S-ar putea să vă placă și
- Face Drivers: For GrindingDocument12 paginiFace Drivers: For GrindingcoolsatishÎncă nu există evaluări
- Cs 59 ManDocument22 paginiCs 59 ManLuis GpÎncă nu există evaluări
- Grease Fitting PDFDocument20 paginiGrease Fitting PDFleonardsiregarÎncă nu există evaluări
- Ibo Spe2 GBDocument104 paginiIbo Spe2 GBpetroviccaaÎncă nu există evaluări
- Orifice PDFDocument11 paginiOrifice PDFb_wooÎncă nu există evaluări
- 2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)Document10 pagini2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)AamirKhanÎncă nu există evaluări
- Boart Longyear Inc. Is Constantly Striving To Improve Its Products and Must Therefore, Reserve The Right To Change Designs, Materials, Specifications and Price Without NoticeDocument1 paginăBoart Longyear Inc. Is Constantly Striving To Improve Its Products and Must Therefore, Reserve The Right To Change Designs, Materials, Specifications and Price Without Noticeengelberth22Încă nu există evaluări
- G3406 Connecting Rod BearingsDocument4 paginiG3406 Connecting Rod BearingsnobodymagdesignÎncă nu există evaluări
- Progressive DieDocument36 paginiProgressive DieYakshit GoelÎncă nu există evaluări
- Pizza or Chappatti Making MachineDocument16 paginiPizza or Chappatti Making MachineAlex HailuÎncă nu există evaluări
- Lithonia RSALPDocument2 paginiLithonia RSALPaario1Încă nu există evaluări
- Service Manual: 57520 Niederdreisbach / Germany Tel. 02743 / 2013 Fax: 02743 / 2018Document45 paginiService Manual: 57520 Niederdreisbach / Germany Tel. 02743 / 2013 Fax: 02743 / 2018Pedro AlmeidaÎncă nu există evaluări
- Leonardo Da Vinci: Anemometro / AnemometerDocument11 paginiLeonardo Da Vinci: Anemometro / AnemometerrodduantÎncă nu există evaluări
- pr2 Plus Spare Parts ListDocument18 paginipr2 Plus Spare Parts Listastron.jlariosÎncă nu există evaluări
- Parts Reference List: Laser PrinterDocument20 paginiParts Reference List: Laser Printertony445Încă nu există evaluări
- 1997 PONTIAC TRANS SPORT Service Repair Manual PDFDocument45 pagini1997 PONTIAC TRANS SPORT Service Repair Manual PDFjhjfnsnef100% (1)
- 05441397d Adtp1 To Adcl1 Rev 2.0 Ad-ConfidentialDocument18 pagini05441397d Adtp1 To Adcl1 Rev 2.0 Ad-ConfidentialJose Jorge Valle MejiaÎncă nu există evaluări
- Is Parts CatalogDocument40 paginiIs Parts CatalogCesar CaballeroÎncă nu există evaluări
- Pistons and Connecting Rod AssembliesDocument7 paginiPistons and Connecting Rod AssembliesnobodymagdesignÎncă nu există evaluări
- Shapeoko 3 - Assembly GuideDocument37 paginiShapeoko 3 - Assembly GuidePedro RoccaÎncă nu există evaluări
- Mini Project JIgs&Fixtures Box JigDocument19 paginiMini Project JIgs&Fixtures Box JigNur Syamiza ZamriÎncă nu există evaluări
- Mark Date Sign Revision Record: Pt. Hino Manufactur IndonesiaDocument1 paginăMark Date Sign Revision Record: Pt. Hino Manufactur IndonesiaMaman FirmansyahÎncă nu există evaluări
- New Holland l325 Skid SteerDocument174 paginiNew Holland l325 Skid Steernorman orejon lopeÎncă nu există evaluări
- 2012 B&H Catalogue Unpriced 5mbDocument146 pagini2012 B&H Catalogue Unpriced 5mbPhilÎncă nu există evaluări
- DILO Manual - SF6 Gas ReclaimerDocument31 paginiDILO Manual - SF6 Gas Reclaimercristhian100% (1)
- Насос SB PDFDocument31 paginiНасос SB PDFRinatÎncă nu există evaluări
- Gpsmap 6000/7000 Series Installation Instructions: Product RegistrationDocument20 paginiGpsmap 6000/7000 Series Installation Instructions: Product RegistrationsanginanÎncă nu există evaluări
- Parts Manual Rexel Shredder 1400 & 4000Document24 paginiParts Manual Rexel Shredder 1400 & 4000Raltec Ltd100% (2)
- Engineering Bulletin - EB07-006: Scope RecommendationsDocument2 paginiEngineering Bulletin - EB07-006: Scope RecommendationsBoedi SyafiqÎncă nu există evaluări
- Press Tool Components Die MakingDocument29 paginiPress Tool Components Die Makingmayank123100% (1)
- 2500 Supreme Spare Parts ListDocument3 pagini2500 Supreme Spare Parts Listjarrin335Încă nu există evaluări
- Roti Dintate Si CremaliereDocument12 paginiRoti Dintate Si CremaliereNicu SavaÎncă nu există evaluări
- SN11536 Pull Saw Miter BoxDocument11 paginiSN11536 Pull Saw Miter BoxMrTabaco100% (3)
- Slides - Design Guideline For HDI (MULTEK)Document11 paginiSlides - Design Guideline For HDI (MULTEK)great602Încă nu există evaluări
- FG Wilson Service Bulletin: SB 0087 - PCADocument4 paginiFG Wilson Service Bulletin: SB 0087 - PCANacer Zehani100% (1)
- Engineering Drawings and Spare Parts Lists - Test Head 331B206 - R04 - English - K3 - 1015542 - 1Document5 paginiEngineering Drawings and Spare Parts Lists - Test Head 331B206 - R04 - English - K3 - 1015542 - 1ZubairÎncă nu există evaluări
- Engineering Drawings and Spare Parts Lists - Test Head 331B206 - R04 - English - K3 - 1015542 - 1Document5 paginiEngineering Drawings and Spare Parts Lists - Test Head 331B206 - R04 - English - K3 - 1015542 - 1ZubairÎncă nu există evaluări
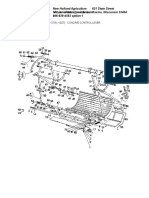
- Concave Control Lever & Stone Trap PDFDocument5 paginiConcave Control Lever & Stone Trap PDFmetodi1234Încă nu există evaluări
- Garmin GPS MAP 4000-5000 Install enDocument24 paginiGarmin GPS MAP 4000-5000 Install enDa ElÎncă nu există evaluări
- Metal Matic P 200 ManualDocument13 paginiMetal Matic P 200 ManualRon BoeserÎncă nu există evaluări
- Catalogo AlconDocument27 paginiCatalogo Alconaku170% (1)
- Alborz Industrial Air CoDocument4 paginiAlborz Industrial Air CoaminÎncă nu există evaluări
- Front: Section 4Document18 paginiFront: Section 4juniorarmasÎncă nu există evaluări
- Action Plan: SR - NO. Mould Name Supplier Name Part NoDocument4 paginiAction Plan: SR - NO. Mould Name Supplier Name Part NoYogesh KandalkarÎncă nu există evaluări
- Vxf2aidrDocument132 paginiVxf2aidrSamira Adnan HalilovićÎncă nu există evaluări
- Nemesis ManualDocument16 paginiNemesis ManualHenry TsangÎncă nu există evaluări
- Rectus Serie 26Document4 paginiRectus Serie 26edgaralexisbrandanÎncă nu există evaluări
- Sl20 Cg20 Parts Manual Ph7 Opl Pn-450222 (Rev-2) 042803Document29 paginiSl20 Cg20 Parts Manual Ph7 Opl Pn-450222 (Rev-2) 042803naokito AkemiÎncă nu există evaluări
- Voron B - The ManualDocument63 paginiVoron B - The ManualDaniel Leonardo AlbeÎncă nu există evaluări
- Chiefsshop PirateschestDocument12 paginiChiefsshop PirateschestdonguieÎncă nu există evaluări
- Chiefsshop Pirateschest PDFDocument12 paginiChiefsshop Pirateschest PDFdonguie100% (1)
- Install PistonDocument6 paginiInstall PistonSteven Y.MÎncă nu există evaluări
- Campey - Raycam Aera Seeder From I2032Document19 paginiCampey - Raycam Aera Seeder From I2032Campey Turf Care SystemsÎncă nu există evaluări
- SMCD102 Roller Remove ProcedureDocument19 paginiSMCD102 Roller Remove ProcedureAda Azagaya0% (1)
- NSK & RHP Designation SystemsDocument64 paginiNSK & RHP Designation SystemsmanapanhomÎncă nu există evaluări
- Ensamble de TuberiasDocument17 paginiEnsamble de TuberiasFelicia GlassÎncă nu există evaluări
- Spitfire MKI 1500 InstructionsDocument13 paginiSpitfire MKI 1500 InstructionsSteven D100% (1)