Documente Academic
Documente Profesional
Documente Cultură
Apostila de Manutenção Guindastes e Baleeiras
Încărcat de
Antonio RibeiroDescriere originală:
Titlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Apostila de Manutenção Guindastes e Baleeiras
Încărcat de
Antonio RibeiroDrepturi de autor:
Formate disponibile
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Apostila de inspeo e manuteno em guindastes
Elaborao: Luiz Alexandria Tcnico industrial em maquinas navais
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
INTRODUO
Esta apostila tem contedo direcionado a todo pessoal envolvido na manuteno, operao e inspeo de guindastes.
ndice: 1 Corroso Definio Conceitos bsicos de corroso Corroso eletroqumica Potencial de eletrodo Mecanismo bsico de Corroso Raes andicas e catdicas Polarizao Passivao Formas da corroso - Mtodo de controle 2 Ensaios no destrutivos - Inspeo visual - LP - Liquido penetrante (noes) - PM - Partculas magnticas (noes) 3 Inspeo em guindaste - Principais tipos de guindastes offshore - Descrio de componentes - Guindaste on-shore X guindaste off-shore A) Lana - Olhais e pinos de unio entre as sees - Olhais de ancoragem dos pendentes - Empenos em contraventamentos ou cordas - Pinos do p da lana B) Cabine - Forma de avaliao de componentes. - Guindaste onshore versus guindaste offshore - Descrio dos componentes de guindastes C) Pedestal - Parafusos do rolamento de giro - Aperto dos parafusos - Cuidados - Caractersticas de parafusos de fixao do rolamento - Torque de aperto
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- Medio do rolamento de giro - Mesa de giro - Eixos dos roletes - Eixos de fixao dos suportes dos roletes - Medio das folgas dos roletes - Olhais do chassi para fixao dos suportes D) Chassi - Avaliao da estrutura - Avaliao das soldas - Realizao de ensaios no destrutivos. E) Cavalete - Avaliao da estrutura - Avaliao dos guarda corpos - avaliao de passadios F) Sistema de acionamento - Catraca sprag - Bombas, redutores e motores (hidrulicos) - Sistema do guindaste HR G ) Mangotes / Tubulaes - Avaliao, sintomas e causas provveis. H) Freios - Atuao em guindastes hidrulicos - Atuao em guindastes mecnicos I) Sistema de comando e controle - Mecanismo de comando (hidrulicos e pneumticos) - Indicador de ngulo da lana J) Sistema de indicao de carga - Avaliao de funcionamento - Desarme por sobre carga - Princpios de funcionamento K) Sistema de segurana - Desarme automtico da elevao de carga principal e auxiliar - Desarme automtico da elevao de lana L) Sistema de iamentos - Tambores - Quantidades mxima e mnima segundo norma N-1930 - Inspeo de ancoragens dos cabos aos tambores - Esforos de tracionamento M) Cabos de ao Norma N-2161
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- Definies - O que passo? - Tipos de tores - Critrio de descarte - Dimetro do cabo - Avaliao de fraturas dos arames - Arames partidos nos terminais - Defeitos - Inspeo eletromagntica - Manuteno em cabos de ao N) Acessrios de movimentao de carga Norma N-2170 - Definies - Condies gerais de inspeo - Inspeo de Manilhas - Inspeo de Ganchos - Inspeo de Lingas e Acessrios - Critrios para substituio da linga em funo da quantidade de arames partidos - Inspeo do Olhal - Inspeo de soquete aberto ou fechado - Inspeo e montagem de soquetes\ cunha - Inspeo de Lingas de Correntes - Inspeo de Anis de Carga - Inspeo de Moites e Cadernais O) Pendentes - Utilizao de pendentes - Inspeo de pendentes - Formas de instalao e problemas possveis P) Roldanas - Uso de roldanas - Eficincia das roldanas - Inspeo de roldanas (Norma API RP 9B) Q) Lubrificao - Funo dos lubrificantes - Problemas ocasionados pela falta de lubrificantes - Descrio dos lubrificantes usados em guindastes - Precaes na lubrificao - Anlise de lubrificantes R) Metrologia (Paqumetro) - Definio - Princpio do Nnio - Sistema ingls (polegada ordinrio) - Processo de colocao de medidas - Processo de leitura de medidas
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
CORROSO
As pessoas tm as mais diversas respostas para "O que corroso". Alguns dizem que oxidao, outras dizem que um ataque qumico, enquanto alguns dizem que um fenmeno eltrico, a eletrlise. Cada uma dessas respostas parcialmente verdadeira. Excetuando alguns tipos no usuais de corroso, como bacteriana ou por ataque qumico direto, pode-se dizer que a corroso, como normalmente encontrada numa tubulao metlica, , basicamente, um processo eletroqumico por natureza. Corroso a deteriorao de materiais metlicos ou no metlicos, ocasionada por ao qumica ou eletroqumica do meio ao qual est exposto, podendo estar associada a esforos mecnicos. Os materiais metlicos e no metlicos esto sujeitos corroso, porm mais comum ocorrer em materiais metlicos. Conceitos Bsicos de Corroso Oxidao e Reduo O processo corrosivo funo das reaes de xido-reduo, enquanto um elemento oxidado outro reduzido. Mas o que so as reaes de oxidao e de reduo? Oxidao a perda de eltrons e Reduo o ganho de eltrons.
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Para que uma substncia seja oxidada, perca eltrons, necessrio que outra substncia seja reduzida, ganhe o mesmo nmero de eltrons. Na reao: Fe + 2 H+ Fe2+ + H2, podemos observar que o Ferro inicialmente tem nmero de oxidao igual a zero e o on Hidrognio tem nmero de oxidao +1 (lado esquerdo da equao) Fe0 + 2 H+. Na reao do Ferro com o on Hidrognio, o Ferro oxidado perdendo dois eltrons e ficando com nmero de oxidao +2 e os dois ons Hidrognio so reduzidos recebendo os dois eltrons perdidos pelo Ferro e ficando com nmero de oxidao zero (lado direito da equao) Fe2+ + (H2)0. Antigamente acreditava-se que a oxidao somente ocorria na presena de Oxignio, porm com a evoluo da qumica foi possvel verificar que substncias podem ser oxidadas por outras substncias que no sejam o oxignio. Corroso Eletroqumica Muitas vezes ouvimos as pessoas falarem que um equipamento sofreu corroso, por que formou uma pilha. Isto se deve ao fato de que quando temos dois metais diferentes em contato e imersos em um meio condutor temos uma pilha eletroqumica e um dos metais sofrer corroso. a formao de uma pilha de corroso atravs da cesso de eltrons de uma regio para outra. A espcie qumica que cede (perde) os eltrons sofre oxidao e o local aonde ocorre a oxidao (corroso) chamado de anodo. MM+n + neA espcie qumica que ganha os eltrons sofre reduo e o local aonde ocorre a reduo chamado de catodo. X + ne- X-n CLASSIFICAO Quanto extenso (em relao a cada rea inspecionada) - Localizada - corroso em um ponto isolado na rea considerada na inspeo; - Generalizada - corroso em toda rea considerada na inspeo; - Dispersa - corroso em vrios pontos isolados na rea considerada na inspeo. Quanto forma - Uniforme - caracterizada por uma perda uniforme de material; - Alveolar - caracterizada por apresentar cavidades na superfcie metlica, possuindo fundo arredondado e profundidade geralmente menor que seu dimetro; - Pitiforme - caracterizada por cavidades apresentando fundo em forma angular e profundidade geralmente maior que o seu dimetro. Quanto intensidade Considerar apenas a forma alveolar. - Leve - alvolos que apresentam dimetro menor que 2 mm;
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- Mdia - alvolos que apresentam dimetro com valor compreendido entre 2 e 4 mm; - Severa - alvolos que apresentam dimetro maior que 4 mm. Formas de Corroso Os tipos de corroso podem ser classificados em funo da morfologia ou do mecanismo.
- Classificao em funo da morfologia Uniforme quando a corroso se processa de modo aproximadamente uniforme em toda a superfcie atacada. Esta forma comum em metais que no formam pelculas protetoras, como resultado do ataque;
Por Placas quando os produtos de corroso formam-se em placas que se desprendem progressivamente. comum em metais que formam pelcula inicialmente protetora mas que, ao se tornarem espessas, fraturam e perdem aderncia, expondo o metal a novo ataque;
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Alveolar quando o desgaste provocado pela corroso se d sob forma localizada, com o aspecto de crateras. freqente em metais formadores de pelculas semi protetoras ou quando se tem corroso sob depsito, como no caso da corroso por aerao diferencial;
Corroso alveolar Por Pite ou Puntiforme quando o desgaste se d de forma muito localizada e de alta intensidade, geralmente com profundidade maior que o dimetro e bordos angulosos. A corroso por pite freqente em metais formadores de pelculas protetoras, em geral passivas, que, sob a ao de certos agentes agressivos, so destrudas em pontos localizados, os quais se tornam ativos, possibilitando corroso muito intensa.
A ASTM admite vrias formas de pites e alguns profissionais no fazem uso da classificao alveolar e por placas, chamando todas as trs de corroso por pites.
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Intergranular ocorre entre os gros da rede cristalina do material metlico, este perde suas propriedades mecnicas e se sujeito a esforos mecnicos poder fraturar, neste caso passa a ser classificada como corroso sob tenso fraturante CTF (Stress Corrosion Cracking SCC).
Intragranular - ocorre nos gros da rede cristalina do material metlico, este perde suas propriedades mecnicas e se sujeito a esforos mecnicos poder fraturar, neste caso tambm passa a ser classificada como corroso sob tenso fraturante.
Classificao em funo do mecanismo
Intragranular
Eletroltica ou pilha eletroltica a corroso decorrente da perda de eltrons de um metal quando em contato com outro metal em meio mido. Galvnica o mesmo que corroso eletroqumica, porm dois metais diferentes esto eletricamente conectados e imerso em um eletrlito.
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Por aerao diferencial um tipo de corroso eletroqumica que ocorre em funo de concentraes ou presses parciais diferentes de oxignio. Associada a solicitaes mecnicas: corroso sob tenso fraturante, sob fadiga, por atrito, por eroso. Seletiva Graftica e Desincificao ocorre a perda de um determinado elemento do material metlico. Empolamento ou fragilizao por Hidrognio no empolamento o Hidrognio atmico devido ao seu pequeno volume atmico penetra o material e se aloja nas descontinuidades, ao se transformar em Hidrognio molecular aumenta de volume e exerce presso alongando as descontinuidades, dando o formato de bolhas. J na fragilizao ocorre perda de dutibilidade ocasionada pela difuso do hidrognio atravs do material metlico. Mtodos de Controle da Corroso Considerando-se como entendidas as condies que causam corroso, as tcnicas empregadas para controle da corroso podem ser mais bem entendidas. Os trs mtodos bsicos para mitigao da corroso eletroltica de tubulaes so os seguintes: 1. 2. 3. Isolamento Eltrico Revestimentos Proteo Catdica
Isolamento Eltrico O primeiro passo bsico no controle da corroso o de isolar a tubulao de estruturas metlicas estranhas. Uma estrutura metlica estranha pode ser outras tubulaes, conduites eltricos, e provavelmente, a mais comum, ao de reforo concretado. Obviamente o isolamento eltrico no ir prevenir clulas de corroso localizadas na tubulao. O isolamento eltrico reduz o problema de controle da corroso em relao aos efeitos do ambiente solo sobre a prpria tubulao. Revestimentos Os revestimentos normalmente tm a finalidade de formar um filme contnuo, constitudo de material isolante, sobre uma superfcie metlica que se pretende isolar. Um revestimento ser um meio efetivo de interrompimento de corroso se: 1. O material de revestimento for um efetivo isolante eltrico. 2. Puder ser aplicado sem interrupes ou descontinuidades, e resistir ntegro durante o transporte, instalao e operao de enterramento.
Elaborao:
10
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
3. O revestimento prover inicialmente um filme quase perfeito e assim permanecer ao longo do tempo. Os revestimentos variam em qualidade quando inicialmente aplicados, e na resistncia durante o manuseio e instalao. As inspees de controle de material, aplicao, fornecimento da tubulao e instalao afetam tanto a qualidade quanto o custo. Numa tubulao tipicamente bem revestida, a instalao completa deve ter uma eficincia de revestimento, melhor do que 99%. Proteo Catdica A proteo catdica, descrita numa forma bem simples, o uso direto de eletricidade corrente de uma fonte externa, em oposio da corrente de descarga da corroso de reas andicas que estaro naturalmente presentes. Quando um sistema de proteo catdica eficaz instalado, todas as partes da corrente coletada da estrutura protegida do eletrlito circunvizinho e toda a superfcie exposta se tornam uma nica rea catdica - da o nome. A galvanizao tem um passado histrico no uso de reduo da corroso em tubulaes. A galvanizao , com efeito, um sistema de proteo catdica, utilizando o zinco, dispersado sobre a superfcie da tubulao, como material de anodo de sacrifcio.
ENSAIOS NO DESTRUTIVOS
Ensaios Visuais END - Esta a sigla que identifica um grupo de ensaios: os ensaios no destrutivos. Esses ensaios caracterizam-se por no deixar marcas no material ensaiado, Por isso podem ser realizados em produtos acabados, sem qualquer risco de inutiliz-los em conseqncia do ensaio. De olho no produto
O ensaio visual dos metais foi o primeiro mtodo de ensaio no destrutivo aplicado pelo homem. , com certeza, o ensaio mais barato, usado em todos os ramos da indstria. Assim, a inspeo visual exige definio clara e precisa de critrios de aceitao e rejeio do produto que est sendo inspecionado. Requer ainda inspetores treinados e especializados, para cada tipo ou famlia de produtos. Um inspetor visual de chapas laminadas no poder inspecionar peas fundidas e vice-versa, sem prvio treinamento.
Descontinuidades e defeitos
importante que fiquem claros, os conceitos de descontinuidade e defeito de peas. Esses termos so muito comuns na rea de ensaios no destrutivos. Para entend-los, vejamos um exemplo simples: um copo de vidro com pequenas bolhas de ar no interior de sua parede,
Elaborao:
11
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
formadas devido a imperfeies no processo de fabricao, pode ser utilizado sem prejuzo para o usurio. Essas imperfeies so classificadas como descontinuidades. Mas, caso essas mesmas bolhas aflorassem superfcie do copo, de modo a permitir a passagem do lquido do interior para a parte externa, elas seriam classificadas como defeitos, pois impediriam o uso do copo.
De modo geral, nos deparamos na indstria com inmeras variveis de processo que podem gerar imperfeies nos produtos. Essas imperfeies devem ser classificadas como descontinuidades ou defeitos.
Principal ferramenta do ensaio visual
A principal ferramenta do ensaio visual so os olhos. O olho considerado um rgo pouco preciso. A viso varia em cada um de ns, e mostra-se mais varivel ainda quando se comparam observaes visuais num grupo de pessoas. Para minimizar essas variveis, deve-se padronizar fatores como a luminosidade, a distncia ou o ngulo em que feita a observao. A iluso de tica outro problema na execuo dos ensaios visuais. Comprove isso observando as figuras abaixo e fazendo os testes a seguir. 1) Quais traos so mais curtos: os da direita ou os da esquerda?
2) Qual elipse maior: a de baixo ou a interna superior?
Para eliminar esse problema, nos ensaios visuais, devemos utilizar instrumentos que permitam dimensionar as descontinuidades, por exemplo, uma escala graduada (rgua). Repita os testes usando uma rgua. Assim, voc chegar a concluses mais confiveis. A inspeo visual a olho nu afetada pela distncia entre o olho do observador e o objeto examinado. A distncia recomendada para inspeo situa-se em torno de 25 cm: abaixo desta medida, comeam a ocorrer distores na visualizao do objeto. Existem outros fatores que podem influenciar na deteco de descontinuidades no ensaio visual.
Elaborao:
12
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Algumas verificaes podem deixar passar desapercebidos problemas que podero causar danos maiores aos equipamentos e at mesmo risco de acidente. Exemplo:
Fique atento Um fator de fracasso na inspeo visual a fadiga visual. Alm do treinamento, estes devem receber acompanhamento oftalmolgico. Ele se faz necessrio para o bom desempenho dos profissionais e deve ser realizado periodicamente, para garantir sua acuidade visual. Ajudando os nossos olhos Em certos tipos de inspees, por exemplo, na parede interna de tubos de pequeno dimetro e em partes internas de peas, necessrio usar instrumentos pticos auxiliares, que complementam a funo do nosso olho. Os instrumentos pticos mais utilizados so: Lupas e microscpios; Espelhos e tuboscpios; Cmeras de tev em circuito fechado.
Liquido penetrante
Depois do ensaio visual, o ensaio por lquidos penetrantes o ensaio no destrutivo mais antigo. Ele teve incio nas oficinas de manuteno das estradas de ferro, em vrias partes do mundo. Somente em 1942, nos Estados Unidos, Roberto C. Switzer, aperfeioando o teste do leo e giz, desenvolveu a tcnica de lquidos penetrantes, pela necessidade que a indstria aeronutica americana tinha de testar as peas dos avies, que so at hoje fabricadas com ligas de metais no ferrosos, como alumnio e titnio, e que, conseqentemente, no podem ser ensaiados por partculas magnticas. Agora que voc j est por dentro da histria deste importante ensaio, vamos conhecer a sua tcnica.
Elaborao:
13
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Exemplos do ensaio
Descrio do ensaio Hoje em dia, o ensaio por lquidos penetrantes, alm de ser aplicado em peas de metais no ferrosos, tambm utilizado para outros tipos de materiais slidos, como metais ferrosos, cermicas vitrificadas, vidros, plsticos e outros que no sejam porosos. Sua finalidade detectar descontinuidades abertas na superfcie das peas, como trincas, poros, dobras, que no sejam visveis a olho nu. O ensaio consiste em aplicar um lquido penetrante sobre a superfcie a ser ensaiada. Aps remover o excesso da superfcie, faz-se sair da descontinuidade o lquido penetrante retido, utilizando-se para isso um revelador. A imagem da descontinuidade, ou seja, o lquido penetrante contrastando com o revelador, fica ento visvel. Vamos agora conhecer as etapas deste ensaio: a) Preparao e limpeza da superfcie A limpeza da superfcie a ser ensaiada fundamental para a revelao precisa e confivel das descontinuidades porventura existentes na superfcie de ensaio. O objetivo da limpeza remover tinta, camadas protetoras, xidos, areia, graxa, leo, poeira ou qualquer resduo que impea o penetrante de entrar na descontinuidade.
Para remover esses resduos sem contaminar a superfcie de ensaio utilizam-se solventes, desengraxantes ou outros meios apropriados.
Liquido penetrante
Elaborao:
14
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
b) Aplicao do lquido penetrante consiste em aplicar, por meio de pincel, imerso, pistola ou spray, um lquido, geralmente de cor vermelha ou fluorescente, capaz de penetrar nas descontinuidades depois de um determinado tempo em contato com a superfcie de ensaio. c) Remoo do excesso de penetrante Decorrido o tempo mnimo de penetrao, deve-se remover o excesso de penetrante, de modo que a superfcie de ensaio fique totalmente isenta do lquido. Este deve ficar retido somente nas descontinuidades. Esta etapa do ensaio pode ser feita com um pano ou papel seco ou umedecido com solvente. Em outros casos, lava-se a pea com gua, secando-a posteriormente, ou aplica-se agente ps-emulsificvel, fazendo-se depois a lavagem com gua. Nota: Uma operao de limpeza deficiente pode mascarar os resultados, revelando at descontinuidades inexistentes. d) Revelao Para revelar as descontinuidades, aplica-se o revelador, que nada mais do que um talco branco. Esse talco pode ser aplicado a seco ou misturado em algum lquido.
Liquido penetrante sugado da descontinuidade Revelador
O revelador atua como se fosse um mata-borro, sugando o penetrante das descontinuidades e revelando-as.
Da mesma forma que na etapa de penetrao, aqui tambm deve-se prever um tempo para a revelao, em funo do tipo da pea, do tipo de defeito a ser detectado e da temperatura ambiente. Geralmente faz-se uma inspeo logo no incio da secagem do revelador e outra quando a pea est totalmente seca. e) Inspeo No caso dos lquidos penetrantes visveis, a inspeo feita sob luz branca natural ou artificial. O revelador, aplicado superfcie de ensaio, proporciona um fundo branco que contrasta com a indicao da descontinuidade, que geralmente vermelha e brilhante. Para os lquidos penetrantes fluorescentes, as indicaes se tornam visveis em ambientes escuros, sob a presena de luz negra, e se apresentam numa cor amarelo esverdeado, contra um fundo de contraste entre o violeta e o azul.
Elaborao:
15
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Registro de resultados.
f) Limpeza Aps a inspeo da pea e a elaborao do relatrio de ensaio, ela deve ser devidamente limpa, removendo-se totalmente os resduos do ensaio; esses resduos podem prejudicar uma etapa posterior no processo de fabricao do produto ou at o seu prprio uso, caso esteja acabado. Vantagens e limitaes Agora que voc j sabe onde pode aplicar o mtodo de inspeo por lquidos penetrantes e j conhece as etapas de execuo deste ensaio, vamos estudar suas vantagens e limitaes. Vantagens Podemos dizer que a principal vantagem deste mtodo sua simplicidade, pois fcil interpretar seus resultados. O treinamento simples e requer pouco tempo do operador. No h limitaes quanto ao tamanho, forma das peas a serem ensaiadas, nem quanto ao tipo de material. O ensaio pode revelar descontinuidades extremamente finas, da ordem de 0,001 mm de largura, totalmente imperceptveis a olho nu. Limitaes O ensaio s detecta descontinuidades abertas e superficiais, j que o lquido tem de penetrar na descontinuidade. Por esta razo, a descontinuidade no pode estar preenchida com qualquer material estranho. A superfcie do material a ser examinada no pode ser porosa ou absorvente, j que no conseguiramos remover totalmente o excesso de penetrante, e isso iria mascarar os resultados.
Elaborao:
16
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
O ensaio pode se tornar invivel em peas de geometria complicada, que necessitam de absoluta limpeza aps o ensaio, como o caso de peas para a indstria alimentcia, farmacutica ou hospitalar. RESUMO DA SEQNCIA DO ENSAIO
Dica Hoje j existem no mercado kits que fornecem o produto de limpeza (solvente), o lquido penetrante e um revelador. Estes kits so de grande valia, pois facilitam muito a vida do inspetor. Mas devemos consultar as especificaes de ensaio para poder escolher o kit com os produtos mais adequados.
Partculas magnticas
Com certeza voc j observou uma bssola. J verificou que, ao gir-la, a agulha imantada flutuante mantm-se alinhada na direo nortesul do globo terrestre?
Deve ter observado tambm que, ao colocarmos um m sob um papelo e jogarmos limalha fina de ferro sobre esta superfcie, com ligeiras pancadas no papelo a limalha se alinha obedecendo a uma determinada orientao.
Elaborao:
17
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Limalha de ferro orientada
Por que isto ocorre? Que foras invisveis, agem sobre esses materiais? Veremos nesta aula como feito o ensaio por partculas magnticas. Nesse ensaio, utilizamos essas foras invisveis, que tambm alinham as partculas magnticas sobre as peas ensaiadas. Onde houver descontinuidades, a orientao ser alterada, revelando-as.
Ensaio por partculas magnticas
O ensaio por partculas magnticas largamente utilizado nas indstrias para detectar descontinuidades superficiais e subsuperficiais, at aproximadamente 3 mm de profundidade, em materiais ferromagnticos. Para melhor compreender o ensaio, necessrio saber o que significam os termos a seguir: - campo magntico; - linhas de fora do campo magntico; - campo de fuga. Observe novamente a figura que mostra a limalha de ferro sobre o papelo. Chamamos de campo magntico a regio que circunda o m e est sob o efeito dessas foras invisveis, que so as foras magnticas. Ferromagnticos - Nome dado aos materiais que so fortemente atrados pelo m, como ferro, nquel, cobalto e quase todos os tipos de ao.
- O campo magntico pode ser representado por linhas chamadas linhas de induo magntica, linhas de fora do campo magntico, ou ainda, linhas de fluxo do campo magntico. - Em qualquer m, essas linhas saem do plo norte do m e caminham na direo do seu plo sul.
Ateno Nas linhas de fluxo do campo magntico no h transporte de qualquer tipo de material de um plo a outro.
Partculas magnticas
Elaborao:
18
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Partculas magnticas nada mais so do que um substituto para a limalha de ferro. So constitudos de ps de ferro, xidos de ferro muito finos e, portanto, com propriedades magnticas semelhantes s do ferro. Embora chamadas de partculas magnticas, na realidade elas so partculas magnetizveis e no pequenos ms ou p de m. Agora voc deve estar pronto para conhecer o ensaio por partculas magnticas.
Mtodo por YOKE
Etapas para a execuo do ensaio
1. Preparao e limpeza da superfcie 2. Magnetizao da pea 3. Aplicao das partculas magnticas 4. Inspeo da pea e limpeza 5. Desmagnetizao da pea Vamos conhecer cada etapa detalhadamente:
Carepa: camada de xidos formada nas superfcies da pea, em decorrncia de sua permanncia a temperaturas elevadas, na presena de oxignio.
Preparao e limpeza da superfcie Em geral, o ensaio realizado em peas e produtos acabados, semi-acabados ou em uso. O objetivo dessa etapa remover sujeira, oxidao, carepas, respingos ou incluses, graxas etc. da superfcie em exame. Essas impurezas prejudicam o ensaio, formando falsos campos de fuga ou contaminando as partculas e impedindo seu reaproveitamento. Os mtodos mais utilizados para a limpeza das peas so: - jato de areia ou granalha de ao; - escovas de ao; - solventes. Neste momento, temos a pea limpa e pronta para o ensaio. Magnetizao da pea
Elaborao:
19
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Devido s dimenses, geometria variada das peas e necessidade de gerarmos campos magnticos ora longitudinais, ora transversais, foram desenvolvidos vrios mtodos de magnetizao das peas. Tcnicas de magnetizao Magnetizao por induo de campo magntico Neste caso, as peas so colocadas dentro do campo magntico do equipamento, fazendo-se ento com que as linhas de fluxo atravessem a pea. As linhas de fluxo podem ser longitudinais ou circulares, dependendo do mtodo de magnetizao, que escolhido em funo do tipo de descontinuidade a verificar. No caso de guindastes, somente ser utilizado o mtodo por YOKE (via mida), sendo assim, abordaremos apenas este mtodo. Por yoke (yoke o nome dado ao equipamento) - Nesta tcnica, a magnetizao feita pela induo de um campo magntico, gerado por um eletrom em forma de .U. invertido que apoiado na pea a ser examinada. Quando este eletrom percorrido pela corrente eltrica (CC ou CA), gera-se na pea um campo magntico longitudinal entre as pernas do yoke.
Tcnicas de ensaio
Elaborao:
20
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Temos que garantir que o campo gerado tenha uma intensidade suficiente para que se formem os campos de fuga desejados. Existem vrias maneiras de verificar isto: com aparelhos medidores de campo magntico; aplicando o ensaio em peas com defeitos conhecidos; utilizando-se padres normalizados com descontinuidades conhecidas; no caso do yoke, ele deve gerar um campo magntico suficiente para levantar, no mnimo, 4,5 kgf em corrente alternada e 18,1 kgf em corrente contnua. Tcnica de varredura - Para garantir que toda a pea foi submetida ao campo magntico, efetuamos uma varredura magntica. 1 etapa Aplicao do campo longitudinal no cordo de solda
Posio dos plos do mesmo yoke
2 etapa Aplicao do campo transversal no cordo de solda
Posio dos plos do yoke
Esquema de varredura para ensaio com yoke
Aplicao das partculas magnticas As partculas magnticas so fornecidas na forma de p, em pasta ou ainda em p suspenso em lquido (concentrado). Podem ainda ser fornecida em diversas cores, para inspeo com luz branca, ou como partculas fluorescentes, para inspeo com luz negra. Portanto, os mtodos de ensaio podem ser classificados: a) Quanto forma de aplicao da partcula magntica:
Elaborao:
21
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- Via seca: p - Via mida: suspensa em lquido b) Quanto forma de inspeo: - Visveis: luz branca - Fluorescentes: luz negra Via seca - As partculas magnticas para esta finalidade no requerem preparao prvia. So aplicadas diretamente sobre a superfcie magnetizada da pea, por aplicadores de p manuais ou bombas de pulverizao. As partculas podem ser recuperadas, desde que a pea ensaiada permita que elas sejam recolhidas isentas de contaminao. Via mida - Neste mtodo, as partculas possuem granulometria muito fina, o que permite detectar descontinuidades muito pequenas. As partculas so fornecidas pelos fabricantes na forma de p ou em suspenso (concentrada) em lquido. Para a aplicao, devem ser preparadas adequadamente, segundo norma especfica (so diludas em lquido, que pode ser gua, querosene ou leo leve). Para verificar a concentrao das partculas no lquido: coloca-se 100 ml da suspenso num tubo padro graduado; depois de 30 minutos, verifica-se o volume de partculas que se depositaram no fundo.
Os valores recomendados so: 1,2 a 2,4 ml para inspeo por via mida visvel em luz branca; 0,1 a 0,7 ml para inspeo por via mida visvel em luz negra.
A aplicao realizada na forma de chuveiros de baixa presso, borrifadores manuais ou simplesmente derramando-se a mistura sobre as peas. Para melhor visualizar as partculas magnticas, podemos aplicar previamente sobre a superfcie da pea um contraste, que uma tinta branca na forma de spray. As partculas magnticas (via seca e via mida) so fornecidas em diversas cores, para facilitar a visualizao das descontinuidades na pea ensaiada.
Elaborao:
22
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Inspeo da pea e limpeza Esta etapa realizada imediatamente aps ou junto com a etapa anterior. Aplicam-se as partculas magnticas e efetua-se, em seguida, a observao e avaliao das indicaes. Feita a inspeo, registram-se os resultados e promove-se a limpeza da pea, reaproveitando-se as partculas, se possvel. Se a pea apresentar magnetismo residual, dever ser desmagnetizada. Resultados do ensaio
Trinca entre dois furos detectada com partculas magnticas via seca,
Indicaes de trincas sobre a solda, detectadas com p magntico via seca
Desmagnetizao da pea A desmagnetizao feita em materiais que retm parte do magnetismo, depois que se interrompe a fora magnetizante. Nota: Percebe-se que h vrias opes para realizar o ensaio no destrutivo. Cabe ao tcnico escolher a melhor opo que se adapte s caractersticas da pea.
INSPEO EM GUINDASTES
Elaborao:
23
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Principais tipos de guindastes offshore
Guindaste onshore X guindaste offshore
Elaborao:
24
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Descrio dos componentes de guindastes
Elaborao:
25
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Inspeo e manuteno
Os componentes, em qualquer equipamento, ficam sujeitos ao desgaste, deteriorao ou dano, o que limitam sua vida til. Quando novas todas as peas foram confeccionadas com resistncia adicional contra condies desconhecidas e uma razovel perda de resistncia devido a sua gradual deteriorao. Contudo, se a manuteno e lubrificao forem negligenciadas, estas peas podem eventualmente atingir uma condio em que criem um risco de acidente de segurana. Falha em manter os ajustes corretos dos vrios mecanismos, a fim de assegurar um desempenho adequado do guindaste, pode vir a criar tambm um risco de acidente de segurana. Os ajustes hidrulicos da vlvula de alvio nunca devero exceder a presso especificada sem o consentimento do fabricante. O reajuste, quando necessrio, dever ser executado por um tcnico qualificado e competente. Uma programao regular de inspeo e manuteno preventiva dever ser estabelecida de forma que quaisquer problemas aparentes sejam descobertos e corrigidos antes que um dano maior ocorra ao guindaste. Face as grande variao de uso e condies ambientais torna-se necessrio uma inspeo peridica em todos os guindastes, alm do bom conhecimento por parte dos executantes.
Elaborao:
26
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
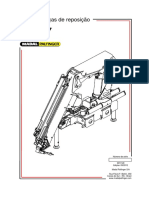
Lana
Estrutura de ao temperado e revenido (T1) em que uma de suas extremidades encontra-se fixada ao chassi da mquina por meio de articulaes com pinos e mancais planos (5750) ou pinos e rtulas (5750 R). A outra extremidade sustentada por cabos de ao de comprimento fixo (pendentes) instalados em srie com um cabo de ao de comprimento varivel que, operando em conjunto, permitem a alterao do ngulo de posicionamento da lana. A lana suporta os cabos de ao principal e auxiliar, responsveis pela sustentao direta da carga a ser movimentada. fabricada em mdulos (sees) que permitam a alterao do seu comprimento total, utilizando-se perfis tubulares de seo circular.
Inspeo da lana
A lana deve ser verificada quanto a presena de trincas, deformaes, desgaste e desalinhamentos nas cordas, contraventamentos e demais elementos estruturais. As irregularidades detectadas devem ser registradas e encaminhadas para anlise. Olhais e pinos de unio entre as sees Devem ser verificados quanto a presena de deformaes e trincas em seu corpo e nas respectivas soldas de fixao. Ateno especial deve ser dada aos olhais fundidos devido a maior probabilidade de apresentarem problemas. Os guindastes HRs possuem olhais fundidos, o Tema Terra 380 L , os Liebherr (GOS) e o American 5750 possuem olhais laminado. A avaliao da integridade dos olhais de unio das lanas dos guindastes depende muito do conhecimento a respeito de corroso e os conceitos determinados pelo fabricante. Alguns fabricantes determinam as folgas mximas admissveis entre os olhais e os pinos.
Elaborao:
27
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Um outro aspecto que deve ser avaliado se os pinos esto devidamente encostados na estrutura da lana, pois muitas das vezes o mesmo tende a deslocar para fora forando o contrapino de fixao que por sua vez pode acabar sendo cizalhado. Olhais de ancoragem dos pendentes Somente o 5750 e o Liebherr (GOS) possuem na lana olhais para fixao dos pendentes. No 5750 os olhais, fixados por solda na seo Ponta da lana, so confeccionados com chapas de ao. No (GOS) tambm fixados por solda na seo ponta da lana, no foram detectados problemas relevantes. Os pendentes do HR e do 380 L so fixados em eixos localizados na ponta da lana. Os elementos de ancoragem dos pendentes nos eixos que devem ento ser verificados quanto a sua integridade. Empenos em contraventamentos ou cordas Todos os empenos, ou amassamentos em componentes da lana devem ser descritos nos relatrios, pois estes danos podem reduzir significativamente a resistncia estrutural da lana. A existncia eventual de um empeno deve ser inicialmente verificada a partir do p da lana e tomando-se por base a direo das cordas principais. Deves-se observar as quatro cordas individualmente afim de se detectar o sentido do mesmo. Uma vez constatado, seu dimensionamento dever ser realizado medindo-se as flechas decorrentes com o auxilio de uma linha fixada entre dois pontos escolhidos; as flechas medidas devem referidas distancia entre 2 pontos.
Elaborao:
28
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
No se deve esperar que os empenos eventuais sejam provenientes do servio normal, e sim, uma conseqncia de um possvel choque da lana com alguma estrutura ou o resultado de uma operao irregular. Amassamentos nas cordas e contraventamentos devem ser investigados ao longo de toda lana, principalmente na regio correspondente aos batentes. Os danos localizados nas cordas principais devem ser mencionados de modo a fornecer informaes completas para avaliaes complementares. Deve-se tambm verificar se houve danos nos componentes adjacentes regio do elemento danificado. Como exemplo, pode-se citar o aparecimento de trincas na solda de fixao do contraventamento corda principal como resultado de uma acentuada deformao do contraventamento; nestas situaes fundamental a utilizao de ensaio no destrutivo para avaliar corretamente a extenso das avarias.
P da lana empenado.
Pinos do p da lana Devido aos grandes esforos de compresso atuantes no p da lana, estes componentes devem ser avaliados periodicamente. Existem casos de alguns modelos de guindastes que apresentaram ruptura dos parafusos de travamento dos pinos em questo. Tal fato ocorre devido os esforos citados tenderem a intensificar a interferncia (atrito) entre os pinos e buchas, percebe-se uma determinada tendncia dos referidos pinos acompanharem o movimento de rotao da lana em servio, o que por sua vez causa danos no prprio pino /bucha e em alguns dos seus elementos de travamento. O rompimento de algum dos elementos de travamento do pino sujeita-o a rotao em conjunto com a lana e pode provocar o seu deslocamento axial parcial ou total, eliminando assim a fixao da lana ao chassi, com conseqncias desastrosas.
Cabine
Elaborao:
29
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Nome genrico atribudo parte da estrutura, localizada sobre o chassi do guindaste, onde normalmente esto localizados e abrigados o posto de comando do operador e a casa de mquinas que contm o sistema de acionamento. A inspeo da cabine pode em muitos casos fazer com que o inspetor creia que um item muito simples a ser avaliado, contudo, existem pontos importantes a serem considerados neste componente: a) O estado da chaparia deve ser avaliado considerando o estado de corroso e a segurana do operador. b) A existncia da tabela de carga deve ser avaliada, atentando-se para que a tabela existente seja compatvel com a configurao da lana instalada. c) O estado dos guarda corpos e pisos devem ser registrados em relatrio, quando for o caso. Entretanto, vale lembrar que em caso de corroso que comprometa estes componentes, mesmo que parcialmente, deve-se enfatizar essa condio no relatrio emitindo recomendao se necessrio.
Base de fixao do guarda corpo danificada Barra vertical do guarda corpo rompida.
Pedestal
a estrutura tubular sobre a qual o guindaste instalado. Em determinadas Unidades, o pedestal pode ter funes adicionais alm da funo estrutural de suportao do guindaste como, por exemplo, armazenamento de produtos inflamveis. Assim sendo, necessrio identificar com clareza as funes exercidas pelo componente para que sejam utilizados, os documentos normativos corretos. Parafusos do rolamento de giro
Elaborao:
30
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
So elementos diretamente responsveis pela fixao do guindaste ao pedestal. Alguns guindastes possuem mesa de giro com roletes. Como o American 9750. So os elementos responsveis pela fixao guindaste ao pedestal. No caso de mesa de giro com roletes, fixam a mesa ao pedestal e, no caso de rolamento de giro fechado promovem as fixaes rolamento-cabine e rolamento-pedestal. Caracterstica: Normalmente fabricados segundo as especificaes ASTM A 490 ou ABNT 10.9 (NBR 8855) equivalente. So componentes de alta resistncia, temperados e revinidos, com rosca rolada, que devem ter obrigatoriamente sua especificao e identificao do fabricante estampados na cabea. Quando em servio normal, esto sujeitos ao aparecimento de descontinuidades capazes de compromet-los seriamente devido aos seguintes fatores: A) Elevado tempo de operao B) grandes variaes dos esforos atuantes C) Descontrole da periodicidade e valores inadequados dos torques aplicados. Principalmente no caso de parafusos novos, outros dois fatores devem ser considerados: 1) A existncia de empenos com valores superiores aqueles permitidos pela norma ANSI B 18.2.1, que durante o torqueamento podem induzir esforos elevados de flaxao e causar ento a ruptura do parafuso. 2) A existncia de hidrognio residual originrio de processo eletroltico de tratamento superificil (cadmiao, galvanizao), que fragiliza o parafuso e pode provocar sua ruptura em servio. Aperto dos parafusos - Os parafusos devem ser apertados (torqueados ou tensionados) em sentido oposto (180) at alcanar a pr-carga determinada para cada parafuso e pelas indicaes do fabricante. - A presso superficial sob a cabea do parafuso, respectivamente porca, no deve superar o valor limite admissvel. Se isto se der, devero usar-se arruelas. - O comprimento mnimo do parafuso deve ser respeitado. - A determinao do momento de aperto no depende somente da qualidade dos parafusos como tambm do atrito na rosca e na superfcie da cabea do parafuso. - Roscas no lubrificadas exigem momento de aperto menor, razo pela qual os valores podem oscilar grandemente. Cuidados:
Elaborao:
31
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- No devem ser efetuados trabalhos de solda perto do rolamento de giro, para evitar possvel deformao causada pelo calor. Deve-se tambm evitar a passagem de corrente eltrica (decorrente de soldagem) pelo corpo do rolamento para no haver danos permanentes na pista. Ex: No caso de soldagem no cavalete o aterramento dever ser feito prximo ao cavalete, evitando a abertura de arco eltrico nos rolos e esferas do rolamento de giro. - A zona no temperada das pistas do rolamento de giro entre o inicio e o fim da operao da tmpera da pista marcada com um S, gravado no dimetro interno e no externo de cada anel. O ponto sem tmpera S do anel de carga deve estar situado fora da zona da carga principal, durante a instalao do memso. Ex: O lado do rolamento de giro onde est as marcas S deve estar voltada 90 da regio de maior trabalho do guindaste.
Marca S Torque de aperto O torque de aperto recomendado pelo fabricante deve ser periodicamente verificado e poder ser avaliado de acordo com a seguinte expresso: T = Torque do aperto em Kgf.m aplicado com torqumetro d = dimetro nominal do parafuso em mm Fi = Fora de trao inicial em Kgf C = Coeficiente determinado experimentalmente que depende do coeficiente de atrito entre as superfcies em contato. Fatores como material, acabamento, tratamento superficial e lubrificao interferem diretamente nos valores obtidos.
Elaborao:
32
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Obs 1: Segundo Faires, o valor de Fi no deve criar no parafuso uma tenso maior do que 75 % do seu limite de escoamento (real ou terico). Obs 2: Alguns fabricantes de guindastes recomendam que a tenso de pr-carga do parafuso seja igual a 70 % deste limite. Nota : As duas observaes acima so aplicveis quando se utiliza o torqumetro para obteno da carga de pr-tenso. Inspeo dos parafusos do rolamento de giro Visualmente, sem desmontagem, possvel perceber eventuais perdas de pr-tenso (afrouxamentos) dos parafusos pela ruptura da pelcula de tinta que recobre a cabea/porca e a superfcie de apoio. A presena de trincas na referida pelcula um indcio significativo da ocorrncia indevida de movimento relativo entre as duas regies devendo, portanto, ser investigada. Para possibilitar a rastreabilidade da inspeo, so necessrias as seguintes informaes no RDO da contratada, na ocasio do retorqueamento dos parafusos: - Valor do torque e condio na qual foi aplicado (a seco ou lubrificado); - A fonte de informao do valor do torque (manual do fabricante, recomendao tcnica da inspeo, etc.); - Descrio dos parafusos: (dimetro; classe de resistncia; revestimento; comprimento; quantidade). - Hormetro total do guindaste; - Se houve remoo de algum parafuso durante o retorqueamento; - Se algum parafuso aceitou o torque, ou seja, se o mesmo girou no momento do retorqueamento; - Alm de outras indicaes que o executante considerar relevante. As regies preferencialmente de ocorrncia de falhas por fadiga so aquelas em que existe uma mudana da seo transversal, como a regio de juno da cabea com o corpo do parafuso, a regio de transio da parte lisa para a parte roscada e a seo imediatamente no interior da porca.
Elaborao:
33
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Visualmente, tambm possvel detectar a alterao do passo da rosca, devido a um alongamento significativo, utilizando -se um pente de rosca ou mesmo um macho para roscar.
Medio do rolamento de giro 1 - Uma forma de avaliar a integridade interna do rolamento de giro examinar a graxa interna que expulsa do interior do rolamento de giro, quando se coloca graxa nova atravs dos pinos graxeiros. A presena de limalha metlica na graxa indicar anormalidade. A lubrificao deve ser feita aplicando-se graxa nova e expulsando a graxa contaminada do interior do rolamento. A operao do guindaste com graxa contaminada tende a reduzir a vida til do rolamento de giro. 2 - Com o auxilio de um relgio comparador, preso a uma base magntica, coloca-se em contato o apalpador do relgio com a regio inferior do rolamento de giro e efetua-se um giro de 360 graus com o guindaste, avaliado-se e registrando o indicado no relgio. OBS: importante lembrar que os valores a serem indicados so => a soma entre as indicaes horria e anti-horria do relgio comparador. 3 - Outro mtodo que tambm usado como auxilio para a avaliao interna do rolamento de giro a medio da distancia do pinho de giro at o patamar, localizado imediatamente do mesmo. Medio de folga do rolamento de giro com relgio comparador A medio da folga interna do rolamento somente dever ser realizada aps se adquirir a certeza de que o guindaste se encontra em uma condio de desequilbrio sobre o pedestal. Esta condio necessria permitir a deteco da inclinao do anel externo do rolamento decorrente das folgas internas. As medies realizadas com o guindaste "equilibrado" sobre o pedestal no tero qualquer utilidade para avaliao do desgaste interno.
Elaborao:
34
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Para proceder a medio, utiliza-se correntemente um conjunto composto de base magntica (fixada no pedestal) e relgio comparador (apalpador em contato com o anel superior do rolamento), posicionados conforme indicado nas fotos a seguir. Em seguida, zera-se o ponteiro do relgio e executa-se um giro completo no guindaste ou o que for possvel (no mnimo 180 graus), fazendo-se a leitura da variao ocorrida no relgio comparador. As leituras devem ser realizadas em, pelo menos, 6 (seis) pontos diferentes em torno do pedestal.
Para que o controle da evoluo do desgaste seja confivel, necessrio que as folgas internas do rolamento, logo aps a sua instalao, sejam dimensionadas. As medies posteriores, com a mesma configurao e posicionamento da lana, detectaro os eventuais acrscimos das folgas, que podero ser comparados com os valores admissveis estabelecidos pelos fabricantes para cada tipo e dimenso de rolamento. A anlise dos dados obtidos em vrias medies consecutivas, aliada s verificaes peridicas da contaminao, por partculas metlicas, da graxa do rolamento, podero subsidiar a deciso sobre a necessidade de desmontagem e abertura do rolamento de giro por ocasio de uma grande interveno de inspeo/ manuteno. Mesa de giro Deve ser verificada quanto existncia de deformaes uniformes causadas por compresso na superfcie de contato com os roletes de ao e reao, deformao localizada (mossas) gerada pela ao de cargas dinmicas. Estas deformaes eventualmente existentes na mesa podem indicar ou impedir a correta regulagem das folgas dos roletes de reao, criando assim a instabilidade de toda a cabine e aumentando tambm a probabilidade de impacto do rolete de reao com a mesa. Conjunto dos suportes de roletes
Elaborao:
35
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Suportes: Componentes estruturais fabricados em ao fundido, e existentes apenas no modelo original com mesa de giro, so responsveis pela ligao mecnica do guindaste com o pedestal. Devido sua funo estrutural e forma geomtrica complexa, devem ser desmontados periodicamente para realizao de END, visando-se a deteco de descontinuidades nucleadas em servio, a partir de regies concentradoras de tenso ou de regies portadoras de defeitos de fabricao. Deformaes por compresso superficial tambm devem ser investigadas, principalmente nas partes internas das furaes dos vrios olhais existentes pois, sua presena altera as dimenses originais (dimetros) das furaes e criam assim folgas adicionais nocivas operao do conjunto.
Eixos dos roletes: Suportam os roletes de giro e atuam tambm como pista interna dos rolamentos de rolos cilndricos instalados no interior dos roletes. Devido a estas caractersticas operacionais esto sujeitos fadiga de um modo semelhante ao observado em rolamentos convencionais. A ocorrncia de fadiga, na regio de contato com os rolos cilndricos, ir se apresentar sob a forma de um descascamento de material da superfcie. O exame visual e a aplicao de END tambm esto indicados, respectivamente, para a deteco de deformaes por flexo/compresso e da presena de trincas. Eixos de fixao dos suportes: So responsveis pela fixao dos suportes ao chassi do guindaste. Aps desmontagem, devem ser inspecionados de modo semelhante ao utilizado para os eixos de roletes.
Elaborao:
36
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Olhais do chassi para fixao dos suportes: Tambm esto sujeitos eventuais alteraes dos dimetros das furaes, devido s deformaes superficiais, por compresso, que podem ocorrer no interior dos furos, permitindo mais uma vez, o aparecimento de folgas adicionais nocivas operao do conjunto. Todas as folgas existentes entre os eixos e os olhais do conjunto, quando somadas, podero atingir valores bem superiores queles admitidos para a folga ajustvel entre a mesa e os roletes de reao (~ 0,5 mm). Esta condio, em funo da severidade, poder vir a provocar instabilidade no equilbrio do guindaste quando em operao, bem como o aparecimento de cargas de choque que tendero a solicitar o conjunto de forma mais severa e aumentar, ainda mais, as folgas indesejveis. Obs : A ruptura, em operao, dos suportes de roletes traseiros causou, em PCH-2 (1984), a queda ao mar do guindaste instalado no mdulo 7. Medio das folgas dos roletes As folgas dos roletes devem ser realizadas da seguinte maneira: 1 Lana posicionada a 45 graus e voltada para 4 pontos eqidistantes da plataforma (ex: BB/ BE/ Popa e Proa) 2 Roletes de reao dianteiros numerados da esquerda para direita. 3 Roletes de reao traseiros numerados da direita para esquerda. 4 Valores em (mm) 5 Com a lana posicionada no primeiro ponto faz-se a medio de todos os roletes de reao, em seguida posiciona a lana no segundo ponto, efetua-se a medio e assim sucessivamente. 6 Todos os valores devem ser registrados e por comparao pode-se determinar se ainda existe possibilidade regulagem dos referidos roletes. Concluso: O fabricante AMERICAN recomenda que a folga ideal entre os roletes de reao e a mesa de giro seja de 0,25 a 0,30 mm (para guindastes American 9750). Olhais do chassi para fixao dos suportes Apresentam a possibilidade de alterao dos dimetros das furaes devido s deformaes superficiais por compresso que podem ocorrer no interior dos furos, fazendo surgir mais uma vez folgas nocivas a operao do conjunto. Assim como os olhais dos suportes dos roletes devem ser feitas medies para avaliar estas folgas. Com o auxilio de calibres de laminas pode-se efetuar a verificao do nvel de folgas existentes. Basta posicionar o guindaste em ponto de equilbrio (com a lana aproximadamente em 45 graus) e posteriormente introduzir tantas laminas quanto necessrio para se terminar a folga existente.
Elaborao:
37
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Todas as folgas existentes entre eixos e olhais, quando somadas, podero atingir valores bem superiores 1queles admitidos para a folga ajustvel existente entre a mesa de giro e os roletes de reao. Este fato causar uma instabilidade no equilbrio do guindaste quando em operao bem como o aparecimento de cargas de choque que tendero a aumentar ainda mais as folgas desejveis e solicitaro de forma mais severa o conjunto mesa / suportes.
Chassi
a plataforma instalada sobre a mesa ou rolamento de giro, onde encontram-se fixados todos os componentes estruturais e de acionamento do guindaste.
O chassi deve ser avaliado com relao a existncia de trincas. Os olhais do chassi so reas que recebem ateno maior, contudo, alguns guindastes apresentam indicaes nas soldas inferiores do chassi, como o caso dos guindastes American 9750 e o American 5750 (modelo antigo). A inspeo visual dessas regies Trinca em ensaio de PM deve proceder de forma minuciosa e detalhada nas soldas, atentando para escamaes na pelcula de tinta ou indicaes lineares de rachaduras. Tais condies so primordiais para se determinar a necessidade de recomendar um ensaio no destrutivos (LP ou PM) para avaliar a integridade da regio. Olhais para fixao da lana
Elaborao:
38
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
So componentes fabricados em ao fundido, soldados no chassi do guindaste, possuidores de olhais duplos de cada lado, com furaes para instalao da lana por meio de articulaes com pinos e mancais planos (5750) ou pinos e rtulas (5750 R).
Cavalete
Nome dado estrutura instalada na parte traseira do guindaste destinada a suportar, atravs de cabos de ao, a estrutura da lana. - Durante a inspeo do cavalete deve-se avaliar toda a integridade do mesmo: Os olhais e pinos quanto a desgastes e corroso; A estrutura quanto a corroso; a existncia de empenos e trincas. - A inspeo deste componente deve ser realizada visando determinar o estado do cavalete seus passadios e guarda corpos. No caso dos passadios e guarda corpos, caso os mesmos apresentem irregularidades que dificultem, impeam ou coloque em risco as pessoas que acessam os mesmos, deve-se enfatizar o estado do mesmo no relatrio e efetuar as recomendaes necessrias. - Deve-se verificar o estado dos pinos e olhais de fixao das hastes ou contraventamentos dos cavaletes. A corroso nesses componentes, associada a solicitaes de trao pode provocar fadiga e conseqentemente a ruptura dos mesmos. Guarda corpo empenado Ausncia de guarda corpo
Sistema de acionamento
Catraca sprag Nome dado a embreagem corredia tipo freio de recuo. Instalada na arvore de comando do movimento da lana do guindaste 9750 e no Tema Terra 380 L.
Elaborao:
39
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
- No 9750 recomendvel por garantir que o movimento de descida da lana ocorra motorizado, ou seja, controlado pelo trem de engrenagem. A correta atuao do componente depende diretamente da sua lubrificao, que feita com um leo prprio do sistema (antigamente usava-se uma mistura de leo e querosene). - No guindaste 380 L o componente responsvel por impedir o retorno dos tambores de cabos depois de cessado o comando de iamento. Devido a sua construo peculiar, est sujeita a intensos esforos de compresso nas superfcies em contato, devendo possuir nestes locais elevadas durezas superficial bem como um ncleo mais macio e resistente de modo a evitar a ocorrncia de deformaes ou rupturas que venham provocar a falha do componente em servio. - o nome dado embreagem corredia tipo freio de recuo (roda livre) instalada na rvore de comando do movimento de descida da lana. Definio da empresa Renold: um dispositivo que possui uma pista interna e outra externa, sendo que ambas podem assumir a funo de membro de entrada ou membro de sada. O membro de entrada pode ser configurado, na sua instalao, para conduzir o membro de sada em uma direo escolhida e ainda permitir que o membro de sada assuma velocidades maiores que o membro de entrada.
Catraca sprag do guincho Braden
American 9750
Em se tratando do sistema de acionamento da descida da lana, o dispositivo em questo responsvel por garantir que este movimento de descida ocorra de modo motorizado, ou seja, controlado pelo trem de engrenagens. A correta atuao do componente depende diretamente da sua lubrificao, realizada por lubrificante especfico contido em um pequeno recipiente localizado na extremidade do eixo de comando. A falha do dispositivo seria caracterizada pela possibilidade de haver movimento relativo entre as duas pistas em qualquer dos dois sentidos e no mais em apenas um deles. No caso do sistema da lana, a falha deste componente provocaria a descida descontrolada da lana devido quebra do acoplamento que havia entre o eixo de comando e o trem de engrenagens.
Elaborao:
40
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Conforme descrito no manual de operao do guindaste, o fabricante recomenda que, a cada 5000 horas de operao, a embreagem Sprag seja substituda. O componente retirado de servio deve ser enviado ao fabricante para avaliao.
Bombas, redutores e motores (hidrulicos) So componentes que no so desmontados para avaliao. As principais verificaes que devem ser feitas para garantir sua integridade so: - Fazer anlise peridica do leo interno de lubrificao; - Avaliar quando a rudos irregulares; - Checar a presso de trabalho, se est dentro das recomendaes do fabricante; - Checar quanto a vazamentos. - Checar quanto a periodicidade de desmontagem para avaliao de componentes internos, conforme determinao do fabricante. - Verificar registros de exame ferrogrfico do leo lubrificante da caixa de engrenagens e dos redutores dos conjuntos de giro Os redutores hidrulicos so formados por conjuntos de planetrias que multiplicam a forca do sistema hidrulico possibilitando o deslocamento dos tambores com esforos mnimos.
Elaborao:
41
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Guincho Braden
Muitos guinchos so acionados por unidades de motores hidrulicas individuais, consistindo dos seguintes componentes principais, com o guindaste SEATRAX: Motores Hidrulicos de baixo torque, alta velocidade, quer do tipo Engrenagem, Palheta ou Pisto Axial dependendo dos modelos do guincho e guindaste. Conectado porta de entrada de cada Motor Hidrulico est uma mola Prova de Falhas com presso liberada diretamente pela Vlvula de Freio Dinmica. Engrenagem Redutora Planetria conectando o Motor Hidrulico ao eixo do tambor. Uma pea slida, Eixo do Tambor apoiado em ambos os lados por Rolamentos AntiFrico e acionando o Tambor do Guincho atravs de uma conexo de chaveta endurecida. Mola " Prova de Falhas" aplicada, com presso liberada pelo Freio de Estacionamento Esttico atuando diretamente sobre o Tambor do Guincho. Grande parte dos guindastes utilizam sistemas hidrulicos do tipo Circuito Completo Aberto. Os redutores hidrulicos so utilizados em grande parte dos guindastes off-shore. Sendo usados nos guinchos de cargas e lana;
Elaborao:
42
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Nos redutores de giro;
Conjunto de planetrias
Nota: Estes redutores trabalham com sistema de planetria em seu interior, possibilitando o baixo esforo para movimentao da lana, das cargas e do giro dos guindastes. Mangotes / Tubulaes (Hidrulicas) Deve ser assegurado cuidadosamente que as mangueiras e as conexes fiquem protegidas em relao as condies ambientais a que sero expostas. Fatores ambientais como raio ultravioleta, oznio, gua salgada, insetos e matrias radioativos causam degradao e falha prematura. A avaliao detalhada das mangueiras deve ser efetuada em intervalos de trs meses. Em casos de falha: 1 Sintoma: O tubo interno da mangueira muito duro e rachou. Causa: O calor tende a lixvia os plastificantes para fora do tubo. Este um material que d mangueira a sua flexibilidade ou plasticidade. O leo arejado faz ocorrer oxidao do tubo. Esta reao do oxignio num produto de borracha far com que ele endurea. Qualquer combinao de oxignio e calor acelerar em muito o endurecimento do tubo interno. A cavitao que ocorresse dentro do tubo interno teria o mesmo efeito. 2 Sintoma: A mangueira est rachada tanto externa como internamente, mas os elastmes esto macios e flexveis temperatura ambiente. Causa: A razo mais provvel um ambiente excessivamente frio durante a flexo da mangueira. A maioria das mangueiras padro indicada para (-40 C), algumas das mangueiras so indicadas para (-49 C). As mangueira especificadas para a temperatura de (-54 C). A mangueira de teflon suporta at -73 C.
Elaborao:
43
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
3 Sintoma: Houve ruptura da mangueira e o exame do reforo de arame aps descascar a cobertura externa revela fios de ao quebrados em diversos pontos ao longo da mangueira. Causa: Isto indicaria uma alta incidncia de golpes de arete. As exigncias SAE do ensaio de golpe de arete para um reforo de dois traados de ao so 200.000 ciclos a 133% da presso de trabalho recomendada. As exigncias SAE do ensaio de golpe de arete para um reforo com quatro espirais de ao so de 400.000 ciclos a 133 % da presso de trabalho e a temperatura de 93 C. Se os golpes de arete extrapolados num sistema chegam a mais de um milho num espao de tempo relativamente curto, ento a melhor escolha ser uma mangueira reforada com espiral de ao. 4 Sintoma: Houve ruptura da mangueira, mas no h sinal de diversos fios de quebrados ao longo da mangueira. Causa: Isto indicaria que a presso excedeu a resistncia mnima ruptura da mangueira. Ou ser necessria uma mangueira mais resistente, ou ento o circuito hidrulico tem algum defeito que causa a formao de presses extraordinariamente altas. 5 Sintoma: Ruptura da mangueira. Um exame indica que o tranado de ao est enferrujado e que a cobertura externa sofreu corte, abraso, ou deteriorou seriamente. Causa: A nica funo da cobertura externa consiste em proteger o reforo. Os elementos capazes de destruir ou remover as coberturas externas so: - Abraso; Corte; cido de baterias; Limpeza a vapor; Soluo qumica de limpeza; cido muritico (para limpeza de cimento); gua salgada; Frio extremo. Sem a proteo da cobertura, o reforo fica suscetvel aos ataques de umidade ou outras matrias corrosivas. 6 Sintoma: Houve ruptura da mangueira na curva externa e parece que ela est elptica (torcida) na seo curva. No caso de uma linha que alimenta uma bomba, a bomba est barulhenta e muito quente. O cano de escape da bomba est duro e quebradio. Causa: Em ambos os casos, o problema devido provavelmente, a um raio mnimo de curvatura que no obedece s especificaes. Deve-se verificar o raio mnimo de curvatura SAE para assegurar-se de que a aplicao est dentro das especificaes. Nota: permitido diminuir o raio mnimo de curvatura quando a presso reduzida. Verifique isto com o seu fornecedor. No caso de uma linha que alimenta uma bomba, o colapso parcial da mangueira est causando a cavitao da bomba, o que resulta em rudo e calor. Esta uma situao bastante grave e resultar em falha catastrfica da bomba se no for corrigida. 7 Sintoma: A mangueira parece estar achatada num ou mais pontos e parece estar dobrada. Ocorreu, ruptura nessa rea, parecendo tambm estar torcida.
Elaborao:
44
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Causa: A toro de uma mangueira de controle hidrulico arrancar as camadas de reforo e permitir a ruptura da mangueira devido ao alargamento dos espaos entre as tranas de arame. Use conexes ou juntas giratrias, a fim de que nunca haja fora de tora agindo sobre uma mangueira hidrulica. 8 Sintoma: O tubo interno da mangueira soltou-se do reforo e acumulou-sena extremidade da mangueira. Em alguns casos poder mesmo sair pela conexo. Causa: A causa provvel um vcuo excessivo ou a mangueira errada para servio com vcuo. No se recomenda o vcuo para mangueiras de dois traados de ao, ou de 4 e 6 espirais, a no ser que se utilize algum tipo de mola interna de proteo. Mesmo que uma mangueira seja indicada para o vcuo, se estiver dobrada, achatada ou com uma curva muito fechada, este tipo de falha poder ocorrer. 9 Sintoma: A ruptura da mangueira deu-se aproximadamente seis a oito polegadas de distncia da conexo. O tranado de ao est enferrujado. No h cortes ou abraso na cobertura externa. Causa: Montagem imperfeita da conexo na mangueira, permitindo a entrada de umidade pela borda do corpo da conexo. A umidade penetrar pelo reforo. O calor gerado pelo sistema ir expuls-la em volta da rea da conexo, mas a umas seis ou oito polegadas de distncia ela ficar retida entre o tubo interno e a cobertura externa, causando ferrugem no reforo de arame. 10 Sintoma: existem bolhas na cobertura externa da mangueira. Ao furar essas bolhas, encontra-se leo dentro delas. Causa: Um pequeno furinho no revestimento interno est permitindo que o leo de alta presso se infiltre entre este e a cobertura externa. Eventualmente formar uma bolha no lugar onde a aderncia da cobertura estiver mais fraca. No caso de uma conexo reutilizvel, com rosca, uma lubrificao insuficiente da mangueira e da conexo poder causar esta condio, porque o tubo interno seco pegar no nipel e arrancar o necessrio para permitir infiltrao. Esta condio poder ser causada, ainda, por uma mangueira defeituosa. 11 Sintoma: Bolhas na cobertura externa de uma mangueira condutora de um fludo gasoso. Causa: O gs de alta presso est escapando atravs dos poros do tubo interno, acumulando-se sob a cobertura e formando, eventualmente, uma bolha onde a aderncia mais fraca. Existem mangueiras especialmente construdas para aplicaes com gases de alta presso. Consulte o seu fornecedor sobre qual a mangueira apropriada de tais casos. 12 Sintoma: A conexo escapou da extremidade da mangueira. Causa: Pode ser que a conexo errada tenha sido colocada na mangueira. Verifique as especificaes do fabricante e os nmeros de referncia das peas.
Elaborao:
45
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
No caso de conexes prensadas, a mquina poder ter sido mal regulada, resultando em prensagem excessiva ou insuficiente. O corpo externo de uma conexo rosquevel pode estar gasto alm de sua tolerncia. Tambm as matrizes, no caso de conjuntos prensados podem estar gastas alm da tolerncia. A conexo pode estar mal colocada na mangueira. Verifique as instrues do fabricante. A mangueira pode ter sido instalada sem a folga necessria para compensar os possveis 4 % que, a mangueira pode encolher ao ser pressurizada. 13 Sintoma: O tubo interno da mangueira est seriamente deteriorado, havendo evidncia de inchamento externo. Em alguns casos o tubo interno poder estar parcialmente escavacado. Causa: Ao que indica, o tubo interno da mangueira no compatvel com o agente conduzido. Mesmo que o agente em si seja normalmente compatvel, um calor maior poder ser o catalisador capaz de causar a deteriorao do tubo interno. Certifique-se de que as temperaturas de servio, tanto internas com externas, no estejam excedendo as recomendadas. 14 Sintoma: Ocorreu ruptura da mangueira. A cobertura est seriamente deteriorada e a superfcie da borracha est rachada. Causa: Pode-se tratar, simplesmente, de uma questo de idade. As rachaduras resultam da ao prolongada do tempo e do oznio. Tente determinar a idade da mangueira. Alguns fabricantes gravam a data na parte externa da mangueira. 15 Sintoma: A mangueira est vazando pela conexo devido a uma fenda no tubo adjacente solda da cabea de um meio flange. Causa: Como a rachadura adjacente solda e no na prpria solda, trata-se de falha causada pelo esforo de uma mangueira que deve encurtar sob presso e no tem a folga suficiente para tal. Resolvemos dzias desses problemas alongando o conjunto montado ou alterando a posio do mesmo, de modo a atenuar o esforo exercido sobre a conexo. 16 Sintoma: Uma mangueira com reforo em espiral estourou, partindo-se expondo o arame arrebentado e muito emaranhado. Causa: A mangueira curta demais para acomodar a alterao do comprimento que ocorre sob presso. 17 Sintoma: A mangueira est bastante achatada na rea de ruptura. O tubo interno est muito endurecido na parte descendente em relao ruptura, mas parece normal na parte ascendente. Causa: A mangueira foi dobrada, ou porque foi curvada muito violentamente ou por ter sido esmagada de algum modo, originando-se, assim, uma certa restrio. A medida que a velocidade do fludo aumenta pela restrio, a presso decresce ao ponto de vaporizao do fludo, o que comumente se chama de cavitao. Esta condio d origem a calor e oxidao rpida, o que endurece o tubo interno da mangueira no fluxo abaixo da rea de restrio.
Elaborao:
46
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
18 Sintoma: A mangueira no estourou, mas est vazando em profuso. A disseco da mangueira revela que o tubo interno est perfurado at o tranado de ao por uma distncia de aproximadamente duas polegadas. Causa: Esta falha indicaria uma eroso do tubo interno. Um jato de fluido fino como uma agulha, emitido em alta velocidade de um orifcio e incidindo num s ponto do tubo interno da mangueira ir, hidraulicamente, remover uma seo do mesmo. Verifique se a mangueira no est curvada junto a um cano que tenha um orifcio. Em certos casos onde se encontram altas velocidades a presena da partcula no fluido poder causar eroso considervel em sees curvas de um conjunto montado. 19 Sintoma: A conexo soltou-se da mangueira. A mangueira esticou bastante no sentido do comprimento. Esta poder no ser uma aplicao de alta presso. Causa: Mangueiras insuficientemente apoiadas. muito importante providenciar suportes para pedao muito longo de mangueira, especialmente aliado ao peso do fluido conduzido, faz presso sobre a conexo. Esta fora poder ser transmitida a um cabo ou corrente a qual se prende a mangueira com braadeiras. No se esquea de deixar a mangueira suficientemente folgada entre as braadeiras para compensar o possvel encurtamento de 4% quando a mangueira est sob presso. 20 Sintoma: A mangueira no se rompeu mas est vazando em profuso. Um exame da mangueira dissecada revela que o tubo interno estourou por dentro. Causa: este tipo de falha comumente chamada de estouro interno. geralmente associado com fluidos de viscosidade muito baixa, com ar, nitrognio, freon e outros gases. O que sucede que sob condies de alta presso, ocorre efuso dos gases para dentro dos poros do tubo interno, carregando-os como acumuladores em miniatura. Se a presso for reduzida, muito subitamente, a zero, os gases encurralados literalmente explodem para fora do tubo interno, muitas vezes chegando a fur-lo. Em algumas construes de mangueiras, um segundo tubo interno feito de plstico como nylon, inserido na mangueira. Um pequeno vazamento permitir ao fluido gasoso infiltrar-se entre os dois tubos internos e quando a presso reduzida a zero, haver colapso do primeiro tubo interno, devido a presso retida em volta de seu dimetro externo. 21 Sintoma: O conjunto montado com mangueira de teflon sofreu colapso internamente, num ou mais lugares. Causa: Uma das causas mais comuns disto o manuseio incorreto do conjunto de teflon. O teflon um material termoplstico que no se parece com a borracha se curvando violentamente, simplesmente d-se o colapso. Este tipo de colapso localizado numa rea, e radial. Quando o tubo de teflon est dobrado longitudinalmente num ou mais pontos isto pode ser resultado de calor (que amolece o tubo interno) juntamente com condies sub-atmosfricas em seu interior. Devido a tenso adicional do reforo de arame tranado, inerente a este tipo de mangueira, existe sempre uma trao radial sobre o tubo tentando empurr-lo. Uma ciclagem rpida de
Elaborao:
47
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
um agente muito frio poder produzir o mesmo tipo de falha. Muitos fabricantes oferecem uma mola interna de proteo para eliminar este problema. 22 Sintoma: As conexes esto sempre se soltando da mangueira de nylon. Causa: Contanto que a conexo correta para a mangueira tenha sido selecionada e colocada da maneira apropriada, a causa provvel da falha o calor. Os nylons sob compresso tm tendncia a amolecer e se espalhar para fora da rea de compresso quando sujeitos a temperaturas perto de (93 C) 23 Sintoma: Um conjunto montado com um tubo interno, de teflon est com um ou vrios vazamentos por pequenos orifcios. Causa: Esta situao ocorre quando um fluido base de petrleo, de baixa viscosidade, est correndo a grande velocidade, o que pode gerar alta voltagem devido a eletricidade esttica. Essa alta voltagem est procurando uma ligao terra e a nica disponibilidade o reforo de tranado de ao inoxidvel. Insto causa um arco eltrico, que penetra pelo tubo interno de teflon ao passar para o reforo externo. Existem tubos internos de teflon especialmente construdos com negro de fumo para torn-los condutores. Escoando a eletricidade esttica eles eliminam esse problema.
Sistema do guindaste HR
O guindaste HR possui um sistema de acionamento pneumtico que quando a manete de comando acionada, a cmara das cucas so alimentadas e os comandos so automaticamente pilotados.
11 09 08 07
Conjunto de descida motorizada Figura 1
Elaborao:
48
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Durante a inspeo de comando no guindaste HR deve-se atentar para o correto funcionamento dos acionadores (item 11). Para tal, deve pedir ao operador que acione o comando de subida de carga intermitentemente, estado o motor ligar e a embreagem geral desligada, onde ser observado se os pinos iro se deslocar, para fora e para dentro. O item 11 mostrado anteriormente e o corpo de cucas, responsvel pelo acionamento dos comandos, tanto de carga, quanto de lana e giro, dos guindastes HR. Pela foto abaixo se pode ter a idia de como funciona o processo de acionamento: a) O ar preenche a cmara (item 01, figura 2) b) Deslocando os diafragmas (item 02, figura 2) c) que por sua vez empurram os pinos acionadores (item 03, figura 2) d) estes pinos ao passarem pelas tampas (item 05, figura 2), tocam e travam o prato mvel (item 09, figura 1) que por fim acopla os discos de fibra e os discos de ao (itens 08 e 07, figura 1), fazendo assim o comando.
01
02
05
Vista explodida do Corpo de cucas Figura 2
O inspetor deve avaliar a correta atuao destes comandos em todos os sistemas (carga, lana e giro). Contudo, no caso do sistema de carga, o comando de descida
Elaborao:
49
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
controlado por um componente chamado (cinta do freio inversor). A cinta do freio fica instalada sobre o tambor, mostrado na figura 3. Estas cintas possuem um estojo de regulagem sobre as mesmas e qualquer folga imprevista pode provocar uma descida descontrolada de carga (existem diversos caso registrados na bacia de Campos). A forma correta de avaliar um funcionamento deste conjunto : a) Acionar a descida de carga, estado o guindaste ligado e a embreagem geral desligado, atentar para acionamento da cinta e possvel movimento do tambor, pois nesse momento o mesmo deve ficar parado e a parte da embreagem (onde fica o corpo de cucas) que deve movimentar. b) Aps est avaliao verifique o funcionamento do conjunto em operao e caso perceba movimento do tambor, recomende a regulagem da cinta.
- A inspeo deve atentar tambm a presena de desgastes nas cintas, discos de acionamentos e pistas dos tambores e a possveis vazamentos nas mangueiras e acionadores. - Outra avaliao importante para equipamentos a verificao da existncia de graxa ou leo na pintas de atuao das embreagens ou nas prprias cintas de acionamentos. O acumulo de graxa em regies prximas pode provocar a contaminao dos componentes. Comandos do guindaste HR Os guindaste HRs possuem os seguintes conjuntos de comandos: Cabrestante: Responsvel pela subida da lana. Possui o tambor de enrolamento do cabo de lana e 2 embreagens (subida e descida). Sobre as embreagens atuam os freios. O tambor de cabo tambm possui uma 3 cinta de freio. Embreagem de descida 50
Figura 3 cinta do freio inversor na descida motorizada
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Embreagem de subida Descida motorizada: O guindaste possui 2 conjuntos, uma para o sistema principal e outro para o auxiliar. Estes conjuntos so responsveis pela descida e subida de cargas, sendo que a embreagem controla a subida e o freio inversor responsvel pela descida.
Conjunto horizontal de reverso: Este conjunto responsvel pelos comandos de giro do guindaste, e tambm pela transmisso de trao para os conjuntos de descidas motorizadas (atravs da caixa de trem de engrenagem).
Tambor de freio de giro Conjunto vertical de giro: Responsvel por transferir o movimento do conjunto horizontal de reverso para o pinho de giro, possibilitando assim o movimento de giro do guindaste. Este conjunto possui um tambor na parte superior onde atuam as cintas de freios. Sendo assim, para que haja movimento de giro do guindaste, necessrio liberar a trava de giro (freio de giro).
Conjunto de tomada de fora: Responsvel por receber o torque da caixa de reduo (sada do conversor) e transmiti-la para o conjunto horizontal de reverso. 51
Elaborao:
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Conversor de torque: Recebe o torque do motor diesel e transfere esse torque multiplicado para a caixa de reduo,
Conjunto caixa de reduo: Recebe o torque do conversor de torque e transmite, atravs dos eixos cardans, para o cabrestante e conjunto de tomada de fora.
Sistema de comandos do guindaste American (serie 500 e 900)
Pinho da sada do conversor, onde trabalha a corrente qudrupla. Nos guindastes American (Serie 500 e 900), o motor diesel gera a rotao para o conversor, que por sua vez o multiplica e transmite, atravs da corrente qudrupla, para o eixo motor, e esse o transmite a todo trem de engrenagens.
Elaborao:
52
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Engrenagem do eixo motor, que tracionada pela corrente qudrupla.
Nota: Conforma foi citado anteriormente, os guindastes American 5750 modernizados possuem um guincho hidrulico (Braden) para movimentao da lana.
Freios
Os freios devem ser avaliados das seguintes formas: Guindastes Hidrulicos: Deve-se verificar a resposta de parada dos comandos, aps a manete ser colocada em neutro. A maior parte dos fabricantes recomenda que a cada 12 meses os conjuntos de lamelas sejam desmontados para avaliao da integridade dos discos (ao e frico).
Elaborao:
53
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Guindastes Pneumticos: Deve-se verificar possveis desgastes nas lonas das cintas, o alinhamentos das mesmas com os tambores e a existncia de contaminao por leo ou graxa. Posteriormente deve-se checar se as mesmas esto respondendo adequadamente aos comandos e se esto ou no apresentando retardo aps cessado o comando. Nesse caso deve-se avaliar a integridade das vlvulas de escape rpido das mesmas.
Sistema de comando e controle
Mecanismo de comando Para os guindastes American 5750, HR e American 9750 a verificao da resposta aos comandos por parte dos componentes atuados pneumaticamente deve ser realizada em duas etapas: A primeira ser a observao direta da atuao de cada componente pneumtico, que ocorrer com a lana estacionada em seu descanso, estando o moito e a bola peso apoiado no piso ou em outro lugar adequado. Devendo o motor diesel estar ligado e a embreagem geral desacoplada. Dessa forma ser possvel observar melhor a atuao dos componentes, devido ausncia de movimento de rotao nas embreagens e tambm que se evite o movimento de descida da lana e do moito, quando os freios forem liberados, fato este que poderia acarretar incidentes indesejados. Nesse processo deve ser avaliadas a existncia de vazamentos, danos e corroso nos componentes, presena de desgaste e/ou graxa nas superfcies de contato (interface lona / tambor de embreagem). Nota: Nos guindastes American
Nas embreagens de giro e, particularmente no conjunto da embreagem do abaixamento motorizado da carga, normalmente observada a presena de graxa nas superfcies de contato das
Elaborao:
54
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
lonas e a conseqente alterao da performance do componente. No caso do abaixamento de carga, a presena da graxa pode provocar a descida descontrolada da carga quando o operador acionar o comando para descida. Isto ocorreria pelo fato de a ligao motriz (embreagem) existente entre o trem de engrenagens e o tambor de cabo, no momento da descida, estar comprometida pela graxa permitindo ento que o prprio peso da carga suspensa provoque o deslizamento da embreagem, acelerando assim o movimento de rotao do tambor de cabo (descida), independentemente da velocidade do trem de engrenagens. A origem da graxa em questo est no excesso de lubrificante que expulso do rolamento da engrenagem (56 dentes), localizada por trs da regio visvel na foto, e chega ao centro do tambor da embreagem, pelo lado mostrado na foto, migrando at as superfcies de contato impulsionado pela fora centrfuga do movimento de rotao do tambor da embreagem. Visualmente, bastante simples perceber a presena indevida da graxa, no fundo do tambor, antes que as lonas possam ser alcanadas na sua regio perifrica. Uma outra irregularidade que tem sido detectada na embreagem de abaixamento motorizado o aparecimento de trincas na superfcie de atrito com as lonas (tambor), orientadas no sentido transversal ao do esforo atuante. Em estudo realizado para avaliao da profundidade dessas trincas, em um tambor de embreagem que operou durante 10.000 horas, foi constatado que a profundidade das mesmas atingia 8 mm, em mdia, fato este que no permitiu seu reaproveitamento aps a eliminao das trincas por usinagem. A segunda seria uma avaliao em conjunto com o operador da mquina, a resposta do guindaste aos comandos. Para os guindastes de acionamento hidrulico, devido prpria construo do seu acionamento (hidrulico) somente a segunda etapa poder ser realizada. Circuito de alimentao e despressurizao do console de comando
Elaborao:
55
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Circuitos de comando A seguir so mostrados os circuitos pneumticos e hidrulicos de comando dos guindastes 5750 e 5750 R.
Elaborao:
56
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Sistema de pneumtico da lana do guind. 9750
Indicador de ngulo da lana
O bom funcionamento deste componente imprescindvel para operao, pois a capacidade do guindaste est associada ao posicionamento da lana, sendo assim, o mesmo deve apresentar uma liberdade de movimento adequada. Deve avaliar a indicao do ngulo em zero grau. Para isso abaixe a lana em posio horizontal e compare e verifique o indicador de ngulo.
Sistema de indicao de carga
um sistema composto de sensor (es) de carga, sensor(es) de ngulo, interligados a painis de indicao, destinado a supervisionar o carregamento a que o guindaste est sendo submetido. Pode estar equipado com interfaces capazes de intervir nas operaes realizadas, impedindo-as,
Elaborao:
57
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
ou pode apenas monitor-las informando das irregularidades. Normalmente, o sistema apresenta informaes sobre seguintes parmetros de carregamento: a) carga suspensa no gancho. b) carga mxima admissvel para o presente ngulo de lana conforme estabelecido nas tabelas de carga em vigor. c) raio de alcance ou ngulo de posicionamento da lana. d) percentual do momento de tombamento atuante em relao ao valor mximo admissvel em cada posio da lana. Esquema simplificado de um sistema de monitorao de carga
Elaborao:
58
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Sistema de segurana
Desarme automtico da elevao de carga principal e auxiliar o dispositivo destinado a limitar a posio superior do moito ou bola peso (ganchos de carga) de modo a evitar a interferncia fsica acidental dos mesmos com a ponta da lana, e os conseqentes danos estruturais. Deve-se avaliar a correta atuao destes componentes. Em alguns casos, existem um sistema de marcha lenta, antes do desarme, que deve ser avaliado tambm. Uma boa maneira de avaliar a atuao da marcha lenta observar o deslocamento pela lateral do tambor. Neste caso, a haste de acionamento do sensor ser atuada pela espira de cabo alojada no tambor, interrompendo assim o movimento de subida da carga. uma configurao que est sujeita alteraes involuntrias da posio original de ajuste, em funo da uniformidade de enrolamento do cabo de ao.
Uma possvel ocorrncia indesejada, conseqncia da inexistncia ou do desajuste deste dispositivo, seria a seguinte: Pelo fato dos tambores de cabo estarem posicionados fora da lana (no chassi), no momento em que lana movida ocorre simultaneamente um ajuste da posio do moito e/ou bola peso que os aproxima ou afasta da ponta da lana, dependendo do sentido em que a lana foi comandada. Caso o moito ou a bola peso entrem em contato fsico com a ponta da lana e, a lana inicie ou continue o seu movimento de descida, a funo de sustentao da lana ser transferida do cabo da lana para o cabo de carga, sobrecarregando-o. A situao descrita provocar a ruptura do cabo de carga e a conseqente queda do moito/bola, uma vez que a capacidade do novo arranjo de sustentao da lana estar incompatvel com o peso a ser suportado.
Elaborao:
59
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Visando-se ento reduzir a possibilidade de ocorrncia da situao descrita anteriormente, o ajuste do ponto de desarme da elevao de carga dever ser realizado com a lana posicionada prximo horizontal (zero graus), onde a distncia do moito/bola para a ponta da lana ser a menor possvel.
Desarme automtico da elevao de lana Deve-se avaliar a correta atuao deste componente e registrar os valores de desarme nos limites inferior e superior. Em alguns casos, existem um sistema de marcha lenta antes do desarme, que deve ser avaliado tambm. Uma boa maneira de avaliar a atuao da marcha lenta observar o deslocamento pela lateral do tambor. Faz-se necessrio a avaliao da atuao do desarme superior, manualmente, no intuito de avaliar se o dispositivo no est travando ou at mesmo devido o fato de que em alguns guindastes o desarme superior feito por um sistema instalado na lateral do tambor.
Sistema de iamentos
Tambores Tambores para cabos de ao podem ser fabricados em ferro fundido, ao fundido ou soldado. Considerando-se os atritos nos mancais, seu rendimento de aproximadamente 95 %. O dimetro do tambor deve ser estabelecido em funo do dimetro do cabo. Preferencialmente deve ser provido de ranhuras helicoidais de modo que o cabo se enrole uniformemente e esteja menos sujeito ao desgaste. O raio da ranhura helicoidal deve ter dimenses adequadas de modo a evitar o aperto lateral ou o achatamento do cabo. A norma API RP 9A fornece uma serie de recomendaes prticas para tambores de cabos. Durante sua operao os tambores esto sujeitos a ao combinada de toro, flexo e compresso. As duas primeiras solicitaes produzem tenso aprecivel somente em tambores muito longos. O efeito da compresso bem maior, devendo portanto, ser avaliado com mais cuidado.
Elaborao:
60
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Como a superfcie do tambor est sujeita a ao de forcas fortemente distribudas pelo cabo de ao, o tambor pode ser comparado a um cilindro submetido a presso externa. Esta presso (P) pode ser avaliada pela seguinte expresso:
A tenso atuante nos arames de um cabo de ao reto solicitado por determinada carga acrescida de um certo valor quando o cabo flexionado em torno de polias ou tambores. A este acrscimo de tenso denomina-se tenso devida a flexo, cujo valor inversamente proporcional ao raio de curvatura do cabo. Em funo disto, o dimetro de polias e tambores devem ser especificados de modo a no criar tenses excessivas devido flexo, que certamente iro comprometer a vida til do cabo pelo efeito da fadiga. Existem varias fontes que abordam o assunto e estabelecem valores mnimos e valores recomendados para tais dimetros. A fadiga se manifesta pela ruptura e arames externos do cabo aps um determinado perodo de operao, devendo-se evitar que o seu numero ultrapasse os limites estabelecidos por NORMA. Batentes da lana So elementos estruturais destinados a limitar fisicamente (barreira) o ngulo mximo de posicionamento da lana (medido em relao a horizontal), evitando o seu tombamento sobre a cabine. Em alguns outros modelos de guindastes, podem possuir dispositivos armazenadores de energia (HR, Stalproduker) que auxiliam o retorno da lana a ngulos inferiores. Com a remodelagem do guindaste 5750, os batentes da lana, que eram do tipo tubo telescpio fixados simultaneamente lana e cabine passaram, intencionalmente, a ser fixados apenas ao cavalete, eliminando-se a unio do mesmo com a lana.
Elaborao:
61
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
CABOS DE AO
Alem da fadiga, os cabos de ao tambm podem estar submetidos a outros tipos de solicitaes, to severos, que seus efeitos devam ser considerados como prioridade em relao a fadiga. A abraso anormal pode ocorrer durante o enrolamento do cabo no tambor, quando modo de acomodao do cabo assim o permite, ou quando da passagem do cabo por uma polia desalinhada. J a corroso, pode ocorrer externamente devido a manuteno deficiente ou intermitente, que o caso mais grave, iniciada tambm pela manuteno deficiente e/ ou pela deposio de compostos de enxofre presentes em produtos utilizados para limpeza externa do cabo. Esta corroso interna no percebida externamente por meios visuais. Por tudo isso, a monitorao das condies fsicas dos cabos em servio, atravs de mtodos adequados, fator fundamental para a manuteno de condies operacionais seguras. Os cabos de ao devem ser inspecionados periodicamente conforme as normas aplicveis. Instalao e troca de cabos de ao. Ao retirar cabos de ao da bobina ou do tambor, deve-se tomar cuidado para que o mesmo no seja torcido ou distorcido, a fim de se evitar danos quanto a acomodao dos arames e conseqentemente dobras.
Elaborao:
62
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Recomendamos que este trabalho seja feito colocando a bobina com auxilio de um eixo sobre dois cavaletes e que este trabalho seja efetuado prximo ao tambor do guindaste. Nisto, um homem deve permanecer junto a bobina a fim de fren-la para que o cabo de ao permanea sob tenso. Antes de instalar o cabo, deve-se observar se as ranhuras no tambor (quando houver) so apropriadas ao seu dimetro. Tambm se deve tomar cuidado para que o cabo no seja arrastado no cho, pois, a poeira poder unir-se ao produto de lubrificao, ocasionando desgaste maior em sua vida til. (Graxa de lubrificao recomendada: GCA-2)
Posio da bobina na trocar cabos de ao em guindastes.
Sabemos que, uma vez que o cabo entra por cima do tambor, ele deve sair por cima da bobina.
Tambor
Bobina Entretanto, deve-se ter ateno para posio da bobina, pois, uma vez que ela esteja abaixo da lana, se formos projet-la para frente (ponta da lana), percebemos que o cabo na verdade estar saindo por baixo da bobina (foto abaixo).
Nota: Nessa condio o cabo ir criar blocos de tenses, que causar o enrolamento desordenado e reduo da vida til do mesmo.
Elaborao:
63
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Procedimento para troca de cabos em guindastes: (cabos de carga) 1 - Posicionar a bobina de cabo em um cavalete de frente para o guindaste. Atentar para a forma correta de sada e entrada do cabo da bobina para o tambor. 2 - Para cabos com soquete/ cunha, o mesmo dever ser desfeito o lao e cortado a extremidade do cabo para facilitar a passagem pelas roldanas. Para cabos com soquete chumbado ou resinado, estando o cabo reprovado, o mesmo poder ser cortado. Caso contrrio, o cabo dever ser totalmente removido para a instalao de outro. 3 - Efetuar a soldagem da extremidade do cabo em uso com a extremidade do cabo novo. (O mais adequado a utilizao de um TAPET) 4 - Rebobinar o cabo para enrolamento no tambor do guindaste e assim que o cabo novo estiver no tambor, efetuar o corte do cabo retirando a parte soldada do cabo novo. Retirar todo cabo usado do tambor e em seguida fixar o cabo novo ao tambor. Feito isso, basta refazer a instalao da ancoragem do soquete / cunha e fix-la bola peso. (No caso de cabo do moito basta passar novamente o cabo pelas roldanas do moito e ponta da lana e finalmente instalar o soquete /cunha fixando-o no local devido) Nota: Lembrar de lubrificar o cabo no instante que este estiver sendo rebobinado para o tambor do guindaste, utilizando a graxa GCA-2. (cabo de lana) 1 - Os cabos de lana em alguns casos sero posicionados atrs do guindaste. Contudo, deve atentar para a forma correta de sada e entrada do cabo da bobina para o tambor.
2 - Para cabos com soquete/ cunha, o mesmo dever ser desfeito o lao e cortado a extremidade do cabo para facilitar a passagem pelas roldanas.
Elaborao:
64
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Para cabos com soquete chumbado ou resinado, estando o cabo reprovado, o mesmo poder ser cortado. Caso contrrio, o cabo dever ser totalmente removido para a instalao de outro. 3 - Efetuar a soldagem da extremidade do cabo em uso com a extremidade do cabo novo. (O mais adequado a utilizao de um TAPET) 4 - Rebobinar o cabo para enrolamento no tambor do guindaste e assim que o cabo novo estiver no tambor, efetuar o corte do cabo retirando a parte soldada do cabo novo. Retirar todo cabo usado do tambor e em seguida fixar o cabo novo ao tambor. Feito isso, basta refazer a instalao da ancoragem do soquete / cunha e fix-la (na sela flutuante, no cavalete ou na outra extremidade do tambor, conforme o caso) Nota: Nos casos de guindaste que possuem sistema de desarme automtico para os sistemas de carga e lana (em especial os guindastes hidrulicos com sistemas eletroeletrnicos). Os desarmes devero ser by-passados ou desativados, a fim de possibilitar o enrolamento e desenrolamento do tambor. To logo o cabo esteja instalado os referidos desarmes devero ser colocados em operao, e caso necessrio, regulados. Manuteno em cabos de ao A nica manuteno prevista para cabos de ao a lubrificao. Quando a lubrificao de um cabo de ao no em periodicidade adequada o mesmo tende a apresentar corroso externa que consecutivamente ir se propagar para o interior do cabo. O cabo de ao de ser escovado, utilizando-se querosene como solvente, e em seguida lubrificado. Desta forma todo produto de corroso ser removido e o cabo estar protegido das intempries climticas. Nota: Nunca utilizar leo diesel como solvente para limpeza em cabos de ao, pois o mesmo possui alto teor de enxofre podendo ocasionar corroso interna no cabo. Enxofre: S gua: H2O A combinao dessas duas substncias produz um agente nocivo que o: H2SO4 (cido sulfrico).
Construo dos cabos de ao
Definies Para os efeitos da Norma N-2161, aplicam-se as seguintes definies.
Elaborao:
65
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
arame perna Cabo alma
vale: Espao entre as pernas externas individuais. Arames partidos no vale podem indicar a falta de afastamento entre as pernas.
toro Lang: Designao utilizada para cabos em que o sentido da toro da camada externa dos arames nas pernas igual ao do torcimento das pernas no cabo. Lang direita
Lang esquerda
toro regular: Designao utilizada para cabos em que o torcimento dos arames da camada externa da perna tem sentido oposto ao torcimento das pernas no cabo.
Elaborao:
66
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Regular direita
Regular esquerda
passo do cabo: Comprimento correspondente a uma volta completa de uma perna ao redor da alma.
Fabricao: Processo de construo de cabos de ao
Relao pernas x arames
Elaborao:
67
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Onde o primeiro numero se refere a quantidade de pernas e o segundo numero se refere a quantidade de arames em cada perna. Sendo assim: 6 x 19 => So 6 pernas com 19 arames cada 19 x 7 => So 19 pernas com 7 arames cada Resistncia dos arames
Denominao
Faixa de tenso kgf/mm2 Acima de 220 200 a 220 180 a 200 160 a 180
E.E.I.P.S extra extra improved plow steel E.I.P.S extra improved plow steel I.P.S improved plow steel P.S. plow steel
Tipos de distribuio dos fios nas pernas Existem vrios tipos de distribuio de fios nas camadas de cada perna do cabo. Os principais tipos de distribuio que vamos estudar so: normal; Seale; Filler e Warrington. Distribuio normal Os fios dos arames e das pernas so de um s dimetro.
Na composio "Seale" existem pelo menos duas camadas adjacentes com o mesmo nmero de arames. Todos os arames de uma mesma camada possuem alta resistncia ao desgaste.
Elaborao:
68
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
A composio "Filler" possui arames principais e arames finos, que seIVem de enchimento para a boa acomodao dos outros arames. Os arames de enchimento no esto sujeitos s especificaes que os arames principais devem satisfazer. Os cabos de ao fabricados com essa composio possuem boa resistncia ao desgaste, boa resistncia fadiga e alta resistncia ao amassamento.
"Warrington" a composio onde existe pelo menos uma camada constituda de arames de dois dimetros diferentes e alternados. Os cabos de ao fabricados com essa composio possuem boa resistncia ao desgaste e boa resistncia fadiga. Por outro lado, ainda existem outros tipos de composies que so formadas pela aglutinao de duas das acima citadas, como por exemplo, a composio "Filler-Seale", "Seale-Filler", "Warrington-Seale". Que atribui as caractersticas de ambas as composies. Tipos de alma nos cabos convencionais A principal funo da alma dos cabos de ao fornecer apoio para as pernas. Elas tornam possvel que o cabo mantenha o formato redondo e que as pernas fiquem posicionadas no lugar correto durante a operao. A escolha da alma do cabo ter efeito na performance do cabo de ao em operao. As almas mais comuns so as chamadas almas de fibra. Existem dois tipos de almas de fibra: - Alma de fibras sintticas (polipropileno). - Alma de fibras naturais (sisal). Lubrificada de modo conveniente durante o processo de fabricao, a alma de fibra fornece ao cabo a lubrificao adequada contra o desgaste produzido pelo atrito interno e proteo contra o ataque dos agentes corrosivos. Alma de fibra
Elaborao:
69
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
o tipo mais utilizado para cargas no muito pesadas. As fibras podem ser naturais ou artificiais (AF). Alma de ao A alma de ao pode ser formada por uma perna de cabo (AA) ou por um cabo de ao independente (AACI), sendo que este ltimo oferece maior flexibilidade somada alta resistncia trao.
AACI Cabos convencionais x no rotativos
AA
Nos cabos no rotativos as pernas internas so pr-formadas com toro em sentido contrrio ao das pernas externas. A tendncia equilibrarem-se as foras de rotao interna e externa, anulando-se os seus efeitos (rotao do cabo).
Critrios de descarte Todas as inspees devem considerar esses fatores individuais, reconhecendo os critrios especficos. Entretanto, a deteriorao muitas vezes provocada por um conjunto de fatores que causam um efeito cumulativo que deve ser reconhecido por pessoa qualificada e que se refletir sobre a deciso de descartar o cabo ou permitir que ele continue sendo usado. Em todos os casos, o inspetor deve investigar se a deteriorao foi causada por um defeito no equipamento; se for o caso, convm que ele recomende medidas
Elaborao:
70
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
especficas para retificar o defeito antes da fixao de um cabo novo. Como podemos estudar as possveis causas da ruptura de um cabo de ao? Quando rompido, o arame registra algumas caractersticas, atravs das quais, podemos concluir as possveis causas que geraram seu rompimento. Abaixo, apresentamos as caractersticas mais notadas em campo: Natureza e nmero de arames partidos O projeto geral de um guindaste no permite que a vida til de um cabo fique indefinida. A norma N-2161 estabelece os parmetros para determinar a aprovao ou reprovao de um cabo, em funo de sua construo.
Ocorrncia de arames partidos nessa rea normal Sob condies ideais e normais os arames devem partir em primeiro lugar na coroas dos cordes
A presena de arames partidos nesta rea critica e o cabo deve ser substitudo se houver mais de um num passo
Ruptura tpica no vale avaria critica
O flexionamento de acabo pode muitas vezes expor arames partidos encobertos nos vales, entre as pernas.
Arames partidos nos terminais Arames partidos nos terminais do cabo ou junto a eles, mesmo em pequena quantidade, indicam nveis elevados de tenso nessa posio e podem ser causados pela fixao incorreta do acessrio. Deve-se investigar a causa dessa deteriorao e, onde possvel, o terminal deve ser refeito, encurtando-se o cabo se houver um comprimento suficiente para o seu uso.
Elaborao:
71
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Observar quanto a presena de arames partidos nessa regio.
Concentrao localizada de arames partidos Quando os arames partidos esto muito prximos uns dos outros, constituindo um agrupamento localizado de tais rupturas, o cabo deve ser descartado. Se o agrupamento de tais rupturas ocorrer em um comprimento menor que 6d ou concentrarse em uma determinada perna, convm que o cabo seja descartado, mesmo que o nmero de arames partidos seja inferior ao valor mximo indicado nas tabelas A-1 da norma N-2161.
Notas: 1) Arames distribudos nas pernas do cabo. 2) Os valores acima correspondem a cerca de 8 % de reduo da seo reta metlica dos cabos (arames distribudos) e 3 % para os arames grupados. Estes valores no so vlidos para os cabos no rotativos. 3) Os valores acima esto baseados nas normas ISO-4309 e API RP 2l.
Elaborao:
72
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Taxa de aumento de arames partidos Em aplicaes onde a causa predominante da deteriorao do cabo a fadiga, os arames comeam a romper-se aps um certo tempo de uso, mas o nmero de arames partidos aumentar progressivamente a intervalos cada vez menores. Nesses casos, recomenda-se uma inspeo cuidadosa e o registro do aumento de arames partidos para se estabelecer a taxa de aumento das rupturas. Essa regra pode ser aplicada na definio da data prevista para o descarte do cabo.
Arames rompidos devido fadiga
Ruptura de pernas No caso da ruptura total de uma perna, o cabo deve ser descartado. Reduo do dimetro do cabo devida deteriorao da alma A reduo do dimetro do cabo devida deteriorao da alma pode ser causada por: 1) desgaste interno e mossa; 2) desgaste interno causado pelo atrito entre as pernas individuais e os arames no cabo, especialmente quando ele est sujeito a dobramento; 3) deteriorao da alma de fibra; d) ruptura da alma de ao; 4) ruptura das camadas internas em uma construo composta de diversas pernas. Se esses fatores causarem a reduo do dimetro do cabo (a mdia entre duas medies de dimetro perpendiculares entre si) em 3% do dimetro nominal do cabo para cabos resistentes rotao, ou 10% para outros cabos, os cabos devero ser descartados mesmo se no houver arames partidos visveis. NOTA - Os cabos novos podem apresentar um dimetro real maior que o dimetro nominal, de modo que o desgaste admissvel assim seja maior. Uma pequena deteriorao da alma pode no ser percebida atravs da inspeo normal, especialmente se as tenses no cabo estiverem bem balanceadas em todas as pernas individuais. Contudo, a condio pode reduzir significativamente a resistncia do cabo, de modo que qualquer suspeita de tal deteriorao interna seja verificada pelos
Elaborao:
73
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
procedimentos de inspeo interna. Se tal deteriorao for confirmada, o cabo de ao dever ser descartado. Deve-se atentar para forma correta de medir o dimetro dos cabos de ao:
CERTO
ERRADO
Desgaste externo A abraso dos arames externos das pernas externas no cabo causada pela frico, sob presso, com as ranhuras nas polias e tambores. A condio particularmente evidente em cabos mveis nos pontos de contato com a polia, quando a velocidade da carga est sendo aumentada ou reduzida, manifestando-se sob a forma de superfcies achatadas nos arames externos. O desgaste causado pela falta de lubrificao ou pela lubrificao incorreta, assim como pela presena de poeira e resduos. O desgaste reduz a resistncia dos cabos atravs da reduo da rea metlica. Quando o dimetro real do cabo tiver sido reduzido em 10% ou mais do dimetro nominal do cabo, devido ao desgaste externo, o cabo deve ser descartado mesmo se no houver arames partidos visveis.
Corroso externa e interna A corroso ocorre especialmente em atmosferas marinhas e poludas industrialmente, diminuindo a resistncia ruptura atravs da reduo da rea metlica do cabo e
Elaborao:
74
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
acelerando a fadiga, causando a superfcie irregular da qual a trinca se origina. Uma corroso grave pode reduzir a elasticidade do cabo.
Corroso externa
Corroso interna
a) Corroso externa - A corroso dos arames externos pode ser detectada visualmente. b) Corroso interna - Essa condio mais difcil de detectar que a corroso externa que freqentemente a acompanha. Variao no dimetro do cabo. Nos pontos em que o cabo dobra nas polias, geralmente ocorre a reduo do dimetro. Contudo, em cabos estticos, s vezes ocorre um aumento no dimetro devido ao acmulo de ferrugem sob a camada externa das pernas; Caso seja confirmada uma corroso interna grave, o cabo deve ser descartado imediatamente.
Nota: Outro mtodo atualmente usado para avaliar a integridade dos cabos de ao a inspeo eletromagntica, utilizado-se a norma N-2566 como referencia. Inspeo eletromagntica Ensaio no destrutivo (END) realizado em cabos de ao com a finalidade de avaliao da integridade interna, sendo normalmente capaz de detectar com preciso, no prprio local de instalao, a existncia de arames rompidos e redues da rea metlica resistente. Porm, devido ao lay-out de instalao do cabo da lana, o ensaio realizado no prprio local de instalao deixa de alcanar uma extenso significativa e, por isso, o cabo deve ser retirado e submetido a procedimento de inspeo adequado em terra.
Elaborao:
75
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
j) Deformao A destoro visvel do cabo da sua toro normal chamada de deformao e pode causar uma mudana da estrutura original que resultar na distribuio desigual de tenso no cabo. A distino entre as seguintes deformaes bsicas do cabo feita com base em sua aparncia: Na deformao tipo saca-rolha o eixo do cabo assume a forma helicoidal. Apesar de no implicar em perda de resistncia do cabo, esta deformao, se severa, pode transmitir uma oscilao durante a movimentao do cabo. Aps um longo tempo de servio, este defeito pode implicar em um aumento de desgaste e ruptura de arames. Quando o valor de x representado na FIGURA medido no ponto mais desfavorvel for superior a 1/3 do dimetro nominal do cabo esta regio deve ser monitorada para avaliao de aumento de desgaste e ruptura de arames. Esta deformao deve ser medida sem carga.
Figura Deformao tipo saca rolha 2) Destoro tipo gaiola de passarinho Essa condio se manifesta em cabos com um ncleo (ou alma) de ao quando ocorre um deslocamento da camada externa das pernas, ou quando a camada externa se torna mais longa que a camada interna das pernas. Tal condio pode ocorrer em funo de um alvio repentino de tenso. Uma destoro tipo gaiola de passarinho motivo para o descarte imediato.
Elaborao:
76
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Figura - gaiola de passarinho 3) Alma saltada ou protuberncia de alma Essa caracterstica freqentemente associada deformao tipo gaiola de passarinho, quando o desequilbrio do cabo indicado na extruso da alma. A extruso da alma motivo para o descarte imediato.
4) Arame deslocado Nessa condio, certos arames ou grupos de arames se projetam para cima, no lado oposto do cabo com relao ranhura da polia, sob a forma de olhais - essa caracterstica geralmente causada pelo carregamento abrupto. Uma deformao severa motivo para o descarte do cabo
Elaborao:
77
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
5) Aumento localizado do dimetro do cabo Um aumento localizado do dimetro do cabo pode ocorrer, podendo afetar uma seo relativamente longa do cabo. A condio geralmente est associada a uma destoro da alma (em certos ambientes, uma alma de fibra pode sofrer inchao devido ao efeito da umidade) e conseqentemente gerando um desequilbrio nas pernas externas, que ficam orientadas incorretamente. Uma condio severa motivo para o descarte do cabo.
6) Reduo localizada do dimetro do cabo A reduo localizada do dimetro do cabo est freqentemente associada ruptura da alma. As reas junto extremidade devem ser examinadas com cuidado quanto a tais deformaes. Uma condio severa motivo para o descarte.
7) Achatamentos Os achatamentos ocorrem em decorrncia de danos mecnicos; no caso de achatamentos graves, o cabo deve ser descartado. 8) Ns ou olhais apertados Um n ou olhal apertado uma deformao causada por um olhal no cabo que foi apertado sem permitir a rotao em torno do seu eixo. Ocorre o desequilbrio do comprimento do passo, causando o desgaste excessivo, e em casos severos o cabo ser destorcido de tal forma que apenas uma pequena parte de sua resistncia ser mantida. Um n ou olhal apertado motivo para o descarte imediato.
Elaborao:
78
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
9) Dobras Dobras so deformaes angulares do cabo causadas por fatores externos. Essa condio motivo para o descarte imediato.
k) Danos causados pelo calor ou arco eltrico Os cabos de ao que foram expostos a efeitos trmicos excepcionais, reconhecidos externamente pelas cores produzidas, devem ser descartados. Desempenho operacional de cabos de ao O registro preciso de informaes pela inspeo ou manuteno pode ser usado para prever o desempenho de um determinado tipo de cabo em um guindaste. Tais informaes so teis no controle dos procedimentos de manuteno e no controle do estoque de cabos de reposio.
ACESSRIOS DE MOVIMENTAO DE CARGA
DEFINIES Anel de Carga Acessrio usado para fixar os laos de cabo de ao ou lingas de correntes, para movimentao de carga em geral (ver norma ABNT NBR 13542). Pino (Caviro) Barra reta de seo circular que passa atravs dos olhais, ficando firme quando em posio e podendo ser facilmente desmontado (ver norma ABNT NBR 13545). Presilha
Elaborao:
79
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Acessrio prensado sobre a base de um olhal confeccionado em uma extremidade de cabo de ao. Dimetro Nominal de um Cabo de Ao Dimetro da circunferncia que circunscreve o cabo. Linga Dispositivo composto de cabos, correntes ou cintas e acessrios, destinado a promover a interligao entre o equipamento de movimentao de carga e a carga. Gancho Acessrio para movimentao de carga composto de uma fixao superior e uma pea recurva. Garganta do Gancho Distncia d no gancho, indicada na figura abaixo.
Grampo Acessrio de cabo de ao composto de uma base estriada, para assentamento do cabo, e um estojo forma de u com 2 porcas para formao de olhais.
Grampo em
Manilha
Manilha de Carga Acessrio para movimentao ou fixao de carga, formado por 2 partes facilmente desmontveis, consistindo de corpo e pino.
Moito Dispositivo constitudo basicamente de uma caixa,
Elaborao:
80
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
com um gancho em uma das extremidades, dentro da qual trabalha duas ou mais polias.
Moito
Cadernal Acessrio para movimentao de carga constitudo, basicamente, de uma caixa dentro da qual trabalham 2 ou mais polias. Olhal de Cabo de Ao Extremidade de lao de cabo de ao formada com uma volta do prprio cabo em forma de ala. Olhal Tranado Flamengo Olhal cujo tranado feito abrindo-se a ponta do cabo em 2 metades, separando-se as pernas, 3 a 3, e curvando-se uma metade para formar um olhal, entrelaando-se a outra metade, em seguida, no espao vazio da primeira, fixado com presilha. Olhal Dobrado Extremidade onde o cabo como um todo dobrado para formar uma ala, sendo sua extremidade fixada ao corpo do cabo mediante uma presilha de alumnio. Olhal Tranado Manualmente (ou com Ns) Olhal cujo tranado feito formando-se um lao e fazendo-se com que as pernas da extremidade morta entrem por dentro das pernas da extremidade viva, pelo menos, 5 vezes, formando-se os ns. Sapatilho Acessrio de cabo de ao, em forma de gota, com seo em meia cana, utilizado para proteo do olhal do cabo de ao (ver norma ABNT NBR 13544). Coroa do Sapatilho Parte curva do sapatilho. Soquete Terminal de cabo de ao utilizado para fixao, sem necessidade da confeco de olhais. Soquete Aberto Soquete que consiste em copo, garfo e pino.
Soquete aberto
Elaborao:
81
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Soquete Fechado Soquete que consiste em copo e ala.
Soquete de Cunha Soquete em que o cabo fixado atravs de um dispositivo em forma de cunha.
Soquete fechado
Condies gerais de inspeo Em qualquer acessrio verificar a existncia de corroso, trincas, deformaes e desgaste. A periodicidade das inspees deve ser determinada em funo das condies de uso de cada acessrio pelo rgo de inspeo responsvel. Notas: 1) Recomenda-se que o perodo mximo para inspeo de todos os acessrios seja igual ou inferior a 1 ano. [Prtica Recomendada, segundo norma N-2170] 2) Sempre que um acessrio sofrer uma utilizao anormal ou indevida, o acessrio deve ser separado para inspeo. Durante as inspees devem ser consultados os registros de inspeo anteriores, bem como a documentao relativa rastreabilidade de fornecimento, quando do recebimento de acessrio novo ou transferido para unidade. Acessrios como ganchos, manilhas, anel de carga e soquetes no devem ser recuperados. Diante da identificao de reparos, os ganchos, manilhas, anel de carga e
Elaborao:
82
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
soquetes devem ser rejeitados. Por questo de segurana devem ser destrudos todos os acessrios citados nesta Norma que tenham sido substitudos quando da inspeo em servio. INSPEO DE COMPONENTES (N-2170) Inspeo de Manilhas Deformaes plsticas apresentadas pela manilha ou pelo pino so causas para suas substituies. Manilhas apresentando trincas, mossas, desgaste no pino e/ou no corpo igual ou superior a 10 % do dimetro de projeto devem ser substitudas. Inspeo de Ganchos Os ganchos devem ser substitudos quando forem detectados 1 ou mais dos seguintes defeitos: a) toro maior que 10 (ver FIGURA 2); b) abertura da garganta 15 % maior que a abertura original d (ver FIGURA -1) c) trincas; d) desgaste acentuado maior que 10 % de e (ver FIGURA -1). Notas: 1) Para ganchos com haste deve ser verificada a liberdade de giro atravs de esforo manual. 2) No permitida a soldagem dos olhais, para fixao da lingeta-trava no gancho, sem um procedimento de soldagem qualificado.
Figura 1 -Gancho Inspeo de Lingas e Acessrios Deve-se substituir o cabo em servio quando:
Figura 2
Elaborao:
83
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
a) o total de arames partidos visveis em qualquer comprimento de 6 vezes o dimetro do cabo exceder 5 % do nmero de arames do cabo; b) houver 5 arames partidos em uma mesma perna em qualquer comprimento de 6 vezes o dimetro do cabo (no aplicvel a cabos de classificao 6 x 7); c) houver mais de 1 arame rompido no interior do cabo, em qualquer comprimento de 6 vezes o dimetro do cabo. O cabo de ao da linga deve ser inspecionado conforme os critrios estabelecidos na norma ABNT NBR 13543. A linga deve ser substituda quando a quantidade de arames partidos na unio do cabo de ao com o soquete, presilhas ou outros acessrios estiver acima do estabelecido na tabela abaixo (segundo norma N-2170) TABELA 1 - CRITRIOS PARA SUBSTITUIO DA LINGA EM FUNO DA QUANTIDADE DE ARAMES PARTIDOS Classificao dos cabos de ao (ver nota 1) Quantidade mxima de arames partidos, permitida 6 x 19 1 6 x 37 2
Notas: 1) De acordo com a norma ABNT NBR 13543. 2) No caso de lingas com tranado manual ou tranado com ns, deve ser feita inspeo visual no tranado, de forma a verificar se o nmero de ns no inferior a 5.
LINGAS COM OLHAIS Inspeo do Olhal As lingas devem ser rejeitadas se ocorrer 1 ou mais dos seguintes defeitos: a) deformao permanente da coroa do olhal; b) quantidade de fios partidos acima dos limites estabelecidos na TABELA 1; c) corroso e desgaste na coroa do olhal com valor superior a 10 % do dimetro nominal. Nota: Caso o olhal tenha sapatilho, devem ser rejeitados se forem detectados 1 ou mais dos seguintes defeitos: a) sapatilho mordendo o cabo; b) abertura do sapatilho menor que o dimetro do cabo; c) desgaste em algum ponto da coroa do sapatilho, superior a 10 %; d) sapatilho com trincas. Devem ser verificadas se as condies de utilizao das lingas esto de acordo com
Elaborao:
84
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
as restries indicadas para os tipos de olhais empregados, conforme norma ABNT NBR 11900: a) tipo 1: sem restries; b) tipo 2: alta temperatura, gua salgada ou contato com superfcies abrasivas; c) tipo 3: em situaes em que o lao sofra cargas cclicas ou rotaes; d) tipo 4: em operaes com cargas suspensas que envolvam riscos humanos ou ocorrncias como as indicadas para o tipo 2. Inspeo da Base do Olhal a) em olhal com tranado flamengo ou dobrado com presilha, verificar a existncia de fios rompidos junto presilha, rejeitando a linga caso esta quantidade esteja fora dos limites estabelecidos na TABELA 1; inspecionar quanto existncia de trincas, realizando, se necessrio, o ensaio de lquido penetrante, segundo o procedimento descrito na norma PETROBRAS N-1596, diante a identificao de trincas a linga deve ser rejeitada; b) em olhal com tranado manual, verificar a existncia de fios rompidos junto ao tranado, rejeitando a linga caso esta quantidade esteja fora dos limites estabelecidos na TABELA 1 ou o nmero de ns no tranado seja menor do que 5; c) em olhal com grampos verificar a existncia e a quantidade de fios partidos junto aos grampos, dando especial ateno ao grampo mais afastado, rejeitando a linga ou, quando possvel, reposicionar os grampos a 2 m de sua posio original, caso este nmero esteja fora dos limites estabelecidos na TABELA 1; o lao deve ser refeito se forem encontradas 1 ou mais das seguintes no-conformidades: - quantidade de grampos, comprimento da perna morta e torque em desacordo com o estabelecido na norma N-2170; - posicionamento dos grampos (ver FIGURA 3); - deslizamento relativo entre os grampos e o cabo de ao. Nota: Deve ser verificado o aperto dos grampos, conforme o estabelecido na norma N-2170.
Figura 3 LINGAS COM SOQUETES
Elaborao:
85
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Soquete Aberto ou Fechado A linga deve ser rejeitada, caso o nmero de fios partidos junto ao soquete ultrapassar os valores fixados na TABELA 1. Rejeitar a linga, quando ocorrerem trincas ou desgastes no corpo (soquete fechado) ou no pino (soquete aberto) que reduzam em 10 % a sua dimenso original (ver FIGURA 4). Figura 4
Nota: Diante da condenao da linga pela identificao de trincas em soquetes ou presilhas, a substituio destes itens no conjunto reprovado, deve ser considerada como um processo de fabricao de um conjunto novo, seguindo os requisitos normativos cabveis.
Soquete de Cunha A linga deve ser rejeitada ou, quando possvel, o soquete deve ser reposicionado para uma posio localizada a 2 m da original, caso o nmero de fios partidos junto ao soquete ultrapassar os valores fixados na TABELA 1. Trocar o soquete ou rejeitar a linga, quando ocorrerem trincas, desgaste no pino acima de 10 % de seu dimetro original ou se a cunha estiver soltando do soquete. Atentar para a montagem correta, ilustrada na FIGURA 5.
Figura 5
Formas corretas de montagem
Formas erradas
Um outro aspecto que deve ser avaliado durante a inspeo o posicionamento do cabo no soquete, durante a confeco do lao (ver figura 6), devendo-se lembrar :
Elaborao:
86
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Uma vez montado errado o estaria sofrendo tenses no previstas podendo acarretar sobrecarregamento em um determinado grupo de arames e posteriormente a ruptura dos mesmos, at que ocorresse a ruptura do prprio cabo. Figura 6
Certo
Errado
Ancoragem do cabo da lana invertida.
Lingas de Correntes Recomenda-se que a inspeo de lingas de correntes seja efetuada de acordo com a norma ISO 3056. [Prtica Recomendada, citada na N-2170] Anis de Carga Os anis de carga devem ser substitudos quando forem detectados 1 ou mais dos seguintes defeitos: a) desgaste acima de 10 % de sua dimenso original; b) trincas e deformaes, em qualquer regio, detectveis por inspeo visual (ver norma PETROBRAS N-1597) ou se necessrio com lquido penetrante (ver norma PETROBRAS N-1596). Inspeo de Moites e Cadernais Verificar a integridade dos componentes do destorcedor (swivel), bem como sua liberdade de movimento por giro manual. Deve ser verificada a integridade e a fixao das placas laterais, bem como deformaes visveis nas placas laterais. Verificar, se necessrio, por meio de ensaios no-destrutivos, a integridade do ponto de ancoragem do cabo de carga, se aplicvel. As polias dos moites e cadernais devem ser verificados quanto aos seguintes itens: a) desgaste e/ou deformaes do canal e do flange conforme citada na norma N-2170; b) folga existente entre polia e eixo;
Elaborao:
87
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
c) liberdade de giro da polia; d) verificar a existncia de trincas especialmente nos canais, utilizando ensaios no-destrutivos, se necessrio; e) verificar se h marcas no canal provocadas pelo cabo de ao; a presena de marcas deve ser avaliada quanto natureza, gravidade e comprometimento resultante ao cabo; danos em revestimentos ou marcas no metal base em reduzidas profundidades podem demandar a necessidade de monitorao. Parafusos Olhais Os parafusos olhais devem ser substitudos quando forem detectados 1 ou mais dos seguintes defeitos: a) rosca apresentar espanamento; b) desgaste ou reduo do dimetro do corpo do olhal maior que 10 % do dimetro nominal; c) trincas e deformaes, em qualquer regio, detectveis por inspeo visual (ver norma PETROBRAS N-1597) ou se necessrio com lquido penetrante (ver norma PETROBRAS N-1596). PENDENTES Os pendentes so co-responsveis pela sustentao da lana. So componentes submetidos somente a esforos de trao, estando portanto, isentos de solicitaes como flexo, abraso e esmagamento, que so caractersticas dos sistemas possuidores de polias e tambores. Em funo disto, apresenta um tempo de vida til bem superior aos dos demais cabos devendo ento ser monitorados principalmente quanto a presena de corroso interna que conforme j foi dito normalmente no apresenta sinais externos de sua presena. Novamente a inspeo eletromagntica seria a melhor opo para o caso, exceto para o interior dos terminais que seria mais bem inspecionado por ensaio no destrutivo (PM). Atualmente tambm feito teste de carga com tracionamento de 2 vezes a carga de trabalho do componente. Quanto presena de arames rompidos (todas as sees), ateno especial deve ser dada as seguintes regies: A) Regio adjacente aos terminais, devido a existncia de frestas, que so pontos preferenciais de corroso e so tambm pontos de ancoragem dos arames do cabo. B) Regio que permanece prxima a guia do cabo de carga instalada sobre a lana, que pode apresentar arames rompidos pela abraso entre o cabo e a guia (quando for o caso). Nota: O guindaste LIEBHERR GOS possui tensores metlicos no lugar dos pendentes convencionais de cabos de ao.
Elaborao:
88
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Um outro ponto a ser observado na inspeo dos pendentes o seu cumprimento, que pode se apresentar inadequado de, pelo menos, trs maneiras: 1) Comprimentos diferentes entre os dois conjuntos provocando alterao da posio original do cadernal e criando esforos de flexo no cabo (entrada do terminal) e no prprio terminal. 2) Comprimentos reduzidos dos pendentes requerem que maior quantidade de cabo de lana seja desenrolada para o posicionamento da lana em um determinado ngulo. Assim sendo, deve-se atentar para a possibilidade de solicitao mecnica da ancoragem do cabo no tambor. 3) Comprimentos excessivos dos pendentes podem permitir a aproximao total e o torque das duas selas de roldanas sem que a lana tenha atingido o seu ngulo Maximo de operao. Caso essa situao no seja percebida pelo operador e seja dada continuidade subida da lana, o cabo de lana ser solicitado trao no limite da capacidade de trao do tambor (Existem registro de ocorrncias de ruptura do cabo de lana em unidades de Bacia de Campos por situaes deste tipo). Deve-se tambm observar se a capacidade original de armazenamento do tambor da lana suficiente para acomodar a quantidade adicional criada pelos pendentes longos.
ROLDANAS
Atualmente na EP-BC, para o guindaste American 5750 os valores admissveis para a profundidade dos sulcos das roldanas desgastadas so registrados em procedimento de inspeo, assim como, os valores do guindaste Clarck Chapman (P-31). A leitura de manuais dos fabricantes faz-se necessrio para se ter parmetros, pois alguns fabricantes especificam em seus manuais os valores dessas profundidades e citam que o desgaste mximo admissvel de 4 mm. A eficincia de uma polia definida como sendo a relao entre os esforos atuantes nas duas pernas de cabo que por ela passam. O acrscimo de carga que ocorre para cada trecho do cabo aps a passagem pela polia originado devido a necessidade de se vencer tambm o atrito no correspondente mancal. Durante a inspeo das polias (roldanas) deve-se atentar para os seguintes aspectos: a) b) c) d) e) Desgastes laterais, que podem caracterizar o desalinhamento da mesma; Livre movimentao das roldanas; Marcas do cabo no interior do sulco; Fixao dos eixos; A existncia de dispositivo de segurana para evitar a sada do cabo do sulco da roldana;
Elaborao:
89
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
f) Comparar a profundidade do sulco com sua dimenso original; g) Com o auxilio de um calibre de roldana, baseado na tabela 3.4 da norma API RP 9B de valores mnimos permitidos, avaliar se a roldana instalada compatvel com o cabo em uso. h) Verificar a existncia de folgas radiais e axiais, que podem caracterizar desgastes dos rolamentos ou das buchas.
Marcas do cabo no interior do gorne
Calibre de comparao do sulco da roldana e o dimetro do cabo
Com o uso constante, o cabo tem seu dimetro reduzido. Como durante o trabalho o cabo provoca um desgaste natural das polias, quanto maior a reduo do dimetro do cabo, maior o desgaste irregular da polia, provocando assim um sulco de dimetro inferior ao recomendado. Quando um cabo novo colocado na polia danificada, este passa a no assentar perfeitamente no canal, provocando no cabo, durante o uso, amassamentos e desgaste por abraso prematura, que diminuiro sua durabilidade. Por tudo isso, procure verificar as polias com cuidado de tempos em tempos, e retifique aquelas que estiverem com problema. No caso do perfil da polia estar muito danificado, a melhor opo substitu-la por uma nova. O uso de um gabarito de polias facilita a identificao destes problemas.
LUBRIFICAO
Dependendo do tipo de guindaste os mtodos de lubrificao variam. Contudo na maioria dos casos alguns componentes tm sempre o mesmo mtodo, que a lubrificao por graxa.
Elaborao:
90
Na maioria dos casos os fabricantes determinam os pontos que devem ser lubrificados, e a periodicidade para cada um deles. Entretanto, dependendo-se das condies de utilizao, condies climticas, etc,
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Funo dos lubrificantes As principais funes dos lubrificantes, nas suas diversas aplicaes, so as seguintes: Controle do atrito - transformando o atrito slido em atrito fludo, evitando assim a perda de energia. Controle do desgaste - reduzindo ao mnimo o contato entre as superfcies, origem do desgaste. Controle da temperatura absorvendo o calor gerado, pelo contato das superfcies (motores etc) Controle de corroso - evitando que a ao de cidos destrua os metais Transmisso de fora funcionando como meio hidrulico, transmitindo fora com um mnimo de perda (sistema hidrulico) Amortecimento de choques - transferindo energia mecnico para energia fluida (como nos amortecedores dos carros) e amortecendo o choque dos dentes de engrenagens. Remoo de contaminantes - evitando a formao de borras, lacas e vernizes. Vedao - impedindo a sada de lubrificantes e a entrada de partculas estranhas (funo das graxas), e impedindo a entrada de outros fluidos ou gases (funo dos leo nos cilindros de motores ou compressores) A falta de lubrificantes causa uma srie de problemas nas mquinas. Estes problemas podem ser enumerados, conforme a ocorrncia, na seguinte seqncia: I. II. III. IV. Aumento do atrito Aumento do desgaste Aquecimento Dilatao das peas
Elaborao:
91
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
V. VI. VII. VIII. Desalinhamento Rudos Grimpagem Ruptura da pea
O guindaste American 5750, American 9750, HR entre outros, possuem caixas de engrenamento que so lubrificadas por imerso em leo. Os guindaste Liebherr (em seus vrios modelos) tambm possui uma caixa de distribuio, onde o engrenamento e os rolamentos so lubrificados por imerso em leo. Nesses casos, o nvel de leo deve ser constantemente controlado porque, alm de lubrificar, ele tem a funo de resfriar a pea. - As engrenagens dos guindastes mecnicos (American 5750, 9750 entre outros) devem ser lubrificadas com graxa, manualmente. Contudo, lembrar que quando for lubrificar equipamentos os mesmos devem estar parados.
- As roldanas, eixos, mancais e rolamentos de guindastes so lubrificados atravs de bicos graxeiros. Existem diversos tipos que equipamentos que auxiliam na execuo desse servio. A lubrificao incorreta ou ausncia de lubrificao causa falha do sistema. Ex.: 1 - Roldanas que possuem buchas ao invs de rolamentos apresentam desgastes tanto nas buchas quanto no eixo de fixao, possibilitando dessa forma um acidente. 2 Os rolamentos com deficincia de lubrificao danificam os rolos ou esferas podendo travar. Nota: Graxa Ponto de gota O ponto de gota de uma graxa a temperatura em que se inicia a mudana do estado pastoso para o estado lquido (primeira gota). Precaes na lubrificao
Elaborao:
92
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
1 No caso de lubrificao por bico graxeiros, deve-se verificar se estes no esto danificados os impregnados de tinta ou impurezas.
Anlise de lubrificantes A anlise do lubrificante nos permite identificar, quantificar, traar um perfil de desgaste do equipamento e componentes, alem de avaliar a sua degradao natural. Do lubrificante que circula entre as partes do equipamento se obtm todas as informaes necessrias sobre o seu estado. As partculas de contaminao e as partculas de desgaste esto nele presentes e, identific-las atravs anlise especifica, nos permite traar um perfil de desgaste dos seus componentes. O controle de lubrificante vital para que o equipamento se mantenha em condies de plenitude operacional. Este controle nos permite identificar no somente o desgaste do equipamento, mas a degradao natural e a sua troca ou interveno no momento exato. O monitoramento das partculas de desgaste baseia-se principalmente em dois fatores: Que as interfaces das peas mveis so continuamente lavadas pelo lubrificante e que as partculas de desgaste so arrastadas por este lubrificante. Que a velocidade de gerao destas partculas torna-se maior com o aumento do desgaste. Que o exame das partculas de desgaste arrastadas pelo lubrificante um meio reconhecidamente eficaz de se conhecer a sade dos equipamentos e quanto exerccio regularmente habilita a deteco de falhas incipientes e a implementao de um programa de monitoramento das condies dos mesmos no dia-a-dia de uso. Tcnicas tm sido aplicadas para conhecer a natureza das partculas de desgaste em termos qualitativos, quantitativos e atualmente a maioria destas tcnicas so aplicadas em amostras dos lubrificantes em uso. Estas amostras so coletadas em intervalos regulares, pr-determinados e a avaliao dos metais de desgaste executada. A principal anlise atualmente executada a ferrografia, que consiste na contagem e na observao visual das partculas existentes em uma amostra de lubrificante. Baseiam-se nos seguintes princpios: A maioria dos sistemas mecnicos desgasta-se antes de falhar. O desgaste gera partculas. A natureza e a quantidade de partculas dependem de causa e da severidade do desgaste.
Elaborao:
93
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Analisar partculas o mesmo que analisar as superfcies que se desgastam. Existem dois nveis de Anlise ferrogrfica. - A primeira, quantitativa, fornece uma indicao da severidade do desgaste; - A segunda, analtica, leva ao conhecimento das causas do desgaste.
TURCO DE BALEEIRA
1 Estrutura Todas as peas giratrias esto com graxeiras e devem ser lubrificadas com graxa, aplicada com bomba semanal mente, em quantidade tal, que faa a mesma sair nos dois lados dos mancais. Tal procedimento garante uma lubrificao correta. Os canais para graxa, quando entupidos, dever ser limpos, desmontando-se o conjunto completo da polia. Caso no se proceda assim, a lubrificao no ter efeito e o sistema sofrer as conseqncias. As partes roscadas dos esticadores devero ser mantida sempre engraxadas. Para lubrificantes recomendados ver desenho n 9 A 890. Os pontos para graxeiras esto definidos no desenho a seguir. Antes da desmontagem do conjunto completo da polia, as lingas de manuteno devem ser fixadas aos olhais de vante e r da baleeira e do turco. AO TRMINO DA MANUTENO RETIRAR AS LINGAS DE VANTE E RE
Elaborao:
94
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Braos No caso de baleeiras e botes de resgate so em nmero de dois, de construo soldada, em ao ASTM A-131. So os principais componentes estruturais que efetivamente suportam a embarcao. Teste de fbrica: 2,2 vezes a carga de trabalho. Roldanas So fabricadas em Ferro Fundido Nodular GGG 40 e apoiadas em eixos de ao inox AISI 316, possuindo mancal de Bronze SAE-65 ou Bronze Naval, lubrificadas por meio de pinos graxeiros. So montadas na parte superior dos braos do turco e permitem a passagem do cabo de ao que sustenta a embarcao. Passarela de manuteno Permite o acesso s partes superiores do turco. fabricada em chapa ASTM A-131 e perfis ASTM A-36, sendo testada com carga concentrada de 150 Kgf/cm2 Guincho Coeficiente de segurana = 4,5 Possibilita o arriamento / iamento da embarcao atravs de cabo de ao ancorado em seus tambores. Possui as seguintes caractersticas: Velocidade de Iamento: Aproximadamente 6 m/min; Velocidade de Arriamento: - Solas Velocidade Mnima = (0,4 + (0,02 x H)) x 60 m/min; - Manual do Fabricante - Velocidade Mxima = 75,0 m/min. A velocidade mnima estabelecida em funo da altura da instalao.
Elaborao:
95
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
ITEM
DESCRIO CAIXA DO GUINCHO BUJO DE DRENO TAMBOR 1 (C/ CONTROLE REMOTO) TAMBOR 2 VISOR DE NVEL ALAVANCA DE LIBERAO BRAO DE ACIONAMENTO DO FREIO PARAFUSO DE FIXAO DO BRAO BOCAL DE ENCHIMENTO DE LEO TAMPA SUPERIOR PARAFUSO DA TAMPA SUPERIOR SISTEMA DE LIBERAO
01 02 03 04 05 06 07 08 09 10 11 12
Caixa do guincho redutor Conjunto de engrenagens (cilndricas: de dentes retos as ltimas do tambor e de dentes helicoidais todas as outras) que transmitem o movimento do motor aos tambores de cabo, tornando adequados os valores disponveis de velocidade e torque. A lubrificao das engrenagens durante o iamento realizada por meio de bomba hidrulica e durante a descida por banho de leo pelo arraste das engrenagens inferiores.
Elaborao:
96
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Freio centrifugo ou dinamico Diferenas entre os sistemas de Freio Mecnico e Centrfugo: - S o freio mecnico pode fazer a embarcao parar, o freio centrfugo apenas reduz / controla a velocidade de descida da embarcao.
Elaborao:
97
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Lona do Freio Centrfugo As lonas do freio centrfugo se consomem com a utilizao. A cada 5 descidas ( 200 m), deve-se verificar as espessuras das mesmas ou a cada ano o que vencer primeiro. A lona dever ser substituda, quando a mesma atingir a espessura 4,0 mm.
Elaborao:
98
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Freio mecanico e estatico Consiste em um freio cinta e responsvel por manter a embarcao suspensa e / ou interromper seu movimento de descida. Acionado por alavanca provida de contra-peso, o sistema de operao deste freio chamado Homem Morto, pois efetua a frenagem quando a alavanca solta. A descida da embarcao se inicia imediatamente aps o levantamento da alavanca, e pode ser operada do interior da embarcao ou manualmente da plataforma. Manivela de acionamento Utilizada somente para iamento da embarcao. Possui um micro-switch que desarma o motor eltrico, impedindo o seu funcionamento com a manivela acoplada. Lona do Freio Mecnico As lonas do freio so consumidas com a utilizao. A cada 5 descidas ( 200 m), deve-se verificar a espessura das mesmas ou a cada ano, o que vencer primeiro. Faz se necessrio a desmontagem do conjunto. As lonas devero ser substitudas quando atingir a espessura de 4,5 mm. Acessorios Sistema de Iamento coeficiente de segurana = 6 - Cabo de Ao Principal Cabo de ao, pr-formado, ESPECIFAO-PADRO API 9A, galvanizado quente, construo 6 x 37 + AF (Alma de Fibra), arame 1568 a 1764 MPa (PS), toro regular direita, lubrificado, resistncia efetiva 257,8 KN, Dimetro Nominal 22,2 mm ( 7/8). * O cabo no dever conter emendas.
ITEM 01 02 03 04 05 06 07 08 09 10 11 12 13 DESCRIO CABO DE AO PRINCIPAL 1 CABO DE AO PRINCIPAL 2 POLIA DO CABO PRINCIPAL CAIXA DE POLIA TIPO I CAIXA DE POLIA TIPO II CAIXA DE POLIA TIPO III ESTICADOR CAIXA DE POLIA DO CONTROLE REMOTO CABO DE AO DO CONTROLE REMOTO MANPULO DE ACIONAMENTO DO CONTROLE REMOTO LINGA DE MANUTENO MANILHA PARA LINGA DE MANUTENO LINGA DE SUSPENSO
Elaborao:
99
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Cabos de estivagem ( liberao) Quando tensionados impedem os movimentos dos ganchos (pelicanos) de reteno. Cabo de ao, pr-formado, ESPECIFAO-PADRO API 9A, galvanizado quente, construo 6 x 37 + AF (Alma de Fibra), arame 1568 a 1764 MPa (PS), toro regular direita, lubrificado, emenda simples tranada com presilha de ao, extremidade olhais com sapatilho pesado, resistncia efetiva 133,4 KN, Dimetro Nominal 15,9 mm ( 5/8), comprimento 5,60 m vante e 2,70 m r.
Elaborao:
100
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Chave limitadora Quando acionada corta a energia fornecida ao motor eltrico. Atua quando a embarcao chega prximo posio de estivagem ou quando se posiciona a manivela de acionamento de subida manual. So em nmero de trs, sendo uma em cada estrutura batente (Proa e Popa) e uma no guincho. Inspeo no Sistema de Segurana (Chaves-limites e suas Alavancas ) - Verificar o funcionamento das chaves-limite de fim de curso acionando as chaveslimite, alternadamente, durante a subida da embarcao. - Verificar visualmente a fixao do sistema da chave de fim de curso. - Verificar as condies de lubrificao e de livre movimentao da haste da chave de fim de curso, quando aplicvel. Linga de manuteno Objetiva facilitar a manuteno do sistema de sustentao. Possui sapatilho e presilha nas duas extremidades. Cabo de ao, pr-formado, ESPECIFAO-PADRO API 9A, galvanizado quente, construo 6 x 37 + AF (Alma de Fibra), arame 1568 a 1764 Mpa (PS) , toro regular direita, lubrificado, emenda simples tranada com presilha de ao, extremidade olhais com sapatilho pesado, resistncia efetiva 257,8 KN, Dimetro Nominal 22,2 mm ( 7/8), comprimento 2,80 m (distncia entre centro de olhais).
ITEM 01 02 03 04 05 06
DESCRIO SOQUETE ANEL TIPO O MANILHA CHAPA LINGA MANILHA LINGA
Elaborao:
101
Apostila de inspeo e manuteno em guindastes e turcos de baleeiras
Operao A descida da embarcao feita por gravidade logo aps a liberao do freio mecnico, sendo que a velocidade de descida constante e controlada por freio centrfugo incorporado ao guincho. O iamento feito pelo motor eltrico que aciona as engrenagens do guincho quando do acoplamento da embreagem. O motor eltrico tem por finalidade apenas o iamento da embarcao totalmente equipada e tripulada. Em caso de necessidade a embarcao pode ser iada manualmente atravs da manivela. Ao se posicionar a manivela uma chave limitadora interrompe o fornecimento de energia para o motor.
Sobre o autor: Luiz Alexandria tem 13 anos de vivncia na rea de guindaste, sendo formado como tcnico industrial em mquinas navais pela Escola tcnica Henrique Lage. Atuou como supervisor de manuteno, sendo responsvel pela instervenso de 10.000 horas em diversos modelos de guindastes (HR; American 9750; Libherr GOS 25/550; AKER; Clark Chapman, entre outros),efetuando inspees em guindastes , guinchos de diversos modelos, baleeiras e seus turcos. Trabalhou por quase 8 anos no American Bureau of Shipping do Brasil, realizando inspeo em diversos modelos de guindastes da UN-BC, efetuou certificaes e teste de cargas em diversos guindastes terrestres de at 500 ton de capacidade. Efetua treinamento na rea de equipamentos de levantamento de cargas desde 2002, tendo sido responsvel pela preparao e treinamneto dos inspetores do American Bureau of Shipping do Brasi entre 2004 e 2008.
O homem se torna imortal entraves do conhecimento que ele transmite. Autor: Dalhai Lama
Elaborao:
102
S-ar putea să vă placă și
- Apostila de Manutencao Guindastes e Baleeiras PDFDocument102 paginiApostila de Manutencao Guindastes e Baleeiras PDFAugusto Cerejo100% (1)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDe la EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEÎncă nu există evaluări
- NBR 11900 (Eb 2200-1991) PDFDocument3 paginiNBR 11900 (Eb 2200-1991) PDFJesus Enrique Alfonzo Rivero100% (1)
- Manutenção preventiva talhas elétricasDocument3 paginiManutenção preventiva talhas elétricasAntenor322Încă nu există evaluări
- NBR 13543 - Movimentacao de Carga - Lacos de Cabo de Aco - Utilizacao e InspecaoDocument12 paginiNBR 13543 - Movimentacao de Carga - Lacos de Cabo de Aco - Utilizacao e InspecaoJonatas AraldiÎncă nu există evaluări
- Checklist Guindaste Offshore PDFDocument5 paginiChecklist Guindaste Offshore PDFmarco.engineer930Încă nu există evaluări
- Apostila Rigger 1 JULHO 2009Document88 paginiApostila Rigger 1 JULHO 2009Diego Sousa Lopes100% (3)
- QY130K Manual de ManutençãoDocument93 paginiQY130K Manual de ManutençãoGuilherme LealÎncă nu există evaluări
- Cálculos para RiggingDocument37 paginiCálculos para RiggingÁgata BarbosaÎncă nu există evaluări
- Manual Tecnico Scak Talha KochDocument24 paginiManual Tecnico Scak Talha KochMarcos Avila100% (1)
- TKA Guindastes Catalogo TKA 420N PDFDocument12 paginiTKA Guindastes Catalogo TKA 420N PDFPaulo Victor100% (1)
- NORMA PARA CERTIFICAÇÃO DNV 2 7-3 - Traduzida PDFDocument45 paginiNORMA PARA CERTIFICAÇÃO DNV 2 7-3 - Traduzida PDFweverthon_beiral67% (3)
- Age 51.0 - 001Document73 paginiAge 51.0 - 001Christian Camilo Ocampo Silva100% (1)
- Sistema Paltronic 50 e benefícios do guindaste Palfinger PK 42502 EHPLSDocument6 paginiSistema Paltronic 50 e benefícios do guindaste Palfinger PK 42502 EHPLSChristopher PhillipsÎncă nu există evaluări
- Capacitação na operação de EGPDocument78 paginiCapacitação na operação de EGPMarcelo Alves RodriguesÎncă nu există evaluări
- Lubrificação do GuindasteDocument32 paginiLubrificação do GuindasteMagna SantosÎncă nu există evaluări
- Manutenção Munck MadalDocument3 paginiManutenção Munck MadalAry Neto100% (1)
- Instalação de sistema de proteção contra raios em embarcaçõesDocument8 paginiInstalação de sistema de proteção contra raios em embarcaçõesvivaldomendesÎncă nu există evaluări
- NBR 13541Document11 paginiNBR 13541Zidson Arduim Ferreira100% (4)
- Curso inspeção cabos açoDocument2 paginiCurso inspeção cabos açoerick vinicius andradeÎncă nu există evaluări
- Manutenção caminhão-guindaste BR750Document84 paginiManutenção caminhão-guindaste BR750Brunoro Dantas100% (1)
- Manual de instruções para enrolador de cabo motorizadoDocument35 paginiManual de instruções para enrolador de cabo motorizadoSergio SachtÎncă nu există evaluări
- Manual Serviço e Instalação E3-4-6 EP3-4-6Document22 paginiManual Serviço e Instalação E3-4-6 EP3-4-6Julio Cesar SantosÎncă nu există evaluări
- Catálogo de bombas re-autoescorvantesDocument10 paginiCatálogo de bombas re-autoescorvantesItalo NetoÎncă nu există evaluări
- Procedime MD 600 - 300 (1) ..Document1 paginăProcedime MD 600 - 300 (1) ..gilvanfranquetaÎncă nu există evaluări
- Manutenção preventiva equipamentosDocument2 paginiManutenção preventiva equipamentosandreÎncă nu există evaluări
- GuindastesDocument44 paginiGuindastesalecskÎncă nu există evaluări
- Manual de operação e manutenção de talhas e guinchosDocument97 paginiManual de operação e manutenção de talhas e guinchosIgorPintoGarcia100% (1)
- Manutenção e operação de diferencial de correnteDocument32 paginiManutenção e operação de diferencial de correnteFelipe Borba Wayers50% (2)
- Manual operação guindaste hidráulicoDocument40 paginiManual operação guindaste hidráulicoJuliaÎncă nu există evaluări
- Manual Bombas TriplexDocument56 paginiManual Bombas TriplexDanilo CoelhoÎncă nu există evaluări
- PETROBRAS N-2161 Inspecao em Servico de Cabos de AcoDocument14 paginiPETROBRAS N-2161 Inspecao em Servico de Cabos de AcoAnonymous mv84nhzÎncă nu există evaluări
- Manual operação guindaste caminhãoDocument3 paginiManual operação guindaste caminhãoAdalton TelesÎncă nu există evaluări
- Guindaste XCMG BR750Document1 paginăGuindaste XCMG BR750frobertocardoso100% (2)
- Segurança na operação de guindautoDocument56 paginiSegurança na operação de guindautoMjs Treinamentos100% (2)
- Palfinger - Madal - PKK 12500 - Manual OperadorDocument186 paginiPalfinger - Madal - PKK 12500 - Manual OperadorJayme Calmon100% (3)
- Guia Do Usuário - STC75Document57 paginiGuia Do Usuário - STC75Thaymison VieiraÎncă nu există evaluări
- Equipamentos de SegurançaDocument33 paginiEquipamentos de Segurançaferanba100% (1)
- MD 45007Document145 paginiMD 45007gilvanfranqueta100% (6)
- Inspeção de Laço de Cabo de Aço para içamentoDocument1 paginăInspeção de Laço de Cabo de Aço para içamentoFernando Henrique BarbosaÎncă nu există evaluări
- Critérios para Seleção de GuindastesDocument59 paginiCritérios para Seleção de Guindastesthoro8888890% (10)
- Influências do vento na operação de guindastesDocument48 paginiInfluências do vento na operação de guindastesArthur Raupp100% (2)
- Celulas de Carga DemagDocument65 paginiCelulas de Carga Demagmarciosena85100% (1)
- Treinamento na Liebherr: desenvolvendo qualidades e habilitando colaboradoresDocument80 paginiTreinamento na Liebherr: desenvolvendo qualidades e habilitando colaboradoresGabriel Fonseca100% (2)
- Padronização Da Manutenção de Talhas ElétricasDocument55 paginiPadronização Da Manutenção de Talhas ElétricasJoão Vitor Garcia Rodrigues100% (1)
- Manual de operação e segurança para guindastesDocument33 paginiManual de operação e segurança para guindastesPablo BritoÎncă nu există evaluări
- Lista de peças MD45007Document58 paginiLista de peças MD45007Helbert89% (9)
- Manual - Cesto Aéreo Guiton (FINAL)Document59 paginiManual - Cesto Aéreo Guiton (FINAL)Aline Gonçalves50% (2)
- Segurança PontesDocument28 paginiSegurança PontesCarol E. Crestani0% (1)
- Operation ManualDocument246 paginiOperation ManualDiogo Novaes100% (2)
- Manual operação guindaste telescópico MD 300CDocument70 paginiManual operação guindaste telescópico MD 300CSaraiva Equipamentos100% (1)
- Material Cesto Aéreo LA13 500 - IMAPDocument38 paginiMaterial Cesto Aéreo LA13 500 - IMAPmiguelsoterosouza0% (1)
- Guindaste articulado LN 30507Document5 paginiGuindaste articulado LN 30507caldaspachecoÎncă nu există evaluări
- Catálogo de peças para guindaste hidráulico BR 400Document361 paginiCatálogo de peças para guindaste hidráulico BR 400Eduardo AlvesÎncă nu există evaluări
- RT540E Service PDFDocument330 paginiRT540E Service PDFgilvanfranqueta100% (2)
- NBR Iso 4309Document26 paginiNBR Iso 4309Guiller84Încă nu există evaluări
- Manual Guindaste Hidraulico VeicularDocument63 paginiManual Guindaste Hidraulico VeicularCarla De Paula CarvalhoÎncă nu există evaluări
- Manual de Operação e Manutenção Guindaste ARGOSDocument198 paginiManual de Operação e Manutenção Guindaste ARGOSGeorge64% (36)
- 02-Projetista de Tubulação - II-MATERIAIS - BDocument119 pagini02-Projetista de Tubulação - II-MATERIAIS - BLuis Barbo100% (1)
- Teste Por PontosDocument121 paginiTeste Por PontoswtmendesÎncă nu există evaluări
- Dicas de Como Configurar Seu Roteador Fiberhome AN5506Document5 paginiDicas de Como Configurar Seu Roteador Fiberhome AN5506Antonio RibeiroÎncă nu există evaluări
- Termodinâmica e CalorimetriaDocument45 paginiTermodinâmica e CalorimetriaAntonio RibeiroÎncă nu există evaluări
- Termodinâmica e CalorimetriaDocument45 paginiTermodinâmica e CalorimetriaAntonio RibeiroÎncă nu există evaluări
- Configurar email Outlook ExpressDocument5 paginiConfigurar email Outlook ExpressAntonio RibeiroÎncă nu există evaluări
- AULA 2 - Razão, Proporção, Regra de Três - Frente 1 - Versão 1Document7 paginiAULA 2 - Razão, Proporção, Regra de Três - Frente 1 - Versão 1Antonio RibeiroÎncă nu există evaluări
- O Tempo Comum na IgrejaDocument3 paginiO Tempo Comum na IgrejaAntonio RibeiroÎncă nu există evaluări
- Rosario Das Clausulas Nos Paises NordicosDocument1 paginăRosario Das Clausulas Nos Paises NordicosAntonio RibeiroÎncă nu există evaluări
- Suplemento Liturgia Das Horas v0.1Document8 paginiSuplemento Liturgia Das Horas v0.1Antonio RibeiroÎncă nu există evaluări
- Matematica para Concursos Militares Vol 1 4 Edicao Atualizada e Revisada PDFDocument151 paginiMatematica para Concursos Militares Vol 1 4 Edicao Atualizada e Revisada PDFSergio Fernandes PereiraÎncă nu există evaluări
- (MATEMATICA) LimiteDocument7 pagini(MATEMATICA) LimiteAntonio RibeiroÎncă nu există evaluări
- Configurar email Outlook ExpressDocument5 paginiConfigurar email Outlook ExpressAntonio RibeiroÎncă nu există evaluări
- Ano LitúrgicoDocument5 paginiAno LitúrgicoImaculada Conceição SjbvÎncă nu există evaluări
- Liturgia Das HorasDocument53 paginiLiturgia Das HorasNogasÎncă nu există evaluări
- Progressão Aritmética e GeométricaDocument7 paginiProgressão Aritmética e GeométricaAntonio RibeiroÎncă nu există evaluări
- Razão e Proporção no Curso de MatemáticaDocument25 paginiRazão e Proporção no Curso de MatemáticaAnanda Duarte de OliveiraÎncă nu există evaluări
- Excel1 PDFDocument15 paginiExcel1 PDFAntonio RibeiroÎncă nu există evaluări
- Função - Exercício AvançadoDocument5 paginiFunção - Exercício AvançadoAntonio RibeiroÎncă nu există evaluări
- N 1019Document9 paginiN 1019Antonio RibeiroÎncă nu există evaluări
- Dir-610 b1 Configuracao PppoeDocument7 paginiDir-610 b1 Configuracao PppoeAntonio RibeiroÎncă nu există evaluări
- LOVE of MY LIFE Cifra - Queen (Com Vídeo-Aula) - CIFRASDocument2 paginiLOVE of MY LIFE Cifra - Queen (Com Vídeo-Aula) - CIFRASAntonio RibeiroÎncă nu există evaluări
- Os 3 Passos para Se Tornar Um Consultor v2 - 062016Document27 paginiOs 3 Passos para Se Tornar Um Consultor v2 - 062016rfelippe8733Încă nu există evaluări
- Apostila Física 1Document40 paginiApostila Física 1MESTREJÎncă nu există evaluări
- N 0038Document57 paginiN 0038Antonio Ribeiro100% (1)
- Particípio passado: formação e usoDocument2 paginiParticípio passado: formação e usoAnonymous ogC11xJÎncă nu există evaluări
- Interpretação Da Ansi b30.9Document29 paginiInterpretação Da Ansi b30.9Antonio RibeiroÎncă nu există evaluări
- Roseta Stone GuideDocument45 paginiRoseta Stone GuideDenisOliveraÎncă nu există evaluări
- 4 TuboDocument67 pagini4 TuboAntonio RibeiroÎncă nu există evaluări
- Guia de serviço para guinchos planetáriosDocument57 paginiGuia de serviço para guinchos planetáriosAntonio Ribeiro100% (1)
- Instruções de Operação Dos Guinchos (Portugues)Document166 paginiInstruções de Operação Dos Guinchos (Portugues)Antonio RibeiroÎncă nu există evaluări
- Silicio OrganicoDocument2 paginiSilicio OrganicoAnonymous KUimpSvdÎncă nu există evaluări
- Cloreto de vinila e saúdeDocument2 paginiCloreto de vinila e saúdeItalo CaloriÎncă nu există evaluări
- LIMPEZA E DESINFECÇÃO DA OSMOSE REVERSADocument7 paginiLIMPEZA E DESINFECÇÃO DA OSMOSE REVERSAInez AuadÎncă nu există evaluări
- Apresentação Tópicos Especiais em Biologia MarinhaDocument38 paginiApresentação Tópicos Especiais em Biologia MarinhaEtiene ClavicoÎncă nu există evaluări
- Caracterização Do Caroço de Açaí Como Insumo para Geração de Eletricidade Via GaseificaçãoDocument7 paginiCaracterização Do Caroço de Açaí Como Insumo para Geração de Eletricidade Via GaseificaçãoAbel GhellerÎncă nu există evaluări
- Chap17a Substâncias Carboniladas IDocument88 paginiChap17a Substâncias Carboniladas Irodrigo_0909Încă nu există evaluări
- Os 5 Planetas Anões do Sistema SolarDocument3 paginiOs 5 Planetas Anões do Sistema SolarRaquelFranciscoÎncă nu există evaluări
- Materiais e Agregados para PavimentaçãoDocument33 paginiMateriais e Agregados para PavimentaçãoJosé Eduardo Da SilvaÎncă nu există evaluări
- Organização da Tabela PeriódicaDocument4 paginiOrganização da Tabela PeriódicaErick GonçalvesÎncă nu există evaluări
- RAC - Aula Teoria - 05 (Carga Térmica de Refrigeração)Document77 paginiRAC - Aula Teoria - 05 (Carga Térmica de Refrigeração)Alan Modolo0% (1)
- Glasscote ResinarDocument2 paginiGlasscote ResinarFERNANDA DE OLIVEIRAÎncă nu există evaluări
- Ibp329 10Document12 paginiIbp329 10Eduardo PascheÎncă nu există evaluări
- Paula - Avaliação Das Propriedades Do Concreto Celular para Uso em FiltrosDocument1 paginăPaula - Avaliação Das Propriedades Do Concreto Celular para Uso em FiltrosdiracmoutinhoÎncă nu există evaluări
- 7451-Acido Glioxilico 50Document6 pagini7451-Acido Glioxilico 50kitofanecoÎncă nu există evaluări
- Vestimenta Anti-ChamasDocument26 paginiVestimenta Anti-ChamasRejane CutrimÎncă nu există evaluări
- A Toxicidade Do Íon CianetoDocument2 paginiA Toxicidade Do Íon CianetopaulosempreloboÎncă nu există evaluări
- Radar de ondas guiadas controla nível em flotação de xaropeDocument3 paginiRadar de ondas guiadas controla nível em flotação de xaropeBruno StreitÎncă nu există evaluări
- Ficha de Segurança do Argônio comprimidoDocument12 paginiFicha de Segurança do Argônio comprimidoMauricio TadeuÎncă nu există evaluări
- Química Orgânica: Prova com questões sobre reações e isomeriaDocument2 paginiQuímica Orgânica: Prova com questões sobre reações e isomeriaAndrielly CristinaÎncă nu există evaluări
- Lua de SangueDocument2 paginiLua de SanguePierson SenaÎncă nu există evaluări
- 01 - História Da ComputaçãoDocument60 pagini01 - História Da ComputaçãoHelder Anibal HerminiÎncă nu există evaluări
- AU400 AutomaçãoDocument10 paginiAU400 AutomaçãoViviwaÎncă nu există evaluări
- Solubilidade Dos Compostos Orgânicos.Document15 paginiSolubilidade Dos Compostos Orgânicos.Carol RobainaÎncă nu există evaluări
- Pêndulo simplesDocument15 paginiPêndulo simplesLara MariaÎncă nu există evaluări
- Potencial de redução de deriva com adjuvantesDocument23 paginiPotencial de redução de deriva com adjuvantesCristiano SantosÎncă nu există evaluări
- Termologia 1Document4 paginiTermologia 1patrick1984Încă nu există evaluări
- Atividade 2 - Pesquisa Operacional - 52 2023Document6 paginiAtividade 2 - Pesquisa Operacional - 52 2023Gustavo KonishÎncă nu există evaluări
- SF3 Boletim Qualidade Das Águas 2017Document5 paginiSF3 Boletim Qualidade Das Águas 2017Mauro da Costa ValÎncă nu există evaluări
- A Física Da Transformação de LorentzDocument4 paginiA Física Da Transformação de LorentzGlen PeachÎncă nu există evaluări
- Metemoglobinizantes Determinação de Metemoglobinemia Por EspectrofotometriaDocument24 paginiMetemoglobinizantes Determinação de Metemoglobinemia Por EspectrofotometriaLuis Fernando Iira LimaÎncă nu există evaluări