Documente Academic
Documente Profesional
Documente Cultură
Proiect Aglomerarea Termica
Încărcat de
Valentina BrumaTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiect Aglomerarea Termica
Încărcat de
Valentina BrumaDrepturi de autor:
Formate disponibile
PROIECT AGLOMERAREA TERMICA
tehnica mecanica CUPRINS CAP. 1. INTRODUCERE. CAP. 2 FLUXUL TEHNOLOGIC AL SECIEI AGLOMERARE 2 DIN S.C. ISPAT ... 5 2.1. Fluxul tehnologic al calcarului.. 6 2.2. Fluxul tehnologic al minereurilor de fier si stocare n buncare 7 2.2.1. Intrari n Statia Predozare.. 7 2.2.2. Iesiri din Statia Predozare.... 8 2.2.3. Stocarea n buncare.. 8 2.3. Fluxul tehnologic al materiei prime pentru formarea stivei si transportul omogenizatului din stiva pna n Statia Dozare 10 2.4. Fluxul tehnologic al cocsului pna n Statia de Concasare si de la Concasare n Statia Dozare...11 2.5. Fluxul tehnologic al dozatoarelor din Statia Dozare.................. 12 2.6. Fluxul tehnologic al sarjei si al aglomeratului pentru pat.............. ................. 13 2.7. Fluxul tehnologic la intrarea ncarcaturii ct si iesirea aglomeratului finit 14 2.8. Fluxul tehnologic al prafului rezultat n urma epurarii gazelor arse... 15 2.9. Fluxul tehnologic al aglomeratului de la masina de Aglomerare pna la Furnale 15 CAP. 3 CARACTERISTICILE sI ANALIZA MATERIALELOR PRIME UTILIZATE N AGLOMERARE................... 17 3.1. Caracteristici privind concasarea si sortarea calcarului................ 17 3.2. Sorturi de materii prime, caracteristici ale minereurilor de fier si conditii de calitate 18 3.3. ntocmirea retetei de omogenizat 20 3.4. Caracteristici privind formarea stivei de omogen 21 3.5. Materii prime, caracteristici de omogenizare si conditii impuse la formarea stivei 23 3.6. Caracteristicile principale ale unei stive 24 3.7. Caracteristici privind concasarea cocsului . 27 3.8. Caracteristici de depozitare a omogenului si a cocsului n Statia Dozare.................... 28 3.9. Caracteristici privind formarea sarjei... 30 A. Umezirea amestecului de aglomerare...... 31 B. Amestecarea ncarcaturii........... ...... 33 3.10. Caracteristici privind ncarcarea si aprinderea materialului pe masinile de aglomerare....... 34 A. ncarcarea materialului pe masinile de aglomerare 35 B. Aprinderea stratului...... 36 3.11. Caracteristici privind sinterizarea ncarcaturii.................... 38 3.12. Parametrii procesului de aglomerare.................... ........ 50 A. Regimul de aspiratie................. .............. 50 B. Conducerea procesului de aglomerare ... 51 3.13. Circulatia si epurarea gazelor arse .............. 53 3.14. Caracteristici privind racirea, sortarea si expeditia aglomeratului catre furnale 54 A. Racirea aglomeratului .......... 55 B. Sortarea aglomeratului .......... 57 CAP. 4. CONTROLUL CALITII MATERIILOR PRIME sI A AGLOMERATULUI....... 59 4.1. Controlul calitatii calcarului. 60 4.2. Controlul calitatii cocsului...........60 4.3. Controlul calitatii minereurilor de fier... 61 4.4. Controlul calitatii aglomeratului... 62 4.5. Analiza granulometrica a aglomeratului.. 62 4.6. Determinarea rezistentei aglomeratului.... 63 1
a) b)
Colectarea probei (manual)... 63 Analiza granulometrica..... 64
c) Testul de toba (T.I.).............. 64 Motodologie............... 65 Modul de alegere a cantitatii de 15 kg (10-40mm)............. 65 4.7. Controlul compozitiei chimice a aglomeratului.................... 65 CARACTERISTICILE FIZICO-CHIMICE ALE MATERIALELOR CE SE ANALIZEAZ LA LABORATORUL U.A.F.... 66 PRINCIPIUL ANALIZEI DE FLUORESCEN CU RAZE X............ 71 CAP.5 N.T.S.M sI P.S.I. REFERITOARE LA ACTIVITILE TEHNOLOGICE DIN SECIA AGLOMERARE NR. 2...... 72 5.1. N.T.S.M. si P.S.I. privind ncarcarea silozurilor de calcar si cocs.... 73 5.1.1 N.T.S.M........... 73 5.1.2 P.S.I................ 73 5.2 N.T.S.M. si P.S.I. referitor la transportoarele cu banda la liniile de calcar si cocs....... 75 5.2.1 N.T.S.M........ 75 5.2.2 P.S.I................ 76 5.3 N.T.S.M. si P.S.I. privind dozatoarele gravimetrice din Statia Predozare.................... 77 5.3.1 N.T.S.M 77 5.3.2 P.S.I..............78 5.4 N.T.S.M. si P.S.I. privind T.A.P. si T.A.S... 78 5.4.1 N.T.S.M 78 5.4.2 P.S.I............................ 79 5.4.3 N.T.S.M. - TAS................. 79 5.4.4 P.S.I........ 80 5.5 N.T.S.M. si P.S.I. privind masinile de aglomerare............... 81 5.5.1 N.T.S.M 81 5.5.2 P.S.I 81 5.6 N.T.S.M. si P.S.I. privind concasorul pentru aglomerat 82 5.6.1 N.T.S.M 82 5.6.2 P.S.I........... 82 5.7 N.T.S.M. si P.S.I. privind racitorul liniar....... 83 5.7.1 N.T.S.M......................... 83 5.7.2 P.S.I................ 83 5.8 N.T.S.M. si P.S.I. privind instalatia de epurare gaze arse.................... 84 5.8.1 N.T.S.M........................... 84 5.8.2 P.S.I.................... 86 5.9. N.T.S.M. si P.S.I. privind desprafuirea locurilor de munca 87 5.9.1. N.T.S.M 87 5.9.2 P.S.I 88 Legenda:..................... 89 Anexa....... 92 BIBLIOGRAFIE............... 96
CAP. 1. INTRODUCERE
1.
Consideratii teoretice
Aglomerarea termica este procedeul cel mai raspndit de transformare n bucati a concentratelor si minereurilor marunte, att pentru siderurgie, ct si pentru metalurgia metalelor neferoase. Prin aglomerare se realizeaza si o concentrare n elemente utile, prin ndepartarea compusilor sau elementelor volatile (S, CO2, As) si se obtin produse mai usor reductibile, datorita porozitatii lor. Aglomerarea este un proces fizico-chimic, dependent de: granulatia materialului, cuprinsa ntre 0,1...0,2 mm si 10...20 mm, ce determina permeabilitatea ncarcaturii (0,1...0,3 m3 aer/m2,s pentru granulatii fine si 0,8...1 m3 aer/m2,s pentru granulatii mai mari). Permeabilitatea ncarcaturii este dependenta si de grosimea stratului de material care variaza de la 50...100 mm la 300...400 mm. Utilizarea peletelor permite o grosime mai mare a stratului pentru aglomerare, fara micsorarea permeabilitatii; umiditatea materialului, variabila ntre 5...18%, n functie de granulatia, natura si proprietatile superficiale ale materialului; continutul de materiale combustibile, carbuni, praf de cocs, sulful din sulfuri, ce dau caldura pentru aglomerare, n functie de granulatia, umiditatea si natura materialului (n medie de 3...10%). Pentru minereuri si concentrate sulfuroase, continutul de sulf combustibil este 8...20% (pentru un continut mai ridicat n sulf este necesara prajirea n cuptoare sau pe masini de aglomerare n doua trepte). Consumul mediu de caldura pentru aglomerare este de 4185 KJ/Kg aglomerat; proprietatile fizico-chimice ale materialului influenteaza temperatura optima de aglomerare, regimul de ncalzire, natura transformarilor chimice. Temperatura de aglomerare este cu 10...20% mai mica dect temperatura de topire. Pentru minereuri de fier (1200...14500C), aglomerarea este favorizata de producerea unor compusi chimici cu puncte de fuziune scazute, ca faialita, cu punctul de topire la 12090C, eutecticele lui cu oxidul feros (1130...12000C), silicati si feriti de calciu, alti compusi usor fuzibili. Pentru concentrate plumboase temperaura de aglomerare este 850...9000C, cnd sudarea particulelor are loc datorita compusilor usor fuzibili formati (silicati si feriti de plumb).
2.
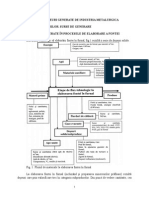
Fazele procesului de aglomerare
Fazele procesului de aglomerare sunt: uscarea si prencalzirea materialului aglomerarea propriu-zisa si faza de racire 3
recristalizarea
Pentru minereurile de fier n prima faza are loc evaporarea apei, descompunerea carbonatilor de fier, nceperea descompunerii sulfurilor, iar n faza a doua are loc desulfurarea completa, descompunerea carbonatului de calciu, formarea compusilor usor fuzibili. Atmosfera reducatoare a ncarcaturii datorita arderii combustibilului si formarii oxidului de carbon determina reducerea Fe2O3 la Fe3O4 si a FeO pna la fier metalic. Proprietatile aglomeratului sunt determinate de procesele fizico-chimice din faza a doua a aglomerarii. Formarea faialitei este limitata la max. 15...20%, datorita reductibilitatii scazute a aglomeratului; este necesara dozarea riguroasa a combustibilului si prezenta CaO, ce determina formarea altor compusi usor fuzibili (feriti si silicati de calciu). Aglomeratele usor fuzibile sau autofondante cu un indice de bazicitate de 0,9...1,2 asigura avantajele cunoscute procesului de topire si reducere din furnal. n cazul minereurilor si concentratelor sulfuroase, procesele fizico-chimice sunt mai complexe, fiind dependente si de continutul de sulf. Desulfurarea este avansata (90...95%), aglomeratele obtinute avnd max. 0,5% S, dar dezarsenierea este mai putin intensa (50...60%), datorita arseniatilor de calciu stabili.
3.
Mecanismul formarii aglomeratului
Mecanismul formarii aglomeratului n masinile de aglomerare comporta mai multe zone: o zona de ardere a combustibilului cu nmuierea materialului, formata dintr-un strat de 15...30 mm, care se deplaseaza cu o viteza de aglomerare de 10...20 mm/min; o zona de ncalzire intensa cu ajutorul gazelor calde rezultate din zona precedenta, unde are loc tasarea materialului datorita lipirii si plastifierii incipiente a granulelor minerale; o zona de uscare si o zona de condensare a vaporilor de apa rezultati din zonele precedente.
Cu deplasarea zonei de aglomerare se deplaseaza si se micsoreaza grosimea zonelor inferioare ce tind sa se unifice, n timp ce zona superioara zonei de ardere, zona de racire, creste pe naltimea ncarcaturii. Datorita degajarii gazelor si micsorarii distantelor intergranulare, aglomeratul este poros, iar volumul lui este cu 10...20% mai mic fata de volumul initial. Temperatura si permeabilitatea stratului (deci viteza de curgere a gazelor) variaza cu deplasarea zonei de aglomerare.
CAP. 2 FLUXUL TEHNOLOGIC AL SECIEI AGLOMERARE 2 DIN S.C. ISPAT SIDEX S.A. GALAI
2.1. Fluxul tehnologic al calcarului Calcarul este adus n SCSC din depozitul minereu calcar din cadrul sectiei PMP pe traseul:
Stiva 7C
MSC D9
D9
T237
C1
silozurile 1-8 din SCSC
Transportorul cu banda C1, prevazut cu carucior, D1, introduce calcarul n cele 8 silozuri aferente morilor cu ciocane. Fluxul tehnologic de transport calcar brut, macinare si sortare calcar este prezentat n schema 2.1.
DEP MC
C1
D1 B1a B2a B3a E1a E2a E3a CV1a CV2a CV3a C4a
B1 B2 B3 B4 CV6a
E1 E2 E3 E4
M1 M2 M3 M4 B5 E5 M5 B8a C5 B1b B2b B3b B4b E2b E3b E4b E5b E6b E7b E8b E1b CV1b CV2b CV3b CV4b CV5b CV6b CV7b CV8b C4b C6 <3mm C3b C2a E8a C2b CV8a Electrofiltru T1 D2 B4a B5a E4a E5a CV4a CV5a C3a B6a >3mm E6a B7a
E7a
CV7a B6 E6 M6
<3mm
T2
B7 E7 M7 T234 PD5 B8 E8 M8
>3mm B5b B6b B7b B8b
Schema 2.1. Fluxul tehnologic al calcarului Din silozurile 1-8, prin intermediul alimentatoarelor cu banda, calcarul ajunge n cele 8 mori cu ciocane, iar dupa concasare prin intermediul transportoarelor cu banda C2a, C2b si a benzii cu carucior D2, calcarul intra n cele 16 silozuri din sectorul de sortare, 8 pe sirul a si 8 pe sirul b.
Din silozuri, prin intermediul alimentatoarelor cu banda, sunt alimentate ciururile CV1a CV8a pe sirul a si CV1b - CV9b pe sirul b. n urma ciuruirii se separa fractiile granulometrice < 3mm si >3 mm. Trecerea (fractia < 3mm) este colectata pe transportorul cu banda C3a, pentru sirul a si transportorul cu banda C3b, pentru sirul b. Ambele transportoare deverseaza pe T234 si mai departe prin intermediul transportorului reversibil PD5 n silozurile 7-8 aferente calcarului din cele patru siruri ale statiei de predozare. Refuzul (fractia >3mm) rezultat dupa ciuruire este preluat de pe sirul a de transportorul de banda C4a si de sirul b de transportoarele cu banda C4b si C6 ambele deversnd pe transportorul cu banda C5, care transporta calcarul n vederea reintroducerii lui n circuitul de concasare, pna pe transportorul C1. Traseul pe care calcarul macinat este transportat n SPD este prezentat mai jos: C3a SCSC C3b T234 PD5 siloz 7 si 8 din SPD
Capacitatea totala de depozitare calcar n statia de predozare este de 1600 t. 2.2. Fluxul tehnologic al minereurilor de fier si stocare n buncare
2.2.1. Intrari n Statia Predozare Intrari n depozitul de minereu-calcar Din stivele 7-10 minereurile si calcarul ajung pe benzile T230, T231, T232 si T233 care deverseaza respectiv pe transportoarele PD1, PD2, PD3, PD4 si sunt stocate n buncarele 16 si pe sirurile 1 si 2. PD1 si PD2 alimenteaza buncarul 3 de pe cele doua siruri si deverseaza pe benzile PD6 si PD7, aflate respectiv deasupra sirurilor de buncare: 1 si 2, pentru buncarele 1-6. PD3 si PD4 alimenteaza direct buncarul 4 de pe ambele siruri si au posibilitatea de deversare pe benzile PD6 si PD7. Intrari din statia de concasare-sortare calcar Din statia de sortare calcar, prin intermediul transportoarelor C3a si C3b fractia de calcar < 3mm este colectata pe T234 care deverseaza pe transportorul PD5 si ajunge n buncarele 78 de pe cele doua rnduri de buncare ale SD.
Intrari de materiale feroase recuperate 7
Praful rezultat la depoluarea locurilor de munca din statia de concasare cocs este preluat de transportoarele A32a si A32b care deverseaza pe A27a sau A27b. Transportorul A27a prin intermediul transportoarelor T236 si PD12 duce praful n buncarul 10 de pe cele 2 siruri de buncare ale SPD. Analog, transportorul A27b prin intermediul transportoarelor T235 si PD13 duce praful n buncarul 9 de pe cele 2 siruri de buncare ale SPD. Praful rezultat de pe electrofiltrul de la epurare gaze-arse este colectat pe A29 care deverseaza pe A27a sau pe A27b si ajunge n buncarele 9 sau 10 ale fiecarui sir din SPD. slamul de la masinile 5si 6 este colectat pe transportoarele TB1 si TB2 si prin intermediul benzilor A28, A16a, A16b, trecut prin sortare, ajunge pe A27a sau pe A27b si de aici n buncarele 9 sau 10. Tot din buncarele 9 si 10, cu aceleasi transportoare, ajunge si praful de la instalatia centrala de desprafuire. Returul de la FA-2 este colectat pe A26 care deverseaza tot pe A27a sau pe A27b, traseu urmat si de praful de sub racitor si care n final ajunge n buncarele 9 si 10. Returul de la furnalul 5 ajunge n buncarul 9 sau 10 de pe fiecare sir din SPD pe urmatorul flux:
A27a Retur F5 B100 A27b
T236
PD12
B10
T235
PD13
B9
2.2.2. Iesiri din Statia Predozare Iesirile din SPD se executa pe benzile transportoare PD14, PD15. Acestea sunt amplasate sub fiecare sir de buncare si se constituie n urmatoarele fluxuri ce deservesc Parcul de Omogenizare: P17 sirul 1 PD14 P1 P3 P18 P5 stiva 7 MSt1 stiva 8 stiva 9 sirul 2 PD15 P6 MSt2 8
stiva 10 Schema 2.2.2. Fluxul tehnologic ce deserveste Parcul de Omogenizare 2.2.3. Stocarea n buncare
Statia de predozare primeste din depozitul de minereu-calcar, statia de concasare-sortare calcar, FA-2 si F5 toate materiile prime care intra n compozitia stivelor de omogenizare. Materiile prime intrate n statie sunt stocate n buncare. Buncarele sunt constituite n doua siruri, fiecare sir avnd buncarele numerotate de la 1 la 10. Destinatia buncarelor este aceeasi pentru fiecare sir n parte si anume: buncarele 78 pentru calcar; purtatoare de fier
buncarele 910 pentru retur de aglomerat si alte materiale recuperate din FA-2(slam, praf electrofiltru, etc); Capacitatea buncarelor este urmatoarea: buncarele 1-6 cte 400 t fiecare; buncarele 7-8 cte 200 t fiecare; buncarele 9-10 cte 200 t fiecare.
Predozarea materialelor feroase si a fondantilor este operatia de cntarire a sorturilor n vederea formarii sarjei pentru aglomerare respectnd reteta impusa. Extragerea materiilor prime din fiecare buncar se face cu ajutorul unor dozatoare gravimetrice care sunt formate dintr-o banda extractoare, cu viteza variabila comandata de o rola de cntarire. Reglarea automata a debitului se realizeaza n limite convenabile, data fiind influenta redusa a umiditatii la folosirea acestui tip de extractoare. Pentru prevenirea boltilor de material, extragerea din buncare se face prin intermediul unor plnii n cascada, suspendate elastic si dotate cu vibratoare. n acest fel se realizeaza pe de-o parte ruperea coloanei de material n etape, iar de pe alta parte se asigura sfarmarea eventualelor bolti. Dozatoarele sunt de fabricatie romneasca si au urmatoarele debite maxime: pe toate sirurile, dozatoarele 1, 2, 3, 5 si 6 au cte 500 t/h; pe sirul 1, dozatorul 4 are 500t/h, iar pe sirul 2 are 200 t/h; pe toate sirurile, dozatoarele 7 si 8 au cte 200 t/h; dozatorul 9 are 100 t/h pe sirurile 1 si 2; 9
toate sirurile au dozatorul 10 de 500 t/h.
sarja se formeaza n functie de numarul de sorturi stabilit cu ajutorul a minim trei dozatoare ce lucreaza simultan, situate toate pe acelasi sir.
Buncarul 3 1 Buncarul 3 2 PD 6 PD 7 3 4 Buncarul 4 Buncarul 1-6
sirul 1
sirul 2
sirul 2 sirul 1
Buncarul 1-6
sirul 1
Buncarul 4 Buncarul 7-8 PD5 Buncarul 7-8
sirul 2 sirul 1
sirul 2
Buncarul 9 PD13
sirul 1
Buncarul 9
sirul 2 10
Retur FA2 Buncarul 10 sirul 1
PD12
Buncarul 10
sirul 2
PD17 PD14 P1 P3 PD18 PD5 MST1 St.7-8
PD15
P6
MST2
St.9-10
Schema 2.2.3. Schema tehnologica a posibilitatilor de introducere si extractie a materiilor prime n statia de predozare si introducere n stivele de omogenizare 2.3. Fluxul tehnologic al materiei prime pentru formarea stivei si transportul omogenizatului din stiva pna n Statia Dozare Iesirea materiilor prime din statia de predozare si intrarea lor n stivele de omogenizare sunt prezentate n schema 2.3.a., iar scoaterea omogenizatului din stive si transportul pna la statiile de dozare sunt prezentate n schema 2.3.b. n vederea cresterii gradului de precizie al dozarii unui sort din cele ce se introduc n stivele de omogenizare, ct si pentru cresterea gradului de omogenizare al sortului respectiv, se recomanda ca n cazul existentei unui sort n mai multe buncare n statia de predozare, extragerea lui sa se faca concomitent cu mai multe dozatoare. Dupa formarea stivei si intrarea n consum, materialul este extras cu ajutorul unei masini de scos cu brat rotitor, cu grapa si roata cu cupe. Aceasta se deplasaza pe linia de rulare si preia transversal de la o margine la alta a stivei, materialul din toate sorturile. Prin prabusirea materialului la baza stivei, datorita preluarii transversale, se produce o noua amestecare a materiilor prime ce poate constitui o continuare a omogenizarii acestora. Omogenizatul extras din stiva este transportat pna n SD si introdus n silozurile aferente acestui sort, care au rolul de stocare pe durata extragerii materialului din ele. P 17
11
PD 14
P1
P3
P18
P5 PD 15 P6 MSt2
MSt1
Stivele 7-8
Stivele 9-10
Schema 2.3.a. Schema tehnologica de extractie a materiilor prime din statia de predozare si introducere n stivele de omogenizare Stiva 7 Stiva 8 Stiva 9 Stiva10 MSc1 MSc2 MSc1 MSc2 P9 P10 P11 P12 P18 A1a A2a P17 A1b A2b
Schema 2.3.b. Schema tehnologica a fluxurilor de iesire din stivele de omogenizare si de intrare a omogenizatului n stasia de dozare 2.4. Fluxul tehnologic al cocsului pna n Statia de Concasare si de la Concasare n Statia Dozare n Statia de Concasare Cocs, cocsul destinat macinarii sub 3 mm, se primeste de la UCC 1 si de la F 5 este prezentat n urmatoarea schema: UCC 1 KM 1 F5 KM 2 KM 3 BT 2 BT 1
Schema 2.4. a. Fluxul tehnologic al cocsului primit de la UCC1si F5 n SCC Din ambele surse, pe acelasi flux de transport (KM 1, KM 2, KM 3), cocsul cu granulatie 010 mm ajunge n statia de concasare n doua silozuri (BT 1 si BT 2) de cte 500 t fiecare. Din acestea cu ajutorul a doua plnii si a transportoarelor KM4 si KM7, prevazute cu separatoare magnetice ajunge n cele opt silozuri intermediare aferente celor opt concasoare cu patru valturi, fiecare buncar avnd cte 50 t. Din aceste buncare, cocsul extras este introdus n concasoare prin intermediul transportoarelor cu banda KM 9---KM 16. 12
Cocsul macinat sub 3mm este preluat de transportorul cu banda KM 8 si trimis prin intermediul transportorului A3 n SD a FA 2. Schema tehnologica a fluxului de concasare si transport spre SD este prezentata mai jos:
B1 B2 BT1 B6a AB1 KM4 AB2 B7b B3 KM7 B5 B7 B7a B7b
KM 9 KM10 KM11 K KM13 B6 KM15
K1 K2 K3 B4 K5 KM8 A3 KM14 K6 K7 B8 KM16 A3a G6a B6b KM12 K4 G3a G4b K8
Dozare 2 BT2
Schema 2.4.b. Fluxul tehnologic al cocsului macinat spre SD
Pentru realizarea granulatiei cocsului la nivelul normelor de calitate se va acorda o atentie deosebita reglarii distantei dintre valturi care sa asigure mentinerea granulatiei ntre urmatoarele limite: 6,6 - 8,2 mm pentru valturile superioare; 1,8 - 2,1 mm pentru valturile inferioare.
Daca valturile prezinta uzura permanenta si prin strngerea lor nu se poate realiza granulatia aratata, se vor opri concasoarele care sunt n aceasta situatie si se vor nlocui valturile uzate. Cocsul macinat este transportat n statia de dozare si stivuit n silozurile 6a, 7a si 6b, 7b.
2.5.
Fluxul tehnologic al dozatoarelor din Statia Dozare
Intrarea materiilor prime n statia de dozare, formarea ncarcaturii de aglomerare si expeditia ei spre Corpul Principal se face pe urmatoarele trasee:
A3 G3 cocs
A3a G3a G4a 13
omogenizat
A2a
1a
2a
3a
4a
5a
6a
7a
omogenizat
cocs
sarja A5a
G4b Y2a omogenizat A2b Y3a
1b
2b
3b
4b
5b
6b
7b
omogenizat
cocs
sarja A5b
Y2b Schema 2.5. Statia Dozare
Y3b
2.6.
Fluxul tehnologic al sarjei si al aglomeratului pentru pat
ncarcatura formata din omogenizat si cocs, preluata de transportoarele A5a si A5b din Statia de Dozare este condusa spre tobele de amestec (primar si secundar) pe urmatoarele trasee:
A5a
TAP5
A8a
A9a
A10a 14
F11 A5b TAP6 A8b A9b A10b
BTs5 F11 BTs6
DG
A12a
TAS5
A13a - BIsMA5 - TEs5
MA5
DG
A12b
TAS6
A13b- BIsMA6 - TEs6
MA6
Schema 2.6.a. Fluxul tehnologic al sarjei Aglomeratul pentru pat, fractie granulometrica 5-25 mm, destinat protectiei gratarelor de pe carucioarele masinilor, ajunge pe acestea din Statia de Sortare aglomerat n CP, pe urmatoarele trasee: BTPM5 - BIPM5 - TEPM5 A22 - A23 - A24 MA5
A25 - BIPM6 - TEPM6
MA6
Schema 2.6.b. Fluxul tehnologic al aglomeratului pentru pat 2.7. Fluxul tehnologic la intrarea ncarcaturii ct si iesirea aglomeratului finit
Intrarea ncarcaturii si a aglomeratului pentru pat pe masinile de aglomerare, ct si iesirea aglomeratului finit de pe masini se fac pe urmatoarele trasee: BIs5 - TEs5 MA5 BIP5 - TEP5 BIs6 - TEs6 15 K5
MA6 BIP6 - TEs6
K6
Schema 2.7. Fluxul tehnologic al sarjei si al aglomeratului pentru pat spre masina de aglomerare Aglomeratul produs pe masinile de aglomerare se prezinta la capatul de descarcare n bucati mari, ajungnd pna la dimensiunile latimii masinii si avnd grosimea egala cu naltimea stratului. Deoarece asemenea bucati mari nu pot fi introduse asa cum sunt n furnale si n acelasi timp pe traseul Aglomerare - Furnale, ar produce blocari sau nfundari de plnii deversoare si racire necorespunzatoare pe racitoare, aglomeratul rezultat de pe masini este sfarmat n concasoare cu dinti, cte unul pentru fiecare masina. Din punct de vedere tehnologic, sfarmarea produce si o stabilizare a aglomeratului produs.
2.8. Fluxul tehnologic al prafului rezultat n urma epurarii gazelor arse Praful colectat de electrofiltre este deversat pe transportorul A29 si apoi prin intermediul transportoarelor A27a si A27b ajunge n silozul de materii prime din predozare. Schema de transport al prafului rezultat n urma epurarii gazelor arse este urmatoarea:
Epurare
M5
EE5 A29
A27a
T236
PD12 Buncar retur
gaze arse
M6
EE6
A27b
T235
PD13 predozare
Schema 2.8. Fluxul tehnologic al prafului
2.9.
Fluxul tehnologic al aglomeratului de la masina de Aglomerare pna la Furnale
Traseele pe care aglomeratul iesit de la concasoarele de aglomerat ajung pe benzile transportoare ce conduc aglomeratul finit spre estacadele buncarelor de la furnale se prezinta in schema 2.9. De pe fiecare racitor aglomeratul racit la 70 - 900C, ajunge pentru ciuruire n Statia Sortare, iar bucatile mici de aglomerat cazute printre carucioare sunt preluate de transportorul cu banda si deversate pe circuitul returului.
16
fr. gr. 6-15 mm si > 25mm
M5
CD5
RL5
A16a
fr. gr. 0-6 mm
fr. gr. 15-25 mm
A20a
A74a
A21a
Statia de derivatie F5-6
A22(pat)
A26(retur)
A75
Fr. gr. 15-25 mm M6 CD6 RL6 A16b fr.gr. 0-6mm
A20b
A74b
A21b Statia de
derivatie F3-4
fr.gr. 6-15mm si >25mm
Schema 2.9. Schema tehnologica a fluxului de racire si sortare aglomerat
17
CAP. 3 CARACTERISTICILE sI ANALIZA MATERIALELOR PRIME UTILIZATE N AGLOMERARE 3.1. Caracteristici privind concasarea si sortarea calcarului Calcarul necesar obtinerii aglomeratului autofondat trebuie sa fie sfarmat si ciuruit n asa fel, nct sa aiba n mod riguros granulatia cuprinsa ntre 0 si 3 mm. Ideal ar fi ca granulatia calcarului sa fie cuprinsa ntre 0,5 si 2 mm. Rolul calcarului n procesul de aglomerare este de a actiona prin continutul sau n CaO asupra aciditatii ridicate a minereurilor de Fe si Mn introduse n ncarcatura, astfel nct aglomeratul fabricat sa aiba o bazicitate (CaO/SiO2) n general cuprinsa ntre 1,6 si 2,0. Cnd calcarul utilizat n procesul de aglomerare are granule mari (fractie granulometrica >3mm), se formeaza pori neuniformi n aglomerat, iar peretii dintre pori sunt subtiri, fapt ce conduce la slabirea rezistentei aglomeratului si deci la sfarmarea lui. Alte efecte nefavorabile ale granulelor mari de calcar utilizate n procesul de sinterizare, pe lnga efectul de segregare, se regasesc ntr-o ncetinire a disocierii si obtinerii CaO pentru reactiile din strat, o miscare a suprafetei de contact dintre componenti, o crestere a cantitatii de calcar care nu intra n reactie si ntr-o crestere a neuniformitatii structurii aglomeratului. Calitatea calcarului macinat se controleaza pe fiecare schimb, determinndu-se continutul n fractia granulometrica > 3 mm, n procente. Pentru ca operatiile de concasare si sortare sa se desfasoare n bune conditii, la intrarea n procesul de prelucrare calcarul va avea o granulatie de max. 40 mm, bucatile mai mari producnd perturbatii n functionarea concasoarelor. De asemenea, calcarul nu trebuie sa contina corpuri straine care conduc la deteriorarea utilajelor. Calcarul trebuie sa aiba un continut minim de 50% CaO, max. 3% MgO si 3,5% (SiO2 + Al2O3). Continutul mai mic de CaO conduce pentru aceeasi bazicitate n aglomerat la un consum suplimentar de calcar, cu urmari nefavorabile asupra consumului de cocs la aglomerare, ct si la un consum de energie electrica mai mare, ca urmare a prelungirii duratelor de functionare a morilor cu ciocane si a ciururilor. Umiditatea calcarului nu trebuie sa depaseasca o anumita valoare, deoarece un continut mare de apa duce la nfundarea att a concasoarelor ct si a sitelor de la ciururi, cu efecte negative asupra productivitatii acestora. n dotarea SCSC exista 8 mori cu ciocane si 16 ciururi vibratoare.
18
3.2. Sorturi de materii prime, caracteristici ale minereurilor de fier si conditii de calitate Predozarea materiilor prime utilizate la FA-2 are scopul de a asigura introducerea n Parcul Omogenizare a unor cantitati exacte si la debite constante, n vederea mentinerii unui control eficient asupra compozitiei omogenizatului. Statia Predozare primeste, depoziteaza si dozeaza conform retetei de fabricatie toate materiile prime care intra n stivele de omogenizare: minereuri, calcar, retur de aglomerat si alte materiale feroase recuperate (praf electrofiltru, slam, praf furnal, tunder). Dozarea se efectueaza n buncare, statia avnd n dozare 20 de buncare aflate pe doua siruri a cte 10 unitati. Introducerea si expedierea materiilor prime din SPD se executa pe benzi transportoare. Dupa balanta de materii prime din ultimii ani si din prezent, precum si dupa sursele de aprovizionare n SPD, pentru formarea amestecurilor omogenizate de la FA-2, conform tabelului 3.2.1., se folosesc urmatoarele materii prime: Minereuri de fier: Minereu Krivoi Rog; Concentrat Krivoi Rog; Minereuri Australia (Mt. Newman, PHSF, Yandi); Minereuri Brazilia (Samitri, Ferteco, Socoimex, Carajos); Minereu India; Minereu Venezuela; Minereu Mauritania; Minereu Africa de Sud; Concentrate din India si Brazilia; Minereu Resita; Minereu Teliuc; Concentrat Turda; Minereuri si concentrate de mangan (Vatra Dornei); Adaosuri si deseuri metalice (tunder, praf furnal, slamuri, zguri); Resturi pelete; Dolomita; Nisip cuartos; 19
Retur de aglomerat.
Tabel 3.2.1. Nr.crt Materii prime Denumire Caracteristici Conditii de calitate 0 1 2 3 4
1 Minereu Krivoi Rog Analiza chimica
Dimensiuni Fe, %, min SiO2, %, max Al2O3, %, max H2O, %, max +5 mm, %, max 50,00 21,00 2,50 5,00 5,00
2 20
Minereu de fier cu continut mediu de fier(Australia, Brazilia, Venezuela, Mauritania, Liberia, India, Rusia) Analiza chimica
Dimensiuni Fe, %, min SiO2, %, max Cu exceptia conc.Krivoi Rog admis max Al2O3, %, max H2O, %, max +10 mm, %, max 56,00 6,00 10,00 3,00 12,00 5,00
3 Minereu de fier cu continut mediu de fier(Australia, Brazilia, Venezuela, Mauritania, Liberia, India, Rusia) Analiza chimica
Dimensiuni Fe, %, min SiO2, %, max Al2O3, %, max H2O, %, max +5 mm, %, max 21
61,00 4,00 2,00 5,00 5,00
slam de otelarie Analiza chimica
Dimensiuni Fe, %, min SiO2, %, max CaO, %, min Mn, %, min H2O, %, max +50 mm, %, (corpuri metalice, sparturi de materiale refractate,alte corpuri straine) 25,00 5,00 35,00 0,50 12,00
0,00
5 22
under Analiza chimica Continut de uleiuri Dimensiuni Fe, %, min SiO2, %, max %, max +50 mm (bucati de fier sau caramizi) 70,00 5,00 0,50 0,00
6 Concentrat de fier Analiza chimica
Dimensiuni Fe, %, min SiO2, %, max CaO, %, min Mn, %, min H2O, %, max +2 mm 50,00 9,50 6,00 0,30 23
8,00 0,00
Minereuri de mangan-oxizi Analiza chimica
Dimensiuni Mn, %, min Fe, %, min SiO2, %, max H2O, %, max Se livreaza la granulatia 0-100 mm, iar pentru aglomerare se scoate n depozit clasa 010mm. 20,00 8,00 45,00 5,00
8 Minereuri de carbonati Analiza chimica Dimensiuni 24
Mn, %, min Fe, %, min SiO2, %, max H2O, %, max +15 mm, %, max 27,00 9,00 38,00 5,00 5,00
Dolomita Analiza chimica
Dimensiuni CaO, %, min MgO, %, min Al2O3 +SiO2, %, max PC, %, max H2O, %, max +5 mm, max 29,00 18,00 6,00 44,00 25
8,00 10,00
10 Calcar Mahmudia Cal.I Analiza chimica
Dimensiuni CaO, %, min SiO2, % Al2O3, % MgO, %, max +70 mm, %, max 53,00 1,50 1,50 5,00 10,00
11 Calcar Mahmudia Cal.II Analiza chimica
Dimensiuni CaO, %, min SiO2 +Al2O3, % MgO, %, max 26
+20 mm, %, max +40 mm 50,00 3,50 3,00 10,00 0,00
3.3. ntocmirea retetei de omogenizat Plecnd de la balanta anuala de materii prime, ritmul de aprovizionare si calitatea ceruta ncarcaturii furnalului n vederea obtinerii unei scoateri de fonta ct mai ridicate, se face balanta pentru producerea unei tone de fonta din aglomerat, pelete si cocs. Cunoscnd necesarul de fier din ncarcatura furnalelor si aportul n acest element al peletelor, rezulta prin diferenta, gradul de participare al aglomeratului si continutul n fier necesar al acestuia.
Se ntocmeste balanta pentru producerea unei tone de aglomerat n functie de baza materiala existenta n sectia Pregatire Materii Prime si de compozitia chimica a fiecarui sort n parte. Cantitatea de materii prime introdusa n stivele de omogenizare pentru producerea unei tone de aglomerat se ia n calcul cu cantitatea de apa existenta n acestea. Pe baza balantei rezulta compozitia chimica a omogenizatului si a aglomeratului ce urmeaza a se obtine. Cunoscnd cantitatea totala de materiale ce se vor introduce n stiva, se determina procesul de participatie si tonajul fiecarui sort n reteta de omogenizare, rezultnd astfel componenta pe sortimente a stivei de omogenizat care urmeaza a se forma.
3.4. Caracteristici privind formarea stivei de omogen Amestecul omogenizat format n stivele existente n Parcul Omogenizare al FA-2, constituie principalul component din sarjele supuse procesului de sinterizare pe masinile de aglomerare 5-6. Amestecul este format din materii prime purtatoare de elemente minerale utile, dintre care cel mai important este continutul n fier. Materiile prime utilizate sunt foarte diferite ca provenienta, caracteristici fizico-chimice si granulometrice. inndu-se seama nsa de importanta asigurarii n aglomeratul care se 27
ncarca n furnale, a unei constante ct mai ridicate n ceea ce priveste compozitia chimica data n special de Fe, SiO2, CaO, reducerea variatiei compozitiei chimice din materiile prime intrate n reteta de fabricatie, se realizeaza prin operatia de pregatire de omogenizare a acestora n stive. Rolul omogenizarii este de a aduce minereuri cu compozitii chimice si granulometrice diferite, la un amestec cu o compozitie chimica si granulometrica uniforma, omogena, cu nivele extreme limitate. Omogenizarea la FA-2 se realizeaza prin depunerea diferitelor sorturi de minereuri de Fe si Mn, adaosuri, fondanti (dolomita) si retur de aglomerat, n straturi subtiri, succesive, pe toata lungimea stivei n formare. Preluarea amestecului omogenizat se face pe ntreaga sectiune transversala a stivei, deci din toate straturile. Cu ct gradul de omogenizare exprimat printr-un nivel maxim de uniformizare a dispunerii componentilor din stiva n amestecul format si apoi utilizat n procesul de fabricatie al fabricii de aglomerare va fi mai ridicat, cu att indicii de calitate chimica ai aglomeratului, exprimati prin variatia continutului de fier si bazicitate, vor fi mai buni. Acesti indici de calitate determina n buna masura o functionare eficienta a furnalelor. Stabilitatea compozitiei chimice a aglomeratului ncarcat n furnale determina prin intervalul oscilatiei elementelor chimice ale aglomeratului si masurata prin abaterea medie patratica fata de medie, urmatoarele efecte: reducerea gamei oscilatiilor continutului de fier din aglomerat de la 1,5% pna la 1,8%, asigura o crestere a productivitatii furnalului cu 2,5% si o scadere concomitenta a consumului specific de cocs, cu 1,5%; reducerea n continuare a acestor oscilatii de la 1% pna la 0,5%, conduce la o crestere a productivitatii de 2% si o reducere a consumului de cocs, cu 1%; reducerea oscilatiilor bazicitatii de la 0,075 pna la 0,05, conduce la o crestere a productivitatii cu 1% si o scadere a consumului specific de cocs la furnale, cu 0,5%; scaderea n continuare a variatiilor de bazicitate din aglomeratul ncarcat n furnal de la 0,05 pna la 0,025, conduce la cresterea productivitatii cu 0,5 % si la reducerea consumului de cocs cu 0,3%. Din cele aratate, rezulta ca procesul de omogenizare are menirea de a reduce la maxim variatia compozitiei chimice a amestecului format n fiecare stiva si chiar de la o stiva la alta. Aceasta operatie de pregatire a materiilor prime pentru aglomerare constituie principala cale de asigurare si de mentinere la furnale a unei ncarcaturi corespunzatoare calitativ din punct de vedere al constantei compozitiei chimice, cu influente directe asupra consumului de cocs si al stabilitatii compozitiei chimice a fontei si a zgurii. Stabilirea cantitatilor de materii prime ce intra n procesul de formare a stivelor de omogenizat are n vedere armonizarea programelor de aprovizionare pe termen mediu (luni, trimestre) cu stocurile existente si resursele interne probabile, astfel nct sa se asigure functionarea normala a furnalului pe durate de cel putin o luna de zile. Dimensionarea stivelor de omogenizat este astfel facuta nct sa asigure functionarea fabricii de aglomerare pe o perioada de 10-15 zile. Pentru asigurarea continuitatii, n timp ce o stiva asigura consumul necesar procesului de aglomerare, o stiva trebuie sa fie n formare, n rezerva (asteptare). 28
Dotarile existente n SPD si n PO permit n mod normal acest regim de functionare.
3.5.
Materii prime, caracteristici de omogenizare si conditii impuse la formarea stivei
Materiile prime care intra n statia de predozare n vederea formarii amestecului omogenizat utilizat la masinile 5 si 6 sunt urmatoarele: minereurile de fier de diferite sorturi si provenienta; minereuri de mangan; diverse adaosuri (nisip, preomogen); fondanti (calcar, dolomita, var); retur de aglomerat. Dupa balanta de materii prime din ultimii ani si din prezent, precum si dupa sursele de aprovizionare, pentru formarea amestecurilor omogenizate de la FA-2, se folosesc urmatoarele sorturi de materii prime: Minereuri de fier: Minereu Krivoi Rog; Concentrat Krivoi Rog; Minereuri Australia (Mt. Newman, PHSF, Yandi); Minereuri Brazilia (Samitri, Ferteco, Socoimex, Carajos); Minereu India; Concentrate din Brazilia;
Minereuri si concentrate de mangan (Vatra Dornei); Dolomita; Nisip cuartos; Retur de aglomerat; Preomogen; Calcar. 29
Omogenizarea materiilor prime utilizate la masinile de aglomerare 5 si 6 se face n scopul reducerii variatiei n compozitia chimica si granulometrica a acestora. Rolul acestei operatii este tocmai de a forma din mai multi constituenti care formeaza sarja cu compozitii chimice si granulometrice diferite, un amestec pentru aglomerare omogen chimic si fizic si din care sa se produca un aglomerat corespunzator cerintelor furnalului 5. Gospodaria de materii prime de la FA-2 cuprinde pregatirea calcarului si a amestecului omogenizat pentru masinile 5 si 6. Parcul de omogenizare pentru FA-2 cuprinde 4 stive de omogenizare numerotate de la 7 la 10, care sunt alimentate cu materii prime din SPD de pe sirurile 1 si 2. La formarea unei stive, pentru realizarea corespunzatoare a amestecului omogenizat se vor respecta urmatoarele conditii:
realizarea unui numar ct mai mare de straturi longitudinale, pastrndu-se o constanta a debitului pe toata durata depunerii sortului respectiv; cantitatea dintr-un sort trebuie sa asigure o acoperire integrala a suprafetei taluzului stivei; alternarea straturilor pentru diferite sorturi trebuie sa respecte o anumita simetrie n sectiune; toate sorturile se stivuiesc dupa aceeasi tehnologie;
straturile corespunzatoare sortimentelor n cantitati mici se introduc de regula n partea mediana a sectiunii stivei; t; se recomanda ca marimea unui lot sa nu fie mai mica de 200 t si nu mai mare de 4000
depunerea sorturilor sa se efectueze n straturi ntregi, fiecare sort sa se termine la capat de stiva.
3.6. Caracteristicile principale ale unei stive Caracteristicile principale ale unei stive sunt urmatoarele: - latimea pe sol: - latimea maxima: - naltimea totala: - naltimea partii cuprinsa ntre rambleu: - lungimea la creasta: - suprafata sectiunii curente: 13,8 m 0,88 m 306 m 180 m2 30 22,67 m 26,0 m
- greutatea maxima a materialului n stiva:
120.000 t
Introducerea materiilor prime n stivele de omogenizare se realizeaza cu ajutorul a doua masini de stivuit cu brat rotitor de provenienta romneasca, fiecare avnd cte un debit de 1000 t/h. inndu-se seama ca exista posibilitatea transmiterii din oricare din cele patru stive a materialului omogenizat spre FA-2, dotarea tehnica existenta permite lucrul n parcul de omogenizare cu o stiva n consum, una n asteptare (rezerva) si una n formare. Capacitatea unei stive asigura cu material omogenizat la un nivel mediu de functionare a FA2, un timp de 5-10 zile. Durata de formare a unei stive n conditii normale se considera ca fiind de 85% din durata de consum a unei stive, iar fondul de timp al utilajelor de introducere sau evacuare se considera ca fiind de 22 ore pe zi functionare efectiva. Dintre toate materiile prime introduse n omogenizare, minereul Krivoi Rog si minereurilor de mangan au cea mai mare variatie n compozitia chimica. Continutul de SiO2 are o variatie masurata prin abaterea medie patratica cu valori cuprinse n limitele (4-5) %. Din punct de vedere granulometric aceleasi minereuri depasesc limita de 10% > 3 mm n urmatoarele proportii: minereu Krivoi Rog: minereu mangan: 14 - 15 % 19 - 20 %
Pentru dozarea corecta a fiecarui component care se introduce n stiva este necesar sa se cunoasca compozitia chimica a tuturor materiilor prime, iar dozatoarele sa functioneze fara erori. nainte de nceperea formarii stivei trebuie sa se cunoasca continutul n fier si mangan, precum si bazicitatea aglomeratului care se doreste a se obtine din omogenizat. innd seama de pierderile la calcinare ct si de continutul de apa a fiecarui component ce se introduce n stiva, calculul cantitatilor de materii prime se va face astfel nct n urma procesului de aglomerare, aglomeratul sa aiba compozitia prescrisa. Pentru calcularea compozitiei chimice a omogenizatului se vor utiliza urmatoarele formule de calcul:
M Fem + nFen + pFep +.. Feomog= 100 31 % (rel.3.6.1.)
m(SiO2 + Al2O3)m +n(SiO2 +Al2O3)n +p(SiO2 + Al2O3)p +. (SiO2 + Al2 O3)omog = 100 %
(rel. 3.6.2.) m(CaO + MgO)m +n(CaO +MgO)n +p(CaO + MgO)p +. (CaO + MgO)omog = 100 %
(rel. 3.6.3.) mMnm + nMnn + pMnp +.. Mnomog = 100 % (rel.3.6.4.)
n care: m, n, p - cantitatea diversilor componenti (materii prime) care se introduc n omogenizare [%]; Fem, Fen, Fep - continutul n fier a materiilor prime [%]; (SiO2 + Al2O3)m , (SiO2 +Al2O3)n , (SiO2 + Al2O3)p - continutul n oxizi de silice si alumina (SiO2 + Al2O3) a materiilor prime [%]; (CaO + MgO)m , (CaO +MgO)n , (CaO + MgO)p - continutul n oxizi bazici (CaO + MgO) a materiilor prime [%]; Mnm, Mnn, Mnp - continutul n mangan a materiilor prime [%]. stiva de
Calculul pentru necesarul de calcar care introdus n stiva asigura bazicitatea omogenizatului se efectueaza dupa urmatoarea formula: m( Bb1 - a1) + (Bb2 - a2) + (Bb3 - a3) +. 32
Q= ax - Bbx n care: Q - necesarul de calcar [%]; B - indicele de bazicitate impus;
(rel. 3.6.5.)
a1, a2, .,an - continutul de oxizi bazici (CaO + MgO) n materiile prime ce se introduc n stiva [%]; b1, b2,., bn - continutul de oxizi de silice si alumina (SiO2 + Al2O3) n materiile prime [%]; ax - continutul n (CaO + MgO) n fondatii utilizati la omogenizare [%]; bx - continutul n (SiO2 +Al2O3) n fondatii utilizati la omogenizare [%]; Pentru obtinerea compozitiei chimice ceruta la furnale n aglomerat, necesarul de materii prime ce sunt introduse n fiecare stiva n formare este calculat n functie de compozitia chimica a acestora, pe baza unui program rulat pe calculator. Pentru a stii n orice moment al formarii unei stive compozitia chimica a omogenizatului este necesara cunoasterea compozitiei chimice a fiecarui sort din materiile prime ce se introduc n stiva. Orice abatere de la aceasta regula conduce la erori ce se regasesc n compozitia finala a omogenizatului ncarcat pe masinile de aglomerare. Tehnologia de formare a stivelor cu omogenizat consta n depunerea succesiva n straturi orizontale de grosime constanta pe toata lungimea stivei. Dupa stabilirea cantitatilor din materiile prime ce urmeaza a se introduce n stiva, se ncepe formarea stivei cu introducerea unei cantitati de minereu Vest, conform programului stabilit de conducerea sectiei. Nu se vor pune la baza stivei concentrate sau materii prime cu pondere mica n reteta (sub 15-20 %). innd seama ca o buna omogenizare se efectueaza prin depunerea a ct mai multe straturi longitudinale, dar subtiri, este necesar ca debitul orar al materialului introdus n stiva sa nu depaseasca 600-800 t/h timp n care masina de stivuit executa cel putin patru curse. n acest mod se pot introduce ntr-o stiva n 24 ore ntre 11000 20000 tone, adica depunerea a circa 70-75 straturi. Astfel, o stiva de circa 100000 tone se poate forma n 5-10 zile si va cuprinde ntre 560-720 straturi. Pentru o buna omogenizare, dupa introducerea materialului care formeaza baza stivei, se va avea n vedere ca din toate sorturile cu pondere mica n stiva, sa nu se introduca odata mai mult de 1000 tone, dar nu mai putin de 100 -150 tone, iar din sorturile cu pondere mare, cantitatile sa nu depaseasca maxim 4000 tone si minim 200 tone. Alternanta straturilor se face astfel nct n stiva, n orice moment al formarii sale, compozitia sa fie ct mai aproape de compozitia finala. 33
Introducerea materiilor prime se face numai cu debit constant. Daca n timpul introducerii unui sort n stiva apare o discontinuitate n alimentare - ca urmare a unei defectiuni n flux, operatorul de pe masina de stivuit are obligatia sa opreasca n locul unde s-a terminat materialul si nu se va porni masina dect n momentul n care a renceput sa soseasca materialul si paraseste banda brat a masinii si cade pe stiva.
3.7. Caracteristici privind concasarea cocsului Cocsul este utilizat n amestecul supus sinterizarii pe masinile de aglomerare drept combustibil, cu rol de a aduce n strat un aport termic necesar desfasurarii procesului dintre componentii acestuia. Pentru o buna desfasurare a reactiilor n strat, cocsul trebuie sa fie n mod uniform distribuit n masa de ncarcatura si pentru aceasta el trebuie macinat la o granulatie sub 3 mm. Sfarmarea cocsului se realizeaza n concasoare cu cilindrii ntr-o treapta. n timpul desfasurarii acestei operatii se va evita formarea fractiunilor foarte fine (sub 0,2 mm), ct si depasirea cu max. 8 % a limitei de 3 mm, dar continutul n fractie mai mare de 4 mm sa fie zero. Granulatia ideala este cuprinsa ntre 0,2 si 2 mm. La cresterea granulatiei cocsului peste valorile admise de tehnologie, procesul de aglomerare nu decurge la parametrii optimi, iar calitatea aglomeratului obtinut este influentata negativ. Prezenta bucatilor mari de cocs n sarja, pe lnga efectul negativ al producerii fenomenului de segregare, conduce la schimbarea porozitatii aglomeratului, formndu-se pori mari care i micsoreaza rezistenta. Acelasi efect negativ se obtine si prin marirea gradului de neuniformitate a cocsului, iar n rest, din cauza deficitului de cocs, cresc bucatile incomplet aglomerate. n zonele cu exces de cocs, datorita distribuirii lui neuniforme n strat, suprancalzirea locala si topirea intensa a aglomeratului are ca efect aparitia unei permeabilitati neuniforme la aerul absorbit prin masa de material sinterizat, formndu-se un front de ardere discontinuu si zone restrnse de aglomerat bine topit. Asigurarea granulatiei n limitele impuse de tehnologia de aglomerare este o conditie stricta pentru obtinerea unui aglomerat de calitate. Calitatea cocsului macinat se determina pe fiecare schimb prin exprimarea n procente a fractiei granulometrice mai mare de 3 mm. Pentru ca operatia de concasare a cocsului sa se desfasoare n bune conditii, cocsul la intrarea n fluxul de prelucrare nu trebuie sa depaseasca dimensiunea de 10 mm, sa nu contina corpuri metalice sau de alta natura si sa nu aiba o umiditate mai mare de 6%.
3.8. Caracteristici de depozitare a omogenului si a cocsului n Statia Dozare Pentru desfasurarea n bune conditii a procesului de aglomerare si a obtinerii unui aglomerat corespunzator cerintelor furnalelor, ncarcatura trebuie astfel alcatuita nct materiile prime componente sa participe n anumite proportii exacte. Cocsul corect prescris si dozat are rolul de a asigura prin ardere temperaturile necesare intrarii n reactie a diferitelor faze din componentii supusi sinterizarii. 34
n acest scop, materiile prime sub forma de minereu omogenizat si cocs, dupa ce au fost stocate n buncarele Statiei de Dozare sunt extrase si dozate pe banda n proportii stabilite de reteta de fabricatie, astfel nct proprietatile fizico-mecanice ale aglomeratului iesit de pe masina sa permita o scoatere ct mai mare de aglomerat bun. Transportoarele cu banda ce colecteaza componentii ncarcaturii extrasi din buncare n cantitati exacte de dozatoare gravimetrice, conduc aceste materiale asezate stratificat spre o pregatire prealabila, constnd n umezire si amestecare, astfel nct materialul ce se ncarca pe masinile de aglomerare sa fie omogen din punct de vedere a repartitiei componentilor n masa de material si sa aiba o umiditate care sa permita formarea unei structuri cu o buna permeabilitate la aerul trecut prin strat. n Statia Dozare exista doua siruri a cte 7 silozuri de 200 m3 fiecare, repartizate astfel: sirul 1: - 5 silozuri pentru amestec omogenizat (1a,., 5a) 2 silozuri pentru cocs (6a si 7a) sirul 2: - 5 silozuri pentru amestec omogenizat (1b,., 5b) - 2 silozuri pentru cocs (6b si 7b) Intrarea celor doi componenti ce formeaza ncarcatura de aglomerare n Statia de Dozare se face prin intermediul transportoarelor cu banda A2a si A2b pentru omogenizat si a clapelor G4a si G4b pentru cocs. Din silozurile de dozare, omogenizatul si cocsul sunt extrase si dozate conform retetei, n straturi suprapuse pe transportoarele cu banda. Dozatoarele din dozarea statiei sunt formate dintr-o banda extractoare a carei viteza variabila este comandata de o rola de cntarire. Dispozitivul de cntarire actioneaza asupra unui nchizator metalic dispus la partea de jos si regleaza cantitatea de material ce se extrage din siloz. Dozatoarele cu banda prezinta avantajul realizarii unor debite mari de material extras, a unei dozari corecte si a unei exploatari simple. Ele se preteaza bine la dozarea minereurilor marunte si fine, cu conditia ca umiditatea acestora sa nu depaseasca 12%. Dozatoarele pot fi programate sa functioneze un regim automat sau normal. Debitele orare de extractie sunt programate din dispeceratul Corpului Principal mpreuna cu comenzile de pornire si oprire a acestora, a benzilor A5a si A5b si n continuare a fluxurilor de transport pna la tobele primare. Pentru prevenirea boltilor de material din silozurile de stocare a materiilor prime, extragerea se face prin intermediul unei plnii n cascada, suspendata elastic si dotate cu vibratoare. n acest fel se realizeaza pe de o parte ruperea coloanei de material n etape, iar pe de alta parte se asigura sfarmarea eventualelor bolti. Din cele doua fluxuri ce preiau omogenizatul ce se formeaza n Statia Dozare, este necesar ca dozatoarele sa fie verificate periodic si sa se ncadreze n limitele admise de erori. Orice eroare nregistrata n Corpul Principal se regaseste cu efecte negative n procesul de sinterizare de pe masinile de aglomerare si n calitatea aglomeratului obtinut. Astfel, o eroare de dozare a omogenizatului, ca urmare a unui dozator defect, desi programarea lui a fost buna, poate duce la aparitia unui deficit sau surplus de cocs n ncarcatura, fapt ce 35
favorizeaza nrautatirea procesului de sinterizare. O eroare la un dozator de cocs deregleaza sensibil procesul de sinterizare, iar pna se corecteaza necesarul de cocs si sarja ajunge pe masini, aglomerarea decurge greoi si se nregistreaza pierderi de productivitate. Variatia umiditatii cocsului la o valoare prescrisa de dozare a debitului, conduce de asemenea la fluctuatii ale necesarului de carbon n proces. La acelasi debit orar de cocs dozat, un continut mai mare de apa din cocs fata de cel de referinta, poate conduce la aparitia unui deficit de cocs n procesul de sinterizare, iar un continut mai mic de apa, la un exces de cocs. O atentie deosebita n timpul dozarii trebuie sa se acorde mentinerii nivelului de material n silozuri la cel putin jumatate din capacitatea de stocare, evitndu-se astfel situatiile de golire a lor neasteptate, deoarece oprirea accidentala a dozatoarelor sau dereglarea lor poate conduce la aparitia unor erori de dozare. De asemenea, n vederea cresterii gradului de omogenitate al materiile prime, deja omogenizate n stiva si pentru diminuarea erorilor de cntarire a dozatoarelor, este indicat ca debitul necesar participarii n sarja sa fie extras prin programarea si functionarea a minim trei dozatoare concomitent la omogenizat. Cocsul marunt se dozeaza n functie de debitul de omogenizat, n general n functie de calitatea cocsului, se prescrie pentru dozare ntre 3,0 si 5,0 %. Aceste valori variaza n functie de granulatie, continut de carbon, cenusa si apa sau grad de impurificare cu slam de cocs.
3.9. Caracteristici privind formarea sarjei Materiile prime care alcatuiesc ncarcatura de aglomerare, cum rezulta din Statia Dozare, pe benzile de transport ce le colecteaza din silozuri n silozuri suprapuse si numai cu umiditatea naturala pe care o au, nu pot constituie un amestec apt pentru a fi sinterizat pe masinile de aglomerare, din urmatoarele cauze: amestecul nu este omogen din punct de vedere a compozitiei chimice, granulometrice si a distributiei sortimentale neuniforme n masa acestuia; amestecul nu este permeabil la aerul care parcurge stratul de ncarcatura de pe masinile de aglomerare, de sus n jos; aprinderea stratului si apoi continuarea pe verticala a sinterizarii, nu poate decurge n conditii normale din cauza mprastierii neuniforme a cocsului n masa de material. Pentru a elimina aceste efecte nefavorabile, amestecul de aglomerare, asa cum a rezultat din Statia Dozare, trebuie sa sufere o operatie de umezire si amestecare n tobe, unde are loc de altfel si transformarea lui de la structura prafoasa la o structura globulara permeabila la gaze. n scopul ridicarii gradului de pregatire a ncarcaturilor, ncalzirea acestora nainte de introducere pe masinile de aglomerare, constituie unul din mijloacele eficiente de crestere a permeabilitatii la gaze, deci de intensificare a procesului de sinterizare.
36
Cunoscndu-se ca pentru amorsarea aprinderii stratului la trecerea pe sub focarul masinii este mai nti necesara ncalzirea partii superioare a stratului, pe masura ce zona de ardere nainteaza pe verticala, se produce o uscare a materialului n zona imediat urmatoare de sub ea si o supraumidificare a ncarcaturii n partea inferioara a acestuia.
Prin introducerea pe masina a ncarcaturii prencalzite se elimina aceste doua efecte nefavorabile, care frneaza procesul de sinterizare si mareste consumul de cocs. Calea prin care se poate obtine cresterea temperaturii sarjei este prencalzirea sarjei n toba de amestec primar si n toba de amestec secundar cu abur sau cu apa ncalzita. n scopul pregatirii ncarcaturii n vederea sinterizarii n bune conditii pe masinile de aglomerare, sunt prevazute doua tobe de amestec primar (TAP), cte una pe fiecare flux de transport din Statia Dozare spre Corpul Principal si doua tobe de amestec secundar (TAS), cte una pentru fiecare masina de aglomerare. n toba de amestec primar se realizeaza cu ajutorul unei umeziri partiale o amestecare intima ntre componentii ncarcaturii (minereu, calcar si retur), iar tobele de amestec primar au rolul de a asigura, dupa umectarea la un nivel optim, unirea particulelor fine si marunte din ncarcatura si formarea micropeletelor (microglobule). Tobele au n interior un dispozitiv de pulverizare care asigura dispersia fina a apei n interiorul acestora, concomitent cu umezirea ncarcaturii. Gradul de pregatire a ncarcaturii de aglomerare constituie un factor important n procesul de sinterizare, influentnd semnificativ productivitatea masinii si calitatea aglomeratului ce se obtine. Principalii parametri care determina gradul de pregatire, materializat prin nivelul de permeabilitate la gaze sunt: a) b) A. umezirea amestecului de aglomerare; amestecarea ncarcaturii. Umezirea amestecului de aglomerare
Aceasta operatie are drept scop obtinerea unei globulizari a particulelor din ncarcatura, strict necesara asigurarii unei permeabilitati ct mai bune a stratului ncarcat pe masina de aglomerare. Pentru obtinerea acesteia, un rol important revine cantitatii de apa, adaugate n timpul procesului de amestecare n tobe, respectiv asigurarii unei umiditati optime. Deoarece prin crestera umiditatii ncarcaturii pna la o anumita valoare se obtine o mbunatatire a permeabilitatii acesteia, se poate considera ca umiditatea are un rol determinant n procesul de transformare a particulelor fine n micropelete. Influenta favorabila a apei se mai explica si prin faptul ca dupa ndepartarea umiditatii ramn n ncarcatura de aglomerare pori usor accesibili gazelor ce o strabat. n afara de aceasta, suprafata umezita a granulelor ncarcaturii, opune la trecerea aerului o rezistenta de frecare mai mica.
37
Permeabilitatea maxima la gaze a ncarcaturii se realizeaza la un anumit continut de umiditate, care depinde de proprietatile individuale ale componentilor. Umezirea materialelor care intra n tobele de amestec are loc nainte de nceperea amestecarii, apa fiind considerata drept liant la formarea micropeletelor. Datorita umectarii particulelor marunte si fine, acestea se mbraca cu un film de apa si adera unele la altele, datorita tensiunii superficiale si miscarii de rostogolire la care sunt supuse n tobe, formndu-se astfel micropelete. Pe baza necesitatii termodinamice de reducere a energiei libere, minereurilor fine care compun ncarcatura, considerate sisteme disperse hidrofile, au tendinta naturala de a se strnge n cocoloase pentru reducerea gradului de dispersie si a fortelor superficiale la suprafata de separare a fazelor. Viteza de formare a acestor micropelete, marirea si rezistenta lor, exprima aderenta reciproca (coeziunea) a particulelor si este diferita de la minereu la minereu, fiind n functie de compozitia chimica, tipul retelei cristaline, starea suprafetei, valoarea tensiunii superficiale si raportul ntre continutul de particule cu diferite diametre (compozitia granulometrica). Fortele capilare ce apare n sistemul dispers sunt de natura intermoleculara si electrostatica. Se stie ca n molecula de apa, atomii de hidrogen sunt dispusi sub un unghi de 1050 n raport cu atomul de oxigen, ceea ce face ca din punct de vedere electrostatic, molecula de apa sa apara ca un dipol. Pe suprafata cu sarcini electrice necompensate, caracteristice minereurilor, moleculele de apa-dipol se vor absorbi cu att mai intens cu ct sunt mai multe sarcini electrice necompensate. Actiunea de liere a particulelor sub influenta tensiunilor superficiale, poate avea loc numai n cazul existentei unor "pungi" de aer n reteaua capilara, dar aceasta trebuie caracterizata nu numai prin prisma echilibrului, n care umiditatea este mai uniform repartizata n masa amestecului, ci si a vitezei cu care prin difuzie se atinge acest echilibru, dupa umezirea discontinua cu picaturi. Necesarul de apa pentru umezirea ncarcaturii variaza n functie de necesarul de apa a componentilor. La principalele materii prime ce compun ncarcatura, necesarul de apa pentru a obtine o optima micropeletizare variaza ntre 6 si 10%, fiind n functie de compozitia chimica si mineralogica a fiecarui component. ntroducnd calcar n ncarcatura, umiditatea optima scade pe masura cresterii bazicitatii. Cercetarile efectuate au aratat ca daca la o bazicitate de 1,5 procentul optim de apa este de 8%, la o bazicitate de 2 aceasta este de numai 6%. Se poate aprecia deci ca la o crestere a indicelui de bazicitate cu 0,5, continutul de apa trebuie sa scada cu 2%. Acest lucru se explica prin faptul ca fondantii introdusi n ncarcatura sunt materiale compacte si se umezesc doar superficial.
Umiditatea optima a ncarcaturii este influentata si de factorul granulatie. Cu ct granulatia este mai mare, cu att umiditatea optima are o valoare mai mica.
38
n ceea ce priveste returul, fractiile foarte fine sunt putin udate cu apa, neavnd o aderenta la contactul cu apa, dar adera destul de bine la granule ce se considera a fi centre de peletizare. La aceeasi umiditate a ncarcaturii, cu ct timpul de amestecare n toba este mai mare, cu att peletizarea este mai buna. Prin introducerea pentru amestecarea ncarcaturii a unor lichide ce contin substante superficial active, se schimba conditiile de formare a germenilor din materialul supus amestecarii n tobe. Aceste modificari constau n principal n accelerarea proceselor interfazice (de umectare), care conduc la intensificarea formarii micropeletelor. Dintre substantele cu aceste proprietati pot fi amintite laptele de var si apa fenolica excedentara rezultata la Uzina Cocso-Chimica. Umezirea ncarcaturii se realizeaza n doua etape: n prima etapa, la toba de amestec primara, cantitatea de apa introdusa n sarja trebuie sa fie apropiata de cea optima, urmnd ca n etapa a doua la toba de amestec secundara, apa introdusa sa asigure n totalitate formarea structurii globulare. Prescrierea debitului orar de apa introdusa la fiecare toba de amestec primara, n functie de debitul de material, se face n regim automat din camera de comanda a Statiei Dozare existnd si posibilitatea efectuarii unor corectii n regim normal de la fiecare toba. La toba de amestec secundar, prescrierea debitului n regim automat se executa din dispeceratul din Corpul Principal, iar orice corectie se face manual prin modificarea nivelului debitului prescris. Cantitatile de apa prescrise la cele doua tobe de amestec, se stabilesc n functie de structura amestecului de materii prime componente, de umiditatea acestora si de cantitatea de retur introdusa n ncarcatura.
B.
Amestecarea ncarcaturii
Aceasta operatie se realizeaza n tobele de amestec dupa o prealabila umezire. n urma amestecarii se obtine structura ncarcaturii care poate fi celulara sau globulara. Structura celulara se obtine n cazul duratelor de amestecare scurte, cu minereuri fine, iar cea globulara este caracterizata de prezenta n numar mare a unor micropelete de diferite dimensiuni, dar cu rezistenta de strivire apreciabila. La structura globulara, desi porozitatea poate fi inferioara structurii celulare, permeabilitatea este superioara, din cauza diametrului echivalent mai ridicat. n acest caz, permeabilitatea se pastreaza n timpul aglomerarii, favoriznd obtinerea vitezelor verticale de sinterizare cu valoare ridicata. Cantitatea de micropelete, stabilitatea si comportarea lor pna la asezarea ncarcaturii crude pe masinile de aglomerare, depind de omogenitatea granulometrica a amestecului, de natura mineralogica, cantitatea de apa si viteza de rotatie a tobei. Caracteristic acestei structuri este existenta n micropelete a unor centri de peletizare, reprezentati de particulele relativ grosiere, n jurul carora sunt colectate particule fine. Dimensiunea granulelor - centri de peletizare, numite si nuclee, este de obicei cuprinsa ntre 1si 4 mm, n timp ce particulele colectate au dimensiuni mai mici (sub 1 mm). Particulele mai 39
mari de 4 mm, numite si inerte nu influenteaza semnificativ nivelul de formare a micropeletelor, de obicei nelund parte la procesul de peletizare. Rolul activ al granulelor relativ mari explica influenta pozitiva a returului de aglomerat asupra procesului de sinterizare. Durata totala de amestecare n tobele de amestec, constituie un factor determinant n obtinerea unei structuri de ncarcatura integral globulara. La FA-2 aceasta durata este de 6-7 minute. Odata cu cresterea duratei de amestecare n tobe pna la 10 minute, la o umiditate a sarjei de 7,5 - 10 %, creste greutatea volumetrica si permeabilitatea acesteia.
3.10. Caracteristici privind ncarcarea si aprinderea materialului pe masinile de aglomerare Pentru realizarea ncarcaturii pe gratarele masinilor de aglomerare a unui strat cu o compozitie uniforma din punct de vedere a distributiei componentilor din ncarcatura, deci pentru realizarea unei permeabilitati si a unui regim termic uniform pe toata sectiunea stratului, ceea ce permite o sinterizare uniforma a ntregului material pe sectiunea lui, este strict necesara asigurarea tuturor conditiilor de pregatire prealabila a amestecului de aglomerare. Ca indice a calitatii pregatirii ncarcaturii se considera permeabilitatea la gaze, compozitia granulometrica a ncarcaturii si continutul de carbon si apa n diferite zone ale stratului ncarcat pe masini. Permeabilitatea stratului constituie un regulator al alimentarii procesului de aglomerare cu aerul necesar. n momentul n care valoarea ei depaseste optimul, se obtine o aspiratie excesiva de aer prin strat, ceea ce are ca efect mai nti o crestere a cantitatii de combustibil ars n unitatea de timp si apoi o scadere a cantitatii de caldura recuperata si ca urmare, o crestere a consumului specific de cocs. Cantitatea de caldura recuperata prin schimbul de caldura realizat ntre aerul filtrat din strat si aglomeratul care constituie sursa de caldura, este factorul care conditioneaza direct gradul de utilizare a combustibilului n strat si randamentul termic general al procesului. Gradul de recuperare a caldurii prin aerul ce filtreaza stratul de aglomerat format, este dependent de porozitatea aglomeratului. Se cunoaste faptul ca ntre greutatea specifica a amestecului si cea a aglomeratului, exista o interdependenta din care rezulta ca dintr-un amestec cu greutate volumetrica mai mare, va rezulta un aglomerat cu o greutate specifica mai mare, iar aglomeratul va avea o porozitate mai mica. Reducerea porozitatii stratului de aglomerat, constituie pna la o anumita limita, baza pentru obtinerea unui grad de recuperare a caldurii mai ridicat prin aerul ce filtreaza aglomeratul produs, aceasta datorndu-se n principal cresterii vitezei de schimb termic prin strat. Pentru o buna calitate a amestecului ncarcaturii, diferenta dintre continutul maxim si minim de carbon sau apa din sarja, din probe prelevate la intrarea materialului pe masini, nu trebuie sa depaseasca 0,3 % pentru carbon si 0,5 % pentru apa.
A.
ncarcarea materialului pe masinile de aglomerare 40
ncarcarea cu material a masinilor se realizeaza prin intermediul benzilor oscilante ce alimenteaza buncarele de sarja al masinilor si a tamburilor extractori, cte una la fiecare masina. Materialul trebuie ncarcat pe masinile de aglomerare astfel nct sa se aseze uniform pe toata latimea lor, evitndu-se segregarea sau compactarea. n cazul aparitiei fenomenului de segregare, granulele cu dimensiuni mai mari se vor aseza n straturile inferioare ale ncarcaturii, iar particulele mai mici n straturile superioare. Prin acest mod neomogen de dispunere a granulelor care formeaza ncarcatura, este favorizata desfasurarea unui proces de sinterizare necorespunzator ce duce la scaderea calitatii aglomeratului obtinut. Astfel este foarte posibil ca particulele de cocs sa nu fie uniform distribuite n masa de ncarcatura, facnd posibila aparitia n partea de sus a stratului a unui deficit de cocs. Acest lucru influenteaza nefavorabil aprinderea stratului sub focar, conducnd la obtinerea la suprafata a unei cantitati de material nesinterizat, iar n masa lui apar zone incomplet sinterizate, crescnd astfel returul de aglomerat. n ceea ce priveste calcarul, bucatile mari existente n masa acestuia, care se aseaza la baza ncarcaturii de pe masina, conduc la formarea unui aglomerat cu pori neuniformi si putin rezistent. Din punct de vedere a compozitiei chimice, calcarul distribuit neuniform n ncarcatura, conduce la aparitia unor variatii mari ale bazicitatii aglomeratului. Aparitia fenomenului de compactare are o influenta negativa asupra permeabilitatii la gaze a stratului, conducnd la o desfasurare lenta a procesului de sinterizare, adica la o micsorare a vitezei de aglomerare si deci la o scadere a productivitatii masinilor de aglomerare. Cresterea gradului de compactare conduce la scaderea permeabilitatii ncarcaturii. nainte ca materialele ce formeaza ncarcatura sa ajunga pe masina de aglomerare, pe suprafata ei se aseaza un strat de aglomerat clasa 15 - 25 mm - pat de aglomerare, ce are rolul de a proteja gratarele masinii mpotriva distrugerii lor de catre zona de ardere, care avanseaza pe verticala n timpul sinterizarii, pna la baza stratului de material si de a nu permite nfundarea spatiilor dintre gratare cu material, lucru ce ar mpiedica trecerea normala a gazelor arse. Grosimea stratului de pat este cuprinsa ntre 30 si 40 mm. Patul este repartizat uniform pe toata latimea masinii dintr-un buncar intermediar situat deasupra capului de ntoarcere a masinii. n vederea transformarii ncarcaturii prin sinterizare n aglomerat, aceasta este asezata peste stratul de pat ntr-un strat a carui naltime este de 500 mm. naltimea stratului este stabilita n functie de permeabilitatea sa, capacitatea de aspiratie, natura mineralogica a amestecului si viteza verticala de sinterizare. naltimea stratului influenteaza productivitatea masinii, calitatea aglomeratului si consumul de cocs. Dupa ncarcarea masinii si nainte de intrarea materialului sub cuptorul de aprindere are loc o netezire si o usoara tasare a materialului.
B.
Aprinderea stratului
Aprinderea are rolul de a amorsa arderea combustibilului din stratul superficial al amestecului supus sinterizarii. Aceasta se realizeaza prin trecerea materalului pe sub un cuptor de 41
aprindere, ntr-un interval de timp cuprins ntre 40 si 90 de secunde, la temperaturi ale suprafetei acestuia de cca. 800 -10000. Temperatura dezvoltata de cuptor la suprafata ncarcaturii este suficient de mare pentru nceperea sinterizarii stratului superior si de deplasare pe verticala a procesului de ardere n interiorul stratului cu ajutorul aerului aspirat. Pentru aprindere, fiecare masina de aglomerare are prevazut un focar cu arzatoare lamelare cu urmatoarele caracteristici: numar de arzatoare: 3 temperatura de regim: 12500C consum mediu gaz metan: 360 Nm3/h consum de aer: 3960 Nm3/h, la un exces de aer de 1,1
influenta pe care o exercita aprinderea asupra procesului de sinterizare, se manifesta prin temperatura la care este ncalzit stratul superficial al amestecului de aglomerare n momentul aprinderii. Aceasta valoare are un domeniu strns de variatie si depasirea limitei superioare conduce la formarea unei cruste compacte, putin permeabila, dar extrem de friabila, iar o temperatura de aprindere sub limita inferioara conduce la formarea unui strat de material nesinterizat, care trece integral n retur. n cuptor trebuia sa existe o temperatura uniforma pe toata suprafata amestecului. La fel de importanta este si durata de aprindere a stratului sub focar. O durata mica de aprindere conduce la obtinerea unei turte de aglomerat cu continut ridicat de material neaglomerat, iar o durata mare conduce la zgurificarea stratului superior, nsotita de formarea unor puncte calcinate puternic. Sunt conditii bune de aprindere cnd apare o zgurificare usoara. Durata optima de aprindere este cuprinsa ntre 60 - 90 secunde. Aprinderea stratului de material de pe masini este influentata de urmatorii factori: permeabilitatea ncarcaturii la gaze; umiditatea ncarcaturii; depresiunea sub cuptor; bazicitatea ncarcaturii.
Permeabilitatea ncarcaturii la gaze are un rol important, deoarece influenteaza accesul caldurii n strat, n timpul aprinderii. Cu ct creste permeabilitatea la gaze, devine mai mare influenta conditiilor de aprindere. Pentru o depresiune normala n cuptor si la umiditati peste 9 %, prelungirea duratei de aprindere cu acelasi aport de caldura (durata prelungita de aprindere cu o cantitate micsorata de caldura), exercita o influenta favorabila asupra randamentului de material aglomerat. La umiditati mai scazute, la care corespunde o permeabilitate mai scazuta, influenta conditiilor de aprindere asupra sinterizarii devine mai mica, dar se mentin efectele n ceea ce priveste viteza de sinterizare, proportia de retur, randamentul de material aglomerat si rezistenta la toba. 42
Aprinderea stratului de material este influentata si de marimea depresiunii sub cuptoare. Daca depresiunea este prea mica, gazele arse nu mai pot fi absorbite complet, ele mpiedicnd arderea gazului metan deasupra suprafetei de ardere. n acest caz este frnat transferul de caldura spre interiorul stratului de sarja de la suprafata, unde ar trebui sa se aprinda cocsul. Daca depresiunea este prea mare, caldura trece prea repede prin toata masa de amestec crud si nu se concentreaza n locul unde este nevoie de ea pentru formarea frontului de ardere. n acest caz, aglomeratul nu este bine format si creste cantitatea de retur. Marimea aportului de caldura pe perioade scurte nu compenseaza efectul nefavorabil a unei depresiuni ridicate.
n cazul insuficientei de aer, flacara devine rosiatica, fara stralucire, iar la un surplus de aer flacara este transparenta, cu stralucire slaba. La reducerea sau crestera debitului de gaz se va reactiona corespunzator si asupra debitului de aer. Scaderea temperaturii de aprindere se poate datora raportului incorect ntre gaz si aer, a cantitatii insuficiente de gaz sau a surplusului de umiditate n ncarcatura. Cnd debitul de gaz este insuficient, acesta se mareste, executndu-se concomitent si o reglare corespunzatoare a raportului aer-gaz. Daca micsorarea temperaturii este cauzata de umiditatea n exces a ncarcaturii, se mareste timpul de trecere a materialului pe sub focar, prin micsorarea vitezei masinii de aglomerare si se iau masuri imediate de reducere a cantitatii de apa n ncarcatura. O buna functionare a focarelor de aprindere, o reglare corecta a temperaturii si distribuirea uniforma a acesteia pe ntreaga suprafata de material ce trebuie amorsata, fac ca la iesirea de sub focar, stratul de aglomerat sa pastreze o suprafata incandescenta, uniforma, pe o lungime de 1,5-3 m, fara a prezenta pete ntunecate, ca efect al aprinderii neuniforme. Pe masura racirii, suprafata devine de culoare neagra, mata si bine sinterizata. O suprafata lucioasa indica o temperatura de aprindere prea mare, iar cnd suprafata este nesinterizata, temperatura este prea mica. n aceste situatii se va micsora sau mari debitul de gaz.
3.11. Caracteristici privind sinterizarea ncarcaturii Sinterizarea este un proces de transformare n bucati a minereurilor marunte si fine pe masina de aglomerare, sub influenta caldurii rezultate din arderea combustibilului solid (cocs) introdus n ncarcaturile pregatite special n acest scop. Procesul de sinterizare ncepe din momentul aprinderii cocsului existent n stratul superficial al materialului ncarcat pe masina de aglomerare, la trecerea pe sub cuptorul de aprindere si se continua apoi n profunzime, pe verticala pna la gratarele masinii, sub influenta aerului aspirat din atmosfera. n timpul procesului de aglomerare, dupa aprindere, n strat, de sus n jos se disting 5 zone: zona de racire a aglomeratului format si de prencalzire a aerului aspirat; zona de ardere a combustibilului si de aglomerare a ncarcaturii; zona de prencalzire a ncarcaturii (cu gaze fierbinti); 43
zona de uscare a ncarcaturii (se elimina apa);
zona de supraumezire a ncarcaturii (prin condensarea vaporilor de apa din straturile superioare).
Schema 3.11. Schema procesului de sinterizare n general, naltimea zonei de uscare este de 5-30 mm, iar durata mentinerii unei particule de minereu n zona de uscare este de 2-13 minute. Procesul de deshidratare n ansamblu decurge n zona de uscare si prencalzire a amestecului, iar uneori se prelungeste si n zona de ardere a combustibilului. Datorita vitezei mari de aglomerare, viteza de disociere a carbonatilor si oxidului superior de fier n timpul aglomerarii este foarte mare. Durata maxima a disocierii carbonatilor este de 2 3 minute, aceasta datorndu-se faptului ca descompunerea carbonatilor are loc, n cea mai mare parte, n zona de ardere a combustibilului, deci la temperaturi ridicate: CaCO3 = CaO +CO2 (la peste 8000C) 3 Fe2O3 = 2 Fe3O4 +1/2 O2 (ntre 1257 - 13230C) Totodata, n zona de temperaturi ridicate, sub actiunea reducatoare a carbonului din combustibil, a oxidului de carbon si n parte, a hidrogenului rezultat din descompunerea umiditatii ncarcaturii, se formeaza oxid magnetic de fier si oxid feros, dupa reactiile: 3Fe2O3 + C =2 Fe2O4 + CO Fe3O4 + C =3FeO + CO
3Fe2O3 + CO = 2Fe3O4 + CO2 Fe3O4 + CO =3FeO + CO2 44
Reactiile de reducere a oxidului feric sunt favorizate cnd n ncarcatura se gaseste o cantitate de carbon excedentara. n cadrul proceselor din perioada de crestere a temperaturii pna la aparitia gazelor lichide, fac parte si reactiile dintre fazele solide ale amestecului de aglomerare. Aceste reactii au loc numai n zonele de contact dintre granulele de minereu, cocs, fondanti, etc., prin difuziunea ionica de la o faza la alta. Abundenta oxidului feros si a oxidului magnetic de fier, n prezenta bioxidului de siliciu n zona de ardere a stratului supus aglomerarii, favorizeaza reactiile de formare a silicatilor de fier, dintre care cel mai important este faialita. Reactiile care au loc sunt urmatoarele: 2Fe3O4 + 3SiO2 + 2CO = 3Fe2SiO4 + 2CO2 sau 2FeO + SiO4 = Fe2SO4 Temperatura de topire a faialitei este de 12090C. Faialita, mpreuna cu oxidul feros si bioxidul de siliciu formeaza complecsi de tipul Fe2SiO4, FeO SiO2, care dau eutectice cu temperaturi de topire de 1177-11780C. Faialita, mpreuna cu ceilalti complecsi care se formeaza n zona de ardere, alcatuiesc faza lichida, care poate dizolva alumina si alti oxizi greu fuzibili din ncarcatura. Formarea faialitei nu este posibila dect atunci cnd are loc reducerea hematitei la magnetita, deoarece hematita (Fe2O3) nu reactioneaza cu SiO2 indiferent de timpul de mentinere. Formarea faialitei n stare solida este conditionata de o atmosfera reducatoare. n conditiile realizarii unui aglomerat cu fondanti (adaos de calcar sau var n ncarcatura), majoritatea numarului de contacte se realizeaza ntre CaO si Fe2O3 rezultnd feriti de calciu conform reactiei: nCaO + mFe2O3 = nCaO mFe2O3 Aceasta reactie are loc mult mai rapid ca alte reactii n faza solida. Tabel 3.11.1 Reactanti Produsi de reactie Temperatura de nceput de reactie [0C] 2CaO + SiO2 2CaO SiO2 500 610 690 CaO + Fe2O3 CaO Fe2O3 500 500 45
610 400 CaCO3 + Fe2O3 CaO3 Fe2O3 590 Fe2O4 + SiO2 2FeO SiO2 970
Schema 3.11.a. Interactiunea componentelor stratului de agomerare n faza solida
Temperaturile de nceput de interactiune a CaO cu Fe2O3, sunt mai scazute dect temperaturile de nceput de interactiune a CaO + SiO2, Fe3O4 + SiO2 si altele. Din aceasta cauza, n aceleasi conditii, ntr-un strat cu fondant, pe parcursul reactiilor ntre fazele solide are loc, n principal, formarea feritelor de calciu de tipul CaO 2Fe2O3. Deoarece dupa reducerea hematiei la magnetita, aceasta nu reactioneaza cu oxidul de calciu, formarea feritelor de calciu n stare solida este conditionata de existenta unei atmosfere oxidante. Reactia dintre CaO si SiO2 este explicata prin faptul ca SiO2 are mai mare afinitate fata de CaO, dect fata de FeO, fapt care favorizeaza reactiile: nCaO + mSiO2 = nCaO mSiO2 , n urma carora de produc silicatii de calciu: CaO, 2CaO SiO2, 46
3CaO 2SiO2 si 3CaO SiO2. De asemenea poate avea loc reactia:
Fe2SiO4 + 2CO = Ca2SiO4 + 2FeO, Iar n cazul n care CaO este insuficient n ncarcatura, se formeaza ferosilicati de calciu, conform reactiei: SiO2 + nCaO + (2-n)FeO = (CaO)n (FeO)2-n SiO2
Practic, CaO substituie FeO din faialita, iar oxidul feros rezultat n urma acestei reactii mpiedica dezvoltarea de la stnga la dreapta a reactiei reversibile: Fe2O4 + CO 3FeO + CO2 Astfel se explica n mare masura faptul ca aglomeratul bazic contine mai putin FeO (5 - 8 %) dect aglomeratul obisnuit (acid sau feros). Din acest motiv, continutul de oxid de fier din aglomerat nu mai constituie un criteriu de apreciere a calitatii acestuia. Reducerea la minim a continutului de faialita face ca aglomeratul autofondant sa aiba o reductibilitate ridicata n furnal, n schimb are o rezistenta mai scazuta datorita particulelor de var liber din aglomerat, care sub influenta umiditatii din mediul ambiant se trensforma n hidroxid de calciu cu majorare de volum, ceea ce conduce la fisurarea si farmitarea aglomeratului. La aglomeratele cu bazicitati mai mari de 2, datorita aparitiei n structura a primelor urme de silicat tricalcic, rezistenta mecanica a acestora ncepe din nou sa creasca. n al doilea grup de procese ce au loc n timpul sinterizarii intra nmuierea materialelor, formarea fazei lichide si interactiunea complexa dintre faza gazoasa, faza lichida si fazele solide. nmuierea materialelor se prezinta ca un efect de ansamblu a topiturii, ntr-o serie de microvolume a unor substante cu temperatura mai scazuta de topire, partial provenita din reactiile premergatoare care au loc n faza solida. Pe parcursul reactiilor de reducere-oxidare si a reactiilor ntre fazele solide, s-au format compusi a caror temperatura de topire este mult mai joasa dect a componentelor intrate n sarja. n figura urmatoare este prezentata schema formarii compusilor n faza solida la sinterizarea hematitei cu adaos de fondant.
47
Reducere
Interactiune n faza solida
Disociere termica
Interactiune n faza solida
Topitura cu disociere
Topitura cu disociere intensa
Topire
Cristalizare
Cristalizare Schema 3.11.b. Schema formarii compusilor n faza solida 48
n cazul minereurilor care contin Al2O3 are loc formarea si de aluminosilicati de Fe si Ca (FeO SiO2 CaO Al2O3) cu temperatura joasa (1030 - 10500C). Compusii usor fuzibili formati n urma interactiunii n faza solida se topesc primii, dizolvnd n ei restul de minerale din strat. n timpul sinterizarii sarjelor cu fondanti n stare solida se formeaza mult feritii de calciu, care constituind faze usor fuzibile ca si faiamita, se topesc primii, iar n topitura formata se dizolva ntreaga masa solida din strat.
Tabel 3.11.2 Compusi usor fuzibili si amestecurile materialelor cu aplicare la structura ncarcaturii de aglomerare n zona arderii combustibilului Caracteristica materiilor topite si a amestecurilor Temperatura de topire [0C] Aglomerarea ncarcaturii fara fondant: Faialita, 2FeO SiO2 Amestec eutectoid: Faialita cu silice, 2FeO SiO2 - SiO2 Faialita cu wustita, 2FeO SiO2 - FeO Faialita cu magnetita, 2FeO SiO2 - Fe3O4 1205 1178 1177 1142 Aglomerarea ncarcaturii cu fondant: Topirea feritei monocalcice, CaO Fe2O3 49
Amestec eutectoid: Silicat bicalcic cu wustita, 2CaO SiO2 - FeO Ferita mono cu ferita semicalcica, CaO Fe2O3 - CaO 2Fe2O3 Magnetite cu ferite mono si bicalcice, CaO Fe2O3 - CaO 2Fe2O3 - Fe3O4 Ferita bicalcica cu silicatul monocalcic, 2CaO Fe2O3 - CaO SiO2 1216 1280 1200 1180 1185
Magnetita Faialita Ferosilicati de calciu Feriti de calciu Silicati de calciu Sticla 50
Schema 3.11.c. Schema modificarii compozitiei mineralogice a aglomeratului n functie de bazicitatea ncarcaturii de aglomerat
Prin topire, unii produsi de reactie din faza solida se distrug. Astfel, ferita monocalcica se descompune la 12160C ntr-o topitura si o ferita bicalcica n stare solida, conform reactiei: CaO Fe2O3 2CaO Fe2O3 + topitura 51
Ferita bicalcica, la rndul ei se descompune la topire n oxid de calciu n stare solida si topitura, conform reactiei: CaO Fe2O3 CaO + topitura
La temperatura 12260C, biferitii de calciu se descompun n hematita n stare solida si topitura: CaO 2Fe2O3 Fe2O3 + topitura
Deoarece la topire are loc o descompunere totala a feritilor de calciu, o disociere partiala a silicatilor de fier li o pastrare a structurii silicatilor de calciu, rezulta ca ntre compozitia mineralogica a aglomeratului finit si compozitia mineralogica a ncarcaturii ce formeaza stratul naine de topire, pot exista diferente mari. Pentru acest fapt, la un consum normal de combustibil, compozitia mineralogica finala a aglomeratului depinde numai de bazicitatea topiturii si nu este legata de compozitia mineralogica a stratului de ncarcatura. Daca n faza solida au loc n principal reactii de formare a feritilor de calciu, atunci la topire ei se descompun, si n aglomeratul finit nu se vor gasi urme din aceasta faza. La bazicitati (CaO/SiO2) mai mari ca 1, n aglomeratul format sunt prezenti feriti de calciu, dar ei s-au cristalizat din topitura si nu au nimic comun cu feritii de calciu primari formati n faza solida. n al treilea grup de procese ce au loc n timpul racirii aglomeratului, de la temperatura maxima atinsa pna la temperatura mediului ambiant, sunt cuprinse procesele care au loc dupa terminarea arderii cocsului, adica n zona de aglomerat format. n cursul racirii se formeaza structura mineralogica a aglomeratului. Compozitia mineralogica si structura aglomeratului depinde n principal de bazicitatea topiturii, de consumul de cocs si de particularitatile regimului termic al aglomerarii. n cazul unui aglomerat cu fondant (bazicitati mai mari ca 1), datorita cantitatii mari de CaO, care nu intra complet n silicati de calciu , la cristalizare acesta formeaza cu Fe2O3 feritii de calciu asa cum arata schema urmatoare:
52
Topitura cu disociere partiala
Topitura fara disociere
Topire cu descompunere completa
Olivin de Ca (CaO)x(FeO)2x SiO2
Schema 3.11.d. Schema procesului de topire si cristalizare la aglomerarea unui strat cu bazicitatea CaO/SiO2 = 1.2
Aglomeratul cu fondanti contine feriti de calciu liberi ca faza de sine statatoare, dar acestia sunt prezenti si n faza solida pna la topire si n aglomeratul finit. Topitura n zona de ardere, pe diferite portiuni, are o compozitie chimica diferita, existnd volume de topitura care au temperatura si vscozitate diferite. n afara de acestea, portiunile topite din strat se amesteca cu bucati relativ mai reci si putin nmuiate sau chiar n stare solida. Vscozitatea unei portiuni din topitura si grosimea mica a zonei temperaturilor nalte sunt cauze pentru care ntr-o bucata de aglomerat finit pot fi ntlnite faze caracteristice pentru diferite bazicitati n aglomerat. Apar astfel n afara de hematita, magnetita, silicati de calciu, feriti de calciu si olovine calcio-feroase. La marirea consumului de cocs, gradul de reducere al stratului creste. La un consum normal, baza aglomeratului o constituie hematita si magnetita, iar la consumuri mari de combustibil poate fi obtinut aglomerat cu baza de wustita sau aglomerat metalizat. La aceleasi consumuri de combustibil aglomeratul cu fondanti, contine mai putin FeO, deci gradul de oxidare al acestui tip de aglomerat este mai mare. n ceea ce priveste influenta diferitelor elemente asupra compozitiei mineralogice finala a aglomeratului, acestea schimba ntr-o anumita masura natura fazelor. Astfel, prezenta Al2O3 n sarja, schimba compozitia legaturii de silicat n aglomerat. La aglomerarea amestecurilor care contin alumina si la bazicitati mai mari de 1, este influentata pozitiv rezistenta aglomeratului.
53
n cazul aglomerarii minereurilor care contin un procent mai ridicat de mangan, baza legaturii o constituie olivinele manganoase de calciu 2(CaO, MnO, FeO) SiO2. Oxidul de magneziu (MgO) participa n reactiile cu componentii solizi ai ncarcaturii si se dizolva n topitura de fier. Adaosurile de calcar dolomitic n sarja sunt justificate, deoarece la cristalizare ionii de magneziu patrund n reteaua silicatului bicalcic, formnd o solutie solida cu 2CaOSiO2-b, fapt care prentmpina transformarea polimorfa b g. n procesul de aglomerare se realizeaza si o eliminare totala sau partiala a elementelor daunatoare continute n minereuri, cum ar fi: sulful, arsenul, zincul si altele. Eliminarea sulfului prezinta importanta pentru furnale, continutul n acest element din aglomerat fiind indicat a fi mai mic de 0,1 %. Sulful liber sub forma de vapori este evacuat cu gazele arse unde se oxideaza formnd SO2 si SO3. Pentru eliminarea sulfului n procesul de aglomerare, factorul cel mai important este mentinerea la minimum a continutului de carbon n ncarcatura. Continutul de carbon n sarja trebuie sa fie astfel stabilit, nct caldura care se degaja prin combustia combinata a carbonului si sulfului sa fie suficienta pentru producerea temperaturii de aglomerare. Daca exista exces de carbon, oxigenul se va combina cu carbonul, producnd astfel topirea si aglomerarea prematura a anumitor compusi sulfurosi, din care apoi este extrem de greu sa se mai elimine sulful. n sarja, 1 % S nlocuieste 0,5 % cocs marunt. Gradul de macinare a minereurilor cu continut de sulf din ncarcatura, influenteaza n mare masura desulfurarea, deoarece ofera suprafete de reactie mult mai mari si influenteaza favorabil asupra reactiilor de oxidare a sulfului. n conditiile unui proces de aglomerare bine condus, sulful din minereu continut sub forma de sulfuri, se poate elimina n proportie de 98 %. Eliminarea arsenului prezinta de asemenea importanta, deoarece ndepartarea lui n procesul de elaborare a fontei nu este posibila. n timpul procesului de aglomerare, ncepnd de la 4000C, combinatiile arsenului (FeAsS) se oxideaza formndu-se trioxidul de arsen (Ar2O3), care se volatizeaza complet la temperaturi de peste 4500C si trece n gaze arse, dupa care n prezenta oxizilor de fier si n mediu oxidant, se oxideaza n continuare pna la pentoxid (As2O5), care nu mai este volatil si disociaza numai la temperaturi nalte (700 10000C) si n atmosfera reducatoare. Sub aceasta forma, o mare parte din arsen ramne n aglomerat, racindu-se odata cu acesta, iar n prezenta CaO, As2O5 formeaza arsenitul de calciu, care este de asemenea un produs stabil. La temperaturi nalte de aglomerare, As2O5 disociaza n As2O3 si oxigen. La scaderea temperaturii gazelor sub 4000C, cea mai mare parte din As2O3, ncape sa condenseze, depunndu-se n straturile inferioare ale ncarcaturii, unde poate sa se oxideze din nou la As2O5, iar cnd zona de ardere si aglomerare ajunge la straturile inferioare, cu toata atmosfera oxidanta, se reuseste ndepartarea n gaze a unei bune parti din arsen sub forma de oxid de arsen volatil. Cu toate conditiile defavorabile, n procesul de aglomerare, se poate elimina pna la 25 - 30 % din arsenul continut initial n minereuri. n procesul normal de aglomerare, zincul se elimina n cantitati foarte mici, iar fosforul ramne complet n aglomerat.
54
3.12. Parametrii procesului de aglomerare Procesul de aglomerare de la FA-2 si calitatea aglomeratului ce se obtine sunt influentate de urmatorii factori: gradul de pregatire a ncarcaturii; umiditatea si temperatura amestecului de aglomerare; modul de ncarcare a materialului pe masinile de aglomerare; aprinderea ncarcaturii; regimul de aspiratie; conducerea procesului de aglomerare pe masini.
A.
Regimul de aspiratie
Procesul de sinterizare ce se desfasoara pe masini este influentat semnificativ de modul de trecere a aerului prin strat, dependent de permeabilitatea ncarcaturii, ct si de valoarea depresiunii create sub barele gratarelor de pe carucioarele masinilor. Grosimile mari de strat ( la FA-2 - maxim 500 mm) impun aspiratii care sa asigure o trecere a unei cantitati de aer, prin care frontul de ardere format dupa aprinderea cocsului din sarja sub focare, parcurge naltimea stratului ntr-un timp suficient desfasurarii n mod optim a tuturor proceselor fizico-chimice care au loc ntre fazele solide, lichide si gazoase din timpul aglomerarii sarjei. Cu ct grosimea stratului de material de pe masinile de aglomerare este mai mare, se asigura o utilizare mai eficienta a caldurii n proces si se micsoreaza consumul de caldura pentru aprindere si sinterizare. Durata de aglomerare pe ntreaga grosime a stratului depinde de aspiratie si corespunde timpului necesar pentru ca zona de aglomerare sa se deplaseze de la suprafata stratului pna la gratarele masinilor. Acest timp la FA-2 este cuprins ntre 20 si 30 minute, cariua i corespunde o viteza de deplasare pe verticala a frontului de ardere cuprinsa ntre 20 si 30 mm/min. Productivitatea masinilor de aglomerare, la o compozitie data a ncarcaturii, n conditii de calitate constanta a pregatirii si aprinderii, depinde de cantitatea de aer care trece n unitatea de timp prin unitatea de suprafata de aspiratie. Tendinta pe plan mondial este de a merge cu depresiuni ridicate si grosimi mari de strat supus sinterizarii, dar cresterea unitatii de aer aspirat peste anumite limite este daunatoare productivitatii masinilor de aglomerare, datorita racirii zonei de aglomerare care conduce la ncetinirea procesului. Debitul optim de aer ce trebuie aspirat este de 90-110 Nm3/m2 gratar. La FA-2 acest debit variaza ntre 70-80Nm3/m2 gratar, iar depresiunea ntre 600 si 1100 mm col. H2O. n conditiile unei permeabilitati maxime a stratului si a eliminarii aspiratiei de aer fals, pentru acelasi exhaustor, poate fi marita grosimea stratului supus sinterizarii sau micsorat debitul de aer, astfel nct sa se aspire cantitatea optima de aer. 55
Instalatia de aspiratie este formata din camere de vacuum, conducta colectoare, instalatie de epurare gaze arse, exhaustor si cos de fum. Camerele de vacuum n numar de 31 sunt amplasate sub gratarele masinilor de aglomerare si comunica cu conducta colectoare. Particulele mai mari de praf antrenate de curentul de gaze, ajung n colector si apoi prin cadere pe banda, ajung n circuitul de retur. Gazele arse din conducta colectoare n amestec cu particulele fine de praf trec prin instalatia de epurare cu electrofiltre pentru separarea prafului si apoi gazele epurate antrenate de exhaustor sunt evacuate prin cosul de fum n atmosfera.
B.
Conducerea procesului de aglomerare
Procesul de aglomerare trebuie astfel condus, nct sa se obtina o productivitate maxima si un aglomerat de calitate, n conditiile realizarii unui consum minim de cocs. n acest scop trebuie respectate urmatoarele prescriptii tehnologice: patul de aglomerat se distribuie n strat continuu si constant pe toata suprafata masinii, cu o grosime de 30-40 mm, nefiind permisa functionarea fara pat de protectie a gratarelor; stratul de ncarcatura trebuie sa aiba o naltime constanta pe toata latimea masinii, sa fie continuu si necompactat. Pentru aceasta se va corela turatia tamburului extractor cu nivelul de material din silozul intermediar, prin mentinerea acestui nivel n siloz la jumatate; la fiecare oprire mai ndelungata a masinilor de aglomerare, se goleste fluxul de transport al ncarcaturii, inclusiv tobele de amestec si silozurile intermediare, deoarece materialul si pierde umiditatea si se distruge structura globulara, ducnd la micsorarea permeabilitatii si neaglomerarea ncarcaturii; viteza masinii de aglomerare se va corela cu viteza de coborre n strat a frontului de ardere, astfel nct la parcurgerea unei lungimi de masina, zona de aglomerare sa ajunga la stratul de pat. Daca viteza masinii este prea mare, la capatul benzii de aglomerare va ramne la baza stratului o zona de material neaglomerizat. Daca viteza este prea mica, aglomerarea se va ncheia mai repede si se va pierde din productivitate. Viteza masinii trebuie astfel stabilita nct temperaturile din penultima camera da vacuum sa fie mai mari fata de cele nregistrate n antepenultima si ultima camera; pe toata durata desfasurarii procesului de sinterizare, prin observarea aspectului sectiunii stratului la capatul de deversare a aglomeratului de pe masina, se va efectua un control continuu si permanent a calitatii si cantitatii cocsului existent n strat, intervenindu-se pentru reglare ori de cte ori se considera necesar. Daca este prea mult cocs n ncarcatura si are si o granulatie mare, zona de ardere este foarte lata si discontinua, apar flacari si ca urmare aglomeratul are pori mari si este foarte topit. Daca apare un deficit de cocs, zona de ardere este foarte ngusta, aglomeratul este insuficient sinterizat si foarte fiabil; pe parcursul desfasurarii procesului de aglomerare, ori de cte ori se constata ca a aparut o dereglare a procesului de sinterizare, n special dupa o stationare a masinilor sau a fluxului de alimentare cu material, se executa un control manual a umiditatii ncarcaturii, dupa care, daca se considera necesar, se modifica din dispeceratul din CP prescriptia debitului de apa. Cnd apa este dozata necorespunzator, scade permeabilitatea stratului supus 56
sinterizarii, creste depresiunea n camerele de vacuum, iar arderea si procesul propriu-zis de aglomerare se desfasoara necorespunzator.
3.13. Circulatia si epurarea gazelor arse n timpul sinterizarii sarjelor pe masinile de aglomerare, gazele arse rezultate din proces, nsotite de o cantitate nsemnata de praf fin format din particule de minereuri, cocs, calcar sau aglomerat, pentru a fi evacuate n atmosfera, se supun operatiei de epurare. Daca aceste gaze arse ar fi evacuate
direct n atmosfera asa cum rezulta din procesul de aglomerare, poluarea zonelor aferente sar situa mult peste limitele admise de normele specifice. Acest lucru ar duce pe de o parte la uzura prematura a exhaustoarelor cu pierderea totodata a unor cantitati nsemnate de materiale purtatoare de fier ce pot reintra n prosesul tehnologic. Din aceasta cauza, pe traseul masinii de aglomerare - exhaustoare, sunt montate instalatii de epurare care realizeaza retinerea aproape prafului antrenat de gazele arse, n proportie de cca. 98 %. Pentru separarea din gazele arse rezultate din procesul de sinterizare a particulelor de praf ce le nsotesc, fiecare linie de aglomerare este echipata cu cte o instalatie de epurare. n urma depresiunii create de exhaustor, gazele arse aspirate sub gratarele masinii sunt directionate ntr-o conducta colectoare, prilej cu care se realizeaza o prima treapta de epurare - preepurarea bruta. Conducta colectoare reprezinta elementul de legatura ntre masina de aglomerare si electrofiltru. Prima parte a conductei colectoare (conducta de aspiratie) este racordata la camerele de depresiune ale masinii de unde sunt aspirate gazele arse a caror temperatura este de cca. 150-2000C si o concentratie de praf de cca. 5g/Nm3. Particulele de praf cu o granulatie mai mare sunt decantate si cad n buncarul de praf existent n partea inferioara a conductei fiind preluate de transportorul cu banda si introduse din nou n circuitul tehnologic. Constructiv, conducta colectoare se compune din trei parti principale: conducta colectoare propriu-zisa; camera de linistire; conducta de transport a gazelor spre electrofiltru.
Fluxul de gaze cu particule de praf n suspensie traverseaza racordul de aspiratie si sistemul de uniformizare amplasat n acesta, patrunznd n zona activa a efectrofiltrului formata din trei cmpuri de desprafuire. Fiecare cmp este alimentat separat de catre agregatul de nalta tensiune. Deoarece nalta tensiune se regleaza automat n cele trei cmpuri, se poate lucra cu tensiuni diferite ntr-un cmp fata de altul. n zona activa a electrofiltrului, particulele n suspensie strabat o data cu gazele un cmp electrostatic foarte puternic format ntre electrozii de emisie si cei de depunere. Prin emiterea electronilor de catre electrozii de emisie aflati sub nalta tensiune, particulele sunt deviate n sensul liniilor de forta spre electrozii de depunere legati la pamnt, depunndu-se pe acestia. Particulele de praf foarte fine adera si la sistemul de electrozi de emisie. ndepartarea prafului depus att pe electrozii de emisie ct si pe cei de depunere, ct si pe placile de 57
uniformizare se face mecanic cu ajutorul mecanismelor de scuturare. Scuturarea electrozilor de depunere din cmpul 2 si 3 se face programat. Praful scuturat este colectat n buncarele de la partea inferioara a electrofiltrelor. n mod continuu, praful este evacuat cu ajutorul instalatiei de transport care trebuie sa asigure si etansarea electrofiltrului n aceasta zona, contra patrunderii aerului rece si pentru mentinerea depresiunii prescrise. Concentratia de praf n gaze la iesirea din electrofiltru variaza n functie de variatia diferitilor parametri ai gazelor: concentratia de praf n gaze la intrare n electrofiltru; temperatura punctului de roua; debitul de gaze arse; bazicitatea sarjei, etc.
3.14.
Caracteristici privind racirea, sortarea si expeditia aglomeratului catre furnale
La iesirea aglomeratului de pe masinile de aglomerare, temperatura maxima a acestuia are valori cuprinse ntre 600-8000C. La aceasta temperatura, alimentarea furnalelor cu aglomerat ar crea probleme deosebite pe fluxurile de transport pna la estacada buncarelor si la instalatiile de dozare a materiilor prime de la furnale. n plus, conditiile de lucru n incintele de pe fluxul de transport ar fi foarte grele. Din aceste cauze aglomeratul este supus n prealabil unei raciri, astfel nct temperatura acestuia sa scada sub 70-900C. Operatia de racire la FA-2 se desfasoara pe racitoare liniare. Racirea aglomeratului este importanta la FA-2, deoarece din tehnologia de fabricatie a fost scoasa ciuruirea la cald a acestuia. Fara ciuruirea la cald, aglomeratul care intra pe racitoare are o temperatura mai mare cu cca. 20-250C si prin faptul ca fractiile marunte sub 6 mm nu sunt extrase din acesta, scade permeabilitatea aerului insuflat prin stratul pe racitoare, iar procesul de racire la aceeasi cantitate de aer insuflat prin strat decurge mai lent. Dupa racire, sortarea la rece a aglomeratului, ca ultima operatie tehnologica din fluxul fabricarii aglomeratului are urmatorul rol: eliminarea fractiilor marunte (0-6 mm) din aglomeratul final si reintroducerea acestora n fluxul aglomerarii; sortarea fractiei granulometrice 15-25 mm din aglomerat, necesara protectiei gratarelor carucioarelor masinii de aglomerare (patul) si introducerea acestuia n fluxul tehnologic; separarea aglomeratului bun pentru furnale si expedierea acestuia spre estacada buncarelor de la furnale. Aglomeratul expediat la furnale trebuie sa se ncadreze n prevederile standardului de firma nr.35/1995 care stabileste urmatoarele conditii tehnice: 58
continut de fier ( n functie de asigurarea cu materii prime): indicele de bazicitate (CaO/SiO2): 1,1-2,5; limitele de variatie - abaterea admisa calculata pe sita: la IB: 0,07 la Fe: 1,00 % rezistenta mecanica la toba Rubin: max. 20 %
44-59 %;
fractia granulometrica 6-10 mm (GA) din aglomeratul sortat: max.16 % fractia granulometrica 6-10 mm (GF) din aglomeratul ncarcat n furnal: max. 26 % gradul de sfarmare a aglomeratului (SA = GF/GA): max.1,75 %
Compozitia chimica completa a aglomeratului se verifica o data pe schimb, iar bazicitatea se verifica de patru ori pe schimb la intervale de doua ore. Rezistenta mecanica si granulatia aglomeratului dupa sortare si la furnal se face o data pe schimb.
A.
Racirea aglomeratului
Operatia de racire a aglomeratului produs pe masinile de aglomerare se desfasoara n doua faze. Prima, racirea primara ncepe chiar pe masina de aglomerare si se produce ca urmare a trecerii aerului absorbit prin stratul de aglomerat format pe masura coborrii pe verticala a frontului de ardere si se termina odata cu sinterizarea completa a stratului de ncarcatura, adica n momentul ajungerii zonei de ardere la patul de protectie de pe gratarele carucioarelor. La iesirea aglomeratului de pe masinile de aglomerare, acesta are o temperatura cuprinsa ntre 600-8000C, iar la intrarea pe racitoare, n faza a doua de racire, numita secunda, aglomeratul are o temperatura cu cca. 1000C mai mica. Racirea secundara se realizeaza la FA-2 cu racitoare liniare de tip Lurgi, formate din carucioare ce ruleaza pe sine ca la masinile de aglomerare. Carucioarele au la partea inferioara un gratar pe care se aseaza aglomeratul n strat de o grosime maxima de 800 mm, iar pe sub racitor se sufla aer prin strat pentru racire, rezultat de la 3-4 ventilatoare din cele 8 existente pentru fiecare racitor. Pentru fiecare masina de aglomerare exista cte un racitor cu o suprafata utila de 230 m2. Presiunea de refulare a ventilatoarelor este n functie de granulometria aglomeratului intrat n racitoare si este cuprinsa ntre 200 mm col. H2O, la minim 4 ventilatoare n functiune, iar debitul total de aer este n functie de cantitatea de 59
aglomerat de pe racitor si temperatura initiala si finala a acestuia. Acest debit variaza n limitele 5000-7000 m3/ts. Viteza de racire a aglomeratului are o importanta deosebita, deoarece racirea brusca poate duce la deteriorarea structurilor de rezistenta, deci la deteriorarea granulometriei. Daca viteza de racire n faza de racire primara este n functie de viteza de sinterizare a ncarcaturii de pe masina de aglomerare si nu poate fi influentata, racirea secundara poate fi dirijata. n timpul racirii secundare a aglomeratului, apar o serie de tensiuni care sunt de natura mecanica si care pot influenta si granulatia aglomeratului, deci scoaterea n aglomerat bun pentru ncarcarea n furnale. Acestea sunt: termoelastice (macrotensiuni) - care depind de conditiile de racire si care pot fi ndepartate printr-o racire ncetinita (st); interfazice (microtensiuni) - care sunt provocate de diferenta coeficientilor de dilatare termica a fazelor ce alcatuiesc aglomeratul (si); fizice - care sunt legate de transformarile polimorfe (sf).
Fiecare din aceste tensiuni actioneaza independent provocnd o distrugere a aglomeratului fara actiunea fortelor exterioare, iar criteriul de rezistenta a aglomeratului trebuie sa se prezinte sub forma: s = st +sI +sf < R, n care: R - rezistenta aglomeratului Daca tensiunile termoelastice pot fi influentate printr-o racire a aglomeratului controlata, tensiunile interfazice sunt influentate de liantul care l contine si care este purtatorul proprietatilor de rezistenta a aglomeratului. La scaderea temperaturii aglomeratului, n timpul racirii apar n el tensiuni radiale, de ntindere sr, care sunt si cele mai periculoase si tensiuni de contractie tangentiale sc. Maximul tensiunilor relative se nregistreaza la o bazicitate a aglomeratului de 1,4-1,6, cnd liantul este format din olivina si feriti de calciu si odata cu cresterea bazicitatii n liant, ncepe sa predomine ferita de calciu, iar tensiunile relative se micsoreaza. Astfel, ntre bazicitatea aglomeratului si rezistenta lui legata de tensiunile interne relative, exista o interdependenta si odata cu cresterea acestor tensiuni rezistenta aglomeratului se micsoreaza. ncetinirea racirii da cele mai bune rezultate n ceea ce priveste cresterea rezistentei aglomeratului, daca materiile prime ce compun sarja au SiO2 ct mai putin (5-6 %), nsa contin Al2O3 (3-4 %). n timpul desfasurarii operatiei de racire se va avea n vedere urmatoarele: 60
corelarea vitezei racitorului cu debitul de aglomerat ce intra pe carucior, astfel nct acesta sa fie acoperit cu un strat uniform de naltime prescrisa, iar plnia de deversare sa nu fie nici goala si nici la nivel maxim; se va functiona cu un numar de ventilatoare n functie de temperatura mediului ambiant si temperatura aglomeratului la iesirea lui de pe racitor; n cazul aparitiei unui exces de cocs n aglomerat sau a unui aglomerat insuficient format, se va opri racitorul si nu se va reporni pna cnd aglomeratul nu s-a racit sau nu s-a terminat sinterizarea, lundu-se masurile corespunzatoare la nivelul conducerii procesului de aglomerare de pe masini.
B.
Sortarea aglomeratului
Operatia de sortare are scopul separarii aglomeratului iesit de pe racitoare n patru clase granulometrice (< 6 mm, 6-15 mm, 15-25 mm, >25 mm) cu urmatoarele destinatii: fractia granulometrica 0-6 mm - retur de aglomerat; fractia granulometrica 6-15 mm - se expediaza la furnale;
fractia granulometrica 15-25 mm - pat de protectie, iar materialul excedentar se expediaza la furnale; fractia granulometrica > 25 mm - se expediaza la furnale.
Returul de aglomerat se expediaza spre buncarele aferente din statia de predozare, iar aglomeratul pentru pat spre buncarele tampon de pat din Corpul Principal. Sortarea aglomeratului se desfasoara pe ciururi vibratoare actionate electric dispuse n cascada. Instalatia de sortare cu ciururi n cascada cuprinde doua trepte de ciuruire pentru sortarea primara si secundara. Sita 1 are ochiuri rotunde de 17 mm, iar sita 2 are ochiuri de dimensiuni 7 x 30 mm. Pe sita 1 a ciurului 2, aglomeratul din clasa 0-25 mm se separa n alte doua clase: 15-25 mm si 0-15 mm. Refuzul acestei site (clasa 15-25 mm) ajunge prin intermediul unei plnii pantalon pe transportorul cu banda A22 care colecteaza patul de protectie de pe masinile de aglomerare, iar surplusul de pat pe transportorul cu banda A20a sau A20b care expediaza aglomeratul spre furnale.
Sortarea primara se realizeaza pe primul ciur prevazut cu o sita cu ochiuri rotunde de 28 mm care separa aglomeratul n doua clase granulometrice: >25 mm si <25 mm. Fractia >25 mm este deversata pe transportorul cu banda A20a pentru aglomeratul de pe linia de sortare a masinii 5 si pe A20b pentru linia de fabricatie si sortare a masinii 6, ambele transportoare conducnd aglomeratul spre furnale. Fractia granulometrica < 25 mm ajunge pe ciurul al doilea care realizeaza sortarea secundara. Ciurul 2 este prevazut cu doua site. Fractia granulometrica <15 mm trece pe a 61
doua sita a ciurului 2 care separa acest aglomerat din nou n doua clase: refuzul (clasa 615mm) este deversat pe transportoarele cu banda A20a si A20b si n continuare trimis spre furnale si trecerea (clasa 0-6 mm) care constituie returul de aglomerat si este preluat de transportorul cu banda A26 si trimis pe circuitul de transport al returului spre statia de predozare. Transportoarele cu banda A20a si A20b colecteaza aglomeratul cu granulatiile: 6-15 mm, 1525 mm si > 25 mm si l expediaza fie spre furnalul 5, fie spre statia de derivatie a furnalelor 34.
CAP. 4. CONTROLUL CALITII MATERIILOR PRIME sI A AGLOMERATULUI La Fabrica de Aglomerare nr.2 controlul calitatii se executa de catre personalul sectiei, special instruit n acest scop, controlul efectundu-se la materiile prime (minereu, calcar si retur) la intrarea n statia de predozare si la produsul finit (aglomerat) la iesirea acestuia din statia de sortare. Calitatea materiilor prime se determina pentru minereuri, calcar si retur nainte de intrarea n statia de predozare, iar pentru omogenizat si cocs nainte de intrarea n statia de dozare. Pentru minereurile de fier si mangan se determina umiditatea si continutul de: Fe, Mn, SiO2, CaO, MgO si Al2O3 iar pentru calcar si dolomita continutul de: SiO2, CaO, MgO, Al2O3 si pierderile la calcinare. Pentru omogenizat se fac aceleasi determinari ca pentru minereuri plus pierderile la calcinare. 62
Calitatea returului de aglomerat se controleaza din punct de vedere al compozitiei chimice, la care se fac aceleasi determinari ca si la minereuri, ct si granulometric, determinndu-se fractia > 6. La calcar si cocs se fac doar analize granulometrice, determinndu-se la calcar fractiile > 3 si > 6, iar la cocs fractia > 3. Compozitia chimica a aglomeratului este controlata n vederea cunoasterii continutului de: Fe, FeO, Mn, MgO, CaO si SiO2. Analiza granulometrica consta n separarea prin cernere a aglomeratului n urmatoarele clase granulometrice, determinate procentual: 0 - 6 mm, 10 - 15 mm, 15 - 25 mm, 25 - 40 mm si peste 40 mm. Determinarea rezistentei aglomeratului se face utiliznd testul de toba ce consta n determinarea rezistentei la spargere a 15 kg de aglomerat cu granulatia cuprinsa ntre 10 si 40 mm.
4.1. Controlul calitatii calcarului Controlul calitatii calcarului presupune pe lnga analiza chimica si analiza granulometrica. Att pentru analiza chimica ct si pentru cea granulometrica, prelevarea probelor se executa manual de la transportorul cu banda T 234, n aceleasi conditii ca si la prelevarea probelor de minereu. Probele pentru granulatie se transmit la "Casa de probe" a fabricii unde se executa determinarea granulometrica prin sitare manuala sau mecanica.
Dimensiunile ochiurilor sitelor sunt de 3,15 mm si 6,3 mm iar timpul de sitare se considera suficient daca la o sitare suplimentara timp de trei minute, rezultatul sitarii nu se modifica cu mai mult de 0,5 %. Pierderile de calcar obtinute n timpul operatiunilor de sitare, determinate ca diferenta ntre masa probei supusa ncercarii si suma maselor claselor granulometrice rezultate prin sitare, trebuie sa fie de cel mult 1 % fata de masa probei. Rezultatele analizei granulometrice se comunica de catre operatorul de la "Casa de probe" dispeceratelor din corpul principal si predozare. n cazul n care fractia granulometrica > 3 depaseste 6 % se vor lua masuri pentru reglarea concasoarelor si schimbarea sitelor la statia de concasare-sortare calcar.
4.2.
Controlul calitatii cocsului
63
Prelevarea probelor se executa manual la iesirea din statia de concasare-sortare cocs de pe transportorul cu banda A3 oprit, colectndu-se materialul de pe banda transportoare pe toata latimea acesteia si pe o lungime de cca. 1m. Calitatea cocsului se controleaza numai din punct de vedere granulometric. Sitarea cocsului se executa manual sau mecanic pe site si ciururi cu tesatura din srma sau din tabla perforata cu dimensiunile ochiurilor de 3,15 mm. Timpul de ciuruire se considera suficient daca la o cernere suplimentara timp de trei minure, rezultatul cernerii nu se modifica cu mai mult de 5%. Pierderile de cocs obtinute n timpul operatiilor de cernere, deteminate ca diferente dintre masa probei supusa ciuruirii si suma maselor claselor granulometrice rezultate prin cernere, trebuie sa fie cel mult 1 % fata de masa probei supusa ncercarii. n cazul cnd fractia granulometrica > 3 din cocs depaseste 8 % se vor lua masuri n vederea eliminarii cauzelor care au dereglat procesul tehnologic de concasare a cocsului (reglarea concasoarelor). Rezultatul analizei granulometrice a cocsului se comunica de catre operatorul de la casa de probe dispeceratului din corpul principal. La schimbarea sorturilor de cocs se determina si continutul de volatile din acesta. 4.3. Controlul calitatii minereurilor de fier Calitatea materiilor prime (minereu, calcar, retur rece) ce intra n statia de predozare este exprimata n primul rnd prin compozitia chimica a acestora. Cunoasterea precisa a compozitiei chimice, permite stabilirea corecta a cantitatilor de minereu, calcar si retur rece de aglomerat pentru obtinerea unui aglomerat cu un continut de fier si bazicitate prescris. Pentru minereurile de fier si mangan se determina continutul de: Fe, SiO2, CaO, MgO si Al2O3, iar pentru calcar si dolomita continutul de: SiO2, CaO, MgO, Al2O3 si PC. Determinarile se fac din mai multe probe intermediare, care formeaza o proba medie, prelevate pentru fiecare lot introdus n buncarele statiei predozare. Prelevarea probelor se executa cu transportorul oprit, colectndu-se materialul de pe toata latimea benzii transportoare pe lungime de cca. 1m. Materialul astfel colectat se omogenizeaza bine si se sfertuieste de mai multe ori. Proba astfel prelevata constituie o proba intermediara. Din mai multe astfel de probe intermediare (de regula 4) se formeaza proba medie ce este colectata n doua plicuri, constituind proba de baza si proba de control si se expediaza la laboratorul chimic rapid al UAF. Din acelasi material din care se preleveaza proba medie pentru analiza compozitiei chimice se colecteaza si material pentru proba de umiditate. Proba pentru determinarea umiditatii se colecteaza n pungi din material plastic si se nchid ermetic. 64
Rezultatele determinarilor constituind compozitia chimica trebuie preluate de la laboratorul rapid UAF ct mai urgent astfel nct sa existe posibilitatea cunoasterii calitatii materiilor prime, nainte de introducerea lor n stivele de omogenizare. n functie de compozitia chimica a minereurilor se ntocmeste programul de omogenizare n vederea asigurarii continutului de fier si a bazicitatii stivei.
4.4. Controlul calitatii aglomeratului La Fabrica de Aglomerare nr.2 controlul calitatii se executa de catre personalul sectiei, special instruit n acest scop, controlul efectundu-se la materiile prime (minereu, calcar si retur) la intrarea n statia de predozare si la produsul finit (aglomerat) la iesirea acestuia din statia de sortare. Calitatea aglomeratului produs se controleaza din punct de vedere al compozitiei chimice, granulometrice si al rezistentei mecanice. Compozitia chimica a aglomeratului este controlata n vederea cunoasterii continutului de: Fe, FeO, Mn, MgO, CaO si SiO2. Analiza granulometrica consta n separarea prin cernere a aglomeratului n urmatoarele clase granulometrice, determinate procentual: 0 - 6 mm, 6 -10 mm, 10 - 15 mm, 15 - 25 mm, 25 - 40 mm si peste 40 mm.
Determinarea rezistentei aglomeratului se face utiliznd testul de toba ce consta n determinarea rezistentei la spargere a 15 kg de aglomerat cu granulatia cuprinsa ntre 10 si 40 mm.
4.5. Analiza granulometrica a aglomeratului n vederea determinarii granulometriei aglomeratului se preleveaza ntr-un schimb 4 probe intermediare, dupa sortarea la rece. Orele de prelevare sunt orele cu sot din cursul unei zile calendaristice. Probele se preleveaza de pe transportoarele A 20a sau A 20b, dupa oprirea acestora, lundu-se tot materialul de pe banda pe o lungime de cca. 1 m. Fiecare proba partiala colectata va avea masa de 25 kg astfel nct proba reprezentativa sa contina 100 kg. Aglomeratul prelevat se cerne prin site de 40 mm, 25 mm, 15 mm, 10 mm si 6 mm, manual sau mecanic. Timpul de cernere se considera suficient daca la cernere suplimentara timp de trei minute rezultatele cernerii nu se modifica cu mai mult de 0,5 %. Ciuruirea mecanica este admisa daca rezultatele cernerii nu difera de cele obtinute manual cu mai mult de 1 %. 65
Se determina procentual clasele granulometrice: 0 - 6 mm, 6 - 10 mm, 10 - 15 mm, 15 - 25 mm, 25 - 40 mm, > 40 mm si se comunica dispeceratului din Corpul Principal.
4.6. Determinarea rezistentei aglomeratului Pentru determinarea rezistentei mecanice a aglomeratului se utilizeaza ca proba materialul rezultat n urma determinarilor granulometrice. Pentru aceasta se recntaresc mpreuna fractiile granulometrice 10 - 40 mm ce trebuie sa contina cel putin 15 kg. Se introduc n toba 15 kg aglomerat cu granulatia ntre 10 - 40 mm si se roteste timp de 9 minute cu 25 rot/min. Aglomeratul rezultat din toba se cerne manual sau mecanic prin sita de 6,3 mm timp de 3 minute. Rezistenta mecanica a aglomeratului este data de continutul n procente a fractiei granulometrice > 6,3 mm. Rezultatele obtinute n urma determinarii rezistentei aglomeratului se transmit la dispeceratul din Corpul Principal.
Aprecierea calitatii aglomeratului se face, n functie de cerintele furnalului, dupa continutul n fractia granulometrica 6 -10 mm si rezistenta mecanica. Aglomeratul se considera corespunzator daca fractia 6 - 10 mm este sub 22%, iar rezistenta mecanica peste 78 %.
Instructiuni pentru prelevarea probei de aglomerat n scopul determinarii analizei granulometrice si al rezistentei prin testul de toba
a)
Colectarea probei (manual)
Se face o data pe schimb, dupa statia de sortare, cu clapetele de pat date la furnal (se anunta n prealabil dispecerul), de pe unul din transportoarele A21a, A21b, A75. Dupa oprirea unuia din aceste transportoare, ncarcat, se ia ntreaga cantitate de aglomerat pe o lungime de circa 1-2 m de transportor astfel nct sa aiba o greutate n jur de 60-80 kg. b) Analiza granulometrica
Se face cu un ciur vibrator mecanic cu patru trepte de ciuruire de 6 mm, 10 mm, 15 mm si 25 mm. Cantitatea de aglomerat G (60-80 kg) colectata se ciuruie, durata cernerii prin fiecare sita este determinata vizual. Corectitudinea sitarii este data de rezultatul cernerii suplimentare 66
(efectuata timp de 3 minute), care nu se modifica cu mai mult de 0,5%. Rezultatele sitarii dupa cntarire sunt trecute n tabelul 4.6. calculndu-se procentual ponderile fractiilor granulometrice. Tabel 4.6.1. Proba Fractii granulometrice >25mm 15-25mm 10-15mm 6-10mm <6mm G (kg) G1 G2 G3 G4 G5 100% X1 X2 X3 X4 X5
G=G1+G2+G3+G4+G5 n care: G - greutatea probei colectate; G1 - greutatea fractiei >25mm; G2 - greutatea fractiei 15-25mm; G3 - greutatea fractiei 10-15mm; G4 - greutatea fractiei 6-10mm; G5 - greutatea fractiei <6mm;
(rel. 1)
X1.X5 - ponderile procentuale ale fractiilor. X1=x100[%] (rel. 2) 67
X1+X2+X3+X4+X5=100 c) Testul de toba (T.I.)
(rel. 3)
Se face n scopul determinarii rezistentei la spargere prin manipularea aglomeratului. Determinarea T.I. se face ntr-o toba cu =1000 mm, L=500 mm, n interiorul careia se afla montate 2 aripioare (cornier) de 50 x 5 mm dispuse pe generatoarele tobei diametral opuse. Motodologie
Proba care trebuie introdusa n toba are o greutate de 15 kg si se alege din fractia de aglomerat 10-40 mm, care a fost colectata pentru analiza granulometrica conform precizarilor din aceste instructiuni. ntreaga cantitate se introduce n proba (15 kg, 10 - 40 mm) si se roteste timp de 8 minute (25 rot/min) pentru efectuarea a 200 rotatii. Dupa evacuarea ntregii cantitati ntr-o tava, se va trece prin sita cu ochiuri de 6 mm. Fractia mai mare de 6 mm se cntareste. Pentru determinarea indicelui de toba (T.I.) se va aplica formula: T.I.=x100[%] (rel. 4)
Modul de alegere a cantitatii de 15 kg (10-40mm)
Dupa efectuarea granulometriei aglomeratului se cntaresc fractiile 10-40mm si se stabilesc participatiile fiecarei fractii, conform urmatorului tabel:
Tabel 4.6.2. Fractii >25mm 15-25mm 10-15mm Total [kg] G1 G2 G3 G1+G2+G3 [kg] g1 g2 g3 g1+g2+g3 68
n care: G1, G2, G3 - greutati conform primului tabel g1, g2, g3 - participatia (kg) fiecarei fractii g1=15 x g2=15 x g3=15 x (rel. 5) (rel. 6) (rel. 7)
4.7. Controlul compozitiei chimice a aglomeratului Prelevarea probelor se executa cu o instalatie automata, prevazuta cu o lopata mecanica, montata deasupra casei de proba, dupa sortarea la rece a aglomeratului, ce colecteaza material de pe transportoarele A20a si A20b. Intervalul de colectare este cuprins ntre 8 - 12 minute. La fiecare doua ore aglomeratul colectat este preluat automat suferind operatiile de sfertuire si concasare. Proba rezultata, care reprezinta o proba medie pe un interval de functionare al masinilor de aglomerare de doua ore, este preluata de catre operatorul de la casa de probe. Operatorul retine o parte din proba pentru constituirea probei medii pe schimb si duce proba la laboratorul chimic rapid al UAF pentru determinarea compozitiei chimice. Laboratorul chimic rapid al UAF comunica dispeceratului din CP rezultatul analizelor chimice al celor patru probe, colectate n timpul unui schimb, ct si al probei medii. n cazul unei defectiuni ale instalatiei de prelevare automata a aprobelor, acestea se colecteaza si se prelucreaza manual de catre operatorul de la casa de probe. CARACTERISTICILE FIZICO-CHIMICE ALE MATERIALELOR CE SE ANALIZEAZ LA LABORATORUL U.A.F. Laboratorul U.A.F. este un laborator rapid, care analizeaza att materiile prime, ct si produsele intermediare ale Uzinei Aglomerare Furnale. Este necesar ca analizele sa fie rapide pentru a se putea face la timp corectiile necesare ale proceselor tehnologice din sectii, n functie de rezultatele acestor analize. Dintre materiile prime analizate, mentionam: minereurile de fier minereurile de mangan fondantii (calcar si dolomita) cocsul praful de carbune 69
Ca produs intermediar mentionam aglomeratul, iar produsele finite ale furnalelor sunt fonta si zgura. Minereurile de fier contin fierul sub forma de combinatii cu oxigenul, cu bioxidul de carbon si cu apa, denumite minerale. Acestea se deosebesc ntre ele prin compozitie chimica, culoare, duritate, sistem de cristalizare, etc. n afara mineralelor utile (care contin combinatii ale fierului), minereurile de fier mai contin si alte minerale lipsite de fier, care constituie sterilul minereurilor. Sterilul micsoreaza continutul de fier al minereului si poate aduce n ncarcatura furnalelor o serie de elemente a caror trecere n fonta este nedorita (sulf, fosfor, arsen, cupru, zinc, plumb, etc. ). Principalele minerale utile din minereurile de fier sunt: Magnetitul (Fe3O4) care contine n stare pura 72,4 % Fe si 27,6 % O2, prezentnduse sub forma de bucati compacte si rezistente de culoare cenusie-neagra, ce sunt atrase de magnet. Hematitul (Fe2O3) numit si oligist, contine n stare pura 70 % Fe si 30 % O2 si se prezinta att sub forma de bucati, ct si n stare maruntita sau de praf, avnd culoarea rosie (de la rosu deschis pna la rosu nchis, cu nuante albastrui). Limonitul (2Fe2O3 * 3 H2O), goethitul (Fe2O3 * H2O), hidrogoethitul (3 Fe2O3 * 4 H2O), contin pe lnga oxidul feric si apa de cristalizare, pe care o cedeaza la temperaturi peste 2000C. Ele au culoarea galbena-bruna, pna la bruna nchis si granulatia foarte variabila. n general, se gasesc amestecate cu alte minerale, continnd uneori elemente nedorite (fosfor, arsen). Sideritul sau carbonatul de fier (FeCO3), este de obicei amestecat cu carbonati de mangan, de calciu si de magneziu. n stare pura, sideritul contine 48,2 % Fe, 13,9 %O2 sin 37,9 %CO2. n natura sideritul se gaseste mai ales n bucati compacte, cristaline, de culoare cenusie cu nuante galbene-brune. Sterilul minereurilor de fier consta din minerale asociate care nu contin fier. Aceste minerale (cuart, alumino-silicati, clorit, granat, piroxen, serpentin, amfibol, calcit, baritit) contin, sub diferite forme, principalii oxizi din care se formeaza zgura de furnal n urma topirii minereurilor, si anume: silice(SiO2), calce (CaO), alumina (Al2O3), magnezie (MgO). Dolomita sau carbonatul dublu de calciu si magneziu CaMg(CO3)2, contine 20-21% MgO si 31-33 %CaO; prin marirea continutului de MgO la zgurile cu bazicitate ridicata, fluiditatea lor creste.
Datorita utilizarii aglomeratului autofondant, n furnal se ncarca o cantitate foarte mica de calcar necesara numai micilor corectii ale compozitiei zgurii, iar cantitatea principala de calcar se introduce n reteta de aglomerat.
70
PREGTIREA EsANTIOANELOR PENTRU ANALIZA SPECTRAL PRIN FLUORESCENA DE RAZE X. NTOCMIREA PROGRAMELOR ANALITICE
La laboratorul U.A.F. probele pentru analiza spectrala prin fluorescenta de raze X pot fi masive (fonte) si pulverulente aflate n stare oxidata (minereuri de fier, minereuri de mangan, calcar, dolomita, zgura, aglomerat, praf de furnal). Daca pentru probele masive pregatirea probelor se face simplu, prin rectificare si slefuire, pentru probele pulverulente pregatirea este mai laborioasa. Pregatirea probelor pulverulente se poate face prin presare (fara liant, sau folosind ca liant ceara de Carnauba, acid boric, etil celuloza), ori prin topire, folosind ca fondant tetraboratul de sodiu anhidru sau tetraboratul de litiu.
PREGTIREA PROBELOR PULVERULENTE PENTRU ANALIZA SPECTRAL PRIN FLUORESCENA DE RAZE X
1. Uscarea probelor - se efectueaza pentru toate probele curente, cu exceptia fontelor, zgurilor de furnal, aglomeratelor curente, returului si probei medii de aglomerat. Uscarea are loc n etuva la temperatura de 105 - 1150C, timp de o ora. 2. Mojararea probelor - se realizeaza dupa uscare la moara oscilanta Herzog. nainte de mojarare, capsula morii oscilante de 100cmc se curata cu o pensula si prin mojararea unei cantitati din proba de mojarat, timp de 3 secunde. Se curata apoi capsula si se mojareaza restul probei, ce se introduce ntre cilindrul central si inelul vasului de mojarat. Cu ct se mojareaza mai multa proba, cu att timpul de mojarare va fi mai mare. Timpul de mojarare nu trebuie sa fie mai mic de 10 secunde, pentru a se obtine o dimensiune a particulelor de 90 mm. 3. Uscarea probei mojarate - se face pentru toate probele cu exceptia fontelor, la etuva, la temperatura de 105 - 1150C, timp de 30 minute.
4. Cntarirea probei - se face la balanta analitica cu precizia de +0,0002g. Cantitatea de fondant si de proba cntarite depind de reteta folosita la ntocmirea programului analitic (5g borax/0,4g proba; 5g borax/0,5g proba; 5g Li2B407/0,5g proba; etc.). Pentru toate probele, cu exceptia calcarului si a dolomitei, se va pune n creuzet mai nti fondantul peste care se adauga materialul de analizat. 5. Topirea probelor n creuzet de Pt-Rh pe becul suflator cu aer si gaz metan, se face timp de 10 minute, agitndu-se creuzetul dupa primele 4 minute, dupa urmatoarele 3 minute si dupa alte 3 minute. Creuzetul se va acoperi cu un capac tot din Pt-Rh.
71
6. Turnarea esantioanelor - dupa ultima agitare, capacul se nlocuieste cu forma de turnare din Pt-Au, si cnd marginile acesteia se nrosesc, se toarna topitura n forma folosind doi clesti de laborator din crom, se roteste forma n plan orizontal si se asaza pe un suport refractar pna la racirea completa, alaturi de creuzet. Cnd topirea probei are loc la instalatia automata Herzog HAG12/1500, fondantul si proba se introduc ntr-un creuzet special de PtAu, care este n acelasi timp si forma de turnare. Pentru ca desprinderea de creuzet sa se faca mai usor, se adauga 3 picaturi de solutie de KI 7%. Topirea are loc timp de 15 minute, agitarea probei n timpul topirii facndu-se automat.
NTOCMIREA PROGRAMELOR ANALITICE Analiza spectrala prin fluorescenta de raze X, fiind o metoda indirecta, prin care se determina concentratia unui element prin comparare cu analiza unor etaloane de concentratie cunoscuta, trebuie avuta o grija deosebita la etalonare. Exista 2 procedee de etalonare: etalonarea pe baza etaloanelor analizate chimic; etalonarea cu ajutorul etaloanelor sintetice.
Etaloanele sintetice se pregatesc prin introducerea de reactivi puri, ntr-o anumita proportie, pentru a se obtine concentratiile dorite. Ele se utilizeaza foarte rar n situatii deosebite. n toate celelalte cazuri trebuie sa se recurga fie la etaloane tip, disponibile n comert, fie la etaloane autohtone, analizate cu multa acuratete pe cale chimica. n cazul utilizarii etaloanelor autohtone, nu trebuie sa ne multumim cu o singura analiza a probei, ci pentru a fi siguri de valoarea concentratiei obtinute pe cale chimica, trebuie facute o serie de analize de catre chimisti diferiti, prin metode diferite.
Etaloanele autohtone, daca sunt analizate exact, sunt cele mai recomandate pentru analiza spectrala. ntotdeauna etaloanele trebuie sa fie din acelasi material ca materialul de analizat. Intensitatea radiatiei de fluorescenta caracteristica unui element din proba este legata de concentratia elementului respectiv printr-o relatie de forma: I= unde: I - intensitatea radiatiei de fluorescenta a - constanta de material c - concentratia elementului considerat k - raportul coeficientilor de absorbtie ai radiatiei primare si radiatiei de fluorescenta (rel. 1)
72
Din aceasta relatie rezulta ca nu exista proportionalitate ntre intensitatea radiatiei de fluorescenta si concentratie, dect n cazul cnd k=1. n consecinta nu va fi posibil sa se aproximeze curbele de etalonare cu niste drepte dect ntr-un interval de concentratie relativ restrns. Dupa alegerea etaloanelor necesare, se trece la ntocmirea propriu-zisa a programului analitic. n memoria microprocesorului cu care este dotat spectrometrul, se afla stocate conditiile optime pentru analiza fiecarui element: unghiul 2, cristalul de difractie optim, fantele Soller optime, etc. Trebuiesc introduse n program doar datele specifice materialului pe care l analizam: denumirea programului; formula de calcul utilizata; masca utilizata; tipul recalibrarii; daca se foloseste imprimanta sau nu; daca proba se roteste sau nu; daca se optimizeaza fondul; tipul fondantului folosit la pregatirea probei si dilutia; lista elementelor de analizat;
timpul de analiza pentru fiecare element si parametrii de alimentate ai tubului de raze X, care depind de numarul atomic al elementului respectiv si de concentratia lui n proba; se face optimizarea peak-ului si a ferestrei pentru fiecare element, folosindu-se proba de maxim; se introduce lista compusilor ce se analizeaza din material, ordinea n care acestia vor fi analizati si denumirea probelor de recalibrare; se introduce lista etaloanelor de analizat cu concentratiile chimice ale acestora; se editeaza setul de masurare al etaloanelor si al probelor de recalibrare; se efectueaza analiza etaloanelor si a probelor de calibrare;
se trece la verificarea curbelor de etalonare, unde concentratia chimica a elementelor se afla pe axa Ox, iar intensitatea liniei de fluorescenta caracteristice pe axa Oy. Daca unele puncte sunt prea deplasate fata de curba, pot fi omise si se face o reajustare a coeficientilor, iar curba va fi recalculata si afisata. Pe lnga abaterile absolute si relative, pentru fiecare curba se afiseaza deviatia standard, care se calculeaza dupa formula: 73
SD = unde:
(rel. 2)
C - concentratia chimica a etaloanelor; C - concentratia calculata a etaloanelor n functie de intensitatea liniei de fluorescenta; n - numarul standardelor utilizate n calcul. Daca analiza unui element este foarte afectata de efectul de matrice si dispunem de un numar mare de etaloane pentru materialul respectiv, se poate folosi programul "Fundamental alphas evaluation" pentru a calcula coeficientii de corectie ce vor fi folositi automat la corectarea curbelor de etamonare. n programul analitic pot fi introduse anumite module care permit calculul bazicitatii, suma tuturor elementelor, etc.
PRINCIPIUL ANALIZEI DE FLUORESCEN CU RAZE X n jurul filamentului se formeaza un nor de electroni. Electronii respectivi aflndu-se ntr-un cmp electric format din diferenta de potential catod - anod vor fi accelerati de tensiunea pozitiva si vor circula de la catod catre anod, bombardndu-l pe acesta. Prin bombardarea anodului de catre electronii accelerati, componentele acestuia vor trece n stare excitata, iar la revenirea n stare initiala vor duce la emiterea de radiatii. Aceste radiatii se vor numi radiatii primare si sunt alcatuite din 2 componente: o componenta cu spectrul discontinuu provenita prin excitarea atomilor din care este alcatuit anodul;
o componenta cu spectrul continuu, necaracteristica materialului din care este alcatuit anodul si care ia nastere la patrunderea electronilor prin potentialul de suprafata al materialului din care este alcatuit anodul. n general, anodul este alcatuit dintr-un element greu - rhodiu. Acest fel de radiatii nu se foloseste n mod obisnuit la analiza spectrala, datorita faptului ca nu se poate separa o anumita linie spectrala fara a avea un fond de intensitate mare apartinnd spectrului continuu. De aceea pentru analiza se folosesc radiatii X pe care le numim secundare si care provin prin excitarea componentelor materialului de analizat nu cu fascicul de electroni, ci cu radiatii X primare. Radiatiile X secundare sunt lipsite de componenta continua a spectrului si, ca atare, sunt mai indicat de a fi folosite. Acest procedeu de obtinere a radiatiilor X se numeste procedeu prin fluorescenta.
74
Asadar, fenomenul de fluorescenta este fenomenul prin care un material emite radiatii att timp ct este excitat tot cu radiatii. Radiatiile X secundare emise de proba de analizat sunt descompuse dupa lungimile de unda caracteristice fiecarui element de analizat, cu ajutorul difractiei si interferentei, lucru posibil cu ajutorul unui instrument numit Goniometru pentru spectrometrele secventiale sau sistemul monocromator pentru spectrometrele simultane. n sistemul monocromator, fiecarui element de analizat i va corespunde un monocromator individual. Un monocromator este alcatuit din fanta de intrare, cristalul de difractie si fanta de iesire. La iesirea din fanta secundara, energia radiatiei liniei caracteristice, separata de goniometru sau monocromator, va fi masurata de catre un detector si transformata n impulsuri electrice ce vor fi apoi amplificate si prelucrate de sistemul electronic de procesare a datelor.
CAP.5 N.T.S.M sI P.S.I. REFERITOARE LA ACTIVITILE TEHNOLOGICE DIN SECIA AGLOMERARE 2 5.1. 5.1.1 N.T.S.M. si P.S.I. privind ncarcarea silozurilor de calcar si cocs N.T.S.M.
n timpul programului de lucru este obligatoriu purtarea echipamentului de protectie conform normativului; este interzisa venirea la serviciu n stare de ebrietate sau oboseala;
toate interventiile la utilaj vor fi efectuate numai de personal calificat, cu transportorul oprit si tensiunea scoasa; 75
se interzice trecerea peste sau pe sub banda transportoare. Se va trece numai prin locuri special amenajate; organele in miscare trebuie sa fie prevazute cu aparatori de protectie n timpul functionarii; nu se va stationa ntre sinele de rulare si nu se va pune piciorul sau mna pe calea de rulare a caruciorului; este strict interzisa nlaturarea gratarelor de pe buncar sau a se circula pe aceste gratare; este interzis a se pune bitum sau alte materiale la tamburul de antrenare cnd acesta patineaza. n acest caz se va opri banda si se va anunta seful ierarhic care va constata cauzele care duc la patinare, dupa care vor lua masurile de nlaturare ale acestora; cablurile si limitatorii de avarie trebuie sa fie n perfecta stare de functionare; controleaza si daca este cazul desfunda tubulatura de aspiratie a prafului; se interzice blocarea butonului postului local; este interzis a se atinge paturile de cabluri electrice sau cablurile cazute; nu va permite persoanelor straine sa stea sau sa intre n locul sau de munca; este interzis a se arunca diferite obiecte depe galeriile de benzi;
nainte de a interveni la un utilaj, se scoate de sub tensiune si se ridica marca agregatului de la electricianul de serviciu; este interzisa parasirea locului de munca fara aprobarea maistrului.
5.1.2
P.S.I
verifica la intrarea n schimb existenta si starea mijloacelor de prima interventie cu care este dotat locul de munca unde si desfasoara activitatea; si nsuseste temeinic modul de utilizare a mijloacelor de prima interventie din dotarea locului de munca; nu permite folosirea si nu foloseste mijloace initiale de prevenire si stingere a incendiilor din dotare n alte scopuri dect pentru cele pentru care acestea au fost destinate; ndeparteaza imediat uleiul de la reductoare rezultat prin neetanseitatea acestora si anunta fara ntrziere partea mecanica pentru nlaturarea acestor neajunsuri;
76
periodic, ndeparteaza praful de cocs si calcar de pe motoare, reductoare, capotajele carucioarelor, instalatiile electrice si sursele de caldura folosite la ncalzirea locului de munca, n felul acesta evitnd producerea de incendii prin aprinderea prafului; se interzice cu desavrsire executarea unor lucrari cu foc deschis la benzile transportoare fara a avea permis de foc aprobat de seful de sectie coordonator, ct si asigurarea urmatoarelor conditii specifice de lucru: oprirea utilajelor din ncaperea respectiva;
curatarea prafului n jurul locului unde se va interveni cu sudura pe o raza de cel putin 10 m, cu stropirea prealabila a prafului pna la umezire; protejarea locului unde urmeaza a se suda pentru a mpiedica raspndirea scnteilor; aerisirea completa a ncaperii de lucru;
dotarea locului de interventie cu foc deschis cu mijloacele necesare de prevenire si stingere a incendiilor; dupa terminarea interventiei cu foc deschis, verifica daca nu au ramas resturi metalice incadescente care ar putea produce incendii; se interzice cu desavrsire folosirea unor improvizatii n instalatiile electrice de iluminat ale locului de munca ct si n alte scopuri, iar n cazul n care se constata existenta unor astfel de improvizatii se va anunta urgent partea electrica pentru remedierea lor; pentru verificarea nivelului de material n buncare, la intrare si iesire din schimb se va folosi lampi portative antiex, la tensiunea maxima de 24 V. Se interzice folosirea lampilor deteriorate sau improvizate fara globuri de protectie deoarece se pot produce explozii; se interzice utilizarea crpelor aprinse pentru iluminatul silozurilor;
se interzice executarea lucrarilor cu foc deschis deasupra silozurilor de material, acest fapt putnd provoca explozii.
5.2 5.2.1
N.T.S.M. si P.S.I. referitor la transportoarele cu banda la liniile de calcar si cocs N.T.S.M.
n timpul programului de lucru este obligatoriu purtarea echipamentului de protectie conform normativului; este interzisa venirea la serviciu n stare de ebrietate sau oboseala;
toate interventiile la utilaj vor fi efectuate numai de personal calificat, cu transportorul oprit si tensiunea scoasa; se interzice trecerea peste sau pe sub banda transportoare. Se va trece numai prin locuri special amenajate; 77
organele in miscare trebuie sa fie prevazute cu aparatori de protectie n timpul functionarii; nu se va stationa ntre sinele de rulare si nu se va pune piciorul sau mna pe calea de rulare a caruciorului; este strict interzisa nlaturarea gratarelor de pe buncar sau a se circula pe aceste gratare; este interzis a se pune bitum sau alte materiale la tamburul de antrenare cnd acesta patineaza. n acest caz se va opri banda si se va anunta seful ierarhic care va constata cauzele care duc la patinare, dupa care vor lua masurile de nlaturare ale acestora; cablurile si limitatorii de avarie trebuie sa fie n perfecta stare de functionare; controleaza si daca este cazul desfunda tubulatura de aspiratie a prafului; se interzice blocarea butonului postului local; este interzis a se atinge paturile de cabluri electrice sau cablurile cazute; nu va permite persoanelor straine sa stea sau sa intre n locul sau de munca; este interzis a se arunca diferite obiecte depe galeriile de benzi;
nainte de a interveni la un utilaj, se scoate de sub tensiune si se ridica marca agregatului de la eectricianul de serviciu; este interzisa parasirea locului de munca fara aprobarea maistrului.
5.2.2 P.S.I verifica la intrarea n schimb existenta si starea mijloacelor de prima interventie cu care este dotat locul de munca unde si desfasoara activitatea; si nsuseste temeinic modul de utilizare a mijloacelor de prima interventie din dotarea locului de munca; nu permite folosirea si nu foloseste mijloace initiale de prevenire si stingere a incendiilor din dotate n alte scopuri dect pentru cele pentru care acestea au fost destinate; ndeparteaza imediat uleiul de la reductoare rezultat prin neetanseitatea acestora si anunta fara ntrziere partea mecanica pentru nlaturarea acestor neajunsuri; periodic, ndeparteaza praful de cocs si calcar de pe motoare, reductoare, capotajele carucioarelor, instalatiile electrice si sursele de caldura folosite la ncalzirea locului de munca, n felul acesta evitnd producerea de incendii prin aprinderea prafului; se interzice cu desavrsire executarea unor lucrari cu foc deschis la benzile transportoare fara a avea permis de foc aprobat de seful de sectie coordonator, ct si asigurarea urmatoarelor conditii specifice de lucru: 78
oprirea utilajelor din ncaperea respectiva;
curatarea prafului n jurul locului unde se va interveni cu sudura pe o raza de cel putin 10 m, cu stropirea prealabila a prafului pna la umezire; protejarea locului unde urmeaza a se suda pentru a mpiedica raspndirea scnteilor; aerisirea completa a ncaperii de lucru;
dotarea locului de interventie cu foc deschis cu mijloacele necesare de prevenire si stingere a incendiilor; dupa terminarea interventiei cu foc deschis, verifica daca nu au ramas resturi metalice incadescente care ar putea produce incendii; se interzice cu desavrsire folosirea unor improvizatii n instalatiile electrice de iluminat ale locului de munca ct si n alte scopuri, iar n cazul n care se constata existenta unor astfel de improvizatii se va anunta urgent partea electrica pentru remedierea lor; pentru verificarea nivelului de material n buncare, la intrare si iesire din schimb se va folosi lampi portative antiex, la tensiunea maxima de 24 V. Se interzice
folosirea lampilor deteriorate sau improvizate fara globuri de protectie deoarece se pot produce explozii; se interzice utilizarea crpelor aprinse pentru iluminatul silozurilor;
se interzice executarea lucrarilor cu foc deschis deasupra silozurilor de material, acest fapt putnd provoca explozii.
5.3 5.3.1
N.T.S.M. si P.S.I. privind dozatoarele gravimetrice din Statia Predozare N.T.S.M.
muncitorul trebuie sa poarte echipamentul de protectie a muncii conform normativului (bocanci cu bombeu metalic, salopeta, casca de protectie, manusi pe timp friguros, costum vatuit li capison sum casca); la transportul si dozarea materialelor cu aceste dozatoare, mecanismele periculoase n miscare vor avea obligatoriu aparatori de protectie; revizia, ungerea si repararea instalatiilor din Statia Predozare se va face numai dupa oprirea si scoaterea tensiunii; exploatarea dozatoarelor se va face de catre personalul calificat si instruit n acest scop;
79
punerea n functiune dupa revizii se va face de catre muncitorul instruit n acest scop, dupa verificarea n prealabil a tuturor celor mentionate mai sus si actionnd asupra butonului de semnalizare acustica; este interzisa pornirea unui dozator cu sistemul de semnalizare defect; se va pastra ordinea si curatenia la locul de munca; pentru a reduca la minim degajarile de praf, instalatia este pusa sub depresiune;
este interzisa functionarea dozatoarelor fara mpamntare la motoare si vibratoare. Ele trebuie legate la pamnt conform standardelor n vigoare; curatirea elementelor de cntarire si a tamburilor se va face cu dozatorul oprit si tensiunea scoasa; este interzisa functionarea dozatoarelor fara aparatori de protectie;
este interzis a se functiona cu dozatoarele descentrate. Centrarea se va face din tamburii de ntindere si rolele de autocentrare; la formarea de bolti sau la blocarea buncarelor nu se vor introduce muncitori pentru deblocare prin gurile de evacuare. Aceasta operatie se va face din exterior cu ajutorul aerului comprimat sau cu alte mijloace adecvate (electrovibratoare);
n cazul patinarii benzii este interzisa introducerea de substante care sa mareasca aderenta. n acest caz se va opri banda, se va debloca prin ndepartarea materialului, apoi se va executa ntinderea si centrarea benzii. Se va verifica de asemenea daca limitatorii de descentrare lucreaza corect. Orice neregula se va anunta sefului de echipa sau maistrului care vor stabili tehnologia de lucru, fara a pune n pericol starea utilajului si a muncitorilor chemati la lucrarea respectiva; plniile dozatoarelor se vor curata de sus n jos prin gurile de vizitare practicate n capotajele de la deversare; pentru a nu da nastere la mari degajari de praf n zona de lucru si pentru a nu duce la formarea de bolti si la blocarea buncarelor, acestea vor fi mentinute 1/2 - 1/3 din capacitate (cu materiale); se interzice oricarei persoane trecerea (urcarea) peste banda extractoare. Trecerea dintr-o parte n alta se va face pe la capetele benzii extractoare. 5.3.2 P.S.I.
sectorul sa fie dotat cu extinctoare, n sector sa nu fie depozitate materiale inflamabile, sa nu existe pierderi de ulei la motoare etc.; este interzis lucrul cu foc deschis fara permis de lucru cu foc;
80
n apropierea prizelor de gaz metan este interzisa cu desavrsire depozitarea materialelor inflamabile sau a generatoarelor de sudura, sau executarea operatiilor de suduri si taiere n imediata apropiere; se interzice depozitarea materialelor inflamabile n zona; caile de acces din zona vor fi mentinute n permanenta libere; se va urmari ca in permanenta cablurile electrice sa nu aiba izolatia deteriorata; toate materialele din dotarea PSI se vor mentine n perfecta stare de folosinta; n caz de incendiu se va actiona conform instructajului primit.
5.4 5.4.1
N.T.S.M. si P.S.I. privind T.A.P. si T.A.S. N.T.S.M.
deservirea tobelor de amestec primar se face de catre personal calificat special instruit pentru executarea lucrarilor respective; va purta echipamentul de lucru si de protectie prevazut n normativ;
se interzice orice interventie de remediere a defectiunilor din zona TAP n timpul functionarii la instalatie; n cazul necesitatii remedierii unor defectiuni la TAP sau instalatii anexe, se opreste toba, se anunta dispecerul de la panoul sinoptic sa ceara scoaterea de sub tensiune a utilajelor si numai dupa confirmarea acestuia ca s-a scos tensiunea, se intervine la utilajul defect; se interzice aglomeratoristului de la TAP sa execute lucrari ce nu tin de calificarea si competenta sa; n timpul functionarii, aparatorile de pretectie a organelor n miscare trebuie sa fie n mod obligatoriu montate; iluminatul n zona trebuie sa fie corespunzator;
instalatia de semnalizare acustica trebuie sa fie permanent n buna stare de functionare; 5.4.2 va respecta ntocmai prevederile NTS de la instructajul periodic. P.S.I. caile de acces din zona TAP se vor mentine n permanenta libere, curate si marcate; se interzice depozitarea materialelor inflamabile n zona TAP; 81
este interzisa functionarea TAP cu cable electrice a caror izolatie este deteriorata;
toate dotarile PSI se vor pastra permanent n stare de folosinta si se vor verifica periodic conform instructiunilor primite; este interzisa improvizarea sobelor improvizate pentru arderea cocsului sau altor materiale combustibile ca sursa de caldura n zona TAP; n caz de incendiu, aglomeratoristul de la TAP va opri utilajul de la postul local pe regim avarie, dupa care anunta dispecerul de la panoul sinoptic, apoi intervinie cu mijloacele existente pentru localizarea si stingerea incendiului conform instructiunilor primite n acest sens. 5.4.3 N.T.S.M. - TAS linia va fi deservita de personal instruit, numit de maistru; purtarea echipamentului este obligatorie; la serviciu se prezinta odihnit si apt de munca; circulatia se face numai pe cai de acces special amenajate; aparatorile de protectie a utilajelor vor fi n permanenta montate; este interzis parasirea locului de munca fara aprobare;
la schimbarea locului de munca solicita maistrului sa i se faca un nou instructaj specific; nu permite persoanelor straine sa stea n zona locului de munca; concasoristul controleaza tubulatura de aspiratie si o desfunda daca e cazul; nu este voie sa faca lucrari pentru care nu este instruit si autorizat;
n timpul functionrii este interzis sa se urce pe alimentator, preconcasor, concasor, sa deschida usile de vizitare, sa stationeze n fata sau n spatele concasorului sau a rotilor de angrenare, sa atinga axele, sa se urce pe concasor, sa foloseasca bitum la tamburii de actionare transportoare, sa bage mna la rolele care sustin covoarele de cauciuc, sa intervina la instalatia electrica sau la alta lucrare pentru care nu este calificat, sa atinga cabluri care eventual sunt cazute jos, sa nlature aparatorile de protectie, sa strnga curelele sau lantul Gall de antrenare; naintea oricarei interventii la utilaj se solicita scoaterea tensiunii si marca utilajului de la electricianul de serviciu; ntinderea curelelor se face cu utilajul oprit si asigurat, tensiunea scoasa; folosirea rangii sau altor scule este interzisa; pe timpul functionarii concasoarelor, vor fi montate aparatorile la curele, valturi; 82
nainte de orice pornire a concasorului (flux sau revizie) se vor lua toate masurile NTS;
se nlatura persoanele din zona, aparatorile montate, nlaturare corpuri straine, eliberare cai de acces, semnale acustice de avertizare.
5.4.4 -
P.S.I. caile de acces din zona liniei de cocs se vor mentine curate, deblocate; este interzisa depozitarea materialelor inflamabile n zona; dotarile PSI se vor pastra n permanenta n stare de folosinta;
este interzis sa se functioneze cu linia de cabluri electrice a caror izolatie este necorespunzatoare; n caz de incendiu n zona, se opreste linia prin avarie, se anunta dispecerul si maistrul, se scoate tensiunea de la utilaje, se intervine cu mijloace primare de interventie adecvate locului unde are loc incendiul; n apropierea prizelor de gaz metan este interzis cu desavrsire depozitarea de materiale inflamabile, a generatoarelor de sudura, taierea metalelor; praful de cocs este un material inflamabil; este interzis a se lucra cu foc deschis neautorizat; mentinera acuratetei face parte din masurile de autoaparare contra incendiilor.
5.5 5.5.1
N.T.S.M. si P.S.I. privind masinile de aglomerare N.T.S.M.
n timpul programului de lucru este obligatorie purtarea echipamentului de protectie conform normelor; se interzice parasirea locului de munca fara aprobarea maistrului n timpul programului; este interzisa executarea de lucrari ce nu sunt de competenta sau calificarea muncitorului aglomeratorist; nu se vor executa nici un fel de lucrari la utilajele care sunt n miscare; se interzice manevrarea vanelor de gaz de catre personalul neautorizat; 83
este interzisa trecerea peste ramura inferioara a masinii;
instalatia de desprafuire trebuie mentinuta n buna stare de functionare si anume: tubulatura desfundata, tubulatura si capotajl etanse, usile de vizitare nchise, instalatia de pulverizare a apei de la capul de rasturnare a masinii sa fie n functiune; aparatorile de pretectie sa fie complete si montate; este interzisa urcarea pe masina n timpul procesului de productie;
este interzis sa se deschida usile de la conducta colectoare, sub masina, carucioare, capetele de antrenare si ntoarcere, conducte inelare, evacuare personal n zona, confirmare de la partea de ntretinere, concasorul (hota concasorului), tambue extractor, silozurile intermediare de sarja si pat; 5.5.2 anunta maistrul despre situatia constatata, nereguli NTSM; naintea oricarei interventii la utilaj se solicita scoaterea utilajului de sub tensiune; se vor sesiza sefului de echipa de la ntretinere mecanica toate pierderile de lubrifianti. P.S.I.
n apropierea prizelor de gaz metan este interzis cu desavrsire depozitarea de materiale inflamabile, a generatoarelor de sudura sau executarea operatiilor de sudura si taierea n imediata apropiere a acestora; se va anunta maistrul de schimb de cte ori sunt remarcate cabluri electrice deteriorate; se interzice efectuarea de manevre la focarul de aprindere de catre persoane neautorizate si neinstruite pentru aceasta; se vor pastra marcate si libere toate caile de acces din zona masinilor de aglomerare;
se vor sesiza sefului de echipa de la ntretinere mecanica toate pierderile de lubrifianti (ulei, vaselina); toate materialele PSI vor fi mentinute n perfecta stare de utilizare;
n caz de incendiu se va opri instalatia, se va anunta dispecerul de la panoul sinoptic si se va interveni pentru localizarea si stingerea incendiilor conform instructiunilor primite n acest sens.
5.6 5.6.1
N.T.S.M. si P.S.I. privind concasorul pentru aglomerat N.T.S.M.
exploatarea concasorului cu dinti se va face de catre personal instruit, numit de maistru; 84
purtarea echipamentului este obligatorie; circulatia se face numai pe cai de acces special amenajate; nu permite persoanelor straine sa stea n zona locului de munca; aglomeratoristul controleaza tubulatura si o desfunda daca este cazul;
n timpul functionarii este interzis sa se urce pe capotajul concasorului, sa deschida usile de vizitare, sa intre n incinta unde lucreaza concasorul, sa atinga echipamente electrice umede, sa atinga concasorul n miscare, sa se functioneze fara dotarile NTS (aparatori, balustrade, grilaje, platforme); operatiile de curatare n vederea reparatiilor vor respecta normele NTS privind interventia la utilajele n miscare (se fac sub supravegherea sefului de echipa, se va scoate tensiunea la concasor); naintea oricarei interventii la utilaj se solicita scoaterea tensiunii si marca marca utilajului de la electricianul de serviciu; nainte de orice pornire a utilajelor (flux sau revizie) se vor lua masurile NTS, se nlatura persoanele din zona, aparartorile sa fie montate, se nlatura corpurile straine, se elibereaza caile de acces, vor exista semnale acustice se avertizare.
5.6.2 -
P.S.I. caile de acces din zona se vor mentine curate, deblocate; este interzis depozitarea materialelor inflamabile n zona; dotarile PSI se vor pastra n permanenta stare de folosinta;
este interzis sa se functioneze cu instalatia cu cabluri electrice a caror izolatie este necorespunzatoare;
n caz de incendiu n zona se opreste instalatia prin avarie, se anunta dispecerul si maistrul, se scoate tensiunea de la utilaje, se intervine cu mijloace primare de interventie adecvate locului unde are loc incendiul; n apropierea prizelor de gaz metan este interzis cu desavrsire depozitarea de materiale inflamabile, a generatoarelor de sudura, taierea metalelor; este interzis a se lucra cu foc deschis neautorizat; mentinerea acuratetii face parte din masurile de autoaparare contra incendiilor.
5.7
N.T.S.M. si P.S.I. privind racitorul liniar 85
5.7.1 -
N.T.S.M. purtarea obligatorie a echipamentului de protectie adecvat; nu se executa lucrari care nu sunt de competenta sa sau pentru care nu a fost instruit; nu se vor executa nici un fel de interventii la utilajul n miscare; este interzisa circulatia pe carucioare n timpul functionarii;
este obligatorie mentinerea instalatiei de desprafuire si climatizare n buna stare de functionare; se vor mentine n buna stare de functionare mijloacele de comunicare interioara (interfon, telefon, etc.); instalatia de desprafuire trebuie mentinuta n buna stare de functiune si anume: tubulatura desfundata, tubulatura si capotajul etanse, usile de vizitare nchise, instalatia de pulverizare a apei de la capul de rasturnare a masinii sa fie n functiune; aparatorile de protectie sa fie complete si montate; naintea oricarei interventii la utilaj se solicita scoaterea tensiunii si marca utilajului de la electricianul de serviciu. 5.7.2 P.S.I.
n cadrul instalatiei de racire a aglomeratului, declansarea de incendii se poate datora: instalatiei electrice, aglomeratului supraincandescent, scaparilor de lubrifianti, etc. n scopul prevenirii oricarui nceput de incendiu, muncitorii au obligatia: n apropierea prizelor de gaz metan este interzis cu desavrsire depozitarea de materiale inflamabile, a generatoarelor de sudura sau executarea operatiilor de sudura si taierea n imediata apropiere a acestora; sa sesizeze maistrul ori de cte ori observa nereguli n instalatia electrica: cabluri ncalzite, cabluri rupte sau cu capetele neizolate, etc.; daca se observa o tendinta accidentala de aglomerat foarte cald pe transportoarele care pleaca de la racitor, se actioneaza instalatia locala de racire aglomerat cu apa; fel; este interzisa aducerea n zona instalatiei de racire a materialelor inflamabile de orice
se vor sesiza toate scaparile de lubrifianti si se vor lua masuri de nlaturare din zona a cantitatii scapate; caile de acces se vor mentine n permanenta stare de functionare; materialele PSI se vor mentine n permanenta stare de functionare; 86
n caz de incendiu se va opri instalatia (racitorul), se va anunta dispecerul si se va interveni pentru localizarea lui, conform instructinilor.
5.8 5.8.1
N.T.S.M. si P.S.I. privind instalatia de epurare gaze arse N.T.S.M.
la intratea n interiorul electrofiltrului se va purta echipament de protectie corespunzator: costum de azbest daca temperatura este prea mare manusi de protectie bocanci cu bombeu metalic casca de protectie masca comtra prafului ochelari de protectie centura de siguranta
la iesirea din electrofiltru controleaza cu atentie sa nu ramna obiecte sau scule care sa conduca la blocarea mecanismelor electrofiltrului sau la scurt circuit; verifica efectivul de personal la iesirea din electrofiltru de catre conducatorul lucrarii;
monteaza toate capacele si nchide toate usile de acces cu cheile de siguranta pastrate de seful lucrarii; nchide cu cheile de siguranta si executa o ultima verificare daca nu au ramas persoane n electrofiltru; preda cheile electricianului de serviciu si anunta seful de schimb de terminarea lucrarii, putnd lua masuri de pornire; la utilajul pentru transportul prafului ia urmatoarele masuri:
se interzice demontarea usilor de acces n timpul functionarii exhaustorului cu clapetele de aspiratie deschise; orice interventie la utilaj pentru remedierea unor defectiuni se va face dupa oprirea acestuia; la organele n miscare este obligatorie prezenta aparatoarelor de protectie;
nu se va pune n functiune echipamentul electric daca se constata lipsa sau defectarea blocurilor de la accesele la locurile de tensiune nalta; 87
pornirea tablourilor cu peretii laterali demontati este cu desavrsire interzisa; nu se ating partile sub tensiune fara echipament de protectie; se interzice scoaterea panoului protector si a blocurilor tiristoare n timpul functionarii; nu se face schimbarea sigurantelor cu instalatia conectata la retea;
n lipsa personalului de supraveghere, ncaperea n care sunt montate panourile de comanda va fi nchisa sub cheie; se va face o instruire a personalului care intervine n instalatia de epurare gaze arse.
se interzice accesul n electrofiltru a persoanelor straine si fara supraveghere, a celor obosite sau sub influenta alcoolului, a persoanelor cu prescriptii medicale de inapt n medii de pulberi, lucrul la naltimi, locuri slab iluminate, a persoanelor neinstruite si neautorizate pentru lucrarile ce trebuiesc efectuate; accesul n interiorul electrofiltrului este admis numai dupa ce s-au luat masurile: instalatia a fost decuplata electric si asigurata mpotriva cuplarii; n electrofiltru exista o atmosfera accesibila; s-a facut aerisirea circuitului de aspiratie; nainte de intrarea n electrofiltru se va monta cte un scurtcircuitor pe fiecare cmp;
intrarea n electrofiltru se face cu atentie, verificndu-se daca nu sunt depuneri de praf pe peretii electrofiltrului sau buncarului care se vor putea pravali; se vor lua masuri de nlaturare a depunerilor;
toate interventiile la utilaj vor fi efectuate numai de personal calificat, cu transportorul oprit si tensiunea scoasa;
organele n miscare trebuie sa fie prevazute cu aparatori de protectie n timpul functionarii; este strict interzisa nlaturarea gratarelor de pe buncar sau a se circula pe aceste gratare; cablurile si limitatorii de avarie trebuie sa fie n perfecta stare de functionare; controleaza si daca este cazul desfunda tubulatura de aspiratie a prafului; se interzice blocarea butonului postului local;
este interzis a se atinge paturile de cabluri electrice sau cablurile cazute. Orice nereguli observate la cabluri sunt anuntate la seful ierarhic; nu va permite persoanelor straine sa stea sau sa intre n locul sau de munca; 88
este interzis a se arunca diferite obiecte de pe galeriile de benzi;
nainte de a interveni la un utilaj, se scoate de sub tensiune si se ridica marca agregatului de la electricianul de serviciu; este interzisa parasirea locului de munca fara aprobarea maistrului.
5.8.2 -
P.S.I. dotarile PSI se vor pastra permanent n stare de utilizare; se interzice depozitarea materialelor inflamabile n zona electrofiltrului; caile de acces vor fi pastrate libere si curate;
n caz de incendiu se va opri instalatia, se va anunta dispecerul de serviciu si va interveni pentru localizarea si stingerea incendiului conform instructajului facut n acest sens; nu permite folosirea si nu foloseste mijloace initiale de prevenire si stingere a incendiilor din dotare n alte scopuri (desfundarea plniilor, deblocarea benzilor transportoare, etc.) dect pentru cele pentru care acestea au fost destinate; oprirea utilajelor din ncarcatura respectiva; protejarea locului unde urmeaza a se suda pentru a impiedica raspndirea scnteilor; aerisirea completa a ncaperii de lucru;
dotarea locului de interventie cu foc deschis cu mijloacele necesare de prevenire si stingere a incendiilor; dupa terminarea interventiei cu foc deschis, verifica daca nu au ramas resturi metalice incandescente care ar putea produce incendii.
5.9.
N.T.S.M. si P.S.I. privind desprafuirea locurilor de munca
5.9.1. N.T.S.M. la intrarea n interiorul electrofiltrului se va purta echipament de protectie corespunzator; la iesirea din electrofiltru controleaza cu atentie sa nu ramna obiecte sau scule care pot sa conduca la blocarea mecanismelor electrofiltrului sau la scurt circuit;
89
monteaza toate capacele si nchide toate usile de acces cu cheile de siguranta pastrate de seful lucrarii; nchide cu cheile de siguranta si executa o ultima verificare daca nu au ramas persoane n electrofiltru; preda cheile elctricianului de serviciu si anunta seful de schimb de terminarea lucrarii, putnd lua masuri de pornire; la utilajul pentru transportul prafului ia urmatoarele masuri:
se interzice demontarea usilor de acces n timpul functionarii exhaustorului cu clapetele de aspiratie deschise; orice interventie la utilaj pentru remedierea unor defectiuni se va face dupa oprirea acestuia; la organele n miscare este obligatorie prezenta aparatoarelor de protectie;
nu se va pune n functiune echipamentul electric daca se constata lipsa sau defectarea blocurilor de la accesele la locurile de tensiune nalta; pornirea tablourilor cu peretii laterali demontati este cu desavrsire interzisa; nu se ating partile sub tensiune fara echipament de protectie; se interzice scoaterea panoului protector si a blocurilor tiristoare n timpul functionarii; nu se face schimbarea sigurantelor cu instalatia conectata la retea;
n lipsa personalului de supraveghere, ncaperea n care sunt montate panourile de comanda va fi nchisa sub cheie; se va face o instruire a personalului care intervine n instalatia de epurare gaze arse.
instalatia de epurare gaze arse este prevazuta cu urmatoarele elemente destinate sa asigure protectia persoanelor: scarile si platformele sunt prevazute cu aparatori;
dispozitivele de blocare a cailor de acces n zonele n care n mod normal exista alimentator de tensiune nalta; instalatia nu poate fi conectata la nalta tensiune dect dupa nchiderea tuturor cailor de acces n camera de nalta tensiune; tablite avertizoare pe usile de acces care sa actioneze asupra prezentei naltei tensiuni; aparatori la organele exterioare n miscare de rotatie; iluminatul interior precum si ventilatia camerei de nalta tensiune; 90
n zona de lucru iluminatul sa fie corespunzator;
se interzice efectuarea de lucrari ce nu tin de calificarea, competenta si instruirea aglomeratoristului; va respecta ntocmai instructiunile NTS de la instructajul periodic.
5.9.2
P.S.I.
n apropierea prizelor cu gaz metan este interzis cu desavrsire depozitarea materialelor inflamabile sau a generatoarelor de sudura sau executarea operatiilor de sudura; se interzice depozitarea materialelor inflamabile n zona electrofiltrului; dotarile PSI se vor pastra permanent n stare de utilizare; caile de acces vor fi pastrate libere si curate; se interzice depozitarea materialelor inflamabile n zona elctrofiltrului;
n caz de incendiu se va opri instalatia, se va anunta dispecerul de serviciu si va interveni pentru localizarea si stingerea incendiului conform instructajului facut n acest sens.
ANEXA 1 Legenda: UAF - Uzina Aglomerare-Furnale FA - Fabrica de Aglomerare PMP - Pregatire Materii Prime SD - Statia Dozare SPD - Statia Predozare SCSC - Statia de Concasare-Sortare calcar CP - Corpul Principal 91
T - Transportoare cu banda de cauciuc B - Buncare AO - Alimentatoare Oscilante A - Alimentatoare cu banda AM - Alimentator moara M - Mori cu ciocane PD - Plnii de distributie C - Ciururi PO - Parcul de omogenizare SA - Statie de aparataj TB - Transportor cu banda STD - Statie derivatie BT - Banda transportoare PC - Pierderi la calcinare MSC - Masina de scos MST - Masina de stivuit BT - Buncar tampon G - Plnie vibratoare cu clapet KM - Banda alimentator K - Concasor cocs BR - Buncar retur BTs - Buncar tampon sarja TAP - Toba de amestec primar TAS - Toba de amestec secundar DG - Dozator gravimetric A13 - Banda oscilanta BIs - Buncar intermediar sarja 92
BIP - Buncar intermediar pat TEs - Tambur extractor sarja TEP - Tambur extractor pat BTp - Buncar tampon pat MA - Masina de Aglomerare EE - Electrofiltru Epurare CC - Conducta colectoare CD - Camera de detenta RE - Redler epurare IC - ncalzitor ionic SS - Statia de Sortare AV - Alimentator vibrator CD - Concasor cu dinti RL - Racitor liniar TI - Testul de toba
93
ANEXA 2 STANDARD DE FIRM AL C.S. ISPAT SIDEX S.A. GALAI 1. Generalitati Prezentul standard de firma stabileste conditiile tehnice pe care trebuie sa le ndeplineasca aglomeratul cu fondanti din minereuri de fier, produs la fabricile de aglomerare de la C.S. ISPAT SIDEX S.A. Galati, care se utilizeaza n ncarcatura furnalelor nr. 1-5. 2. Definitie, clasificare Prin aglomerare se ntelege produsul n care un amestec de minereuri de fier cu granulatie fina ( d<10 mm) se sintetizeaza prin actiunea caldurii dezvoltate de arderea cocsului adaugat n acest amestec. Aglomeratul alcatuit numai din minereuri fara adaos de fondanti (calcar, dolomita, var) se numeste aglomerat normal (feros). Aglomeratul la care se adauga fondanti (calcar, dolomita, var) n scopul neutralizarii oxizilor acizi din sterilul minereurilor se numeste aglomerat autofondant. Aglomeratul autofondant poate fi fara adaosuri de fondanti n cazul minereurilor supuse aglomerarii cu continuturi de CaO si SiO2 n raportul de minim 1:1. Aglomeratul cu fondanti utilizat la furnalele de la C.S. ISPAT SIDEX S.A., care nu se va ncadra n conditiile tehnice stabilite de prezentul Standard de Firma se va raporta ce productie declasata. 3. Conditii tehnice Pentru a fi utilizat la furnale, aglomeratul autofondant trebuie sa corespunda din punct de vedere al constantei chimice si al rezistentei mecanice, ncadrarea n anumite limite de variatie ai acestor factori, asigurnd constanta de regim termic si gazodinamic la functionarea furnalelor. Constanta chimica a aglomeratului se considera ncadrarea an limite prestabilite pentru indicele de bazicitate (CaO/SiO2) pentru fiecare stiva din parcul de omogenizare al fiecarei fabrici de aglomerare care a fost formata n functie de asigurarea cu materii prime. 94
Continutul de fier n aglomeratul autofondant poate avea valori cuprinse ntre 44 - 59 %, functie de balanta de materii prime si conditiile de aprovizionare existente. Ib reprezinta indicele de bazicitate al aglomeratului fiind deasemeni impus de conditiile de aprovizionare si poate avea valori cuprinse ntre 1,1 si 2,5. Se stabilesc urmatoarele norme de calitate privind constanta compozitiei chimice la care se adauga si corectia prin tolerantele de analiza chimica, conform pentru CaO 0,4; SiO2 0,16. Calculul declasatului se va face tinnd cont de eroarea de laborator n sensul unui declasat minin. Sectia Abatere admisa la Ib Fabrica Aglomerare nr.2 Ib calculat pe stiva = 0,07
Orice modificare a indicelui de bazicitate al aglomeratului fata de cel cu care s-a lucrat la un moment dat, cauzat de inconstanta n aprovizionare cu materii prime sau necesitatea tehnologica a modificarilor acestora se va face prin comunicarea organelor CTC hotart de directorul uzinei sau inginer sef tehnolog. Nu se considera declasat aglomeratul: fabricat n regimul tranzitoriu de la un indice de bazicitate existent la un alt indice, timp de 48 ore functionare cu liniile de aglomerare(a nu se confunda cu timp calendaristic) pentru ambele fabrici; la schimbarea stivelor, pe timpul consumului capetelor de nceput de stiva, sfrsit stiva, pe perioada: - functionare 3 masini = 24 ore - functionare 2 masini = 48 ore - functionare 1 masina = 72 ore La functionare se va lua n calcul ore de functionare efectiva (a nu se confunda cu timp calendaristic). Proprietatile mecanice ale aglomeratului ncarcat n furnale sunt caracterizate de: GF; rezistenta mecanica a aglomeratului, RA; granulatia aglomeratului dupa statia de sortare a fabricilor de aglomerare, GA; granulatia aglomeratului sortat si introdus n buncare la estacadele furnalelor , 95
gradul de sfarmare al aglomeratului.
Rezistenta mecanica a aglomeratului, RA, reprezinta rezultatul supunerii aglomeratului la un control complex conform ISO 3271. Valoarea minima pentru un aglomerat bun este de 75 %. Granulatia aglomeratului, GA, dupa statia de sortare a fabricilor de aglomerare este reprezentata prin continutul n procente a fractiei 6 - 10 mm din aglomeratul sortat, care nu trebuie sa depaseasca 20%. Granulatia aglomeratului ncarcat n furnale, GF, este reprezentata prin continutul n procente a fractiei 6 - 10 mm din aglomeratul ncarcat n furnal, care nutrebuie sa depaseasca 32 %. Gradul de sfarmare al aglomeratului, SA, l constituie raportul dintre granulatia de la furnal GF si granulatia de la statia de sortare - GA, care trebuie sa depaseasca valoarea 1,6. Structura proprietatilor mecanice ale aglomeratului bun va arata dupa cum urmeaza: Tabel 3.1 Sectia RA GA Fractia 6-10mm GF Fractia 6-10mm SA Fabrica Aglomerare nr.2 min.75 max.70 max.32 max.1,6
4. Reguli de verificare a calitatii aglomeratului Verificarea analizei chimice Analiza chimica completa se verifica odata pe schimb. Bazicitatea aglomeratului se verifica de patru ori pe schimb la interval de 2 ore; 96
Colectarea probelor pentru determinarea analizelor chimicce se face automat prin prelevatoarele de probe de aglomerare dupa sortatra acestuia la statia de sortare, la intervale de 10-15 minute, cantitatea prelevata fiind de 10-20 kg n proba elementara. La interval de 2 ore ntreaga cantitate colectata se comaseaza, se concaseaza, se sfertuieste si se pregateste o proba medie intermediara care se transmite laboratorului rapid pentru determinarea % SiO2 si CaO. Din cele 4 probe intermediare luate din 2 n 2 ore, pentru determinarea % de SiO2 si CaO, se retine un sfert care, reunite la 8 ore constituie proba medie pentru determinarea analizei chimice complete a aglomeratului (Fe, Mn, FeO, SiO2, CaO) proba care se pregateste dupa acelasi procedeu de amestecare si sfertuire. Verificarea caracteristicilor mecanice
Determinarea rezistentei mecanice - RA, a granulatiei aglomeratului dupa sortarea la fabricile de aglomerare - GA, si a granulatiei aglomeratului la furnal - GF, se face o data la 8 ore. Colectarea probelor de aglomerat pentru determinarea rezistentei mecanice se face dupa statiile de sortare ale aglomeratului de la cele doua fabrici de aglomerare. Colectarea probei de aglomerat pentru granulatii si rezistenta se face n fiecare schimb (pentru o greutate totala de 80-100 kg). Proba se omogenizeaza, apoi prin sitare se alege o proba n greutate de 15 kg aglomerat, fractia 10-40 mm. Aceasta cantitate se introduce n toba ISO 3271, care se va roti timp de 8 minute cu 25 rotatii/minut. Dupa golirea completa a tobei, aglomeratul este ciuruit mecanic sau manual prin sita cu ochiuri de 6 mm. Cantitatea maruntului peste 6 mm rezultata n urma ciuruirii reprezinta, n procente, rezistenta mecanica a aglomeratului. Granulatia aglomeratului la statia de sortare la rece - GA, se face o data pe schimb prin colectarea unei cantitati de aglomerat de cca. 100 kg, probele trebuind sa cuprinda toate clasele granulometrice. Dupa omogenizare si sfertuire se cntareste 25 kg aglomerat care se siteaza prin sita de 10 mm, apoi prin sita de 6 mm, fiecare sitare facndu-se manual sau mecanic pe o durata de minim 3 minute. Cantitatea de aglomerat - fractia 6-10 mm, cntarita si transformata n procente, reprezinta granulatia aglomeratului dupa sortarea la rece la fabrica de aglomerat. Granulatia aglomeratului ncarcat n furnale se face dupa sortarea acestuia la estacada buncarelor prin colectare manuala sau automata a unei cantitati de cca. 100 kg/schimb. La colectarea manuala se opreste transportorul si se ia pe toata sectiunea benzii, pe o lungime de 0,5 m aglomerat, cuprinznd toate clasele granulometrice, operatiunea facndu-se de 3- 4 ori pe schimb. Se amesteca probele, se sfertuiesc si se cntaresc 25 kg aglomerat la care separarea fractiei 6-10 mm se face similar ca la granulatia de la sortarea fabricilor de aglomerat. Colectarea probelor pentru granulatiilor de la furnale se face n furnalul nr.5 pentru fabrica nr. 2 de aglomerare. Organele CTC elibereaza certificate de calitate n 3 exemplare, nscriind compozitia chimica a aglomeratului, rezistenta mecanica a acestuia, precum si granulatia aglomeratului - fractia 6-10 mm pentru Aglomerare nr.1, Sectia Aglomerare nr.2 va nregistra datele n registrele de evidenta existente. 97
Toate datele privind calitatea aglomeratului vor fi comunicate si nscrise n jurnalele si fabricile de aglomerare pentru urmarirea atenta a procesului tehnologic si stabilirea de corectii corespunzatoare. Raportarea calitatii productiei bune sau declasate se va face la variatia indicelui de bazicitate si la rezistenta mecanica a acestuia, sunt avizate de organele CTC si servesc n cadrul UAF la stabilirea unor masuri operative pentru mbunatatirea calitatii aglomeratului, ncadrarea n limitele prescrise a acestor parametri. BIBLIOGRAFIE 1. M. Guran, I. Tripsa, Noutati n pregatirea minereurilor de fier pentru furnal, Editura Tehnica, Bucuresti, 1964. 2. E. F. Hatarascu, P. ocu, Progrese si tendinte n domeniul aglomerarii si peletizarii minereurilor de fier, Bucuresti, CDPT - MIN, 1969. 3. I. Gavat, mbunatatirea omogenizarii materiilor prime n parcul de omogenizare Aglomerare 2-3 C.S. Galati, Studiu ICPPAM Galati. 4. N. Ghirtoi, Instructiuni tehnologice la fabrica 2-3 Aglomerare, C.S. Galati, 1985. 5. N. Biclineru, teza de doctorat, Studiu privind interdependenta dintre factorii ce influenteaza procesul de aglomerare a minereurilor de fier la C.S. Galati, n vederea optimizarii lui. 6. V. I. Korotice, Probleme ale uniformitatii sarjei de aglomerare, 1970. 7. Arzatoare pentru cuptoare industriale cu consum redus de combustibil - Sumimoto metals - industries, Ltd. - Tokio, 1990. 8. Y. Ishhikowa, Progres n tehnologia de aglomerare - reductibilitatea nalta si mbunatatirea consumului de combustibili, SUA, 1982. 9. Manualul inginerului metalurg, vol.I, Editura Tehnica, 1978. 10. Proceduri de fabricatie - Uzinsider, 2001. 11. Instructiuni tehnologice de lucru - Uzinsider, 2001.
-------------------------------------------------------------------------------98
S-ar putea să vă placă și
- Alte Materiale CeramiceDocument7 paginiAlte Materiale CeramiceMihail ȘeremetÎncă nu există evaluări
- ,,metode de Determinare A Proprietăţilor Fizico-Chimice Ale Cocsului Metalurgic Şi Influenţa Calităţii Cocsului Asupra Proceselor de Elaborare A Fontei"Document76 pagini,,metode de Determinare A Proprietăţilor Fizico-Chimice Ale Cocsului Metalurgic Şi Influenţa Calităţii Cocsului Asupra Proceselor de Elaborare A Fontei"cubbusiness100% (1)
- Sinteza IbuprofenuluiDocument10 paginiSinteza IbuprofenuluiDressnandt Georgiana-ElenaÎncă nu există evaluări
- C4. Alte Materiale Ceramice - GrafitulDocument5 paginiC4. Alte Materiale Ceramice - GrafitulMihail ȘeremetÎncă nu există evaluări
- 03 Transformatorul ElectricDocument40 pagini03 Transformatorul ElectricVlad MocanuÎncă nu există evaluări
- Carburarea Parametrii TTDocument11 paginiCarburarea Parametrii TTMircea VodaÎncă nu există evaluări
- Metode Speciale de Turnare PDFDocument8 paginiMetode Speciale de Turnare PDFPetre RareșÎncă nu există evaluări
- Lagare Cu Alunecare ProiectDocument14 paginiLagare Cu Alunecare ProiectValeriu DanilaÎncă nu există evaluări
- CimenturiDocument23 paginiCimenturiVictor Rusu100% (1)
- Aliaje Dure SinterizateDocument62 paginiAliaje Dure SinterizateDiana Nistoran100% (2)
- Straturi Bituminoase Foarte Subtiri La Rece-Slam BituminosDocument37 paginiStraturi Bituminoase Foarte Subtiri La Rece-Slam BituminosBurlacu Marian AlinÎncă nu există evaluări
- Operatii Si Utilaje in Industria SilicatiilorDocument25 paginiOperatii Si Utilaje in Industria SilicatiilorIulia StanÎncă nu există evaluări
- Cuptor Tambur Arderea VaruluiDocument40 paginiCuptor Tambur Arderea VaruluiCorinne PungaÎncă nu există evaluări
- Utilaj TermicDocument18 paginiUtilaj TermicBucarciuc SergheiÎncă nu există evaluări
- Curs 9Document9 paginiCurs 9Alin MeghesanÎncă nu există evaluări
- Folosirea Procesului de Diecasting in Industria AutomotiveDocument67 paginiFolosirea Procesului de Diecasting in Industria AutomotiveObaciuIonelÎncă nu există evaluări
- Capitolul 1Document18 paginiCapitolul 1GheorgheIovescuÎncă nu există evaluări
- Stabilizare in Situ Cu Emulsie SicimentDocument14 paginiStabilizare in Situ Cu Emulsie SicimentClaudiu MihocasÎncă nu există evaluări
- CRIOASCHIEREADocument10 paginiCRIOASCHIEREAJohnny Teleptean0% (1)
- Metode de Determinare A Proprietatilor Fizico-Chimice Ale CoDocument79 paginiMetode de Determinare A Proprietatilor Fizico-Chimice Ale CopetrvasiÎncă nu există evaluări
- Reci ClareDocument96 paginiReci ClareofficeÎncă nu există evaluări
- 6.cap. 6. Controlul Emisiilor Poluante Ale Motoarelor Alimentate Prin Injectie de BenzinaDocument8 pagini6.cap. 6. Controlul Emisiilor Poluante Ale Motoarelor Alimentate Prin Injectie de BenzinaIustin AgapianuÎncă nu există evaluări
- MAN-curs 5Document9 paginiMAN-curs 5Catalin SfatÎncă nu există evaluări
- RulmentiDocument38 paginiRulmentiUrsa ChristinaÎncă nu există evaluări
- L1 Cementare NitrurareDocument12 paginiL1 Cementare NitrurareAlexandra CatanaÎncă nu există evaluări
- Utilizarea Materialelor Ceramice La Realizarea de Piese Pentru Sistemele de DepoluareDocument5 paginiUtilizarea Materialelor Ceramice La Realizarea de Piese Pentru Sistemele de DepoluareHerciu danielÎncă nu există evaluări
- AND 539-2002 Mixturi Cu FibreDocument11 paginiAND 539-2002 Mixturi Cu FibreCarmen RadulescuÎncă nu există evaluări
- Scule AschietoareDocument364 paginiScule AschietoareMiclaus Ana100% (2)
- Turnarea Metalelor PretioaseDocument12 paginiTurnarea Metalelor Pretioaseada100% (2)
- 4-Curs SM-07 AprilieDocument9 pagini4-Curs SM-07 AprilieAlexandru DăscălițaÎncă nu există evaluări
- Caiete de Sarcini - Podete Si Mixturi AsfalticeDocument21 paginiCaiete de Sarcini - Podete Si Mixturi AsfalticeDragos VizitiuÎncă nu există evaluări
- 11GG Structuri in Afara de Echilibru Calirea Otelurilor CarbonDocument7 pagini11GG Structuri in Afara de Echilibru Calirea Otelurilor CarbonDidi SweetÎncă nu există evaluări
- Procesul Tehnologic de Fabricare A CimentuluiDocument12 paginiProcesul Tehnologic de Fabricare A Cimentuluibutnaruiuliana44gmail.comÎncă nu există evaluări
- Deseuri Generate de Industria MetalurgicaDocument23 paginiDeseuri Generate de Industria MetalurgicaElena MedeleanuÎncă nu există evaluări
- Proiect Lagare de Alunecare 2Document15 paginiProiect Lagare de Alunecare 2Cristi CnfÎncă nu există evaluări
- Logistica Productiei de Placute de Siliciu Pentru Circuite Integrate - Adrian VasilescuDocument47 paginiLogistica Productiei de Placute de Siliciu Pentru Circuite Integrate - Adrian VasilescuRazvan MitruÎncă nu există evaluări
- Reciclare La CaldDocument25 paginiReciclare La CaldVlad AmarieÎncă nu există evaluări
- BetoaneDocument26 paginiBetoaneIoana OliviaÎncă nu există evaluări
- CălireaDocument21 paginiCălireaAngelo BaditoniuÎncă nu există evaluări
- Subiecte Drumuri IIIDocument69 paginiSubiecte Drumuri IIIClaudiu MărgineanÎncă nu există evaluări
- Reciclarea La ReceDocument31 paginiReciclarea La ReceGijgaAdrianÎncă nu există evaluări
- Logistica Producţiei de Plăcuţe de Siliciu Pentru Circuite IntegrateDocument43 paginiLogistica Producţiei de Plăcuţe de Siliciu Pentru Circuite IntegrateDiana OdobescuÎncă nu există evaluări
- FCRNC2Document11 paginiFCRNC2Tanasescu AlinÎncă nu există evaluări
- Raport de Vizita-Ienea SorinDocument22 paginiRaport de Vizita-Ienea SorinSilviu NitoiÎncă nu există evaluări
- Proiectarea Tehnologica A Blocului Reactor-Generator Al Unei Instalatiide Cracare Tip RiserDocument40 paginiProiectarea Tehnologica A Blocului Reactor-Generator Al Unei Instalatiide Cracare Tip RiserAlex OusÎncă nu există evaluări
- Proiect Portelan de MenajDocument16 paginiProiect Portelan de MenajMaria SoareÎncă nu există evaluări
- Cs Material Antifisura MODIFDocument12 paginiCs Material Antifisura MODIFRadu-Florin CristeaÎncă nu există evaluări
- Fabricarea Fibrelor Optice Din Cuartz Si A CablurilorDocument57 paginiFabricarea Fibrelor Optice Din Cuartz Si A CablurilorKristina OpreaÎncă nu există evaluări
- Circuite IntegrateDocument8 paginiCircuite IntegrateBogdan SerbanÎncă nu există evaluări
- Fenomenul de Inghet Dezghet in Complexul RutierDocument35 paginiFenomenul de Inghet Dezghet in Complexul RutierdanfaurÎncă nu există evaluări
- CS 02 StratsubtireDocument12 paginiCS 02 StratsubtireofficeÎncă nu există evaluări
- Capitolul 3ttDocument8 paginiCapitolul 3ttMaris AndreeaÎncă nu există evaluări
- AND523Document11 paginiAND523Ancuta CealaltaÎncă nu există evaluări
- Lagare Cu AlunecareDocument15 paginiLagare Cu AlunecareDaniel LărgeanuÎncă nu există evaluări
- Monitorizarea MediuluiDocument82 paginiMonitorizarea MediuluiValentina Bruma100% (2)
- Limonada-In Loc de ChimioterapieDocument1 paginăLimonada-In Loc de ChimioterapieyolanditzaÎncă nu există evaluări
- Monitorizarea MediuluiDocument82 paginiMonitorizarea MediuluiValentina Bruma100% (2)
- Bilant Cazan Abur14Document10 paginiBilant Cazan Abur14Valentina BrumaÎncă nu există evaluări
- Limonada-In Loc de ChimioterapieDocument1 paginăLimonada-In Loc de ChimioterapieyolanditzaÎncă nu există evaluări
- Functiunea Comerciala A Intreprinderii - CursDocument24 paginiFunctiunea Comerciala A Intreprinderii - CursPnd CatalinÎncă nu există evaluări
- GALBENELEDocument4 paginiGALBENELEValentina Bruma100% (1)
- Rugaciuni IncepatoareDocument1 paginăRugaciuni IncepatoareValentina BrumaÎncă nu există evaluări
- VERDEDocument1 paginăVERDEValentina BrumaÎncă nu există evaluări
- Acatistul Sfantului NicolaeDocument8 paginiAcatistul Sfantului NicolaeSorina VîlceaÎncă nu există evaluări
- HI 991001 PH Metru ManualDocument14 paginiHI 991001 PH Metru ManualValentina BrumaÎncă nu există evaluări
- Statuia Hidra Din Fata Casei Presei LibereDocument2 paginiStatuia Hidra Din Fata Casei Presei LibereValentina BrumaÎncă nu există evaluări
- Acatistul Sfintei FilofteiaDocument9 paginiAcatistul Sfintei FilofteiaValentina BrumaÎncă nu există evaluări
- Acatistul SF Mucenite VARVARADocument11 paginiAcatistul SF Mucenite VARVARAValentina BrumaÎncă nu există evaluări
- Icoana MDDocument1 paginăIcoana MDCiresica Sanda CocindauÎncă nu există evaluări
- Transformatorul Electric - Generalitati - Parti ComponenteDocument15 paginiTransformatorul Electric - Generalitati - Parti ComponenteValentina BrumaÎncă nu există evaluări
- GALBENELEDocument4 paginiGALBENELEValentina Bruma100% (1)
- Rezultate Obtinute Icem BucurestiDocument7 paginiRezultate Obtinute Icem BucurestiValentina BrumaÎncă nu există evaluări
- Cartea STD MaterDocument255 paginiCartea STD MaterDanny Utiu100% (2)
- LAMAIEDocument1 paginăLAMAIEValentina BrumaÎncă nu există evaluări
- ROZMARINDocument2 paginiROZMARINValentina Bruma100% (1)
- Materiale Metalice Propr - MecaniceDocument64 paginiMateriale Metalice Propr - MecanicenarkotycÎncă nu există evaluări
- Tehn Reciclare Praf CEADocument5 paginiTehn Reciclare Praf CEAValentina BrumaÎncă nu există evaluări