S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
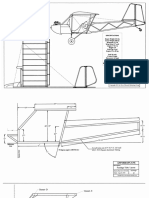
- Plans PDFDocument49 paginiPlans PDFEstevam Gomes de Azevedo85% (34)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Midterm Exam Gor Grade 11Document2 paginiMidterm Exam Gor Grade 11Algelle AbrantesÎncă nu există evaluări
- Digging Deeper: Can Hot Air Provide Sustainable Source of Electricity?Document2 paginiDigging Deeper: Can Hot Air Provide Sustainable Source of Electricity?Рустам ХаджаевÎncă nu există evaluări
- Scott 2001Document20 paginiScott 2001Mariana CatiniÎncă nu există evaluări
- Proefschrift T. Steenstra - tcm24-268767Document181 paginiProefschrift T. Steenstra - tcm24-268767SLAMET PAMBUDIÎncă nu există evaluări
- Schneider Pressure Switch XMLDocument2 paginiSchneider Pressure Switch XMLhaoÎncă nu există evaluări
- Piriformis Syndrome: Hardi Adiyatma, Shahdevi Nandar KusumaDocument6 paginiPiriformis Syndrome: Hardi Adiyatma, Shahdevi Nandar Kusumaismael wandikboÎncă nu există evaluări
- Dual Op Amp and Voltage Reference Ap4310/ADocument12 paginiDual Op Amp and Voltage Reference Ap4310/AМихаил ЯненкоÎncă nu există evaluări
- Lesson 1 Chapter 9 ErosiondepositionDocument1 paginăLesson 1 Chapter 9 Erosiondepositionapi-249320969Încă nu există evaluări
- Purpose in LifeDocument1 paginăPurpose in Lifeaashish95100% (1)
- Main Girders: CrossDocument3 paginiMain Girders: Crossmn4webÎncă nu există evaluări
- Assessment Questions: 1: Wash - Rinse and SanitizeDocument3 paginiAssessment Questions: 1: Wash - Rinse and SanitizeAna Margarita AycochoÎncă nu există evaluări
- IMO Ship Waste Delivery Receipt Mepc - Circ - 645Document1 paginăIMO Ship Waste Delivery Receipt Mepc - Circ - 645wisnukerÎncă nu există evaluări
- Shandong Baoshida Cable Co, LTD.: Technical ParameterDocument3 paginiShandong Baoshida Cable Co, LTD.: Technical ParameterkmiqdÎncă nu există evaluări
- Electrowetting - Wikipedia, The Free EncyclopediaDocument5 paginiElectrowetting - Wikipedia, The Free EncyclopediaDwane AlmeidaÎncă nu există evaluări
- 12 Key Principles On Bhava AnalysisDocument28 pagini12 Key Principles On Bhava AnalysisDhineshÎncă nu există evaluări
- Week 1 - NATURE AND SCOPE OF ETHICSDocument12 paginiWeek 1 - NATURE AND SCOPE OF ETHICSRegielyn CapitaniaÎncă nu există evaluări
- A Year On A FarmDocument368 paginiA Year On A FarmvehapkolaÎncă nu există evaluări
- CheckList For Checking of Drawings-R1Document4 paginiCheckList For Checking of Drawings-R1jatin kalraÎncă nu există evaluări
- 12.5 Collision Theory - ChemistryDocument15 pagini12.5 Collision Theory - ChemistryAri CleciusÎncă nu există evaluări
- Module-4 (PDFDrive)Document67 paginiModule-4 (PDFDrive)Divya priya KÎncă nu există evaluări
- Safe Lorry Loader Crane OperationsDocument4 paginiSafe Lorry Loader Crane Operationsjdmultimodal sdn bhdÎncă nu există evaluări
- G.S 5Document2 paginiG.S 5Jamsher BalochÎncă nu există evaluări
- Douluo Dalu Volume 05 - Star Dou Forest PDFDocument141 paginiDouluo Dalu Volume 05 - Star Dou Forest PDFRay Joseph LealÎncă nu există evaluări
- Table Equivalent Schedule 40 Steel PipeDocument1 paginăTable Equivalent Schedule 40 Steel PipeorisÎncă nu există evaluări
- The Passion For Cacti and Other Succulents: June 2017Document140 paginiThe Passion For Cacti and Other Succulents: June 2017golf2010Încă nu există evaluări
- Irina Maleeva - Ariel Snowflake x6 - ENG - FreeDocument4 paginiIrina Maleeva - Ariel Snowflake x6 - ENG - FreeMarinaKorzinaÎncă nu există evaluări
- Grade - 2 Subject - Mathematics Unit - Geometry Topic - Geometrical Shapes School - Army School Roorkee Prepared by Mrs. RanjanaDocument25 paginiGrade - 2 Subject - Mathematics Unit - Geometry Topic - Geometrical Shapes School - Army School Roorkee Prepared by Mrs. RanjanaPenke Mejado BelenÎncă nu există evaluări
- Course Syllabus: Course Code Course Title ECTS CreditsDocument3 paginiCourse Syllabus: Course Code Course Title ECTS CreditsHanaa HamadallahÎncă nu există evaluări
- Keiilf: Training ManualDocument53 paginiKeiilf: Training ManualGary GouveiaÎncă nu există evaluări