S-ar putea să vă placă și
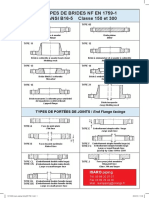
- Types de Brides NF en 1759-1Document2 paginiTypes de Brides NF en 1759-1Johakim974Încă nu există evaluări
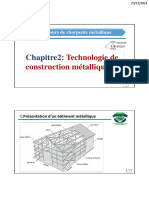
- Cours 3-CTN 318Document62 paginiCours 3-CTN 318sbahadaÎncă nu există evaluări
- Designation Des Materiaux PDFDocument40 paginiDesignation Des Materiaux PDFZikoÎncă nu există evaluări
- Guide GESIP - Risques Depot Liquid Inflam 2008Document171 paginiGuide GESIP - Risques Depot Liquid Inflam 2008Johakim974Încă nu există evaluări
- 1 Conception Des Structures en AcierDocument47 pagini1 Conception Des Structures en AcierHajar OhmadÎncă nu există evaluări
- Soudage OxyacetyleniqueDocument30 paginiSoudage OxyacetyleniqueJohakim974Încă nu există evaluări
- Cours - Calcul en Fonderie - 2021-2022Document93 paginiCours - Calcul en Fonderie - 2021-2022chaymae amarÎncă nu există evaluări
- Thèse Comparaison Entre Le CM66 Et LDocument208 paginiThèse Comparaison Entre Le CM66 Et LCastiglianoÎncă nu există evaluări
- Technologie General La Charpente MétalliqueDocument1 paginăTechnologie General La Charpente MétalliqueSaid BenayadÎncă nu există evaluări
- Emd 2 MMC 2012Document2 paginiEmd 2 MMC 2012Houcine Cool75% (4)
- Boulons Dans Le BatimentDocument14 paginiBoulons Dans Le BatimentAnonymous FBFoaVMuÎncă nu există evaluări
- Zidi CoursmatériauxDocument40 paginiZidi CoursmatériauxAhmed WalidÎncă nu există evaluări
- AssemblageDocument74 paginiAssemblageKKDPÎncă nu există evaluări
- MEC200 Lab de Traitements Thermiques Hiver 2014Document17 paginiMEC200 Lab de Traitements Thermiques Hiver 2014c oussamaÎncă nu există evaluări
- DS CM GCV2 2019 2020Document2 paginiDS CM GCV2 2019 2020douoÎncă nu există evaluări
- CH 06 Les Assemblages Soudés Sayeh 2018Document10 paginiCH 06 Les Assemblages Soudés Sayeh 2018Ni NouchaÎncă nu există evaluări
- Ccma 97 Et Ec3 Pot Flechis Et CompDocument63 paginiCcma 97 Et Ec3 Pot Flechis Et Compbrrakoto9094Încă nu există evaluări
- Chap1 Cm2 Suptp 2022Document26 paginiChap1 Cm2 Suptp 2022Elhadji Mayacine NguiraneÎncă nu există evaluări
- Proj Con Con Lambert Maroc KETTARDocument86 paginiProj Con Con Lambert Maroc KETTARZeroualÎncă nu există evaluări
- EX 7-10 Eléments Comprimés Et FléchisDocument10 paginiEX 7-10 Eléments Comprimés Et FléchisLahlou DahmaniÎncă nu există evaluări
- Assemblages Sous Chargement StatiqueDocument21 paginiAssemblages Sous Chargement StatiquemlamourÎncă nu există evaluări
- Dilatation 20et 20retraitDocument7 paginiDilatation 20et 20retraitKamel FedaouiÎncă nu există evaluări
- Fiche 13 - Charpente Industrielle 2020Document8 paginiFiche 13 - Charpente Industrielle 2020Frankie KowaÎncă nu există evaluări
- 6 Pieds de PoteauxDocument4 pagini6 Pieds de Poteauxعہبد الہحہلہيہمÎncă nu există evaluări
- CH 4 Structure 2Document25 paginiCH 4 Structure 2faty brddÎncă nu există evaluări
- Resistance D'un Encastrement de Poutre Sur Poteau Par PlatineDocument9 paginiResistance D'un Encastrement de Poutre Sur Poteau Par PlatineArt ScenoÎncă nu există evaluări
- CM4 ASSEMBLAGES BoulonnesDocument13 paginiCM4 ASSEMBLAGES BoulonnesNanou El JúúfyÎncă nu există evaluări
- Sélection de Récapitulatifs MUR 02Document10 paginiSélection de Récapitulatifs MUR 02Bouaya oussamaÎncă nu există evaluări
- Chap2 Cm2 Suptp 2022Document23 paginiChap2 Cm2 Suptp 2022Elhadji Mayacine Nguirane100% (1)
- RapportDocument28 paginiRapportAnonymous jZJkoLÎncă nu există evaluări
- Chapitre 5Document54 paginiChapitre 5Wajdi SaidÎncă nu există evaluări
- Chapitre 1 LIC 3Document14 paginiChapitre 1 LIC 3Marie NDOURÎncă nu există evaluări
- Fiche Aciers de Charpente MétalliqueDocument3 paginiFiche Aciers de Charpente MétalliqueMark budrew100% (1)
- Exercice Designiation Des MateriauxDocument1 paginăExercice Designiation Des MateriauxSami Khemiri100% (1)
- Cours MXG4 2018-19 EnligneDocument59 paginiCours MXG4 2018-19 Enligneloumed16Încă nu există evaluări
- Diapos APKDocument65 paginiDiapos APKFarahÎncă nu există evaluări
- Aciers Construction PresentationDocument8 paginiAciers Construction Presentationmohamed0167Încă nu există evaluări
- Session 2013Document14 paginiSession 2013AbdelkaderDjebliÎncă nu există evaluări
- Designation Symbolique Des Nuances D AcierDocument6 paginiDesignation Symbolique Des Nuances D AcierNacer MezghicheÎncă nu există evaluări
- Aaa RMChap3 (Traction) ExSup PDFDocument6 paginiAaa RMChap3 (Traction) ExSup PDFTriki BilelÎncă nu există evaluări
- Cours PDFDocument260 paginiCours PDFDimitri NtimbaneÎncă nu există evaluări
- CM Deversement Elastique Construction Metallique GaleaDocument25 paginiCM Deversement Elastique Construction Metallique GaleaNassim MthÎncă nu există evaluări
- Fiche Matériaux Acier InoxDocument2 paginiFiche Matériaux Acier InoxmehdiÎncă nu există evaluări
- Exercice 1Document10 paginiExercice 1Abdrzk ChkriÎncă nu există evaluări
- L'aluminium Dans Le BTPDocument22 paginiL'aluminium Dans Le BTPSamer BousabaÎncă nu există evaluări
- Initiation À La Fonderie 1ère AnnéeDocument35 paginiInitiation À La Fonderie 1ère Annéeyazid100% (2)
- Belahssen OkbaDocument125 paginiBelahssen OkbaMR-RobensHeroÎncă nu există evaluări
- ASSEMBLAGESDocument34 paginiASSEMBLAGESmichelÎncă nu există evaluări
- Oussadane, Nassim 2Document98 paginiOussadane, Nassim 2Walid Ben AmirÎncă nu există evaluări
- Partie 2 Cours Métallurgie de Soudage 2020 1Document10 paginiPartie 2 Cours Métallurgie de Soudage 2020 1Issaoui MansourÎncă nu există evaluări
- Cours MXG6 2016-17 EnligneDocument29 paginiCours MXG6 2016-17 EnligneLounès Tarzalt100% (1)
- Chapitre 3 Partie 1Document40 paginiChapitre 3 Partie 1rgh45Încă nu există evaluări
- Chevalierguidedutechnicienenproductique 141230044502 Conversion Gate01Document8 paginiChevalierguidedutechnicienenproductique 141230044502 Conversion Gate01Nejm IddinÎncă nu există evaluări
- Soudage A LarceDocument14 paginiSoudage A Larcekarima touzoutÎncă nu există evaluări
- 25 CD 4Document3 pagini25 CD 4Didier MarneffeÎncă nu există evaluări
- OM - Contrôle 2014 - Correction - VBDocument8 paginiOM - Contrôle 2014 - Correction - VBMarioÎncă nu există evaluări
- Cours Procédés D'assemblage Non Soudés - Iset Sfax PDFDocument68 paginiCours Procédés D'assemblage Non Soudés - Iset Sfax PDFEl Bechir MsaddekÎncă nu există evaluări
- Estimation Des Pression Actives Sur Les Murs de SoutenementDocument145 paginiEstimation Des Pression Actives Sur Les Murs de Soutenementaqwxszedc01Încă nu există evaluări
- Cetim - Fiches Données Pratiques en Soudage.1-122 PDFDocument122 paginiCetim - Fiches Données Pratiques en Soudage.1-122 PDFnooneoveroneÎncă nu există evaluări
- Cours CM CGV2Document138 paginiCours CM CGV2sahar omraneÎncă nu există evaluări
- 1a04fr Acier Au Carbone D'usage Courant, Destiné Au Forage PDFDocument13 pagini1a04fr Acier Au Carbone D'usage Courant, Destiné Au Forage PDFMehdi SalahÎncă nu există evaluări
- NDC Hangar Acier1Document68 paginiNDC Hangar Acier1tallaÎncă nu există evaluări
- 1a18frvis, Goujons Et Écrous Normaux PDFDocument10 pagini1a18frvis, Goujons Et Écrous Normaux PDFMehdi SalahÎncă nu există evaluări
- Fonderie Et Moulage Des Alliages de CuivreDocument11 paginiFonderie Et Moulage Des Alliages de Cuivrefranck rogerÎncă nu există evaluări
- TP Soudage1Document11 paginiTP Soudage1Johakim974Încă nu există evaluări
- Arrêté Du 8 Juillet 2003 Relatif À La Signalisation de Sécurité Et de Santé Au Travail 8-07-03Document3 paginiArrêté Du 8 Juillet 2003 Relatif À La Signalisation de Sécurité Et de Santé Au Travail 8-07-03Johakim974Încă nu există evaluări
- Décret N° 2002-1554 Du 24 Décembre 2002 D2002-1554Document2 paginiDécret N° 2002-1554 Du 24 Décembre 2002 D2002-1554Johakim974Încă nu există evaluări
- Rubrique 1432. Stockage en Réservoirs Manufacturés de Liquides InflammablesDocument2 paginiRubrique 1432. Stockage en Réservoirs Manufacturés de Liquides InflammablesJohakim974Încă nu există evaluări
- Fiche 1 Classement Des Liquides InflammablesDocument9 paginiFiche 1 Classement Des Liquides InflammablesJohakim974Încă nu există evaluări
- Évaluation Du Coef Cient de Débit Et Du Diamètre de PassageDocument8 paginiÉvaluation Du Coef Cient de Débit Et Du Diamètre de PassageJohakim974Încă nu există evaluări
- Fiches ClapfDocument328 paginiFiches ClapfJohakim974Încă nu există evaluări
- Distance Entre Villes MarocainesDocument1 paginăDistance Entre Villes MarocainesJohakim974Încă nu există evaluări
- DAHIR 1953 Reglementation VapeurDocument29 paginiDAHIR 1953 Reglementation VapeurJohakim974Încă nu există evaluări
- Conversion Des UnitésDocument19 paginiConversion Des UnitésJohakim974Încă nu există evaluări
- Calcul Anciennete MHTDocument2 paginiCalcul Anciennete MHTJohakim974Încă nu există evaluări
- User Manual HDM EC122Document30 paginiUser Manual HDM EC122Johakim974Încă nu există evaluări
- Dimension Des Boulons Pour BridesDocument1 paginăDimension Des Boulons Pour BridesJohakim974100% (1)
- Fiches ClapfDocument328 paginiFiches ClapfJohakim974Încă nu există evaluări
- DM15 Polarisation Ondes JonesDocument5 paginiDM15 Polarisation Ondes JonesNawres AbbessiÎncă nu există evaluări
- TD PMMDocument3 paginiTD PMMWalid Ben Amir100% (1)
- GS RC Wam 011 FR 00Document14 paginiGS RC Wam 011 FR 00Gil-Alain EgnakouÎncă nu există evaluări
- B Ton PR Contraint PDFDocument56 paginiB Ton PR Contraint PDFHama SlimÎncă nu există evaluări
- Interaction Des Rayons X Avec La MatièreDocument7 paginiInteraction Des Rayons X Avec La MatièreŚặł Ặĥ ßŏukĥíặřÎncă nu există evaluări
- 2nde CD - APC - Etude Expérimentale D'un Dipôle Actif Validé.Document7 pagini2nde CD - APC - Etude Expérimentale D'un Dipôle Actif Validé.mohamedÎncă nu există evaluări
- Sujet1 Physique 2 Mines PSI 1999Document7 paginiSujet1 Physique 2 Mines PSI 1999Anass TakfaÎncă nu există evaluări
- Iso 6336 1 2019Document15 paginiIso 6336 1 2019boukhil.gaith01Încă nu există evaluări
- YAH6348 Mecanisme de CORROSION LOCALISEE DES Acier InixydablDocument149 paginiYAH6348 Mecanisme de CORROSION LOCALISEE DES Acier InixydablzikÎncă nu există evaluări
- Diagramme Reel de Traction PDFDocument3 paginiDiagramme Reel de Traction PDFDeghboudj SamirÎncă nu există evaluări
- 1ere-Spe Seance P2.1Document2 pagini1ere-Spe Seance P2.1mendasbilal0Încă nu există evaluări
- BAEL1Document250 paginiBAEL1Memphis KopaÎncă nu există evaluări
- Droite de Pente LocalDocument22 paginiDroite de Pente Localboussaid nejla100% (1)
- Nexans - 10043734 U-1000 R2V DISTINGO 5G10Document5 paginiNexans - 10043734 U-1000 R2V DISTINGO 5G10GRAYAAÎncă nu există evaluări
- Roulement MoteurDocument130 paginiRoulement MoteurAlexandreCaironiÎncă nu există evaluări
- Projet TP Circuit Electrique 2Document7 paginiProjet TP Circuit Electrique 2danherdoniÎncă nu există evaluări
- 1-Cours CHP 1 Et 2Document10 pagini1-Cours CHP 1 Et 2WASSÎncă nu există evaluări
- TP2 - Convection Naturelle PDFDocument51 paginiTP2 - Convection Naturelle PDFihaÎncă nu există evaluări
- Zaaoui m1 Construction Mecanique Technique de SoudageDocument2 paginiZaaoui m1 Construction Mecanique Technique de SoudageAdnane Es-saiydyÎncă nu există evaluări
- Tp01 Tm1 Phase GazeuseDocument13 paginiTp01 Tm1 Phase GazeuseHabet Sara86% (7)
- EU-0-COM - GRC-003-NDC Ferraillage Stations de RelevageDocument31 paginiEU-0-COM - GRC-003-NDC Ferraillage Stations de RelevagediengÎncă nu există evaluări
- BoussakDocument175 paginiBoussakMohamed BelbarakaÎncă nu există evaluări
- Aluminium 2Document11 paginiAluminium 2Carmen AdlerÎncă nu există evaluări
- TP 2 Eletroctronique L2Document7 paginiTP 2 Eletroctronique L2fbrihichemÎncă nu există evaluări
- Le Logiciel Alizé-LcpcDocument14 paginiLe Logiciel Alizé-LcpcRidha AbdallahÎncă nu există evaluări
- Corige Convection 1Document2 paginiCorige Convection 1halim otmaneÎncă nu există evaluări
- Assemblage Poteau-PoutrDocument10 paginiAssemblage Poteau-Poutrkhaoula bezzineÎncă nu există evaluări
- Cours 4 - HT - 2020 - Metrologie en Haute TensionDocument14 paginiCours 4 - HT - 2020 - Metrologie en Haute Tensionfay salÎncă nu există evaluări
- Canaux de TransmissionDocument31 paginiCanaux de Transmissionالنوري أيمن - NOURI AYMENÎncă nu există evaluări