniones
Los defectos en el material, las juntas o uniones y mano de obras que no cumplen con los requisitos de esta norma de referencia y de la ingeniera de diseo, se deben reparar o reemplazar. Y el nuevo trabajo se debe revisar con los mismos mtodos, en la misma medida y con los mismos criterios de aceptacin como se requiere para el ensamble original.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 30 DE 99
Unin de caja a) Unin de tubera termoplstico por cementado con solvente
Unin de caja
Unin a tope
Unin con silla de refuerzo
b) Unin de tubera termoplstico por termofusin
Cople
Tapping con tee silleta de refuerzo Alambre esterilla
Alambre enrollado
Alambre enrollado Unin con silla de refuerzo
Unin por cople
Unin a tope c) Unin de tubera termoplstico por electrofusin
d) Unin termosoldable con adhesivo
Unin laminado de caja y de espiga adhesivo
Unin a tope laminados adhesivos
e) Unin termoendurecibles laminados
Fig. 12 Uniones tpicas para tubera plstica
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 31 DE 99
8.3
Instalacin
La instalacin de tuberas y accesorios, deben cumplir con los arreglos de tuberas establecidos en el numeral 8.2 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010, as como la ingeniera del diseo del proyecto. 8.3.1 8.3.1.1 Instalacin de sistemas de tubera metlica Alineamiento
a) Se debe asegurar que el rea est acondicionada apropiadamente, que haya libre acceso y verificar que el equipo utilizado para el alineado de tuberas sea el adecuado, as como asegurarnos que las maniobras no daen la tubera y accesorios. b) Los dos biseles deben estar limpios y separados circunferencialmente a la misma distancia, para un adecuado alineamiento de tuberas, y el espacio entre biseles debe ser el establecido en 8.2.1.1.2.3 de esta norma de referencia. c) Distorsiones de la tubera. No se acepta ninguna distorsin de la tubera ocasionada durante el alineamiento de la junta, que introduzca una deformacin en el equipo o componentes de tubera. d) Resortes. Antes de ensamblar una junta con resortes, guas, soportes o anclas, se debe examinar dicha junta para detectar errores que puedan interferir el movimiento deseado para evitar efectos no deseados. La separacin o traslape de la tubera antes de ser ensamblada, se debe verificar con los dibujos de taller y corregida si es necesario. No se deben usar calentamientos para ayudar en el ajuste de la separacin puesto que rebasara el propsito de los resortes. e) Se debe repartir cualquier diferencia de espesores en toda la longitud de la circunferencia, para alinear tuberas. El desalineamiento mximo debe ser menor al valor mximo permitido en 8.2.1.1.2.3 de esta norma de referencia. f) No se debe permitir el uso de apoyos soldados a tuberas para el alineado. Estos estn prohibidos por las prdidas de material que producen a las tuberas cuando los apoyos son retirados. g) Para el alineamiento de tuberas sucesivas, se deben utilizar grapas exteriores o dispositivos interiores. La grapa exterior se remueve cuando se haya completado el 50 por ciento del paso de raz y cuando se utilice dispositivo interior, ste se remueve cuando se haya terminado el paso de raz, o de acuerdo con lo dispuesto en la WPS calificada. 8.3.1.1.1 Tubera metlicas instalada en trincheras
La instalacin de tuberas en trincheras, deben cumplir con lo establecido en el numeral 8.2.1.12 y 8.2.1.13 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010, y con los numerales del B.3 al B.6 del ISO 15649:2001. Se debe prever la proteccin contra efectos de cargas que puedan daar la integridad mecnica de las tuberas, instaladas en trincheras. Se debe efectuar el tendido de la tubera sobre trincheras, mediante herramienta y equipo propio para esta actividad.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 32 DE 99
8.3.1.1.2
Tubera metlicas enterradas
La instalacin de tuberas metlicas enterradas, deben cumplir con lo establecido en el numeral 8.2.1.11, 8.2.2.5, y 8.2.2.6 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX2010, y el numeral 5.5 del API RP 1102 o equivalente. 8.3.1.2 Juntas bridadas
Las juntas bridadas a instalarse en los sistemas de tuberas, deben cumplir con los requisitos establecidos en el numeral 8.1.6 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX2010. 8.3.1.2.1 Preparacin para el ensamble
a) El proveedor o contratista debe disponer de un procedimiento escrito y aprobado por PEMEX con la aceptacin de su propuesta en la etapa de licitacin, para realizar las actividades de ensamble de bridas. El procedimiento debe describir la secuencia de apriete, el valor del par de apriete, el uso de equipo y herramientas calibradas para aplicar el par y un registro del ensamble por cada junta bridada. b) Se debe reparar la brida de cualquier dao en la superficie del asiento del empaque, o en su defecto debe ser reemplazada. Y se debe documentar el cambio como se indica en el numeral 8.1 de esta norma de referencia. c) Las caras de las bridas deben estar paralelas, alineadas y mantener solo el claro del empaque, para que durante el apriete pueda comprimirse de manera uniforme y trabaje la unin brida, empaque y esprragos de acuerdo a los esfuerzos considerados en el diseo. d) Para juntas bridadas que tengan propiedades mecnicas diferentes, se debe evitar daar la brida y empaque durante el ensamble. Los esprragos, birlos y tuercas, se deben apretar a un torque predeterminado, de acuerdo al tipo de empaque. e) Se deben usar solo empaques especificados en los documentos de construccin. En el ensamble final, se debe usar nicamente un solo empaque por unin bridada. f) Las letras o smbolos forjados en relieve que identifican el material de las tuercas, deben quedar siempre al lado exterior, para que la pista del lado contrario patine libremente sobre la brida, de lo contrario estas letras se incrustarn en la pista de la brida dando una falsa indicacin de torque en una unin bridada. g) La fabricacin y diseo de las placas de orificios concntricos a instalar en los sistemas de tuberas, deben cumplir con lo establecido en la NRF-162-PEMEX-2006. 8.3.1.2.2 Torque para tornillera
Los esprragos, tornillos y tuercas de acero de aleacin y acero inoxidable para servicios de alta y baja temperatura a instalar en uniones bridadas, deben cumplir con lo establecido en el numeral 8.1.9 esprragos y birlos de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010 y lo establecido en la NRF-027-PEMEX-2009.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 33 DE 99
Tornillos, birlos, esprragos deben cumplir con los siguientes requisitos: El apriete de todos los birlos de extremos roscados y esprragos, se debe llevar a cabo con herramienta hidrulica para torsin y tensin controladas, la cual debe cumplir con los requisitos de la NRF-267-PEMEX-2010. Inicialmente, se debe alinear el juego de bridas, para asegurar el paralelismo de las caras de las bridas, antes de iniciar el apriete de birlos y esprragos. Los birlos y esprragos se deben apretar con el mismo valor de torque (Newton- metro o libras- pie). El apriete se debe realizar por lo menos en tres pasos: 1 al 30 por ciento, 2 al 60 por ciento y 3 al 100 por ciento. Y se debe realizar en forma de estrella, tal y como se indica en la figura 13 de esta norma de referencia.
Fig. 13 Secuencia de apriete de esprragos en forma de estrella Los valores de torque no deben rebasar 60-70 por ciento de la ltima resistencia a la tensin de los birlos de extremos roscados y de los esprragos. Los valores de torque mostrados en la Tabla 1 de esta norma de referencia, se deben aplicar solo para esprragos y birlos de extremos roscados, nuevos y lubricados. La Tabla 1 de esta norma de referencia, aplica solo para birlos de extremos roscados y esprragos nuevos y lubricados.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 34 DE 99
Torque en birlos de extremos roscados y esprragos Dim. Birlo o Tamao de esprrago tuerca en en pulgadas. pulgadas.
12 58 34 78 18
Torque Lb-pie 58 - 81 115 - 161 204 - 285 328 - 460 492 - 689 723 - 1012 1015 - 1421 1378 - 1929 1818 - 2545 2343 - 3280 2961 - 4145 3678 - 5149 4502 - 6303 6503 - 9104 9023 - 12632 11152 - 15613 14590 - 20427
Torque N-m 79 - 110 156 - 219 277 - 387 445 - 624 668 - 935 981 - 1374 1378 - 1929 1871 - 2619 2468 - 3455 3118 - 4453 4020 - 5627 4993 - 6990 6111 - 8556 8828 - 12359 12249 - 17148 15139 - 21195 19806 - 27729
Dado de impacto antichispas.
Herramienta
El apriete de los birlos de extremos roscados y esprragos ser en estrella, dejando en lado visible identificacin de tuerca 2H
1 1 1 1 1 1 1 1
2
18 14 38 12 58 34 78
2 14 2 12 2 34 3
1 1 14 1 716 1 58 1 1316 2 2 316 2 38 2 916 2 34 2 1516 3 18 3 12 3 78 4 14 4 58
116
Tabla 1 Torque para esprragos y birlos nuevos y lubricados 8.3.1.2.3 Instalacin de esprragos
La instalacin de los esprragos en las uniones bridadas, debe cumplir con lo establecido respecto al diseo y especificacin de materiales en el numeral 8.1.9 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. Las roscas de tornillos y esprragos se deben cubrir en campo, con una mezcla de grafito y agua antes de su instalacin, para evitar daos en la rosca. Las cabezas y tuercas de los esprragos y tornillos se deben proteger mediante la instalacin de tapones de polietileno de alta densidad y cera microcristalina del petrleo. 8.3.1.2.4 Empaques
Las juntas y empaques destinados a utilizarse en todos los sistemas de sellado de juntas bridadas, deben cumplir con los requisitos establecidos en el numeral 8.1.8 de la NRF-032-PEMEX-2010 y los numerales del 8.1 al 8.3 y anexo A de la NRF-156-PEMEX-2008 y todo lo que al respecto establezcan las citadas normas NRF032-PEMEX-2010 y NRF-156-PEMEX-2008. En el ensamble de una junta bridada, se debe usar nicamente un empaque entre las caras en contacto.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 35 DE 99
8.3.1.3 8.3.1.3.1
Juntas de expansin Generalidades
La instalacin de las juntas de expansin en los sistemas de tuberas, debe cumplir con los numerales del 8.3.2.6 al 8.3.2.8 de la NRF-032-PEMEX-2010 y lo establecido en la NRF-158-PEMEX-2006 y todo lo que al respecto establezca las citada NRF-032-PEMEX-2010. Las juntas de expansin se deben instalar conforme a las instrucciones que para el efecto, emita el fabricante. 8.3.1.4 Interconexin a lneas de proceso mediante la perforacin de tubera en operacin (hot tapping) La interconexin de tuberas nuevas sobre tuberas en operacin, se debe realizar y cumplir con los requisitos establecidos en el API RP 2201 o equivalente y los requisitos que se describen a continuacin. a) Se debe elaborar un programa de actividades detallado para realizar la interconexin mediante la perforacin de la tubera en operacin (hot tapping), que contenga como mnimo los siguientes requisitos: 1) Diseo de la conexin, localizacin y espesor de pared de tubera, 2) Procedimiento de la perforacin de tubera en operacin (hot tapping), 3) Especificacin del procedimiento de soldadura calificado de acuerdo al numeral 8.2.1.1.2.3 de esta norma de referencia, 4) Requisitos, criterios o acuerdos de operacin y seguridad que especifique PEMEX en las bases de licitacin; adicionalmente, el proveedor o contratista, previo a la ejecucin de los trabajos, debe ratificar dichos requisitos, criterios o acuerdos para la operacin y seguridad de las actividades con las reas de PEMEX involucradas, con objeto de validar la persistencia de los mismos. b) Se deben conocer la especificacin del material de la tubera a intervenir, para la realizacin de la perforacin de la tubera en operacin (hot tapping), en caso de que no se cuente con dicha informacin, se debe efectuar un estudio metalogrfico y medicin de durezas y aplicar el procedimiento de soldaduras e inspeccin solo por personal calificado. c) No se debe efectuar la perforacin a la tubera en operacin (hot tapping) donde la tubera presente cualquier defecto o anomala como bajos espesores, laminaciones, segregaciones, fisuras, ovalamientos, entre otros, que imposibiliten la interconexin propuesta en la tubera. En este caso se debe localizar otra rea de interconexin la cual debe ser aprobada por el supervisor de PEMEX. d) La interconexin mediante bridas y vlvulas de las lneas en operacin, deben quedar aseguradas mediante la instalacin de bloqueos mecnicos (cmales), candados, cadenas y anuncios (marbetes), que indiquen que no pueden ser operadas hasta la terminacin de los trabajos de interconexin y haber sido entregadas al personal de operacin autorizado. e) No se debe permitir una soldadura o una perforacin de tubera en operacin (hot tapping) a menos de 460 mm de una brida a una conexin roscada, o aproximadamente a 80 mm a una costura de soldadura (incluyendo una costura longitudinal de la soldadura de tubera) y se debe evitar en una perforacin de tubera en operacin (hot tapping) que el cortador de la mquina corte la soldadura longitudinal de la tubera a ser perforada. f) No se debe realizar una perforacin de tubera en operacin (hot tapping) en tuberas con los siguientes servicios: 1) Mezclas de vapor/aire o del vapor/oxgeno cerca o dentro de su gama explosiva inflamable, 2) Oxgeno, 3) Sistemas de aire comprimido con aceite lubricante, 4) Hidrgeno, 5) Materiales qumicamente reactivos (como perxidos, cloruros, otros productos qumicos que pudieron descomponerse o llegar a ser violentamente peligrosos por calor de la soldadura; entre otros), 6) Custicos, aminas y cidos tales
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 36 DE 99
como cido del HF, si las concentraciones y las temperaturas son tales que la especificacin original de fabricacin, requieren un tratamiento trmico posterior, 7) Hidrocarburos o sustancias que pueden experimentar la descomposicin exotrmica debido a las temperaturas altas generadas por la soldadura, creando puntos calientes localizados en la tubera, la cual podran llevar a la falla. 8.3.1.5 Instalacin de vlvulas
La instalacin de vlvulas en los sistemas de tuberas, debe cumplir con los requisitos establecidos en los numerales 8.1.7, 8.2.4 y 8.2.5 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF032-PEMEX-2010 y las instrucciones del fabricante. 8.3.1.5.1 Las vlvulas de DN 300 (NPS 12) o mayores, se deben instalar sobre soportes especiales o de concreto, para evitar transmitir esfuerzos a los esprragos o a las terminales de la vlvula. Se deben instalar soportes a cada lado de la vlvula, sobre la tubera. La vlvula nunca se debe utilizar para soportar el peso de las tuberas. 8.3.1.5.2 Se debe instalar la vlvula de bola en posicin "abierta" (100 por ciento), esto proteger la superficie de la bola durante la instalacin. Las vlvulas de compuerta se deben instalar en posicin de cerrado. A fin de evitar que las vlvulas queden expuestas a los efectos del medio ambiente como el sol, lluvia y suciedad, entre otros, stas se deben almacenar en espacios cerrados y techados. Las vlvulas deben contar con tapas de proteccin en los extremos, hasta que finalmente sean instaladas. 8.3.1.5.3 La instalacin de las vlvulas de compuerta para seccionamiento, en el interior de registros, deben incluir un poste indicador o extensin que permita su operacin y que a su vez muestre si vlvula est abierta o cerrada. El poste indicador debe tener una altura aproximada de 900 mm sobre el nivel de piso terminado y proteccin contra golpes. 8.3.1.5.4 Las vlvulas que se instalen en el interior de registros, deben ser fcilmente accesibles para inspeccin, operacin, pruebas y mantenimiento. Dichos registros se deben construir de concreto o tabique para proteger la tubera y el equipo instalado contra movimientos de tierra, acumulacin de agua y bajas temperaturas y cubrir con tapas que eviten el paso del agua al interior. 8.3.1.5.5 Se deben levantar las vlvulas de manera que el cuerpo sostenga todo el peso, nunca deben ser levantadas por la palanca, el reductor o el actuador. 8.3.1.5.6 Los rangos de torque para los esprragos de las bridas de la tubera deben ser los indicados en el numeral 8.3.1.2.2 de esta norma de referencia. 8.3.1.5.7 Se debe tener precaucin cuando se realice soldaduras o corte trmicos con flama oxiacetilnica o de plasma cerca de una vlvula. Si se requiere realizar soldaduras para construir el sistema de tubera, se debe utilizar solamente soldadura de puntos, antes de realizar la soldadura definitiva se debe remover la vlvula desde las bridas. Una vez efectuadas las soldaduras, se debe esperar a que las soldaduras se enfren, para instalar la vlvula y as evitar daos en los insertos de los asientos suaves de la vlvula.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 37 DE 99
8.3.1.6
Desmantelamiento de tuberas
Antes del inicio de los trabajos de desmantelamiento de tubera y accesorios, el proveedor o contratista debe presentar los procedimientos aplicables previamente aceptados por PEMEX, con la propuesta presentada en la licitacin y certificados en los trminos de la LFMN, para su aplicacin, as como los planes de contingencia. Estos deben corresponder y citar las tuberas que se deben desmantelar; dichos procedimientos como mnimo deben ser los siguientes. a) b) c) d) e) f) g) h) Procedimiento para limpieza de tubera y recuperacin de residuos. Procedimiento de corte en fro. Procedimiento de desacoplamiento de interconexiones con lneas de servicios. Procedimiento de retiro de derivaciones o ramales. Procedimiento de retiro de abrazaderas y defensas. Procedimiento de retiro de vlvulas y accesorios. Procedimiento de retiro de seccin de lnea regular. Procedimiento para manejo y transporte de las secciones recuperadas.
El desmantelamiento de obras civiles, deben cumplir con los requisitos establecidos en la NRF-160-PEMEX2007. 8.3.1.7 Soportes
La instalacin de soportes en los sistemas de tuberas, es resultado del anlisis de flexibilidad de los arreglos de tuberas, que se debe realizar conforme lo establecido en el numeral 8.3 en la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. 8.3.1.7.1 El proveedor o contratista debe utilizar los planos e isomtricos de tubera y la ingeniera de detalle de los soportes, en edicin aprobados para construccin; para llevar a cabo la localizacin, identificacin, fabricacin e instalacin de apoyos libres y guas para los sistemas de tubera en las plantas industriales 8.3.1.7.2 Todas las soldaduras permanentes de las estructuras de soporte para tubera, se deben realizar con personal y procedimientos calificados como se indica en 8.2.1.1.5 de esta norma de referencia. No se requiere que cada soldadura est marcada con el nmero de soldador ni que se genere un registro al respecto. 8.3.1.7.3 El proveedor o contratista puede utilizar procedimientos de soldadura precalificados, como se indica en el AWSD.1.1 o equivalente, previa verificacin y autorizacin del supervisor de PEMEX. 8.3.1.7.4 La soldadura se debe aplicar en las condiciones indicadas en 8.2.1.1.3.1 de esta norma de referencia. En los casos en que as se indique en el plano de detalle o el procedimiento de soldadura, se deben aplicar los requisitos de precalentamiento y tratamiento trmico incluidos en 8.2.1.2 y 8.2.1.3 de esta norma de referencia.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 38 DE 99
8.3.1.7.5 Las reparaciones de defectos de soldadura, se deben efectuar como se indica en 8.2.1.1.4 de esta norma de referencia. 8.3.1.7.6 Todos los cambios, que por razones constructivas se requieran realizar durante la instalacin de los soportes, se deben procesar como se indica en el numeral 8.1. de esta norma de referencia. 8.3.1.7.7 Para la fabricacin de los soportes, slo se debe usar material nuevo, de conformidad con las especificaciones establecidas en el plano de detalle. 8.3.1.7.8 La construccin de mochetas, marcos, y columnas de concreto en puentes elevados para soportes de tubera en instalaciones terrestres, se deben llevar a cabo conforme a su diseo, mismo que debe cumplir con lo establecido en la NRF-139-PEMEX-2006. 8.3.1.7.9 Se deben realizar las pruebas de presin antes de instalar medias caas, a fin garantizar la integridad mecnica de las tuberas. 8.3.1.7.10 La instalacin de soportes a tubera no metlica debe cumplir con el ISO 14692-4:2002 y con el numeral 5 del captulo VII del ASME B 31.3 o equivalente. 8.3.1.7.11 Cuando se requieran soportes distintos a los incluidos en el anexo 12.1 Soportes tpicos terrestres y 12.2 Soportes tpicos costa afuera en esta norma de referencia, exclusivamente como resultado del anlisis de flexibilidad, deben ser notificados, diseados y sujetos a revisin y aprobacin por PEMEX. 8.3.1.8 Conexiones a presin en fro (sin flama) en sistemas de tubera
La instalacin de las conexiones a presin en fro para la fabricacin y ensamble de los sistemas de tubera deben cumplir con los procedimientos, requerimientos e instrucciones generales de instalacin del fabricante, fundamentada en la siguiente normatividad: ANSI/CSA LC 4-07, ANSI/MSSP 58, ANSI A13.1, DIN 1988 o equivalentes. 8.3.2 8.3.2.1 Instalacin sistemas de tubera no metlica Generalidades
La instalacin de tubera no metlica debe cumplir con los requisitos de la parte 9 captulo VII del ASME B 31.3 o equivalente. El proveedor o contratista, debe proporcionar a PEMEX, los procedimientos de instalacin, ensamble, instalacin de soportes, requisitos en trincheras, as como los procedimientos de tendido y alineado que para tales efectos indique el fabricante de tubera no metlica. El proveedor o contratista debe contratar al personal responsable de llevar a cabo los trabajos de instalacin de la tubera no metlica, el cual debe estar entrenado y avalado por el fabricante de la tubera no metlica. Se deben inspeccionar visualmente, todas las tuberas y accesorios antes de su instalacin en campo, para asegurarse que no han sufrido daos ni desperfectos durante las fases de transporte y almacenamiento de material.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 39 DE 99
8.3.2.2 8.3.2.2.1
Montaje de tubera no metlica Alineamiento
Debe cumplir con los requisitos establecidos en el numeral 8.3.1.1 de esta norma de referencia. 8.3.2.2.2 Juntas bridadas
Para juntas bridadas no metlicas se debe cumplir con los requisitos establecidos en la Parte 9 captulo VII del ASME B 31.3 o equivalente. 8.3.2.2.3 Instalacin subterrnea de tubera no metlica
La tubera no metlica solo se debe instalar en forma subterrnea (en cepas) de acuerdo a la ingeniera del proyecto, la cual debe cumplir con los procedimientos y recomendaciones de instalacin indicadas por el fabricante de la tubera no metlica al proveedor o contratista y debe tener como mnimo los siguientes datos, entre otros: a) b) c) d) e) Dimensiones de la zanja (Ancho y niveles de relleno) Tipo del suelo Sobrecargas cargas de trfico ligero y pesado Dimetro y rigidez de la tubera Materiales de relleno para el tipo de compactacin requerido Limpieza de tuberas
8.3.2.2.4
Deben cumplir con los requerimientos del numeral F, Prrafo F335.9 del ASME B31.3 o equivalente. 8.3.2.2.5 Cuidados durante la instalacin
Las tuberas, bridas, vlvulas, conexiones y accesorios no metlicos, no deben sufrir daos mecnicos como abolladuras o rayones derivados de maniobras para transporte y montaje. Durante la instalacin de la tubera no metlica, sta se debe proteger mediante lonas ignifugas a fin de evitar que se expongan a chispas de soldadura, sopletes de corte u otras fuentes de calor, fuego, electricidad, que puedan afectar la integridad mecnica de la tubera. Para los arreglos prefabricados de tubera no metlica, se deben instalar atiesadores temporales, pa ra evitar esfuerzos por flexin durante la maniobra de izaje. Toda la tubera y accesorios, deben tener protectores internos y externos para evitar daos al espesor de pared en los extremos de los tubos y todas las caras de las bridas se deben proteger con tapas de madera o plstico. El equipo para maniobras con gras viajeras, polipastos y malacates debe cumplir con los requisitos establecidos en la NRF-183-PEMEX-2007.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 40 DE 99
8.4 8.4.1
Inspeccin y pruebas Inspeccin a sistemas de tuberas metlicas
8.4.1.1 Las inspecciones de los sistemas de tubera y soportes, durante la construccin, se deben realizar como se indique en los documentos de la ingeniera de diseo aprobados para fabricacin o instalacin y con los requisitos que se establecen en esta norma de referencia. Lo anterior incluye los criterios para porcentajes de inspeccin radiogrfica establecidos en 8.1.2.8 y en las especificaciones de materiales para tubera en los anexos 12.3 y 12.5 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010. 8.4.1.2 Se debe identificar con precisin, en los documentos de ingeniera aprobados para construccin, los circuitos de tubera que durante la operacin son sometidos a condiciones cclicas severas. 8.4.1.3 Las pruebas no destructivas requeridas por la ingeniera de diseo y las indicadas en la presente norma de referencia, se deben efectuar con procedimientos escritos, aprobados y calificados, de conformidad con T-150, Artculo 1, Seccin V del ASME o equivalente. 8.4.1.3.1 Las inspeccin radiogrfica, ultrasnica, lquidos penetrantes, partculas magnticas, y/o visual para evaluar discontinuidades de soldadura, se deben realizar de acuerdo a lo establecido en los artculos 2, 4, 5, 7 y 9 respectivamente, de la seccin V, del ASME o equivalente. La aceptacin o rechazo de estas inspecciones, se debe decretar aplicando los criterios contenidos en el numeral 8.4.1.5 de esta norma de referencia. 8.4.1.3.2 La fabricacin, inspeccin y pruebas de los sistemas de tuberas en desfogues y quemadores, deben cumplir con los numerales 8.3.2 y 8.4.3 de la norma NRF-031-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-031-PEMEX-2010 y lo correspondiente a esta norma de referencia. 8.4.1.3.3 La construccin y pruebas de las redes de agua contra incendio en instalaciones industriales terrestres de los sistemas de tubera metlica y no metlica, deben cumplir con los requisitos de la norma NRF128-PEMEX-2011 y lo correspondientes a esta norma de referencia. 8.4.1.4 El personal que realice inspecciones, como mnimo debe estar calificado con nivel II conforme a los requisitos de la ISO 9712:2005. La calificacin se debe comprobar mediante el certificado correspondiente, emitido por un organismo de certificacin acreditado en los trminos de la LFMN y su Reglamento. El personal con conocimientos generales sobre materiales, mtodos y tecnologa de fabricacin que le permitan establecer el mtodo y la tcnica a emplear durante la inspeccin no destructiva y para asesorar en la seleccin de los criterios de aceptacin cuando stos no estn definidos, debe estar certificado por un organismo de certificacin acreditado con el nivel III conforme a ISO 9712:2005. 8.4.1.5 Criterios de aceptacin de las inspecciones
a) Inspeccin ultrasnica: Las discontinuidades de tipo lineal se deben rechazar si la amplitud de la discontinuidad detectada, excede el nivel de referencia y sus longitudes exceden lo siguiente: 6 mm ( in) para T w 19 mm ( in);
T w /3 para 19 mm ( in)< T w 57 mm (2 in); 19 mm ( in) para T w > 57 mm (2 in).
Tw = espesor nominal de pared ms delgado de los componentes soldados a tope
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2005 M1 Rev. 0 PGINA 41 DE 99
b) La inspeccin radiogrfica, lquidos penetrantes, partculas magnticas e inspeccin visual, debe cumplir con los criterios de inspeccin establecidos en la tabla 2 de esta norma de referencia; y la identificacin los defectos tpicos, debe cumplir con los requisitos que se indican en la figura 14 de esta norma de referencia. c) Radiografiado. Con excepcin en las especificaciones donde se solicita el 100 por ciento de radiografiado de juntas, cuando se detecte un defecto en cualquier junta seleccionada dentro del porcentaje descrito por la especificacin correspondiente, se debe cumplir con los requerimientos del prrafo 341.3.4 del ASME B31.3 o equivalente y los requerimientos siguientes: c1) Cuando se detecte una soldadura rechazada de acuerdo al reporte radiogrfico, se deben revisar adicionalmente las dos soldaduras siguientes, a las determinadas por el porcentaje originalmente establecido, estas dos soldaduras adicionales deben ser de la misma especificacin de tubera y realizadas por el mismo soldador. c2) Si las dos soldaduras adicionales son aceptadas de acuerdo al reporte radiogrfico, se debe reparar la soldadura rechazada. c 3) Si una de las dos soldaduras adicionales es rechazada, de acuerdo al reporte radiogrfico, se deben revisar adicionalmente las dos soldaduras siguientes, lo que suma cuatro soldaduras adicionales a las determinadas por el porcentaje originalmente establecido Tambin deben ser soldaduras de la misma especificacin de tubera y realizadas por el mismo soldador. c 4) Si las dos soldaduras adicionales son aceptadas de acuerdo al reporte radiogrfico, se deben reparar la dos soldaduras rechazadas. c 5) Si en cualquiera de las dos soldaduras adicionales son rechazadas de acuerdo al reporte radiogrfico, se debe revisar el 100 por ciento de las juntas y reparar todas las soldaduras rechazadas. c 6) Las piezas con tres reparaciones hechas en la misma soldadura deben irse a corte y sustituir las piezas.
PROY-NRF-035-PEMEX-2010-M1 Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
Rev. 0 PGINA 42 DE 99
Criterios (A M) para tipos de soldadura y condiciones de servicio (nota 1) Tuberas de proceso Tipo de soldadura Longitudinal con bisel [nota (2)] Cinturones, juntas a gajos y conexiones a ramal soldadas a tope [nota (4)] Tuberas sometidas a condiciones cclicas severas Tipo de soldadura Longitudinal con bisel [nota (2)] Soldaduras de bisel circunferencial mitradas y conexiones [nota (4)] Tuberas para agua y servicios auxiliares Tipo de soldadura Longitudinal con bisel [nota (2)] Soldaduras de bisel circunferencial mitradas y conexiones Discontinuidad de soldadura (Ver Fig. 14) Partculas magnticas X Lquidos penetrantes X Tcnicas de inspeccin
Conexin [nota 4)]
Filete, [nota (3)]
Filete, [nota (3)]
Filete, [nota (3)]
A A B E G H A N/A K L
A A A E G A A N/A K L
A A N/A N/A N/A H A N/A N/A L
A A A D F A A J K L
A A A D F A A J K L
A A N/A N/A N/A A A J N/A L
A C C N/A N/A I A N/A K M
A A A N/A N/A A A N/A K M
A N/A N/A N/A N/A H A N/A N/A M
A A B N/A N/A H A N/A K M
Grieta Falta de fusin Penetracin incompleta Porosidad interna Inclusin de escoria interna, inclusin de tungsteno o indicacin alargada. Socavado Porosidad superficial o inclusin de escoria alargada. (nota 9) Acabado superficial Concavidad de la raz. Exceso de corona y exceso de penetracin.
X X X X X X X X
X X X X X X X
Notas generales: a) Las imperfecciones se deben evaluar por uno o ms mtodos de inspeccin especificados en la ingeniera de diseo y por esta norma de referencia. b) Las letras N/A indican que no se establecen criterios de aceptacin o no requiere evaluacin para este tipo de imperfeccin en la soldadura.
Tabla 2 Criterios de aceptacin para soldaduras y tcnicas de inspeccin para la evaluacin de discontinuidades de soldadura
Radiografa
Visual
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1 Rev. 0 PGINA 43 DE 99
Criterio Smbolo
A B
Medida
Amplitud de la discontinuidad. Profundidad de la penetracin incompleta. Longitud acumulada de penetracin incompleta.
Valores lmite aceptables [nota (5)]
Cero (discontinuidad no evidente) 1 mm (1/32 in) y 0.2 Tw 38 mm (1.5 in) en cualquier tramo de soldadura de 150 mm (6 in) 0,2 Tw 38 mm (1.5 in) en cualquier tramo de soldadura de 150 mm(6 in) Ver Cdigo BPV, Seccin VIII, Divisin 1, Apndice 4 Para Para
Profundidad de falta de fusin y penetracin incompleta. Longitud acumulada de mala fusin y penetracin incompleta [nota (6)].
D E
Tamao y distribucin de la porosidad interna. Tamao y distribucin de la porosidad interna.
Tw
6 mm(1/4 in), el lmite es igual que D.
Tw > 6 mm(1/4 in), el lmite es 1.5 x D.
Inclusin de escoria, inclusiones de tungsteno o indicaciones alargadas. Longitud individual Ancho individual. Longitud acumulativa.
Tw /3
2,5 mm (3/32 in) y
Tw
/3
Tw
en cualquier tramo de soldadura de 12 Tw .
Inclusin de escoria, inclusiones de tungsteno o indicaciones alargadas. Longitud individual. Ancho individual. Longitud acumulativa. 2 Tw 3 mm (1/8 in) y
Tw
/2
4 Tw en cualquier tramo de soldadura de 150 mm (6 in) 1mm (1/32 in) y Tw /4 1,5 mm (1/16 in) y [ Tw /4 1 mm (1/32 in) ] 500 m min. Ra por ASME B46.1 o equivalente Espesor de junta total, incluyendo refuerzo de soldadura, Para
H I J K L
Profundidad del socavado. Profundidad del socavado. Rugosidad de la superficie. Profundidad de la concavidad en la raz. La altura del refuerzo, de la corona o exceso de la penetracin interna (nota 7) en cualquier plano a travs de la soldadura, debe estar dentro de los lmites de los valores de altura aplicable en la tabulacin de la derecha, excepto como se indica en la nota 8. El metal de la soldadura se debe aplicar en las superficies de los componentes.
Tw
Tw
mm (in)
Refuerzo de soldadura y protuberancia mxima, mm (in). 1,5 (1/16) 3 (1/8) 4 (5/32) 5 (3/16)
6 (1/4) > 6 (1/4), 13 (1/2) >13 (1/2), 25 (1) > 25 (1)
La altura del refuerzo [nota (7)], debe ser como se El lmite es dos veces el valor aplicable para la letra L. describi en L. La nota (8) no aplica. X = inspeccin requerida NA = no aplicable = no se requiere
Tabla 2 Criterios de aceptacin para soldaduras y tcnicas de inspeccin para la evaluacin de discontinuidades de soldadura (continuacin)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 44 DE 99
Notas: (1) Los criterios dados, son para la inspeccin requerida. Se pueden especificar criterios ms rigorosos, en la ingeniera de diseo. (2) La soldadura longitudinal con bisel incluye la costura recta. El criterio no se debe aplicar en soldaduras hechas de acuerdo a los estndares listados en la tabla A-1 o la tabla 326.1 del ASME B31.3 o equivalente. (3) Las soldaduras de filete incluyen las soldaduras caja soldar y de sello, y accesorios soldables para bridas deslizables, refuerzos de ramal y solapas prefabricadas. (4) Las soldaduras de conexin para ramal incluyen soldaduras sujetas a presin en ramales y solapas prefabricadas. (5) Donde dos valores lmite, estn separados mediante una y, el menor de los valores determina la acept abilidad. Donde dos valores estn separados mediante una o, el mayor valor es el aceptable. Tw es el espesor nominal de pared ms delgado, de dos componentes unidos por soldadura a tope. (6) Las caras de raz ajustadas a tope sin fusin completa, no son aceptables. (7) Para soldaduras de bisel, la altura ser la menor de las mediciones hechas a partir de las superficies de los componentes adyacentes, el refuerzo interno es permitido en una soldadura. Para soldaduras de filete, la altura se debe medir a partir de la garganta terica, figura 5 de esta norma de referencia. (8) Solo para soldaduras de aleacin de aluminio, las protuberancias internas no deben exceder los siguientes valores: a) para espesores 2 mm (5/64 in): 1,5 mm (1/16 in); b) para espesores > 2 mm y 6 mm (1/4 in): 2,5 mm (3/32 in). (9) Estas imperfecciones deben ser evaluadas solo para soldaduras 5 mm (3/16 in) en el espesor nominal. Para refuerzos externos y espesores mayores, ver la fila correspondiente a la letra L.
Tabla 2 Criterios de aceptacin para soldaduras y tcnicas de inspeccin para la evaluacin de discontinuidades de soldadura (continuacin)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 45 DE 99
Falta de fusin entre el cordn de soldadura y el metal base
a) Falta de fusin en pared lateral
b) Falta de fusin entre pasadas adyacentes
Relleno incompleto del fondeo en u solo lado
Relleno incompleto en el fondeo
c) Penetracin incompleta ocasionada por desalineamiento interno
d) Penetracin incompleta en la ranura de la soldadura
Socavado externo
Concavidad de soldadura formada en las superficies internas, con el centro de la concavidad ligeramente adentro de la superficie de la tubera (No es penetracin incompleta)
Socavado interno
f) Socavado
e) Penetracin incompleta ocasionada por desalineamiento interno
g) Exceso de refuerzo
Fig. 14 Imperfecciones tpicas de soldadura
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 46 DE 99
8.4.1.6 Adems de las inspecciones requeridas por la ingeniera de diseo, el proveedor o contratista debe efectuar y documentar las inspecciones, como se indican a continuacin: a) Las inspecciones durante el proceso de soldadura para juntas circunferenciales, longitudinales, conexiones de ramal o de insertos, como mnimo deben incluir lo siguiente: Materiales base y de aporte Calificacin de soldadores Preparacin y limpieza de la junta. Precalentamiento, si se requiere. Ajuste y alineamiento interno de las juntas, previo a la soldadura. Variables especificadas por el procedimiento de soldadura, incluyendo el material de aporte y posicin del electrodo. Condicin del paso de fondeo (paso de raz) despus de la limpieza externa y donde se indique, de la limpieza interna. Eliminacin de escoria y condicin de la soldadura entre pasos; y Apariencia del acabado de la junta.
b) Inspeccin de juntas mecnicas: bridadas, para verificar que las juntas cumplan con los requisitos aplicables de montaje e instalacin. c) Inspeccin de soportes. Materiales. Calificacin de soldadores. Preparacin y limpieza de la junta. Precalentamiento, si se requiere. Ajuste y alineamiento interno de la junta, previo a la soldadura. Variables especificadas por el procedimiento de soldadura, incluyendo el material de aporte y posicin del electrodo. Geometra. Realizacin de inspecciones no destructivas requeridas por la ingeniera.
8.4.1.7 Registros de inspeccin, prueba y tratamientos trmicos. Adems de los documentos o registros indicados en la tabla 3 de esta norma de referencia, los registros de las actividades de inspeccin, prueba y tratamiento trmico que se indican a continuacin, se deben generar por el proveedor o contratista durante el desarrollo del proyecto.
Inspeccin visual 8.4.1.6 a) Junta soldada de tubera. (Ramal, longitudinal, inserto) Junta mecnica de tubera Soporte (taller y campo) Prueba de presin del isomtrico terminado X X X X Inspeccin visual 8.4.1.6 b) Inspeccin visual 8.4.1.6 c) Inspeccin visual de fugas durante la prueba hidrosttica Inspeccin requerida por diseo (PT, MT, RT o UT), lo que aplique X X X X Tratamiento trmico, si aplica X
Tabla 3 Registros de las actividades de inspeccin, prueba y tratamiento trmico
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 47 DE 99
8.4.2 8.4.2.1
Inspeccin a sistemas de tubera no metlica General
Debe cumplir con los requisitos establecidos en el numeral 8.4.1 de esta norma de referencia. 8.4.2.2 Personal calificado para la inspeccin
El personal calificado debe cumplir con los requisitos establecidos en el numeral 8.4.1.4 de esta norma de referencia. 8.4.2.3 Criterios de aceptacin. Deben ser los establecidos en la ingeniera del diseo y deben cumplir por lo menos con los requisitos que se indican en la tabla 4 de esta norma de referencia.
Termoplstico (PEAD y PP) Tipo de imperfeccin Soldado con gas caliente No permitido No permitido No aplica No permitido No permitido No aplica Cementado No aplica No permitido No permitido No aplica No aplica Cemento, 50% Termofusin y electrofusin No aplica No permitido No permitido No aplica No aplica Material fundido, 25% RTR Cementado con Adhesivo No aplica No permitido No permitido No aplica No aplica Adhesivo, 25%
Grietas. reas sin llenar en el ensamble. reas no pegadas en el ensamble. Inclusiones de material quemado. Inclusiones de material de relleno sin fundir. Saliente de material, en el interior de la tubera, % del espesor de pared de tubera.
Tabla 4 Criterios de aceptacin para ensambles de tubera no metlica 8.4.2.3.1 Tipo de imperfeccin
Un punto inspeccionado con uno o ms defectos Imperfecciones de un tipo o magnitud que exceden los criterios de aceptacin de esta norma de referencia, se deben reparar o sustituir, y nuevamente deben ser revisados con los mismos mtodos, y criterios de aceptacin que se requieren para el trabajo de origen. 8.4.2.4 Muestreo progresivo para la inspeccin
Se deben cumplir los requisitos establecidos en el numeral 341.3.4 del ASME B31.3 o equivalente. 8.4.2.4.1 Inspeccin
La inspeccin del sistema de tubera, se debe realizar de acuerdo a lo indicado en esta norma de referencia o con lo establecido en la ingeniera del diseo. a) Inspeccin requerida. El alcance de la inspeccin requerida se debe indicar en la ingeniera de diseo y los criterios de aceptacin que se deben aplicar son los indicados en el numeral 8.4.2.3 de esta norma de referencia.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 48 DE 99
8.4.3 8.4.3.1
Pruebas de presin a sistemas de tubera metlica Generalidades
8.4.3.1.1 El proveedor o contratista debe realizar una prueba de presin a los sistemas de tuberas terminados, que estn dentro del alcance del contrato y garantizar resultados aceptables, para su entrega oficial a PEMEX. 8.4.3.1.2 Las pruebas de presin se deben realizar de acuerdo a los procedimientos escritos y aprobados, con personal capacitado. La prueba hidrosttica se debe realizar de conformidad con los requisitos descritos en la NRF-150-PEMEX-2010 y en esta norma de referencia. 8.4.3.1.3 El personal que realice la inspeccin visual de la prueba de presin, debe estar calificado como se indica en 8.4.1.4 de esta norma de referencia y la NRF-150-PEMEX-2010. 8.4.3.1.4 El proveedor o contratista se debe asegurar que el sistema de tubera que se va a probar, est liberado y aceptado para todas las inspecciones no destructivas y requisitos requeridos por los documentos de la ingeniera de diseo y esta norma de referencia, adems los registros de esas actividades deben estar ordenados y disponibles cuando PEMEX los solicite. 8.4.3.1.5 El proveedor o contratista debe asegurar que los soportes resistan la carga especfica para la prueba hidrosttica, incluyendo las de sismo, para la aceptacin final del sistema de tubera. 8.4.3.1.6 Los lmites fsicos para la prueba de presin, deben estar en todos los casos ubicados en juntas mecnicas. Se permite exentar de la prueba, a la soldadura de cierre de lneas siempre y cuando se demuestre que es tcnicamente justificable y se obtenga la aprobacin de la supervisin de PEMEX, que los carretes de cierre han sido probados y la junta soldada sea sometida a inspecciones no destructivas superficiales y volumtricas, de conformidad con los criterios de aceptacin de esta norma de referencia. 8.4.3.1.7 Las tuberas encamisadas, se deben probar, basndose en la presin interna o externa de diseo, cualquiera que sea la crtica. Esta prueba se debe llevar a cabo antes de encamisar la lnea, por si se requiere acceso visual a las juntas de la lnea interna, como se indica en 8.4.3.2 de esta norma de referencia. 8.4.3.1.8 La duracin de la prueba hidrosttica, debe ser como se indica en el numeral 8.3 de la NRF-150PEMEX-2010 y todo lo que al respecto establezca la citada NRF-150-PEMEX-2010. 8.4.3.1.9 Todas las lneas a probar hidrostticamente, se les purgara el aire utilizando venteos en los puntos ms altos, antes de aplicar la presin de prueba, con el fin de evitar bolsas de aire, que pudieran provocar fluctuaciones en los registros de presin. Y en las partes ms bajas se instalaran vlvulas para el drenado. 8.4.3.2 Preparaciones para la prueba
Se debe realizar una limpieza interna de la tubera haciendo pasar aire o agua a presin desde el punto ms alto al ms bajo, con el fin de eliminar todo el residuo de xido, tierra, escoria o materia extraa suelta. a) Todas las juntas, incluyendo las soldaduras y ensambles, se deben dejar sin aislamiento y expuestas para que se puedan examinar durante la prueba, excepto aquellas juntas que previamente se hayan probado de acuerdo a los requisitos de esta norma de referencia, se pueden aislar o proteger. b) La tubera diseada para manejar o procesar gas o vapor, se debe apoyar en soportes provisionales si es necesario, para soportar el peso del lquido de prueba.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 49 DE 99
c) Una junta de expansin que se sujete con soportes externos para restringir su movimiento y soportar su peso, se debe probar en el sitio, despus de haberse conectado al sistema de tubera. d) Las juntas de expansin restringidas por s mismas, previamente probadas por el fabricante, conforme al apndice X prrafo X302.2.3 del ASME B31.3 o equivalente, se deben probar nuevamente como sistema de tubera instalada. e) Un sistema de tubera que contenga juntas de expansin, se debe probar sin juntas temporales ni soportes de restriccin, al valor que resulte menor de: e1) 150 por ciento de la presin de diseo para juntas de expansin tipo fuelle. e2) La presin de prueba del sistema de tubera se debe determinar cmo se indica en el numeral 8.2.1 de la NRF-150-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-150PEMEX-2010. f) En ningn caso las juntas de expansin tipo fuelle, se deben someter a una presin de prueba mayor a la presin de prueba especificada por el fabricante. g) El equipo que no requiera ser sometido a la prueba de presin se debe desconectar de la tubera o bien se puede aislar con bridas ciegas las cuales se deben pintar de un color brillante para hacerlas identificables, con el objeto de que se puedan localizar fcilmente y quitar. Se pueden utilizar vlvulas para ste fin, siempre y cuando sean las apropiadas para la presin de prueba. h) La tubera de instrumentos instalada en o sobre la lnea, se debe probar en conjunto con el sistema de tubera hasta la vlvula de bloqueo ms cercana al instrumento. i) Los instrumentos con lneas de conexin al proceso, se pueden probar a la misma presin que las lneas principales de tuberas al cual estn conectados, siempre y cuando su rango soporte la presin de prueba y no daen su integridad mecnica. j) No se deben probar las lneas que normalmente estn abiertas a la atmsfera, tales como venteos, drenajes abiertos y descargas de vlvulas de seguridad; las juntas se deben inspeccionar visualmente para verificar que su instalacin sea adecuada. 8.4.3.3 Prueba hidrosttica
La prueba hidrosttica debe cumplir con los requisitos establecidos en la NRF-150-PEMEX-2010. a) El fluido de prueba debe cumplir con los requisitos establecidos en la NRF-150-PEMEX-2010 y los siguientes requisitos: Debe ser agua neutra y libre de partculas en suspensin, que no pasen en una malla de 100 hilos por pulgada excepto, si existe la posibilidad de dao debido a congelacin, o efectos adversos del agua, al material de la tubera o al proceso, se puede usar otro lquido no txico. Si el lquido es inflamable, su punto de inflamacin no debe ser menor de 322 K (49 C) (120F) y tomar previsiones para la prueba, as como al medio ambiente. b) La presin de prueba, se debe aplicar en todos los sistemas de tuberas, cuando no sea posible efectuar la prueba hidrosttica al sistema completo, se puede efectuar por secciones, instalando los indicadores de presin conforme se establece en la NRF-150-PEMEX-2010, ubicados de tal forma que se puedan observar y monitorear continuamente las lecturas de presin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 50 DE 99
c) La presin de prueba se debe determinar conforme lo establecido en el numeral 8.2.1 de la NRF-150PEMEX-2010 y todo lo que al respecto establezca la citada NRF-150-PEMEX-2010. En caso de que la presin de prueba, produzca un esfuerzo que exceda el lmite de la resistencia a la cedencia del material a la temperatura de prueba, esta se debe reducir a la mxima presin permisible (que no exceda el lmite a la cedencia) a la temperatura prueba. d) Cuando la presin de prueba de una tubera conectada a un recipiente, sea igual o menor que la del recipiente, la tubera se puede probar junto con el recipiente a la presin de prueba de la tubera, de acuerdo con los requisitos indicados en el numeral 8.2.1.1.2 (c) de la NRF-150-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-150-PEMEX-2010. e) La grfica debe registrar todos los eventos de la prueba, desde el inicio hasta el trmino de la misma (ver figura 15 de esta norma de referencia). En el caso de que haya fugas, la grfica se debe reiniciar al mismo tiempo que la prueba. f) Las vlvulas se deben probar para verificar la resistencia mecnica y hermeticidad de los asientos en sitio, esta prueba se puede omitir si a juicio del supervisor de Petrleos Mexicanos y Organismos Subsidiarios, considera que se daa la integridad mecnica y los internos, estas vlvulas deben contar con su registro de fabricacin, certificados de calidad y registros de prueba de presin y estampado API o el correspondiente en fabrica conforme a los cdigos aplicables, la prueba de presin posterior a su instalacin deja de ser obligatoria y solo se debe verificar el funcionamiento de sus dispositivos de apertura y cierre. g) Pruebas de las vlvulas de bola montada sobre mun (trunnion) y compuerta de doble expansin y slida de caras paralelas, estas deben cumplir con los requisitos establecidos en la norma de referencia NRF211-PEMEX-2008. h) Posterior a las pruebas hidrostticas, las vlvulas se deben drenar y limpiar completamente previo a su embarque o almacenamiento. 8.4.3.4 Prueba neumtica
La prueba neumtica debe cumplir con los requerimientos del numeral 10.3.3 de la norma ISO 13703:2000 a) Cuando el diseo de un circuito de prueba sea tal, que haga poco prctica u objetable la prueba hidrosttica, o el fluido a utilizar dae la integridad mecnica de la tubera o accesorios, se puede sustituir por una prueba neumtica. b) La prueba neumtica implica un riesgo por la posible liberacin de energa almacenada del gas comprimido, por tanto se debe tener cuidado especial para minimizar la posibilidad de fractura frgil del material durante la prueba neumtica. La temperatura de prueba es importante, se debe tomar en cuenta en el diseo, al elegir los materiales para construccin. c) Se deben utilizar dispositivos de desfogue de presin, los cuales deben estar calibrados a una presin no mayor que la presin de prueba, ms la cantidad que resulte menor de 345 kPa (50 psi) el 10 por ciento de la presin de prueba. d) El gas empleado como fluido de prueba, que no sea aire, debe ser un gas inerte, no inflamable, ni txico. e) La presin de prueba, debe ser de 110 por ciento de la presin de diseo. La presin se debe incrementar gradualmente hasta un valor menor a la mitad de la presin de prueba 170 kPa (25 psi) lo que
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 51 DE 99
resulte menor, en esta etapa se debe verificar con una inspeccin visual, incluyendo las juntas de acuerdo con 8.4.1.5 (b) de esta norma de referencia. Posteriormente, la presin se debe incrementar gradualmente por etapas hasta que se alcance la presin de prueba, manteniendo la presin en cada etapa, el tiempo suficiente para igualar los esfuerzos en la tubera y verificar que no existan fugas en el sistema. f) Una vez alcanzada la presin de prueba, esta se debe mantener por el tiempo establecido de duracin, se debe llevar un registro de presin y temperatura en las grficas correspondientes (Ver figura 15 de esta norma de referencia). Durante el tiempo de prueba se deben realizar monitoreos continuos de los registros de presin, temperatura, en caso de presentar prdidas de presin por fuga en la tubera, accesorios o conexiones, personal de mantenimiento u operacin debe corregir y repetir la prueba hasta su aceptacin, no as en el caso de variaciones por temperatura bien comprobadas. g) Para detectar fugas en juntas bridadas y soldadas en un circuito que se prueba neumticamente, se debe utilizar una solucin jabonosa. Las juntas bridadas se deben preparar para la prueba cubrindose enteramente con cinta adhesiva y abriendo un agujero de 3,2 mm (1/8 in) a travs de la cinta, en donde se colocar la solucin jabonosa para detectar la fuga.
Fig. 15 Grfica de registro de prueba neumtica / hidrosttica 8.4.3.5 Prueba de hermeticidad
a) Se debe hacer una prueba de hermeticidad que garantice la integridad fsica de todo el sistema de tubera, una vez instaladas en campo. b) La prueba de hermeticidad se debe realizar con el mtodo de gas y la burbuja especificadas en el Artculo 10, Seccin V, del ASME o equivalente, se puede utilizar otro mtodo que se demuestre a satisfaccin de la supervisin de PEMEX, que tiene la misma sensibilidad, la cual no debe ser inferior a 10-3 atm-ml/s bajo condiciones de prueba. c) La presin de hermeticidad debe ser como mnimo el menor de 105 KPa (15 Psi) o el 25 por ciento de la presin de diseo.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 52 DE 99
d) La presin de hermeticidad se debe mantener por lo menos el tiempo necesario, para examinar todas las juntas y conexiones. 8.4.3.6 Reparaciones posteriores a la prueba de presin
a) Cuando se requiera efectuar reparaciones de defectos encontrados durante la prueba presin, tales defectos se deben eliminar en su totalidad, enseguida aplicar soldadura para compensar el espesor de pared original y posteriormente realizar las inspecciones no destructivas (ultrasonido o radiografa) y nuevamente probar hidrostticamente a la presin de prueba original. b) La prueba se debe realizar en el circuito de tubera ms corto que contenga la reparacin.
c) La duracin de la prueba se debe determinar conforme a lo establecido en el numeral 8.3 de la NRF150-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-150-PEMEX-2010. d) El equipo mnimo necesario para la prueba debe incluir: bomba, filtro, instrumentos de medicin, vlvula de alivio, termmetro con registro de grfico, mangrafo, grficas, equipo de comunicacin y cronmetro marcador de tiempo. 8.4.3.7 Registros de prueba de presin. Se deben elaborar registros para cada sistema de tubera probado, los cuales deben contener como mnimo, la siguiente informacin: a) b) c) d) e) f) g) Fecha y hora de inicio y terminacin de la prueba. Identificacin del sistema de tubera, probado (No. de lnea, dimetro). Fluido de prueba. Presin y temperatura de inicio y terminacin de la prueba. Resultados aprobados a soldaduras por el inspector calificado. Informe de cualquier interrupcin de presin registrada en la grfica. Equipo utilizado para realizar la prueba (Con sus rangos respectivos).
h) La grafica de presin se debe firmar por el proveedor o contratista y personal de PEMEX ambos facultados para ello. 8.4.3.8 Drenado y secado de lneas
a) Cuando la prueba de presin se haya completado, la presin se debe desfogar de tal manera, que no constituya ningn peligro para el personal ni dae al equipo. Todos los venteos se deben abrir antes de drenar el fluido de prueba y deben permanecer abiertos durante el drenado, a fin de evitar la formacin de bolsas de vaco en el sistema. b) Las vlvulas, bridas de orificio, juntas de expansin y accesorios de tubera que hayan sido desmontados al efectuar las pruebas, se deben reinstalar con sus empaques. Se deben abrir las vlvulas que fueron cerradas durante la prueba hidrosttica. Despus de que las tuberas se hayan drenado, se deben desmantelar los soportes temporales a fin de que el sistema quede listo para pintar o aislar las tuberas.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 53 DE 99
c) Se debe elaborar una lista de todas las placas de bloqueo y bridas ciegas que se hayan instalado para la prueba y asegurar de que todas hayan sido desmontadas, antes de la operacin de arranque. d) El secado del sistema de tubera probado, se limitara al drenado y soplado del fluido de prueba hasta eliminar todo el lquido. 8.4.3.9 Pruebas de dureza
a) Las pruebas de dureza se deben llevar a cabo de acuerdo con lo establecido en la ingeniera de diseo del proyecto, y solo se debe aplicar dicha prueba a las tuberas de metal base P3, P4, P5 y P6, despus del tratamiento trmico, as como a otras tuberas con materiales que requieran tratamiento trmico por espesor o por servicio. b) Las pruebas de dureza, se deben realizar como mnimo al 10 por ciento de las soldaduras o dobleces en caliente, de cada carga o lote del horno para tratamiento trmico, y al 100 por ciento de cada tratamiento trmico local. c) Dicha prueba se debe realizar sobre la superficie del material afectado por las operaciones de doblado en caliente, en los lmites de la soldadura y la zona afectada por el calor (ZAC). d) Los lmites de dureza para el material base y la soldadura de materiales dismiles deben ser los indicados en la tabla 331.1.1 del ASME B 31.3 o equivalente. 8.4.3.10 Inspeccin y pruebas de los sistemas de tubera con conexiones a presin. La inspeccin y pruebas de los sistemas de tubera fabricados y ensamblados mediante conexiones a presin en fro deben cumplir con los procedimientos y recomendaciones del fabricante, fundamentadas en la siguiente normatividad: NFPA 54:2009 y NFPA 58:2011 o equivalentes. 8.4.4 8.4.4.1 Pruebas de presin sistemas de tubera no metlica Requisitos para la prueba
Se debe probar cada sistema de tubera, para garantizar su hermeticidad antes de la operacin inicial. La prueba de presin debe ser hidrosttica o neumtica, y debe cumplir con los requisitos del numeral 345.1 (a) y (b) del ASME B 31.3 o equivalente. 8.4.4.2 8.4.4.2.1 Requisitos generales Limitaciones de la presin de prueba
Se debe cumplir con los requisitos establecidos en los numerales 345.2.1 (b) y (c) del ASME B 31.3 o equivalente. 8.4.4.3 a) Preparacin para prueba Se debe aplicar lo establecido en el numeral 8.4.3.5 de esta norma de referencia.
b) Se debe aplicar los requisitos del numeral 8.4.3.2 de esta norma de referencia, considerando los ensambles, en lugar de soldaduras, y excluyendo las juntas de expansin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 54 DE 99
8.4.4.4
Prueba hidrosttica
8.4.4.4.1 Fluido de prueba. Se debe aplicar los requisitos establecidos en el numeral 8.4.3.3 (a) de esta norma de referencia. 8.4.4.4.2 Presin de prueba
a) Excepto lo dispuesto en el prrafo. 345.4.3 (b) del ASME B 31.3 o equivalente, la presin de prueba hidrosttica en cualquier punto de un sistema de tubera no metlicas no debe ser inferior a 1,5 la presin de diseo. Pero no debe exceder 1,5 la mxima presin nominal del componente clasificado como ms bajo del sistema. b) Para los sistemas de tubera en los que la temperatura de diseo sea mayor que la temperatura de prueba, se deben aplicar los requisitos establecidos en el numeral 345.4.2 (b) del ASME B31.3 o equivalente, excepto que S y ST deben ser de la Tabla B-1 en lugar de A-1. 8.4.4.4.3 Prueba hidrosttica en sistemas de tubera interconectadas a equipos
Se debe aplicar con los requisitos establecidos en el numeral 8.4.3.3 (d) de esta norma de referencia. 8.4.4.5 Prueba neumtica
a) La prueba neumtica de tubera no metlica se permite slo con la aprobacin por escrito del supervisor de PEMEX, para lo cual se debe cumplir con los requisitos establecidos en el numeral 8.4.3.4 b) de esta norma de referencia y se deben cumplir las precauciones establecidas en el numeral FA323.4 del ASME B31.3 o equivalente. b) Se deben aplicar los requisitos establecidos en los numerales del 8.4.3.4 del (c) al (i) de esta norma de referencia. 8.5 Limpieza e identificacin de tuberas
Antes de la puesta en operacin y despus de realizada la prueba de presin, el proveedor o contratista debe realizar operaciones de limpieza de cada sistema de tubera incluyendo sus componentes, ya sea con agua tratada, aire, gas inerte o limpieza qumica, de acuerdo a lo siguiente: a) Requerimientos del servicio: Se debe eliminar la posible existencia de contaminacin y corrosin, formados durante la fabricacin, ensamble, almacenamiento, ereccin (montaje) y prueba. b) Servicios a baja temperatura: Se debe remover la grasa, suciedad, aceite y otros contaminantes y prevenir el atascamiento de vlvulas y bloqueos de la tubera. c) En servicios de fluidos altamente contaminantes: Se requiere limpieza e inspecciones especiales, las cuales se deben especificar en la ingeniera de diseo. El manejo y tratamiento de los residuos producto de la limpieza de la tubera, deben cumplir con la legislacin ambiental vigente.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 55 DE 99
8.5.1
Identificacin de tuberas
Terminadas las actividades de instalacin, inspeccin y pruebas, se deben identificar las tuberas, vlvulas, bridas y accesorios mediante un cdigo de colores y textos especficos de acuerdo al fluido que transportan, por lo que deben cumplir con el captulo 9 de la NOM-026-STPS-2008 y lo indicado en el numeral 8.13 de la NRF009-PEMEX-2010 y todo lo que al respecto establezcan las citadas normas NRF-009-PEMEX-2010 y NOM026-STPS-2008. 8.5.2 Proteccin anticorrosiva
El sistema de proteccin anticorrosiva en los sistemas de tubera, debe cumplir con lo indicado en la NRF-053PEMEX-2006. 8.5.3 Arreglos de tubera con aislamientos trmicos (conservacin de calor)
Los arreglos de tuberas con aislamientos trmicos y las cubiertas fabricadas de lmina perforada de acero inoxidable para proteccin al personal, deben cumplir con lo establecido en el numeral 8.2.22 de la NRF-032PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010 y los requisitos establecidos en la NRF-034-PEMEX-2004. 8.6 Documentos y registros
El proveedor o contratista debe entregar los certificados que avalen la habilidad del personal en los procesos de inspeccin y soldadura, los cuales deben cumplir con lo que establece la LFMN y su Reglamento.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 56 DE 99
8.6.1 8.6.1.1
Informacin que deben proporcionar los licitantes, proveedores o contratistas Informacin mnima que el licitante debe entregar a PEMEX en su propuesta Concepto Documentos a entregar
1. Currculum de la empresa. Relacin de proyectos realizados indicando: Se debe indicar claramente la experiencia de la empresa en Tipo de obra. la fabricacin en campo, ereccin (montaje), inspeccin y - Fecha. pruebas de sistema de tubera, empleada en plantas - Plazo de ejecucin. industriales de Pemex. Se debe incluir el organigrama de la - Tipo de obra. empresa, indicando las funciones de cada rea de la - Organigrama de la empresa. organizacin. 2. Currculum del personal. Se debe demostrar la experiencia del personal calificado en Currculum y certificados del personal conforme las reas de materiales, corte y soldadura, montaje, a la LFMN y su Reglamento. inspeccin y pruebas de sistemas de tubera. 3. Currculum del representante tcnico del proveedor o contratista. Currculum y certificado conforme a la LFMN y Se debe demostrar la experiencia en las reas de su Reglamento o licencia de perito de cada uno materiales, procesos de soldadura, ensayos no de los representantes tcnicos. destructivos, manejo de normas y cdigos. 4. Sistema de Gestin de Calidad Manual de calidad. El proveedor o contratista debe presentar el Sistema de Control de documentos Gestin de Calidad de la empresa en su ltima versin. Control de registros Tabla 5 Documentacin de licitantes
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 57 DE 99
8.6.1.2
Informacin que los proveedores o contratistas deben entregar a PEMEX Documentos a entregar Procedimiento (s) de corte con herramienta manual. Procedimiento (s) de corte con oxiacetileno. Procedimiento (s) de corte con herramienta mecnica. Procedimiento (s) de alineado de tubera y accesorios. Procedimiento (s) de prefabricado de tuberatubera, tubera-accesorios. Procedimiento (s) de alineado y presentado. Especificaciones de los procedimientos de soldadura que se van a emplear (WPS). Registros de calificacin de los procedimientos de soldadura (PQR). Certificados, en trminos de la LFMN, que avalen la habilidad del personal en los procesos de inspeccin y soldadura. Registros de calificacin de habilidad de soldadores por categora y/o especialidad. Especificaciones de procedimientos de reparacin de soldadura (WPS). Registros de calificacin de procedimientos de soldadura de reparacin. Procedimiento de inspeccin visual. Procedimiento de inspeccin dimensional. Procedimiento de inspeccin lquidos penetrantes. Procedimiento de inspeccin partculas magnticas. Procedimiento de inspeccin del contenido de ferritas. Procedimiento de inspeccin en aceros inoxidables. Procedimiento de inspeccin radiogrfica. Procedimiento de inspeccin de determinacin de espesores mediante ultrasonido. Procedimiento de inspeccin de soldadura mediante ultrasonido. Procedimiento de pruebas de dureza. Procedimiento de supervisin metalogrfica de la soldadura. Procedimiento de prueba hidrosttica. Procedimiento de prueba neumtica. Procedimiento de prueba Hermeticidad.
Concepto 1. Procedimientos tcnico - operativos El proveedor o contratista debe entregar todos los procedimientos tcnico-operativos que se emplean en las actividades de fabricacin en campo, como son ensamble, ereccin (montaje), inspeccin y pruebas de sistemas de tubera en procesos industriales.
Tabla 6 Documentacin y registros
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 58 DE 99
Se debe indicar cantidad, modelo, marca, capacidad de los equipos.
Tabla 6 Documentacin y registros (continuacin)
Listado de equipo
Documentos a entregar 2. Formatos y registros Especificaciones. El proveedor o contratista debe presentar los formatos y Registros de soldadores. registros que emplea en el control tcnico-documental de la Registros de soldaduras. obra. Registros de soldaduras inspeccionadas. Registros de soldaduras reparadas. Visual de soldadura Dimensional Dureza Lquidos penetrantes Partculas magnticas Ultrasonido Radiografa Isomtricos Prueba hidrosttica Prueba neumtica Pruebas hidroneumticas Avance de obra 3. Plan de calidad Plan de calidad de la empresa para el El proveedor o contratista debe presentar un plan de calidad desarrollo de la obra. para la fabricacin en campo considerando las actividades de ensamble, ereccin (montaje), inspeccin y pruebas de sistemas de tubera de las plantas industriales de Pemex. 4. Equipo e infraestructura de construccin en campo Gras El proveedor o contratista d Winches ebe presentar una relacin detallada del equipo que Mquinas de corte y soldadura emplear en el campo para el desarrollo de los servicios, Mquinas elctricas as como la infraestructura de sus instalaciones. Generadores Equipos de inspeccin Se debe indicar nmero, modelo, marca, capacidad y fecha Planos de talleres y almacenes de calibracin de los equipos. 5. Equipo e infraestructura de oficinas Equipo de cmputo El proveedor o contratista debe presentar una relacin Impresoras detallada del equipo que emplear en las oficinas para el Faxes desarrollo de los servicios, as como la infraestructura de Software sus instalaciones. Planos de oficinas Listado de equipo Formatos para Inspeccin Formatos para Soldadura
Concepto
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 59 DE 99
8.6.2
Informacin que debe tener el proveedor o contratista para la ejecucin de los trabajos Tipo de documentos a entregar Especifica Procedimie Reportes Grficas ciones ntos
Concepto
Planos
Certificados
Lista de lneas
X Caminos de acceso Informacin X X meteorolgica Servicios auxiliares X disponibles 1 X Bases de usuario Ingeniera bsica (proceso, X X instrumentacin y 2 control) Ingeniera de diseo X X X 2 de tubera Ingeniera civil X X (Soportes y 2 estructuras) Informacin por el fabricante de X X X vlvulas, equipos y 3 recipientes Requisitos de X X seguridad aplicables Notas: 1 Bases de usuario: Es el documento en el cual Pemex establece sus requisitos como son: capacidades, eficiencias, vida til, condiciones de operacin, caractersticas de los insumos y productos a manejar, as como requisitos de seguridad y flexibilidad operativa. 2 La ingeniera bsica, la de diseo de tuberas y la civil, requeridas para la instalacin y pruebas de los sistemas de tubera, debe ser desarrollada por el propio proveedor o contratista, cuando se trate de un proyecto integral. Corresponder a Pemex hacer entrega de esta informacin al contratista, cuando sta sea desarrollada por otros. 3 La informacin de fabricantes como son los dibujos de equipos, cimentaciones y anclajes, especificaciones de materiales e instrumentos, certificados, entre otros, son responsabilidad del propio contratista cuando estos sean adquiridos con cargo al contrato de instalacin del sistema de tubera. Cuando dichas vlvulas, equipos, materiales e instrumentos sean adquiridos directamente por Pemex, tambin es responsabilidad del fabricante entregar la citada informacin a Pemex. Tabla 7 Informacin que debe tener el proveedor o contratista para la ejecucin de los trabajos 8.6.3 Informacin que debe entregar el proveedor o contratista al finalizar la ejecucin de los trabajos 8.6.3.1 El proveedor o contratista debe entregar a la Residencia de obra de PEMEX, las garantas de todos los equipos, materiales y proteccin anticorrosiva de los sistemas de tubera que instal contra vicios ocultos. 8.6.3.2 Una vez terminadas las etapas de fabricacin, instalacin, inspeccin y pruebas de los sistemas de tubera, el proveedor o contratista debe entregar a la Residencia de obra de PEMEX la ingeniera actualizada,
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 60 DE 99
como qued construido (as-built), elaborada mediante modelos electrnicos bidimensionales (MEBIs) y tridimensionales inteligentes (METIs), los cuales deben cumplir con los requisitos establecidos en la NRF-107PEMEX-2010. 8.6.4 Presentacin de documentos equivalentes
Debe cumplir con los requisitos establecidos en el Anexo 12.6 de la NRF-032-PEMEX-2010 y todo lo que al respecto establezca la citada NRF-032-PEMEX-2010.
9. 9.1
RESPONSABILIDADES PEMEX
Es responsabilidad del ingeniero de diseo de tubera, el fabricante y el proveedor o contratista de los servicios de montaje, ensambles, soldadura e inspeccin, como sea aplicable, preparar los registros requeridos por esta norma de referencia y por la ingeniera de diseo. 9.2 Subcomit Tcnico de Normalizacin
Promover la aplicacin de esta norma de referencia entre las reas usuarias de PEMEX, firmas de ingeniera, prestadores de servicios y proveedores o contratistas, involucradas en l o los procesos tcnicos y administrativos generados por la necesidad de instalar sistemas de tubera en plantas industriales. Establecer comunicacin con las reas usuarias de PEMEX, as como con proveedores de equipos y sistemas de tubera, para mantener el contenido y los requerimientos actualizados de sta norma de referencia para asegurar la calidad del bien o servicio adquirido. 9.3 rea usuaria de PEMEX
La verificacin del cumplimiento de esta norma de referencia, se debe llevar a cabo por el supervisor de PEMEX a travs de constancias de cumplimiento de los prestadores de servicio y/o proveedores o contratistas. Debe verificar que las firmas de ingeniera, proveedores o contratistas cuenten con personal tcnico especializado con experiencia en la realizacin de los trabajos descritos en esta norma de referencia, lo que se debe garantizar a travs de constancias de acreditacin. 9.4 Proveedores o contratistas.
Cumplir como mnimo con los requerimientos especificados en esta norma de referencia, para la instalacin, pruebas y puesta en operacin de los sistemas de tubera en plantas industriales terrestres y costa fuera de PEMEX. La inspeccin no libera de la responsabilidad al fabricante, diseador, ni al instalador de la calidad de materiales, componentes y mano de obra de acuerdo con los requerimientos de esta norma de referencia y de la ingeniera de diseo; as como de la realizacin de todos los exmenes requeridos y la preparacin conveniente de registros de prueba y exmenes para uso del supervisor. Se debe permitir al personal de supervisin de PEMEX, el acceso a cualquier lugar donde se venga ejecutando el trabajo concerniente a la tubera. Esto incluye: fabricacin, tratamiento trmico, armado, montaje, exmenes
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 61 DE 99
y pruebas, debiendo tambin tener el derecho de intervenir en cualquier examen, e inspeccin de la tubera y usar cualquier mtodo de examen especificado por la ingeniera de diseo, as como el revisar todos los certificados y registros necesarios para satisfacer los requerimientos de esta norma de referencia y de la ingeniera de diseo.
10.
CONCORDANCIA CON NORMAS NACIONALES O INTERNACIONALES
Los requisitos de esta norma concuerdan parcialmente con las normas internacionales ISO 13703:2000 en el captulo 10 y la ISO 15649:2001 en los numerales 4.1.1, 5.1.1y anexos A y B.
11.
BIBLIOGRAFA
Esta norma de referencia se fundamenta y complementa con las referencias tcnicas que se indican a continuacin, todas ellas en su ltima edicin. 11.1 ASME A13.1 2007 - Scheme for the Identification of Piping Systems (Esquema para la identificacin de sistemas de tubera). 11.2 ASME B16.5-2009 - Pipe Flanges and Flanged Fittings NPS through NPS 24 (Bridas para tubera y accesorios bridados NPS hasta NPS 24). 11.3 ASME B16.9-2007 - Factory-Made Wrought Steel Buttwelding Fittings (Accesorios conformados hechos en fabrica y con extremos soldables a tope). 11.4 11.5 ASME B16.25-2007 - Buttweldings End (Extremos soldables a tope) ASME B31.3-2008 - Process Piping (Tubera de proceso)
11.6 ASME BPV Seccin IX Edicin 2007 incluyendo adenda 2008 - Procedimiento para calificacin de soldadura y soldadores (Qualification Standard for Welding and Brazing Operators). 11.7 ANSI/CSA LC 4-07- Press-Conect Copper and Copper Alloy Fittings for Use in Fuel Gas Distribution Systems (Conectores de cobre a presin y accesorios de aleacin de cobre para uso en sistemas de distribucin de gas combustible). 11.8 ANSI/MSSP 58 2002 - Pipe Hangers and Suports, Materials, Design and Manufactured (Soportes de tuberas, materiales, diseo y fabricacin). 11.9 ASTM A 941-09- Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys (Terminologa relacionada al acero, acero inoxidable, ralacionadas con aleaciones y ferroaleaciones) 11.10 EJMA 2 Ed.2008 - Estndar of the Expansion Joint Manufacturer Association (Asociacin de Fabricantes de Juntas de Expansin) 11.11 IMP Q-201- Pruebas de presin en campo.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 62 DE 99
11.12 NACE MR0175/ISO 15156:2003 - Petroleum and natural gas industries- Materials for use in H2Scontaining environments in oil and gas production - Part 1 Cor. 1-2005, Cir. 1-2007: General principles for selection of cracking-resistant materials - Part 2 Cor.1-2005, Cir. 1-: Cracking-resistant carbon and low alloy steels, and the use of cast irons - Part 3 Cor.1-2005, Cor.2-2005, Cir. 1-2007, Cir. 2-2008: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys (Industrias del petrleo y gas natural materiales para uso en ambientes que contienen H2S en la produccin de gas y crudo Parte 1 Cor. 1-2005, Cir. 1-2007: Principios generales para la seleccin de materiales resistentes al agrietamiento ; Parte 2 Cor.1-2005, Cir. 1-2007: Acero al carbono y de baja aleacin resistentes al agrietamiento y el uso de fundiciones de hierro; Parte 3 Cor.1-2005, Cor.2-2005, Cir. 1-2007, Cir. 2-2008: Aleaciones resistentes al agrietamiento (ARA) y otras aleaciones 11.13 Pipe Fabrication Institute ES-7 - Minimum Length and Spacing for Welded Nozzles (Longitud mnima y espaciamiento para boquillas soldadas). 11.14 ASNT SNT-TC-1A-2006 - Recommended Practice for Nondestructive Testing Personnel Qualification and Certification (Prctica Recomendada para Calificacin y Certificacin del Personal en Pruebas No Destructivas). 11.15 11.16 NFPA 54 2009 - National Fuel Gas Code (Cdigo nacional de gas combustible). NFPA 58 2011 - Liquefied Petroleum Gas Code (Cdigo de gas licuado de petrleo).
11.17 DIN 1988 - Drinking Water Supply Systems; Materials, Components, Appliances, Design and Instalation (Sistemas de suministro de agua potable, materiales, componentes, accesorios, diseo e instalacin).
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 63 DE 99
12. 12.1
ANEXOS Soportes tpicos de tuberas en instalaciones industriales terrestres
Tpicos de Soportes Terrestres
La soportera mostrada, no es limitativa por lo que en caso de requerir soportes especiales, como consecuencia del anlisis de flexibilidad, deben ser notificados, sujetos a revisin y aprobados por el organismo subsidiario correspondiente.
SST: Soportes Tpicos Terrestres
Tpicos de Soportes STT-01
Placa de arrastre para las tuberas sin forro trmico y que no requieren pendiente (slope) o libre escurrimiento del lquido (Free drain), deben instalarse en todos los apoyos como marcos elevados, mochetas o elementos estructurales, para proteger la tubera durante las elongaciones y contracciones del circuito en todos sus apoyos
Apoyo Libre STT-01-A
Ancho de placa de arrastre Dimetro Nominal, pulgadas 2 3 - 8 10 24 A Ancho de placa 5 cm 7 cm 10 cm
A
Placa de arrastre
Placa de acero ahogada en la base de concreto.
Agujero pasante (testigo) en Concreto (Hormign) lugar visible y en la parte ms baja Placa de arrastre fabricado del mismo material del tubo con espesor mnimo de 0.250 pulgadas, en caso de usar mayor espesor (fabricado a partir del tubo) este debe conservarse en toda la lnea. Fijar la placa de arrastre al tubo con cordn de soldadura contina Agujero pasante (testigo) en lugar visible y en la parte ms baja
Esquinas redondeadas con un radio de 2.54 cm Verificar que la tubera apoye en todos y cada uno de los soportes para evitar 10 cm sobreesfuerzos en marcos y tuberas.
5 cm
10 cm
Largo de silleta = ancho del apoyo + 20 cm (10 cm por lado)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 64 DE 99
Guas STT-01-B
Perfil estructural tipo ngulo de material ASTM A 36 DN pulgadas 2 a 4 6 a 8 10 a 18 20 a 24 Angulo Altura = 0.75 Dimetro exterior del tubo 3 mm 3 mm Claro de 3 mm en ambos lados
2 x2 X1/4 3 X3 X5/16 4 X4 X1/2 6 X6 X1/2
Placa de arrastre Agujero pasante (testigo) en lugar visible y en la parte ms baja
Placa de acero ahogada en la base de concreto.
Ancho de placa de arrastre Dimetro Nominal, pulgadas 2 3 - 8 10 24 A Ancho de placa 5 cm 7 cm 10 cm
Gua Fijar perfil estructural ngulo con cordn de soldadura contina
Placa de arrastre
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 65 DE 99
Paros axiales o anclaje STT-01-C
Todas las piezas que forman el anclaje deben unirse con cordn de soldadura continuo. Placa de arrastre del mismo material del tubo, con Paro axial en tuberas de 3/4 a 4DN espesor mnimo de 0.250 pulgadas, unida al tubo con cordn continuo de soldadura. Testigo pulgada de dimetro en la parte ms baja 120 TIP Placa ASTM A36 de espesor TIP TIP D = 50 mm tubera A 2 DN D = 100 mm tubera 3 DN D = 200 mm tubera 4 DN H Esquinas redondeadas con un radio de 25.4 mm
TIP
25 mm
claro 3 mm
H = 200 mm tubera a 22 DN H = 250 mm tubera 3 a 4 DN
Paro axial en tuberas de 6 a 14DN
Paro axial en tuberas de 16 a 24DN
Testigo pulgada de dimetro en la parte ms baja Placa ASTM A36 de espesor
TIP 120 TIP
Testigo pulgada de dimetro en la parte ms baja Placa ASTM A36 de de espesor para 16 y 18DN y espesor para 20 y 24DN
TIP 120 TIP
30 mm
Placa de arrastre del mismo material del tubo, con espesor mnimo de 0.250 pulgadas, unida al tubo con cordn continuo de soldadura. Esquinas redondeadas con un radio de 25.4 mm 25 mm TIP D = 300 mm tubera de 6 a 14DN D = 350 mm tubera de 16 a 24 DN D H
25 mm TIP H = 250 mm Tubera de 6 a 8 DN H = 350 mm tubera de 10 a 14 DN H = 400 mm tubera de 16 a 24 DN
claro 3 mm
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 66 DE 99
Soporte de tuberas bajantes de recipientes sin forro trmico STT-01-D-A Soporte de carga para tuberas bajantes de recipientes
Pared de recipiente
Pared el recipiente Tubo
Elemento estructural Soporte tipo mensula Testigo de de dimetro
Envolvente del mismo material y espesor del tubo Mensula soldada en toda la periferia, fabricadas de placa con un espesor como mnimo, material de calidad mnma ASTM A-36
45
Unidos por cordn de soldadura contina Elementos estructurales
Soporte de tuberas bajantes de recipientes sin forro trmico STT-01-D-B Soporte tipo gua de tuberas bajantes de recipientes
Tubo Claro de 3 mm entre cartabones y elementos estructurales Pared de recipiente
Elementos estructurales
Cartabones de 8 de longitud y 1 de ancho, del mismo espesor y material del tubo o de placa ASTM A -36 de de espesor. Soldado con cord n contin o al tubo, la cara en contacto con el elemento estructural debe estar lisa para permitir los desplazamientos.
Unidos por cord n de soldadura contin a
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 67 DE 99
Soporte en codos para tuberas sin forro trmico STT-01-E
Tubera Testigo, orificio de 6 mm de dimetro localizado en la parte ms baja.
Mun de l mismo material de la tubera y de 1/3 de su dimetro como mnimo, soldado al codo con cordn continuo en toda su periferia Placa de apoyo, de material del mismo grado de soldabilidad de la tubera, con un espesor no menor de 12.7 mm soldada al mun en con cordn continua en toda su periferia.
Mun de l mismo material de la tubera y de 1/3 de su dimetro como mnimo, soldado al codo con cordn continuo en toda su periferia Tubera Instalar por el interior del tubo y soldar en toda la periferia dejar un testigo, orificio de 6 mm de dimetro localizado en la parte ms baja.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 68 DE 99
Tpicos de Soportes STT-02
Para las tuberas sin forro trmico y que requieren pendiente (slope) o libre escurrimiento del lquido (Free drain), como el caso de los cabezales de desfogue (caliente, amargo y acido) la pendiente mnima permitida es de 2.5 al millar (2.5 mm por cada metro), para tuberas de proceso y ramales de desfogue la pendiente mnima es de 3.5 al millar (3.5 mm por cada metro). En caso de requerir una pendiente mayor a la indicada se determinara en el diseo la ingeniera del proyecto
Apoyo Libre STT-02-A
La altura C para todas las silletas debe tener 100 mm como mnimo, debe ajustarse de acuerdo a la elevacin requerida asegurando que la silletas apoyen sobre todos y cada uno de los puntos de apoyo. Largo de silleta = ancho del apoyo + 20 cm (10 cm por lado) Silletas para 3/4 a 1 DN Cordones de soldadura contino Espesor de base y cartabones 13mm (), material ASTM A-36 Cordn de soldadura continuo (soldadura de filete entre placas) Silletas para 2 DN 10 cm Espesor de base y cartabones 13mm (), material ASTM A-36 Tubo Silleta
C 100 mm
Agujero pasante (testigo) en lugar visible y en la parte ms baja C
120 120
Cordn de soldadura continuo
100 mm
Cordn de soldadura continuo (soldadura de filete entre placas) Silletas para 3 a 8 DN
Agujero pasante (testigo) en lugar visible y en la parte ms baja
120 120
Cordn de soldadura continuo
Espesor de base y cartabones 13mm (), material ASTM A-36
C B Cordn de soldadura continuo DN (pulg.) 3 4 6 8 (soldadura de filete entre placas) B ( mm ) 100 100 150 180 Placa de refuerzo del mismo Esquinas material del tubo, con espesor Tubo redondeadas de mnimo de 0.250 pulgadas. con un radio Todas las soldaduras para la de 2.54 cm fabricacin de la silleta y la unin de esta con el tubo deben ser con cordn continuo. Silleta 2.5 cm 10 cm
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 69 DE 99
Silletas para 10 DN y mayores De 10 a 18 DN Cordn de soldadura continuo
120 120
Material ASTM A-36 Espesor de base y cartabones: 10 a 12 13mm () 14 a 18 19mm ()
10mm
B DN (pulg.) B ( mm ) 10 220 12 260
Agujero pasante (testigo) en lugar visible y en la parte ms baja 14 280 16 320 18 360
Cordn de soldadura continuo
De 20 a 48 DN Cordn de soldadura continuo
120 120
10mm
Agujero pasante (testigo) en lugar visible y en la parte ms baja 24 460 30 36 610 760 Cordn de soldadura continuo
En ambas placas, testigos de 1 pulg. por lado en parte ms baja Material ASTM A-36 Espesor de base y cartabones: 20 a 24 19mm () . 30 a 60 25.4mm (1) La unin entre silleta y placa de arrastre debe ser con cordn de soldadura continuo. Esquinas redondeadas con un radio de 2.54 cm
DN (pulg.) B ( mm )
B 20 380
Placa de refuerzo del mismo material del tubo, con espesor de 0.250 pulgadas, soldada al tubo con cordn continuo.
Tubo
2.5 cm Testigo 1 cm por lado, slo para tubera mayor de 20
Silleta
La unin entre silleta y placa de refuerzo debe ser con cordn de soldadura continuo 10 cm
Guas STT-02-B
Angulo de 3X 3X1/2 ASTM A 36, soldado con cordn contino de soldadura por las tres caras. Aplica a todos los dimetros
3 mm por ambos lados
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 70 DE 99
Paros axiales o anclaje STT-02-C
Todas las piezas que forman el anclaje deben unirse con cordn de soldadura continuo. La altura C para todas las silletas debe tener 100 mm como mnimo, debe ajustarse de acuerdo a la elevacin requerida asegurando que la silletas apoyen sobre todos y cada uno de los puntos de apoyo. Testigo pulgada de dimetro en la parte ms baja Paro axial en tuberas de 3/4 a 1 DN Material del patn y anclaje ASTM A-36, con un espesor 13 mm () Anclaje 200 mm TIP 100 mm TIP 50 mm 3 mm de claro Cordn de soldadura continuo
Tubo C TIP TIP Silleta
Testigo pulgada de dimetro en la parte ms baja 120 C Anclaje 100 mm
Paro axial en tuberas de 2 DN Placa de refuerzo del mismo material del tubo, con espesor mnimo de 0.250 pulgadas, unida al tubo con cordn continuo de soldadura. Esquinas redondeadas TIP Tubo con un radio de 25.4 mm 25 mm TIP Silleta TIP
200 mm TIP 50 mm 3 mm claro
TIP
Material del patn y anclaje ASTM A-36, con un espesor 13 mm ()
Material del patn y anclaje ASTM A-36, con un espesor 13 mm ()
Testigo pulgada de dimetro en la parte ms baja 120 C Anclaje B DN (pulg.) B ( mm ) D (mm)
Cordn de soldadura continuo Paro axial en tuberas de 3 a 8 DN Placa de refuerzo del mismo material del tubo, con espesor mnimo de 0.250 pulgadas, unida al tubo con cordn continuo de soldadura. Esquinas redondeadas TIP Tubo con un radio de 25.4 mm 25 mm TIP Silleta TIP
250 mm TIP
TIP 3 4 6 8 100 100 150 180 100 200 300 300
D 3 mm claro
Material del patn y anclaje ASTM A-36, con un espesor 13 mm ()
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 71 DE 99
Paros axiales o anclaje STT-02-C
Paro axial en tuberas de 10 DN y mayores De 10 a 18 DN De 20 y mayores
Testigo pulgada de dimetro en la parte ms baja TIP
120 120
Testigo pulgada de dimetro en la parte ms baja
TIP 120 25 mm TIP
25 mm C TIP TIP TIP C H
TIP
Material ASTM A-36 del patn y anclaje con un espesor 10 a 12 13mm () 14 a 18 19mm () 30 y mayores 25.4 mm (1)
.
DN (pulg.) B ( mm ) D ( mm ) 10 220 300 12 260 300 14 280 350 16 320 350 18 20 360 380 350 350 24 460 350 30 610 400 36 760 400
Esquinas redondeadas con un radio de 25.4 mm
Placa de refuerzo del mismo material del tubo, con espesor mnimo de 0.250 pulgadas, soldada al tubo con cordn continuo.
TIP 25 mm
TIP D
H 3 mm de claro
H = 350 mm tubera de 10 a 14DN H = 400 mm tubera de 16 a 24 DN H = 500 mm tubera de 30 DN y mayores
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 72 DE 99
Tpicos de Soportes STT-03
Para las tuberas con forro trmico para conservacin de calor en servicio caliente deben instalarse en todos los apoyos como marcos elevados, mochetas o elementos estructurales, para proteger la tubera durante las elongaciones y contracciones del circuito en todos sus apoyos Los soportes de este apartado no son limitativos por lo que podrn usarse otros tipos de acuerdo a los requerimientos del anlisis de flexibilidad, con la condicionante que el diseo de los soportes mantenga aislado el tubo y el elemento termo aislante sea de silicato de calcio ASTM C656 tipo 1 grado 3 y cumpla con las dimensiones de STD ASTM C585 como se describe en esta especificacin, as como estar sujetos a revisin y aprobados por el organismo subsidiario correspondiente.
Apoyo Libre STT-03-A
La altura C para todas las silletas debe tener 100 mm como mnimo, debe ajustarse de acuerdo a la elevacin requerida asegurando que la silletas apoyen sobre todos y cada uno de los puntos de apoyo. Largo de silleta = ancho del apoyo + 20 cm (10 cm por lado) Para tuberas de a 1 DN Cordones de soldadura contina C 100 mm Cordn de soldadura continuo (soldadura de filete entre placas) Para tuberas 2 DN Espesor de base y cartabones 13mm (), material ASTM A-36 Tubo Silleta 10 cm
Agujero pasante (testigo) en lugar visible y en la parte ms baja
120 120
C 100 mm
Placa de refuerzo del mismo material Espesor de base y cartabones del tubo, con espesor de mnimo de 13mm (), material ASTM A-36 0.250 pulgadas.. Unir al tubo con cordn continuo de soldadura. Cordn de soldadura Esquinas continuo Tubo redondeadas con un radio de 2.54 cm Cordn de soldadura continuo (soldadura de filete entre placas) 2.5 cm Silleta 10 cm
Soportes aislantes para tuberas de 3 y mayores
d a
b 4
C
c 4 mnimo 1 12 1
a. Soporte aislante con insertos de material silicato de calcio ASTM C 656 tipo I grado 3 (60lb/ft3=961kg/m3), dimensiones de acuerdo con STD ASTM C 585 b. Placas envolventes de material acero al carbono ASTM A 36 con un espesor mnimo de para 12 y menores y 716 de 14 a 24 . c. Patn de material acero al carbono ASTM A 36 con un espesor mnimo de . Las placas envolventes (b) y del patn (c) debe aplicarse un recubrimiento galvanizado. d. Tornillos material ASTM A 307 o especificacin ASTM A 193 Gr B7
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 73 DE 99
Caractersticas del soporte aislante: Permite el desplazamiento axial arriba de +/- 4 en centro o 9 si la calza est fuera del acero de soporte. Rango de temperatura a 650 C (1200 F) Caractersticas del soporte Aislamiento de Silicato de calcio con agregados estructurales de silicato de calcio de alta densidad Soporte construido de acuerdo con ASME B31.3 y MSS-SP58 Silicato de Calcio tratado con mezcla repelente (impermeable al agua) Para todos los dimetros la altura C debe tener 100 mm como mnimo y debe ajustarse de acuerdo al espesor del aislamiento requerido por el diseador para conservacin de calor, as como debe asegurar que la silletas apoyen sobre todos y cada uno de los puntos de apoyo. La elevacin C siempre debe ser mayor al espesor del aislamiento T . Para las tuberas que requieren pendiente (slope) o libre escurrimiento del lquido (Free drain), debe ajustarse la elevacin de la altura C asegurando que todos los soportes apoyen en los marcos elevados mochetas u otros soportes y asegurar que carguen el peso de la tubera. Notas: 1.- Tanto el soporte de silicato de calcio como el aislamiento deben quedar cubiertos por la lmina de proteccin mecnica del aislamiento. 2.- El aislamiento trmico para toda la tubera, debe ser de preformado de silicato de calcio (240 kg/m3 NOM-009ENER-1995) o preformado de perlita expandida, especificaciones ASTM C-610, NMX-C-261, NOM-009-ENER1995, impermeable al agua. Para bridas y vlvulas usar aislamiento removible. Ver prrafo 8.14 de la norma K-101 Tuberas de 3 a 4 DN Tuberas de 6 a 10 DN Espesor de base y Espesor de base y DE cartabones 13mm (), cartabones 13mm DE material ASTM A-36 (), material ASTM A-36 Unir a la placa T C Cordn de soldadura continuo (soldadura de filete entre placas) W C 25 mm W Cordn de soldadura continuo Tuberas de 20 DN y mayores Para tubera de 20 y 24, espesor de base y cartabones 13mm (), en 24 y mayores espesor de base y cartabones 19mm (). Material ASTM A-36 Unir a la placa envolvente con cordn de soldadura continuo envolvente con cordn de soldadura continuo
120
120
Tuberas de 12 a 18 DN DE
Espesor de base y cartabones 13mm (), material ASTM A-36 Unir a la placa envolvente con cordn de soldadura continuo
DE
T C
120
T C Cordn de soldadura continuo 25 mm
120
25 mm
Cordn de soldadura continuo
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 74 DE 99
Guas STT-03-B
Tubera a 1 DN Angulo de 3X 3X1/2, con la misma longitud de la placa ahogada, material ASTM A 36. Patn, ver dimensiones de apoyos libres PG-03-A 3 mm por ambos lados Tubera 2 DN Angulo de 3X 3X1/2, con la misma longitud de la placa ahogada, material ASTM A 36, Placa de refuerzo y Patn, ver dimensiones de apoyos libres PG-03-A Placa ahogada Tuberas de 3 a 4 DN DE Angulo de material ASTM A 36, de 3X 3X1/2, con la misma longitud de la placa ahogada, soldarlo en toda la longitud a la placa ahogada. Reforzada con placa (ASTM A 36) cortada en forma triangular soldada al centro de la longitud del ngulo Tubera 20 DN y mayores DE 25 mm 3 mm 25 mm
120
Cordn de soldadura contina
Placa ahogada
120
Cordn de soldadura contina
3 mm por ambos lados
Tuberas de 6 a 10 DN DE 3 mm 25 mm
T C
120
120
3 mm 3 mm W Tuberas de 12 a 18 DN DE 25 mm 3 mm
25 mm
G C
120
T
T C
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 75 DE 99
Paros axiales o anclaje STT-03-C
Para las tuberas con forro trmico y que requieren pendiente (slope) o libre escurrimiento del lquido (Free drain), como el caso de los tuberas en plantas de azufre la pendiente mnima permitida para azufre liquido es de 1.5 cm por cada metro, para tuberas de proceso y ramales la pendiente mnima es de 3.5 al millar (3.5 mm por cada metro). En caso de requerir una pendiente mayor a la indicada se determinara en el diseo la ingeniera del proyecto. Todas las piezas que forman el anclaje deben unirse con cordn de soldadura continuo. La altura C para todas las silletas debe tener 100 mm como mnimo, debe ajustarse de acuerdo a la elevacin requerida asegurando que la silletas apoyen sobre todos y cada uno de los puntos de apoyo. Tubera de a 1 DN Material del patn y Testigo pulgada anclaje ASTM A-36, con de dimetro en la un espesor 13 mm () parte ms baja Tubo TIP C TIP TIP TIP 100 mm Testigo pulgada de dimetro en la parte ms baja 120 C Silleta Anclaje 200 mm Cordn de soldadura continuo
3 mm de 50 mm claro Tubera de 2 DN Placa de refuerzo del mismo material Esquinas del tubo, con espesor mnimo de 0.250 redondeadas pulgadas, unida al tubo con cordn con un radio continuo de soldadura. Material del patn y de 25.4 mm anclaje ASTM A-36, con un espesor 13 mm () TIP TIP
TIP TIP
Tubo Silleta
25 mm 200 mm
Anclaje 100 mm Testigo DN (pulg.) pulgada de B ( mm ) dimetro en la D (mm) parte ms baja
TIP
50 mm
3 mm claro
Piezas unidas con cordn de soldadura contino
120 C
Tubera de 3 a 8 DN 3 4 6 8 Placa de refuerzo del mismo material 100 100 150 180 del tubo, con espesor mnimo de 0.250 100 200 300 300 pulgadas, unida al tubo con cordn Esquinas redondeadas continuo de soldadura. Material del patn y con un radio de 25.4 anclaje ASTM A-36, con mm un espesor 13 mm () TIP Tubo TIP
TIP
Silleta
25 mm 250 mm
Anclaje B
TIP
TIP
D 3 mm claro
Piezas unidas con cordn de soldadura contino
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 76 DE 99
Tubera de 10 a 18 DN Testigo pulgada de dimetro en la parte ms baja DN (pulg.) B ( mm ) D ( mm ) 10 220 300 12 260 300 14 280 350 16 320 350 18 20 360 380 350 350 24 460 350 30 610 400 36 760 400
TIP
120 120
25 mm C TIP TIP TIP Esquinas redondeadas con un radio de 25.4 mm Placa de refuerzo del mismo material del tubo, con espesor mnimo de 0.250 pulgadas, soldada al tubo con cordn continuo.
B Tubera de 20 DN y mayores Testigo pulgada de dimetro en la parte ms baja
TIP 25 mm
TIP 120 25 mm TIP TIP
TIP D
H 3 mm de claro
Material ASTM A-36 del patn y anclaje con un espesor 10 a 12 13mm () 14 a 18 19mm () 30 y mayores 25.4 mm (1)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 77 DE 99
Soporte de tuberas bajantes de recipientes en servicio caliente STT-03-D-A Soporte de carga para tuberas bajantes de recipientes
Pared de recipiente Pared el recipiente
Elemento estructural Soporte tipo mensula Testigo de de dimetro fuera del aislamiento
Aislamiento
Unidos por cordn de soldadura contina Elementos estructurales
Envolvente del Tubo mismo material y espesor del tubo Mensula 45 soldada en toda la periferia, fabricadas de placa con un espesor como mnimo. El material de la mensula ser de ASTM A36 para temperatura de servicio de hasta 200 C, para temperaturas mayores ser de calidad equivalente a la indicada en las especificaciones de tubera y soportar perfectamente la temperatura de servicio.
Soporte de tuberas bajantes de recipientes en servicio caliente STT-03-D-B
Soporte tipo gua de tuberas bajantes de recipientes
Tubo Claro de 3 mm en los cuatro ngulos con la placa del soporte Pared de recipiente Elementos estructurales
Soporte aislante Gua de tuberas bajantes de recipientes elemento estructural
Pared de recipiente ngulos para ajuste de claro de 3 mm, fijarlo con soldadura contina en toda su periferia. Requerido solo cuando se requiera hacer el ajuste
Unidos por cordn de soldadura contina
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 78 DE 99
Soporte en codos para tuberas de servicio caliente con forro trmico STT-03-E
Forro trmico Tubera Mun de l mismo material de la tubera y de 1/3 de su dimetro como mnimo, soldado al codo con cordn continuo en toda su periferia Placa de apoyo, de material del mismo grado de soldabilidad de la tubera, con un espesor no menor de 12.7 mm soldada al mun en con cordn continua en toda su periferia.
Testigo, orificio de 6 mm de dimetro localizado en la parte ms baja.
Mun de l mismo material de la tubera y de 1/3 de su dimetro como mnimo, soldado al codo con cordn continuo en toda su periferia Tubera Forro trmico Instalar por el interior del tubo y soldar en toda la periferia dejar un testigo, orificio de 6 mm de dimetro localizado en la parte ms baja. Soporte aislante, a base de silicato de calcio o equivalente
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 79 DE 99
Tpicos de Soportes STT-04
Para las tuberas de servicio fro deben instalarse en todos los apoyos como marcos elevados, mochetas o elementos estructurales, para proteger la tubera durante las elongaciones y contracciones del circuito en todos sus apoyos. Estos soportes no son limitativos por lo que podrn usarse otros tipos de acuerdo a los requerimientos del anlisis de flexibilidad de la tubera, con la condicionante que el diseo de los soportes mantenga aislado el tubo y el elemento aislante sea de poliuretano de alta densidad como se describe en esta especificacin. Estos soportes adicionales sern diseados y suministrados por el contratista y aprobados por Petrleos Mexicanos. Los soportes permitidos deben ser de poliuretano de alta densidad, con las propiedades fsicas siguientes: Rango de temperatura 23 a 373 K (-250 a +100 C) Densidad 240 kg /m3 Esfuerzo a la compresin 759 kPa Mdulo de elasticidad a la compresin 38,019 kPa Coeficiente de expansin trmica -50x10-6 mm/mm-K Conductividad trmica 0.028 W/ m-K No combustible En los soportes de tipo apoyo libre y guas se deben calcular en el anlisis de flexibilidad para un desplazamiento mximo de 3.8 mm (1.5 pulg) y la altura de los soportes (H) medido de parte baja del tubo a la base de apoyo se muestra en la tabla
DN mm (NPS pulg) 20 () 25 (1) 40 (1) 50 (2) 80 (3) 100 (4) 150 (6) 200 (8) 250 (10) 300 (12) 350 (14) 400 (16) 450 (18) 500 (20) 600 (24) 750 (30) 900 (36) W mm 102 102 102 102 102 102 102 153 204 255 255 306 306 357 459 561 612 Espesor de aislamiento mm (pulg) 64 76 102 127 (2.5) (3) (4) (5) H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=102 H=152 H=152 H=203 H=152 H=152 H=152 H=203 H=152 H=152 H=152 H=203 H=152 H=152 H=152 H=203 H=152 H=152 H=152 H=203 H=152 H=152 H=203 H=203 H=152 H=152 H=203 H=203 H=152 H=152 H=203 H=203 H=152 H=152 H=203 H=203 H=152 H=152 H=203 H=203 H=152 H=152 H=203 H=203
25 (1) H=102 H=102 H=102 H=102 H=102 H=102 -
38 (1.5) H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=152
51 (2) H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=102 H=152 H=152 H=152 H=152 H=152 H=152
152 (6) H=203 H=203 H=203 H=203 H=203 H=203 H=203 H=203 H=203 H=203 H=203 H=254 H=254 H=254 H=254 H=254 H=254
178 (7) H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254 H=254
203 (8) H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305 H=305
La altura de soportes aislante (H) medido de parte baja de tubo a base de estructura
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 80 DE 99
Apoyo Libre STT-04-A
E= Espesor de aislamiento Chaqueta 204 mm Tubo
45
Acabado metlico del aislamiento 25 mm Poliuretano de alta densidad
153 mm
25 mm Refuerzo 350 DN (14NPS) y mayores
Desplazamiento 38 mm
Guas STT-04-B
Tornillos dimetro mnimo, ASTM A-307, tuerca A-194 Gr 2H Ambos con recubrimiento galvanizado Soporte de poliuretano recubierto con la barrera retardante al paso de vapor
25mm
TIP H
Guas, ASTM A 36 con recubrimiento galvanizado Placas deslizantes de PTFE Tubo DN (NPS) 20 a 50 ( a 2) 80 a 150 (3 a 6) 200 a 350 (8 a 14) 400 a 700 (16 a 28) 750 a 900 (30 a 36) Tamao de gua L 3x3X 3/8 WT 4x 12 W 4 x 13 W 6 x 15 W 8 x 21
TIP
TIP
TIP
W Tuberas de 100 DN (4 NPS) y menores
W Tuberas de 150 a 200 DN (6 a 8 NPS)
W Tuberas de 250 DN (10NPS) y mayores
Cartabones y bases con espesor de 13 mm mnimo
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 81 DE 99
Paros axiales o anclaje STT -04 -C
Dimetro tubera 4 y menores 6 mayores a cm b cm 7 7
Placa de refuerzo del mismo material y espesor del tubo, soldada al tubo con cord n continuo. Las Esquinas Soporte de poliuretano deben ser redondeadas con un radio de alta densidad. de 2.54 cm Tubo A Aislamiento
15 20
120 120
H trabe A b a Vista A - A
120 120 120 120
2 cm
2 cm
20 DN y mayores
La fabricacin de las placas del anclaje deben ser a partir de tubo, por lo que debe ser del mismo material y espesor de la tubera donde se unir n.
6 a 20 DN
Las tuberas de 3 DN y menores no requieren placa de placa de refuerzo.
2 cm
120 120
120 120
3 DN y menores
4 DN
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 82 DE 99
Soporte de tuberas bajantes de recipientes en servicio fr o STT-04-D-A Soporte de carga para tuberas bajantes de recipientes
Pared de recipiente Pared el recipiente Soporte aislante Aislamiento Soporte aislante Testigo de 3mm de dimetro en la parte ms baja Soporte en la tapa de Unidos por aislante cierre del mu n cordn de soldadura contina Elemento estructural Envolvente del mismo material y espesor del tubo Tubo Aislamiento
Elemento estructural Mun soldado sobre el envolvente en toda su periferia
Soporte aislante de poliuretano de alta densidad no debe obstruir el paso del aislamiento
Testigo de 3mm de dimetro en la parte ms baja
Elementos estructurales
Soporte de tuberas bajantes de recipientes en servicio fro STT-04-D-B Soporte tipo gua de tuberas bajantes de recipientes
Tubo Claro de 3 mm en los cuatro ngulos Soporte aislante Gua de tuberas bajantes de recipientes elemento estructural Pared de recipiente ngulos para ajuste de claro de 3 mm, fijarlo con soldadura contina en toda su periferia. Requerido solo cuando se requiera ajuste. Elementos estructurales Pared de recipiente
Soporte aislante
Unidos por cordn de soldadura contina
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 83 DE 99
Soporte en codos para tuber as de servicio fr o con forro t rmico STT-04-E
Forro trmico Mu n de l mismo material de la tuber a y de 1/3 de su dimetro como m nimo, soldado al codo con cordn continuo en toda su periferia Placa de apoyo, de material del mismo grado de soldabilidad de la tubera, con un espesor no menor de 12.7 mm soldada al mun en con cordn continua en toda su periferia. Tope o ngulo para sujetar material aislante del mismo material de la placa soldado en cada uno de las esquinas, el tope o ngulo superior no debe estar en contacto con el inferior. Mu n de l mismo material de la tuber a y de 1/3 de su dimetro como m nimo, soldado al codo con cordn continuo en toda su periferia Tubera Instalar por el interior del tubo y soldar en toda la periferia dejar un testigo, orificio de 6 mm de dimetro localizado en la parte ms baja.
Tubera Testigo, orificio de 6 mm de dimetro localizado en la parte m s baja. Placa de apoyo, de material Acero al Carbn , con un espesor no menor de 12.7 mm. Soporte aislante de poliuretano de alta densidad no debe obstruir el paso del aislamiento
Forro trmico
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 84 DE 99
12.2
Soportes tpicos para tuberas en instalaciones industriales costa afuera
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 85 DE 99
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 86 DE 99
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 87 DE 99
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 88 DE 99
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 89 DE 99
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 90 DE 99
NOTAS GENERALES Las siguientes notas generales establecen requisitos tcnicos que se deben cumplir en la fabricacin de los soportes tpicos para tuberas en instalaciones industriales costa fuera. 1 La localizacin para la instalacin e identificacin de apoyos libres y guas para tubera, se indicar en los isomtricos de soportera; cuando se tenga un apoyo especial no incluido en los dibujos de referencia, dicho apoyo se detallar en el isomtrico de tuberas correspondiente. 2 Todas las acotaciones estn dadas en milmetros, las elevaciones en metros y los dimetros nominales de la tubera en pulgadas. 3 No se debe emplear material de desecho o fatigado en los perfiles y elementos estructurales que constituyen los soportes para la tubera. 4 Las cantidades, especificaciones de materiales y aditamentos para soportes de tubera, deben tomarse de acuerdo a lo indicado en los dibujos de detalle. 5 Se podrn variar las dimensiones y el tipo de los elementos que constituyen los apoyos, siempre y cuando se cuente con la autorizacin por escrito de la Residencia de obra de PEMEX. 6 Todo el acero estructural debe ser ASTM A-36 con Fy = 2 530 kg/cm o equivalente.
2
7 Todas las soldaduras deben ser de filete continuo y de un espesor igual al menor espesor de los materiales a soldar, la ejecucin y reparacin de todas las soldaduras de campo y de taller deben hacerse como se especifica en la NRF-186-PEMEX-2007. 8 Cuando en un soporte se utilicen placas de relleno, estas deben soldarse al miembro o elemento de apoyo. 9 Las superficies de apoyo deben estar libres de cualquier obstculo que impida el movimiento de la tubera, a menos que se indique otra cosa en el isomtrico de soportes de tuberas. 10 Los soportes para tuberas de acero al carbono de 63.5 mm (2 in) y menores se deben proporcionar en campo, de acuerdo a lo indicado en el dibujo de apoyos tpicos para tubera de acero al carbono de 63,5 mm (2 in) y menores, a menos que se indique otra cosa en el isomtrico de soportera. 11 La identificacin de los soportes para tuberas, debe ser la que se indique en el isomtrico de soportera. La nomenclatura que se muestra a continuacin se debe usar para identificar los diferentes tipos de soportes para tubera. Identificador DAT AT y CT Ejemplo: Descripcin Detalles de apoyos tpicos Apoyos libres guas AT7, DAT-2 Apoyar segn detalle tpico indicado en el dibujo correspondiente Smbolo X Descripcin Apoyo sobre soporte
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 91 DE 99
12 La identificacin de los soportes para tubera (ATS) en los isomtricos de soporte, se debe llevar a cabo de la siguiente manera: AT7 -2
No. consecutivo del apoyo libre del mismo tipo. No. de identificacin del apoyo libre.
13
Las siguientes abreviaturas en isomtricos y detalles de soportes, se identifican como sigue:
Elev. N.S.S.
Elevacin Nivel Superior de Soporte
14 Cuando sea necesario soportar la tubera mediante el uso de varios apoyos (ATS) y/o DATS, se debe usar la siguiente nomenclatura:
DAT-2
AT4-8 AT7-2
Elemento existente
Isomtrico de tuberas
Ensamble
15 La longitud, elevacin y localizacin de muones para tuberas de acero al carbono, se deben especificar en el isomtrico de soporte de tuberas de la lnea correspondiente, el detalle de la conexin se debe especificar en el dibujo correspondiente. 16 Cuando se requiera un mun de dimensiones diferentes a las indicadas en la ingeniera de detalle, este cambio se debe indicar en el detalle del isomtrico de soportera correspondiente. 17 La instalacin de los apoyos que utilizan muones de tubo, deben descansar completamente sobre el elemento de apoyo, usando placas de relleno si es necesario (ver nota 8). 18 Para eliminar el problema de la corrosin galvnica, se colocarn medias caas de elastmero de poliuretano en los puntos de contacto entre las tuberas de acero inoxidable, acero galvanizado y los soportes 19 La adhesin de las medias caas de elastmero de poliuretano a la tubera, deber ser mediante un adhesivo capaz de soportar las cargas axiales que se generan en la zona de apoyo de la tubera con el soporte,
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 92 DE 99
la colocacin de las medias caas y las caractersticas del adhesivo, debern apegarse al procedimiento y especificaciones proporcionadas por el fabricante, respectivamente. 20 El proceso de soldado de los apoyos tipo mun a la tubera de acero al carbono con galvanizado, debe ser realizado previo al galvanizado, de tal manera, que la conexin soldada y el interior y exterior de la tubera principal queden totalmente protegidos contra la corrosin. 21 La ubicacin y colocacin final de las medias caas de elastmero de poliuretano, debe realizarse en campo al momento de la construccin, con la finalidad de que dichas medias caas apoyen sobre el elemento de soporte. 22 Todos los perfiles estructurales, placas y muones que forman parte de guas, apoyos y soportes para tuberas, deben llevar proteccin anticorrosiva de acuerdo con la NRF-053-PEMEX-2006. 23 Durante las etapas de construccin, prueba y operacin, se deben efectuar inspecciones peridicas a los soportes, a fin de efectuar los ajustes que correspondan. 24 Se recomienda que durante la construccin, las soldaduras longitudinales y transversales de la tubera queden separadas como mnimo 101,6 mm (4 in) de las placas de distribucin de carga de los diferentes sistemas de apoyo.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 93 DE 99
Apoyos tpicos para tuberas de acero al carbono de 63.5 mm (2 in) y menores
C L Lnea LI-38X5 mm Soldar con puntos a rejilla
C C L Apoyo Ver nota L Lnea No. 106
Perno en U apretado Ver nota No. 105
Elevacin LI-38 X 5 mm C L Lnea Rejilla Perno en U apretado. Ver nota No. 105 30 Ajustar en campo mximo = 500 Elevacin
Ajustar en campo mximo = 200 Planta
Perno en U apretado (tipo) Ver nota No. 105 C L Apoyo C L Lnea C L Lnea LI-51 X 5 mm
C C L Apoyo Ver nota L Lnea No. 106
Perno en U apretado Ver nota No. 105
LI-38 X 5 mm
Ver nota No. 106 Ajustar en campo mximo = 500 Elevacin
30 Ajustar en campo mximo = 500 Elevacin
30
Elemento de apoyo
Ver nota No. 106 Ver nota No. 106.2 C L Apoyo C L Lnea Perno en U apretado (tipo) Ver nota No. 105 LI-51 X 5 mm
Ajustar en campo mximo = 600
Ver nota No. 108 Elev. 30
Alternativa en rejilla C L Lnea Perno en U apretado (tipo) Ver nota No. 105 LI-38 X 5 mm Elevacin
30 Ajustar en campo mximo = 500 Elevacin
C L Apoyo
C L Apoyo
C L 30
LI-51 X 5 mm
Ajustar en campo mximo = 500
Ver nota No. 106 30
C L Lnea
Perno en U apretado (tipo) Ver nota No. 105 LI-51 X 5 mm (tipo)
Ver nota No. 106.2 Ajustar en campo mximo = 500 Elevacin C L Ver nota No. 106.2
Perno en U apretado (tipo) Ver nota No. 105
LI-38 X 5 mm Perno en U apretado (tipo) Ver nota No. 105
30 30 Ajustar en campo mximo = 500 Elevacin
Alternativa Lnea vertical
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 94 DE 99
Apoyos tpicos para tuberas de acero al carbono de 63.5 mm (2 in) y menores (continuacin)
C L Lnea
Perno en U apretado. Ver nota No. 105 Ajustar en campo mximo = 600 30
Zapata
Ajustar en campo mximo = 500 C L Apoyo C L Lnea Perno en U apretado (tipo) Ver nota No. 105 C L Lnea LI-51 X 5 mm
LI-38 X 5 mm Ver nota No. 106
Rejilla Elevacin
30 Alternativa Elevacin
30
C L Apoyo
C L Lnea Perno en U apretado (tipo) Ver nota No. 105
Perno en U apretado (tipo) Ver nota No. 105
Ajustar en campo mximo = 600 30 (tipo) C C L Lnea L Lnea Ver nota No. 106 10
Ajustar en campo mximo = 600
4 50 LI-38 X 5 mm Ver nota No. 106 LI-38 X 5 mm 30 (tipo) Ajustar en campo mximo = 500 Elevacin Elevacin
4 Elemento de apoyo
Alternativa en rejilla
LI-38 X 5 mm (tipo) Ajustar en campo mximo = 500
Ver nota No. 106 (tipo) Alternativa en rejilla Elemento de apoyo
Apoyo C L
30 Ajustar en campo mximo = 500 4 Ajustar en campo mximo = 500 30 Perno en U C L Lnea apretado (tipo) Ver nota No. 105 30
Ver nota No. 106 (tipo) C C L Lnea L Lnea (tipo) 4
C L Lnea 30 (tipo) 30 (tipo)
Ver nota No. 106 LI-51 X 5 mm
Planta
LI-38 X 5 mm
Ver nota No. 105 perno en U apretado (tipo) Ajustar en campo mximo = 600 Elevacin
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 95 DE 99
Notas generales para soportes de tubera de acero al carbono de 63.5 mm (2 in ) y menores 100 Las notas y dibujos de soportera de esta norma de referencia aplican en la instalacin de soportes para tuberas de 63.5 mm (2 in) de dimetro y menores. 101 La localizacin e instalacin de soportes para tuberas deben cumplir con los isomtricos de tuberas y los dibujos de detalles correspondientes. 102 Las dimensiones y elevaciones de los elementos de apoyo se ajustarn en campo.
103 Los soportes que se indican son esquemticos, la colocacin y nmero de lneas es variable, por lo que el apoyo seleccionado se adaptar segn el detalle correspondiente. 104 Elemento de apoyo es cualquier elemento estructural o tubera de dimetro mayor que se encuentra cercana a la tubera que se requiere apoyar y sobre la cual se localizar el soporte. 105 El dimetro recomendado para pernos tipo U se da en la tabla siguiente:
Dimetro del tubo Dimetro del perno (mm)
in a 1 in 6
1 in a 2 in 9
105.1 La ubicacin de los barrenos sobre el perfil del soporte para recibir al perno tipo U, debe cumplir con las dimensiones que se indican en la siguiente tabla:
C L Perno U
Perfil
Perfil (Ver tabla)
Gramil (mm) 20 30
LI- 38 X 5 mm LI- 51 X 5 mm
Gramil (Ver tabla)
105.2
El material de los pernos y tuercas debe ser de acero estructural ASTM-A-307 estandar o equivalente.
105.3 Cuando se requiera gua, se dejaran 3 mm de holgura alrededor entre el perno y la tubera y se deben usar dos tuercas con roldana en cada extremo del perno, tomando como separador entre tuercas el elemento estructural del soporte. 105.4 Cuando se requiera apoyo, el perno tipo U se debe apretar contra la tubera y el perfil; se debe usar una sola tuerca con roldana en cada extremo del perno. 106 La unin del perfil de apoyo con el elemento de apoyo existente se sujetar a los siguientes detalles constructivos.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 96 DE 99
Notas generales para soportes de tubera de acero al carbono de 63.5 mm (2 in ) y menores (continuacin) 106.1 Elementos de apoyo metlico existente:
Perfil del soporte Perfil del soporte Elemento existente Elemento existente 4
Alternativa
A
30
Alternativa
**
B
30
Perfil del soporte
30 4 Placa base d 6 mm esp. Soldada con puntos a la rejilla ** 30 A A ** Dimensin del perfil de soporte Rejilla
Elevacin
Corte A-A
106.2 Elemento de apoyo existente de tubera: estas alternativas de soportera no son aplicables para lneas crticas con temperatura de operacin de 121 C y mayores.
C L Lnea B Perfil del soporte 4
Tubera existente
Vista B-B
Alternativa A, aplica cuando la lnea de apoyo opera a temperatura de 20 C a 120 C, con un espesor de pared mayor o igual a 6 mm (1/4 in) de acero al carbono.
C L Apoyo Placa de 6 mm esp. Tubera existente 4 ** Dimensin del perfil del soporte. C 50 50 ** C L Lnea 50
** 50 4
Vista C-C
Alternativa B, aplica cuando la lnea de apoyo opera a temperatura de 20 C.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 97 DE 99
Notas generales para soportes de tubera de acero al carbono de 63.5 mm (2 in ) y menores (continuacin) Localizacin e instalacin de soportes de tuberas 107 Los requisitos para para la localizacin e instalacin de los soportes de tuberas que se indican a continuacin, se deben aplicar para evitar la concentracin de fuerzas y esfuerzos, tanto en la tubera como en los equipos interconectados, as como deformaciones excesivas, lo cual puede ocasionar alguna falla en la tubera, en las boquillas de equipo o en los cabezales a los que se conectan. En caso de no existir elementos de apoyo para soportar las lneas de dimetro menor, se puede modificar su trazo para acercarla a un elemento donde pueda apoyarse, si la modificacin al trazo afecta la flexibilidad, esta modificacin debe ser aprobada por la Residencia de obra de PEMEX. 108 El claro mximo entre apoyos de tuberas horizontales, debe ser de: Dimetro de la tubera (pulgadas) Claro mximo (metros) in a 1 2,5 2 3,5
109 de.
El claro mximo para guas de lneas en tuberas verticales, incluyendo guas en recipientes, debe ser
Dimetro de la tubera (pulgadas) Claro mximo (metros)
in a in 3,0
1 in a 1 in 4,0
2 in a 2 in 4,5
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 98 DE 99
Notas generales para soportes de tubera de acero al carbono de 63.5 mm (2 in ) y menores (continuacin)
Soportes de tuberas que conectan a equipos diversos
A) Equipos horizontales L3 L1 L4 L1 L4 Gua L3 L1
L2 Apoyos B) Bombas L4 L1 L1 L3 L1 Apoyos Apoyos
Gua
Gua
L4 c) Compresores Gua Apoyos L2
Apoyos
Apoyos
L1
L2
Gua L1
L4 D) Tubera de desfogue L3 L1 Guas
L1 Apoyos Gua L3 Gua L1 L4 Apoyo L4
L3
L4 L1
Apoyos Apoyo L1 Apoyos Guas Apoyo L3 L1 L1 L3
Apoyos Guas
Apoyos Apoyos E) Recipientes L4
C L
L1 L1
Gua Apoyo
L3
C L Apoyo
C L
L4
L3
C L Apoyo
L2 L2 Guas
L2 Gua L2
L1 = Ver nota 108 109 (la que aplique) L2 = El menor valor entre nota No. 109 y L4 L3 = 1,5 veces lo indicado en nota No. 108 L4 = Dimensin de diseo
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES. INSTALACIN Y PRUEBAS
PROY-NRF-035-PEMEX-2010-M1
Rev. 0 PGINA 99 DE 99
Anexo 12.2
Documento equivalente
S el licitante considera que un documento tcnico es equivalente a los indicados en esta norma de referencia, antes de presentar su propuesta, puede solicitar por escrito a PEMEX la revisin del documento presuntamente equivalente, anexando los antecedentes y argumentacin en forma comparativa, concepto por concepto, demostrando que como mnimo se cumplen los requisitos en cuestin. PEMEX dar respuesta por escrito a dicha solicitud, indicando si es o no autorizado para utilizarse como documento normativo equivalente. Los documentos sealados en el prrafo anterior si no son de origen mexicano, deben estar legalizados ante cnsul mexicano. Los documentos que se presenten en un idioma distinto al espaol deben acompaarse con su traduccin a dicho idioma espaol, hecha por un perito traductor. En caso que PEMEX no autorice el uso del documento normativo equivalente propuesto, el Licitante est obligado a cumplir con sta norma de referencia.
S-ar putea să vă placă și
- GLOSARIO TERMINOLÓGICO (Energías Renovables)Document5 paginiGLOSARIO TERMINOLÓGICO (Energías Renovables)Ana Azorín PucheÎncă nu există evaluări
- Ciclo Del MercurioDocument1 paginăCiclo Del MercurioAnonymous B0bYF6100% (1)
- Acero Estructural para Plataformas MarinasDocument39 paginiAcero Estructural para Plataformas MarinasR Fonseca Gomez100% (2)
- Guía para Segmentar Linea de Proceso 7 NovDocument29 paginiGuía para Segmentar Linea de Proceso 7 NovManuel SantiagoÎncă nu există evaluări
- NRF 158 PEMEX 2012 DV Juntas de Expansion Metalicas PDFDocument26 paginiNRF 158 PEMEX 2012 DV Juntas de Expansion Metalicas PDFabcdef456Încă nu există evaluări
- Análisis de Riesgos PEMEX 2014Document18 paginiAnálisis de Riesgos PEMEX 2014Aldo J. Rico MataÎncă nu există evaluări
- P-2-0370-01diseño y Espec - de MaterialesDocument257 paginiP-2-0370-01diseño y Espec - de MaterialesWilliam Bermudez100% (1)
- Estructuracion de Planos y PDFDocument151 paginiEstructuracion de Planos y PDFRuben O. ValenciaÎncă nu există evaluări
- PG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónDocument31 paginiPG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónKaRliz AlmazánÎncă nu există evaluări
- Nom 027 Sesh 2010 - 07 04 2010 PDFDocument32 paginiNom 027 Sesh 2010 - 07 04 2010 PDFthalentallinÎncă nu există evaluări
- NRF 047 Pemex 2007Document56 paginiNRF 047 Pemex 2007Anibal Lopez100% (1)
- Comportamiento TermicoDocument21 paginiComportamiento TermicoMauricio Sanchez VivancoÎncă nu există evaluări
- Nrf-139-Pemex-2006 (Soportes de Concreto para Tubería) PDFDocument36 paginiNrf-139-Pemex-2006 (Soportes de Concreto para Tubería) PDFVictor LiconaÎncă nu există evaluări
- HAZOP OleoductoDocument8 paginiHAZOP OleoductoJosé Marcial Díaz Dávila100% (1)
- Rud Catalogo SMDocument20 paginiRud Catalogo SMmc_laberintÎncă nu există evaluări
- GPEI-SI-2505 Seguridad en DrenajesDocument10 paginiGPEI-SI-2505 Seguridad en DrenajesJhosse Paul MárquezÎncă nu există evaluări
- Nrf-032-Pemex-2012 C-A01t3Document3 paginiNrf-032-Pemex-2012 C-A01t3Ildefonso FloresÎncă nu există evaluări
- NRF 295 Pemex 2013pdf - CompressDocument38 paginiNRF 295 Pemex 2013pdf - CompressJuan TorresÎncă nu există evaluări
- NRF 065 Pemex 2014Document35 paginiNRF 065 Pemex 2014Manuel CurayÎncă nu există evaluări
- Especificaciones de materiales para tuberías e instalacionesDocument6 paginiEspecificaciones de materiales para tuberías e instalacionesAndre Villegas RomeroÎncă nu există evaluări
- NRF 001 Pemex 2013Document38 paginiNRF 001 Pemex 2013Rodrigo SanchexÎncă nu există evaluări
- NRF 030 Pemex 2002 ProyDocument119 paginiNRF 030 Pemex 2002 ProyferminÎncă nu există evaluări
- NRF 189 Pemex 2008 FDocument26 paginiNRF 189 Pemex 2008 FIssis Milly EspinosaÎncă nu există evaluări
- Reparación de Ductos en Servicio Mediante EnvolventesDocument154 paginiReparación de Ductos en Servicio Mediante EnvolventesMauricio Sanchez VivancoÎncă nu există evaluări
- Norma K 101 Rev 7 TeoriaDocument44 paginiNorma K 101 Rev 7 TeoriajvalledÎncă nu există evaluări
- Sistemas protección ducto asc. zona mareas oleajeDocument27 paginiSistemas protección ducto asc. zona mareas oleajeCarlos F Sanchez100% (1)
- Instalación tubería flexibleDocument6 paginiInstalación tubería flexibleGerardo GonzalezÎncă nu există evaluări
- PEMEX EST 0211 2017 Valvulas DuctosDocument35 paginiPEMEX EST 0211 2017 Valvulas DuctosAlfredo Loga100% (3)
- NRF 150 Pemex 2011Document22 paginiNRF 150 Pemex 2011J Angel HdzÎncă nu există evaluări
- NRF-032-PEMEX-2012Document550 paginiNRF-032-PEMEX-2012iqjoeljoachin100% (1)
- Espárragos y tornillos de acero para refineríaDocument29 paginiEspárragos y tornillos de acero para refineríaaldo100% (1)
- NRF 037 PEMEX 2012 VigDocument104 paginiNRF 037 PEMEX 2012 VigAdalí Torres100% (2)
- Procedimiento de revisión de tornillería en PEMEX RefinaciónDocument7 paginiProcedimiento de revisión de tornillería en PEMEX RefinaciónJose Ocaña100% (1)
- A1Document154 paginiA1arturoÎncă nu există evaluări
- Servicios ROV MéxicoDocument11 paginiServicios ROV Méxicoluisbazan7055Încă nu există evaluări
- NRF 163 Pemex 2006 FirmadaDocument41 paginiNRF 163 Pemex 2006 FirmadaJose TorresÎncă nu există evaluări
- Sistema de Tuberias y Sistema de Ductos MarinosDocument17 paginiSistema de Tuberias y Sistema de Ductos MarinosCarlos Thomas100% (1)
- NRF 127 Pemex 2007Document77 paginiNRF 127 Pemex 2007zepeda_johnmÎncă nu există evaluări
- NRF 32Document239 paginiNRF 32Lopez BetoÎncă nu există evaluări
- NRF 189 Pemex 2014 PDFDocument24 paginiNRF 189 Pemex 2014 PDFJose Antonio Lucero CruzÎncă nu există evaluări
- Guia Aplicacion de La NormatividadDocument55 paginiGuia Aplicacion de La NormatividadAndre Villegas Romero100% (1)
- NRF 072 Pemex 2009 FDocument46 paginiNRF 072 Pemex 2009 Fcaod1712Încă nu există evaluări
- NRF 279 PEMEX 2012 - VigDocument15 paginiNRF 279 PEMEX 2012 - VigPerry GreenÎncă nu există evaluări
- Lavado Quimico de Las CalderasDocument27 paginiLavado Quimico de Las Calderaslokito826100% (1)
- Pruebas hidrostáticas tuberías equiposDocument22 paginiPruebas hidrostáticas tuberías equiposalexscribd1234100% (1)
- NRF 304 Pemex 2013Document36 paginiNRF 304 Pemex 2013davidldfhÎncă nu există evaluări
- PROY NRF 297 24 AGO 12 Junta Aislante Tipo Monoblock.Document23 paginiPROY NRF 297 24 AGO 12 Junta Aislante Tipo Monoblock.Ildefonso FloresÎncă nu există evaluări
- PROY-NRF-277-PEMEX-2011 Tratamiento Químico Integral para Calderas y CalderetasDocument27 paginiPROY-NRF-277-PEMEX-2011 Tratamiento Químico Integral para Calderas y CalderetasIldefonso FloresÎncă nu există evaluări
- NRF-037-PEMEX-2007 Plataformas Marinas Perf y Mantto de PozosDocument67 paginiNRF-037-PEMEX-2007 Plataformas Marinas Perf y Mantto de PozosIldefonso FloresÎncă nu există evaluări
- Nrf-164-Pemex-2011 PiDocument24 paginiNrf-164-Pemex-2011 PiyatzylÎncă nu există evaluări
- Instalación y pruebas de sistemas de tubería industrialDocument95 paginiInstalación y pruebas de sistemas de tubería industrialcarlosÎncă nu există evaluări
- NRF 035 Pemex 2012 CBDocument95 paginiNRF 035 Pemex 2012 CBAlejandro Sebastián Piñeiro CaroÎncă nu există evaluări
- Torres de EnfriamientoDocument26 paginiTorres de EnfriamientoLuis Alfredo MazariegosÎncă nu există evaluări
- Valvulas de ConoDocument35 paginiValvulas de ConoVictor Hugo Bustos BeltranÎncă nu există evaluări
- Nrf-175-Pemex-2007 Acero Estructural para PlataformasDocument39 paginiNrf-175-Pemex-2007 Acero Estructural para Plataformascolumba_mc50% (2)
- NRF 006 Pemex 2011Document62 paginiNRF 006 Pemex 2011jleonos100% (1)
- NRF-287-16 Agosto 2011Document49 paginiNRF-287-16 Agosto 2011Martha TorresÎncă nu există evaluări
- Diseño arquitectónico módulos servicio plataformas marinas fijas PEMEXDocument24 paginiDiseño arquitectónico módulos servicio plataformas marinas fijas PEMEXRaymundo Ortiz ArriojaÎncă nu există evaluări
- Bombas centrífugas para servicios generales NRF-288-PEMEX-2012Document23 paginiBombas centrífugas para servicios generales NRF-288-PEMEX-2012OSIIQPGRISÎncă nu există evaluări
- NRF 102 Pemex 2011Document25 paginiNRF 102 Pemex 2011Stefano Esm100% (2)
- Platos e internos torres procesoDocument23 paginiPlatos e internos torres procesoSalvador GonzalezÎncă nu există evaluări
- NRF 174 Pemex 2013Document24 paginiNRF 174 Pemex 2013José Luis González Martínez50% (2)
- 10 PT y MT Aws d1.1Document3 pagini10 PT y MT Aws d1.1AlbertoMonroyÎncă nu există evaluări
- 1Document1 pagină1AlbertoMonroyÎncă nu există evaluări
- UT001Document2 paginiUT001AlbertoMonroyÎncă nu există evaluări
- Centro Femenino Especial Jose Joaquin Vargas 4444Document18 paginiCentro Femenino Especial Jose Joaquin Vargas 4444AlbertoMonroyÎncă nu există evaluări
- RESOLUCIÓN 181495 de 2009 para Aforo de TanquesDocument47 paginiRESOLUCIÓN 181495 de 2009 para Aforo de TanquesAlbertoMonroyÎncă nu există evaluări
- Ex AmenesDocument1 paginăEx AmenesAlbertoMonroyÎncă nu există evaluări
- 3 PDFDocument1 pagină3 PDFAlbertoMonroyÎncă nu există evaluări
- Capacitacion MTDocument99 paginiCapacitacion MTAlbertoMonroyÎncă nu există evaluări
- RESOLUCIÓN 181495 de 2009 para Aforo de TanquesDocument47 paginiRESOLUCIÓN 181495 de 2009 para Aforo de TanquesAlbertoMonroyÎncă nu există evaluări
- 5 PDFDocument1 pagină5 PDFAlbertoMonroyÎncă nu există evaluări
- Presentación 1Document197 paginiPresentación 1AlbertoMonroyÎncă nu există evaluări
- Tabla Especificacion TuberiaDocument2 paginiTabla Especificacion TuberiaMarcoAntonio CarhuamantaIbañezÎncă nu există evaluări
- 5 PDFDocument1 pagină5 PDFAlbertoMonroyÎncă nu există evaluări
- 4 PDFDocument1 pagină4 PDFAlbertoMonroyÎncă nu există evaluări
- 5 PDFDocument1 pagină5 PDFAlbertoMonroyÎncă nu există evaluări
- 4Document1 pagină4AlbertoMonroyÎncă nu există evaluări
- PolisacaridosDocument15 paginiPolisacaridosAlbertoMonroyÎncă nu există evaluări
- 2Document1 pagină2AlbertoMonroyÎncă nu există evaluări
- Calculo Diferencial Momento 9 Evaluacion FinalDocument6 paginiCalculo Diferencial Momento 9 Evaluacion FinalAlbertoMonroyÎncă nu există evaluări
- Calculo Diferencial Momento 9 Evaluacion FinalDocument6 paginiCalculo Diferencial Momento 9 Evaluacion FinalAlbertoMonroyÎncă nu există evaluări
- Examen AsmeDocument40 paginiExamen AsmeAlbertoMonroyÎncă nu există evaluări
- Concavidad de CaraDocument11 paginiConcavidad de CaraAlbertoMonroyÎncă nu există evaluări
- Defectologia en Soldadura Final 2Document2 paginiDefectologia en Soldadura Final 2AlbertoMonroyÎncă nu există evaluări
- Probabilidad Unidad 1Document11 paginiProbabilidad Unidad 1AlbertoMonroyÎncă nu există evaluări
- Probabilidad Unidad 1Document11 paginiProbabilidad Unidad 1AlbertoMonroyÎncă nu există evaluări
- Buenas Obras IiglesiaDocument2 paginiBuenas Obras IiglesiaAlbertoMonroyÎncă nu există evaluări
- Etica DeyaDocument3 paginiEtica DeyaAlbertoMonroyÎncă nu există evaluări
- Proyecto MediDocument4 paginiProyecto MediAlbertoMonroyÎncă nu există evaluări
- Laboratorio de MediaDocument6 paginiLaboratorio de MediaAlbertoMonroyÎncă nu există evaluări
- Actas de Entrega PDFDocument3.484 paginiActas de Entrega PDFFoco Logistico SASÎncă nu există evaluări
- 01 Escorrentia SuperficialDocument22 pagini01 Escorrentia Superficialdavid aguilar gutierrezÎncă nu există evaluări
- Escuela de Padres - Diciembre 2021 - La Crítica NegativaDocument7 paginiEscuela de Padres - Diciembre 2021 - La Crítica NegativaLida Marcela Lopez ParraÎncă nu există evaluări
- Manual Op Fab 2017 PDFDocument101 paginiManual Op Fab 2017 PDFJosé PerezÎncă nu există evaluări
- Organizador VisualDocument2 paginiOrganizador VisualImanol AlbercaÎncă nu există evaluări
- Calderas IndustrialesDocument15 paginiCalderas IndustrialesFreddy EspejoÎncă nu există evaluări
- Diagnóstico preventivo motores Himsen Alba GeneraciónDocument121 paginiDiagnóstico preventivo motores Himsen Alba GeneraciónJoseÎncă nu există evaluări
- Galeno y Su MedicinaDocument3 paginiGaleno y Su MedicinaJorge RosasÎncă nu există evaluări
- t4 IIp Párrafos Grupo1Document4 paginit4 IIp Párrafos Grupo1Emely Rosales0% (1)
- Funciones Booleanas S 11Document25 paginiFunciones Booleanas S 11Angel RosalesÎncă nu există evaluări
- Especificacion Tecnica Vereda de ConcretoDocument46 paginiEspecificacion Tecnica Vereda de ConcretoRaul Gandhi Piñas AsteteÎncă nu există evaluări
- PLANo DIDÁCTICO 3°b-OriginalDocument10 paginiPLANo DIDÁCTICO 3°b-Originalcibertepe3Încă nu există evaluări
- Historia de La MedicinaDocument17 paginiHistoria de La MedicinaCamili OrellanaÎncă nu există evaluări
- Programa Curricular de Educación Básica Alternativa. Ciclo AvanzadoDocument150 paginiPrograma Curricular de Educación Básica Alternativa. Ciclo AvanzadoLicida Flor Rodriguez BustamanteÎncă nu există evaluări
- Placas base y rodetas de oclusión y contornoDocument36 paginiPlacas base y rodetas de oclusión y contornoH Adela CBÎncă nu există evaluări
- Ensayo Intervenciones de Vias UrinariasDocument8 paginiEnsayo Intervenciones de Vias UrinariasAngelo PérezÎncă nu există evaluări
- Comentarios Sobre "El Agua" de Francis PongeDocument1 paginăComentarios Sobre "El Agua" de Francis PongeNicolas Mendez RamirezÎncă nu există evaluări
- Caracteristicas de Las Hemorragias Intracraneanas Espontaneas en TC y RMDocument20 paginiCaracteristicas de Las Hemorragias Intracraneanas Espontaneas en TC y RMDiana PS0% (1)
- h2 Resumen CompletoDocument74 paginih2 Resumen CompletoAriadnaÎncă nu există evaluări
- Colico TromboembolicoDocument14 paginiColico TromboembolicoSheryl Avilés PintoÎncă nu există evaluări
- G-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDocument6 paginiG-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDaniela RodriguezÎncă nu există evaluări
- 0 - Taller-Redaccion-Hallazgos - (Reparado)Document6 pagini0 - Taller-Redaccion-Hallazgos - (Reparado)cristinaÎncă nu există evaluări
- 4 Ciclo Menstrual y Planificación Familiar 2020-1Document50 pagini4 Ciclo Menstrual y Planificación Familiar 2020-1AYLEEN VANESSA PACHECO MEDINAÎncă nu există evaluări
- Taller 26 Marzo PDFDocument28 paginiTaller 26 Marzo PDFJose Alfredo Lozano ForeroÎncă nu există evaluări
- Grupo 3-Cuestionario1 Al 5Document19 paginiGrupo 3-Cuestionario1 Al 5Josué AcostaÎncă nu există evaluări
- Tutorial Analisis de Riesgos SIL-SISDocument32 paginiTutorial Analisis de Riesgos SIL-SISJuan Calderon100% (2)
- METRADOSDocument9 paginiMETRADOSorion peruÎncă nu există evaluări
- El CerebroDocument20 paginiEl CerebroRoberto Montaña BeltranÎncă nu există evaluări