S-ar putea să vă placă și
- Water Jet CuttingDocument3 paginiWater Jet Cuttinguday245Încă nu există evaluări
- Design of An Ice Plant With 78 Tons of Block Ice CapacityDocument33 paginiDesign of An Ice Plant With 78 Tons of Block Ice CapacityDarren Manuel Tenerife100% (7)
- ACI - Crack Calculations PDFDocument3 paginiACI - Crack Calculations PDFAngelo MoralÎncă nu există evaluări
- NC CNC Machine ToolDocument50 paginiNC CNC Machine ToolShoaib MultaniÎncă nu există evaluări
- Chips TypeDocument4 paginiChips TypeWajahat RasoolÎncă nu există evaluări
- Implementing FDTD TutorialDocument10 paginiImplementing FDTD TutorialrmehfuzÎncă nu există evaluări
- CAD-CAM Power Point PresentationDocument102 paginiCAD-CAM Power Point PresentationArgAshishGargÎncă nu există evaluări
- Steam Flooding Screening Criteria AutosavedDocument11 paginiSteam Flooding Screening Criteria AutosavedMuhammad Sarmad AzamÎncă nu există evaluări
- Purlin DesignDocument9 paginiPurlin DesignMungkorn SattÎncă nu există evaluări
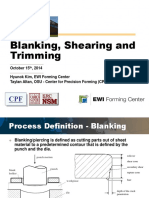
- TOPIC 7 Blanking Sheating and TrimmingDocument19 paginiTOPIC 7 Blanking Sheating and TrimmingmouliÎncă nu există evaluări
- Water Jet MachiningDocument33 paginiWater Jet Machiningjojo258Încă nu există evaluări
- CNC of Machine ToolsDocument16 paginiCNC of Machine ToolsNirmalaThangaveluÎncă nu există evaluări
- Lehninger PPT Ch13 2Document45 paginiLehninger PPT Ch13 2송정근0% (2)
- Abrasive WaterjetDocument15 paginiAbrasive WaterjetAniket HardeÎncă nu există evaluări
- Amend - 1 To IRS - S - 63 - 2014 03 - 07Document12 paginiAmend - 1 To IRS - S - 63 - 2014 03 - 07Singla CablesÎncă nu există evaluări
- Guide For The Nondestructive Examination of Welds: AWS B1.10M/B1.10:2009 An American National StandardDocument6 paginiGuide For The Nondestructive Examination of Welds: AWS B1.10M/B1.10:2009 An American National StandardRodrigo Paez0% (8)
- 7 Hidrodynamic MachiningDocument14 pagini7 Hidrodynamic Machiningrangga56Încă nu există evaluări
- Comparison Between Edge and Screw DislocationDocument5 paginiComparison Between Edge and Screw DislocationAshok PradhanÎncă nu există evaluări
- ch21 Fundamentals of MachiningDocument25 paginich21 Fundamentals of MachiningBaatar Zorigt100% (1)
- NaphthaleneDocument3 paginiNaphthaleneNur Hafeza75% (4)
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 paginiAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarÎncă nu există evaluări
- Water Jet CuttingDocument3 paginiWater Jet Cuttingnatrajan-ram-379Încă nu există evaluări
- Water Jet CutterDocument16 paginiWater Jet CutterRex Delon50% (2)
- Eurotech 735 Lathes SeriesDocument7 paginiEurotech 735 Lathes SeriesCNC SYSTEMSÎncă nu există evaluări
- Edm Wire CutDocument2 paginiEdm Wire CutRedza Rabani RosliÎncă nu există evaluări
- 7.8 Cutting Tool Materials CompleteDocument15 pagini7.8 Cutting Tool Materials CompleteNikhil Batham67% (6)
- SAW - Tractor 1000Document2 paginiSAW - Tractor 1000Rizaldi Akhmad SungkawaÎncă nu există evaluări
- SAW D ManualDocument16 paginiSAW D ManualjlmansillaÎncă nu există evaluări
- CNC Machining Designing For SpeedDocument9 paginiCNC Machining Designing For SpeedjaimeÎncă nu există evaluări
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDocument4 paginiIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeÎncă nu există evaluări
- Eurotech 658 Lathes SeriesDocument8 paginiEurotech 658 Lathes SeriesCNC SYSTEMSÎncă nu există evaluări
- MTM Lab PresentationDocument26 paginiMTM Lab PresentationMuhammad WaseemÎncă nu există evaluări
- Powerinspect Manual CmmsDocument2 paginiPowerinspect Manual CmmsFelipe Cordeiro100% (1)
- Eurotech B700 SeriesDocument4 paginiEurotech B700 SeriesCNC SYSTEMSÎncă nu există evaluări
- Notes-MDB4213-Jan 2018 - Advance Machining Process PDFDocument70 paginiNotes-MDB4213-Jan 2018 - Advance Machining Process PDFVeenoShiniÎncă nu există evaluări
- Abrasive Jet MachiningDocument37 paginiAbrasive Jet MachiningPola Vamsi RahulÎncă nu există evaluări
- Hot MachiningDocument5 paginiHot Machiningpavi32Încă nu există evaluări
- Edm Wire Cut LabDocument6 paginiEdm Wire Cut LabJieMan BahRom100% (1)
- End Mill Training Website PDFDocument64 paginiEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Calculation Manufacturing ProcessDocument18 paginiCalculation Manufacturing ProcessEncik MaaÎncă nu există evaluări
- Milling: Prepared By: Dinbandhu Singh 1Document23 paginiMilling: Prepared By: Dinbandhu Singh 1Dino SinghÎncă nu există evaluări
- 2013 Theory All Inc Casting PDFDocument65 pagini2013 Theory All Inc Casting PDFaamir_00Încă nu există evaluări
- H - Additional MachiningDocument51 paginiH - Additional MachiningedsaregÎncă nu există evaluări
- PLC S7-200Document98 paginiPLC S7-200HoangHiepÎncă nu există evaluări
- Report Sheet Metal Blanking 1hhDocument28 paginiReport Sheet Metal Blanking 1hhDino DanielÎncă nu există evaluări
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocument3 paginiAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevÎncă nu există evaluări
- Wire EDM Lab ReportDocument5 paginiWire EDM Lab ReportEdgar ThorpeÎncă nu există evaluări
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pagini26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Z-DQ GuideDocument18 paginiZ-DQ GuideDragomir EleonoraÎncă nu există evaluări
- Metalix Cnckad Brochure PDFDocument2 paginiMetalix Cnckad Brochure PDFSuwandi LimÎncă nu există evaluări
- Nontraditional Manufacturing ProcessesDocument157 paginiNontraditional Manufacturing ProcessesKiran AsknaniÎncă nu există evaluări
- FCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Document42 paginiFCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Federal Communications CommissionÎncă nu există evaluări
- Inventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedDocument45 paginiInventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedKhai Huynh100% (1)
- My CNC TurningDocument7 paginiMy CNC Turningde_stanszaÎncă nu există evaluări
- Press Working TerminologyDocument16 paginiPress Working TerminologyAadrika UmashankarÎncă nu există evaluări
- Cam Lab ManualDocument14 paginiCam Lab Manualelangandhi0% (1)
- Cad/Cam: NC, CNC, DNC TechnologiesDocument37 paginiCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarÎncă nu există evaluări
- Cadcam Module 2Document433 paginiCadcam Module 2Ahsan IftikharÎncă nu există evaluări
- 19 Kinematic System and Operations of Milling Machines.Document23 pagini19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- Milling Machine LectureDocument46 paginiMilling Machine LectureAnnieMalik100% (1)
- 31 Screw Threads and Gear Manufacturing MethodsDocument17 pagini31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- IJETR041931Document4 paginiIJETR041931erpublicationÎncă nu există evaluări
- Application of Abrasive Water Jet Cutting Technology For Composite MaterialsDocument5 paginiApplication of Abrasive Water Jet Cutting Technology For Composite Materialsa96kshayÎncă nu există evaluări
- 33 Water Jet CuttingDocument3 pagini33 Water Jet CuttingIzaa Cryzza0% (1)
- # 4 - WJM and AWJMDocument60 pagini# 4 - WJM and AWJMRohan RautÎncă nu există evaluări
- WJC, Awjm, EcmDocument38 paginiWJC, Awjm, EcmYash KalaÎncă nu există evaluări
- Abrasive Water Jet Machining PDFDocument3 paginiAbrasive Water Jet Machining PDFbvnareshÎncă nu există evaluări
- Water Jet Machining: An Advance Manufacturing Process: AbstractDocument5 paginiWater Jet Machining: An Advance Manufacturing Process: AbstractOsama MohammedÎncă nu există evaluări
- Ocused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsDocument11 paginiOcused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsrmehfuzÎncă nu există evaluări
- What Is FL & Its Applications - 1Document95 paginiWhat Is FL & Its Applications - 1rmehfuzÎncă nu există evaluări
- Lecture 01 Introduction To MEMS - NewDocument8 paginiLecture 01 Introduction To MEMS - NewrmehfuzÎncă nu există evaluări
- Clo 7Document42 paginiClo 7Shahadat AwanÎncă nu există evaluări
- Chemistry ProjectDocument18 paginiChemistry ProjectAPARNA GANGWARÎncă nu există evaluări
- Boe (Boiler Operation Engineer) Short Type Question Answer For Examination - AskpowerplantDocument15 paginiBoe (Boiler Operation Engineer) Short Type Question Answer For Examination - AskpowerplantRaju MaityÎncă nu există evaluări
- Shielded Metal Arc Welding (SMAW)Document141 paginiShielded Metal Arc Welding (SMAW)kramÎncă nu există evaluări
- W3SZ PackRatsConference2014Document16 paginiW3SZ PackRatsConference2014Dominic Mendoza100% (1)
- Physical Chemistry (III)Document32 paginiPhysical Chemistry (III)GraceÎncă nu există evaluări
- Unit-5 Topic-6 Oscillations Answers (End-Of-Chapter & Examzone)Document5 paginiUnit-5 Topic-6 Oscillations Answers (End-Of-Chapter & Examzone)AvrinoxÎncă nu există evaluări
- Synthesis and Characterization of Co2FeAl Heusler Alloy NanoparticleDocument5 paginiSynthesis and Characterization of Co2FeAl Heusler Alloy Nanoparticlekarthik kaonÎncă nu există evaluări
- FinalExam MEC3451 2015Document9 paginiFinalExam MEC3451 2015siamak1438Încă nu există evaluări
- MDSP SET O3Document26 paginiMDSP SET O3BrilliantJohnMalandacRubiaÎncă nu există evaluări
- PAGASA Observed and Projected ClimateDocument58 paginiPAGASA Observed and Projected ClimatelanaodelnorteleagueofdrrmÎncă nu există evaluări
- Grade 9 Chapter 1 NotesDocument7 paginiGrade 9 Chapter 1 NotestejveerÎncă nu există evaluări
- JAGADEESHDocument139 paginiJAGADEESHMannam Sarath Sarath0% (1)
- List of NDT EquipmentsDocument1 paginăList of NDT EquipmentsAnandÎncă nu există evaluări
- Muk204e - Syllabus - Strength of Materials-IIDocument2 paginiMuk204e - Syllabus - Strength of Materials-IIAkif CengizÎncă nu există evaluări
- Active Fast Cooling For Steam Turbines: FeaturesDocument2 paginiActive Fast Cooling For Steam Turbines: FeaturesUsama JawaidÎncă nu există evaluări
- Heat Transfer RevisedDocument26 paginiHeat Transfer Revisedpriyanka236Încă nu există evaluări
- GEIT 40008GB Widelatitude Film AGFADocument2 paginiGEIT 40008GB Widelatitude Film AGFARolando Nuñez MonrroyÎncă nu există evaluări
- M.S. Abd-ElhadyDocument8 paginiM.S. Abd-ElhadyNasser93Încă nu există evaluări
- Vapor-Liquid Equilibria of Nonideal Solutions: Harrison C. Carlson, and Allan P. ColburnDocument10 paginiVapor-Liquid Equilibria of Nonideal Solutions: Harrison C. Carlson, and Allan P. ColburnAlfonso Dominguez GonzalezÎncă nu există evaluări
- January 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelDocument16 paginiJanuary 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelNyraStardollÎncă nu există evaluări