S-ar putea să vă placă și
- UNIT - 2 - ppt-5Document28 paginiUNIT - 2 - ppt-5neha yarrapothuÎncă nu există evaluări
- Pumps OnboardDocument31 paginiPumps OnboardTamal MukherjeeÎncă nu există evaluări
- Lec24 PDFDocument69 paginiLec24 PDFsskiitbÎncă nu există evaluări
- Lineshaft and Submersible Turbine PumpsDocument16 paginiLineshaft and Submersible Turbine PumpsRheoserveÎncă nu există evaluări
- Checklist Wcom 626 Vibration & Tention Belt Record PPL 2 2016Document2 paginiChecklist Wcom 626 Vibration & Tention Belt Record PPL 2 2016email100% (1)
- AsbestosDocument6 paginiAsbestosMelisa AyuningtyasÎncă nu există evaluări
- Kobelco - Kobe Steel PDFDocument6 paginiKobelco - Kobe Steel PDFbarukomkssÎncă nu există evaluări
- Engine Block Manufacturing ProcessDocument5 paginiEngine Block Manufacturing ProcessDavid U. AnyegwuÎncă nu există evaluări
- Arc WeldingDocument23 paginiArc WeldingZerohumidity 123100% (1)
- 1.4462 PropertiesDocument1 pagină1.4462 PropertiesutreshwarmiskinÎncă nu există evaluări
- Solid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpDocument1 paginăSolid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpKamranEhsanÎncă nu există evaluări
- Machine Tools Hand Tools: Fitting ShopDocument12 paginiMachine Tools Hand Tools: Fitting ShopMadara uchihaÎncă nu există evaluări
- Topic 1) Transistors: Marks 24: IntroductionDocument24 paginiTopic 1) Transistors: Marks 24: IntroductionSudershan Dolli100% (1)
- Bulk Deformation Processes - ExtrusionDocument16 paginiBulk Deformation Processes - ExtrusionAnonymous 8NSojG100% (1)
- DFBN FilterDocument10 paginiDFBN FilterPutut SuprihartonoÎncă nu există evaluări
- Casting Material Austenitic Ductile Iron in ASTM A439Document3 paginiCasting Material Austenitic Ductile Iron in ASTM A439Alex007Încă nu există evaluări
- Fluid Dynamics: Positive Displacement PumpDocument25 paginiFluid Dynamics: Positive Displacement PumpjantskieÎncă nu există evaluări
- Conversion Table Hardness To UTSDocument2 paginiConversion Table Hardness To UTSSendi LuciverÎncă nu există evaluări
- CTS FitterDocument14 paginiCTS FitterSahitya SaxenaÎncă nu există evaluări
- Cahpter 5 Special SteelDocument50 paginiCahpter 5 Special SteelhealgoseÎncă nu există evaluări
- Sprocket Engineering DataDocument32 paginiSprocket Engineering DataCesar Dominguez ParedesÎncă nu există evaluări
- AzemerawDocument19 paginiAzemerawHabtamu NemeraÎncă nu există evaluări
- Fitting Shop Operations Nazeef'sDocument6 paginiFitting Shop Operations Nazeef'sFaheem Fiaz ChohanÎncă nu există evaluări
- Defects AND DiscontinuitiesDocument49 paginiDefects AND DiscontinuitiesMetalAnand ChelliahÎncă nu există evaluări
- API 610 Pump Models of Key Global OEMsDocument1 paginăAPI 610 Pump Models of Key Global OEMsshafeeqm3086Încă nu există evaluări
- Threaded JointsDocument23 paginiThreaded JointsSreejith MohanÎncă nu există evaluări
- Toleransi 1Document1 paginăToleransi 1trisakti.agusÎncă nu există evaluări
- Balance Quality GradesDocument1 paginăBalance Quality GradesVijay SainiÎncă nu există evaluări
- Wire Rope PDFDocument31 paginiWire Rope PDFMuhammad Zefrian SyahputraÎncă nu există evaluări
- A Presentation ON: Unit-IvDocument52 paginiA Presentation ON: Unit-IvVķ MãħëšħÎncă nu există evaluări
- Astm Nos. For Piping CommoditiesDocument1 paginăAstm Nos. For Piping CommoditiesHitesh MhatreÎncă nu există evaluări
- NTU Materials Engineering EB5 - Microstructure of MaterialsDocument12 paginiNTU Materials Engineering EB5 - Microstructure of MaterialsArya Adijaya100% (1)
- Corrugated Aluminum Jacketing CladdingDocument3 paginiCorrugated Aluminum Jacketing CladdingGia Minh Tieu TuÎncă nu există evaluări
- Assignments Sub: Production Process IIDocument2 paginiAssignments Sub: Production Process IIShantanu Gaikwad100% (1)
- RT AccepDocument1 paginăRT AccepEILA545 QAQCÎncă nu există evaluări
- WeldingDocument27 paginiWeldingsuman kumarÎncă nu există evaluări
- LatheDocument74 paginiLatheChandrakantha K100% (1)
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inDocument26 paginiUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreÎncă nu există evaluări
- Workshop ManualDocument96 paginiWorkshop ManualDatta YallapuÎncă nu există evaluări
- Speciality Performance PackingsDocument16 paginiSpeciality Performance Packingsdona_001Încă nu există evaluări
- Equivalencia AceroDocument30 paginiEquivalencia AceroJose VelosaÎncă nu există evaluări
- T23 Field Weld Guidelines Rev 01Document4 paginiT23 Field Weld Guidelines Rev 01tek_surinderÎncă nu există evaluări
- Ortographic ProjectionDocument37 paginiOrtographic ProjectionWarren RiveraÎncă nu există evaluări
- Chapter 1 PumpsDocument38 paginiChapter 1 Pumpsفيصل القاسمÎncă nu există evaluări
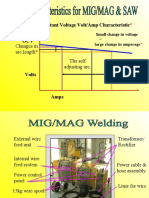
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 paginiConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanÎncă nu există evaluări
- System of Limits, Fits, Tolerance and Gauging PDFDocument32 paginiSystem of Limits, Fits, Tolerance and Gauging PDFPraveen MohapatraÎncă nu există evaluări
- UVN SeriesDocument3 paginiUVN SeriesgreatharunÎncă nu există evaluări
- Limits Fits TolerancesDocument15 paginiLimits Fits TolerancespankajdharmadhikariÎncă nu există evaluări
- Carbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19Document5 paginiCarbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19Ton PhichitÎncă nu există evaluări
- Pipes CATALOGUE PDFDocument3 paginiPipes CATALOGUE PDFYusma NurÎncă nu există evaluări
- Welding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureDocument41 paginiWelding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureJith Viswa100% (1)
- Iti PDFDocument419 paginiIti PDFhimanshu dutt100% (1)
- First Angle ProjectionDocument20 paginiFirst Angle ProjectionFaqiroh Wajed100% (1)
- Format - Detail Progressive Record of The StudentDocument4 paginiFormat - Detail Progressive Record of The StudentAnita KumariÎncă nu există evaluări
- Work Shop Practice OneDocument35 paginiWork Shop Practice OneberhaneÎncă nu există evaluări
- Threads and Threaded FastenersDocument12 paginiThreads and Threaded FastenersPalaÎncă nu există evaluări
- Material Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngDocument30 paginiMaterial Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngEthan StoneÎncă nu există evaluări
- Fastener HandoutDocument32 paginiFastener HandoutamolhwÎncă nu există evaluări
- Bolts, Nuts and KeysDocument32 paginiBolts, Nuts and KeysAmalkrishna KrishnaÎncă nu există evaluări
- 03 Mishehu PDFDocument3 pagini03 Mishehu PDFDaniel GalfskyÎncă nu există evaluări
- A Different Kafka - John BanvilleDocument10 paginiA Different Kafka - John BanvilleEdgar YepezÎncă nu există evaluări
- Welcome Ramadan Activity BookDocument20 paginiWelcome Ramadan Activity Bookapi-257922682100% (2)
- Itinerary of Jaipur: Assignment OnDocument10 paginiItinerary of Jaipur: Assignment Onnaina AggarwalÎncă nu există evaluări
- Checker 4G Quick Start GuideDocument17 paginiChecker 4G Quick Start GuidepaulhbowenÎncă nu există evaluări
- Ireland AmyDocument7 paginiIreland Amymarcelo grosmanÎncă nu există evaluări
- JI Pitch NotationDocument4 paginiJI Pitch NotationEl Roy M.T.Încă nu există evaluări
- Letter of Recommendation From InternshipDocument1 paginăLetter of Recommendation From Internshipposerradio686791% (11)
- Rubaiyat Mirza DabeerDocument68 paginiRubaiyat Mirza DabeerShian-e-Ali Network50% (2)
- Ukk B.inggris Kelas XiDocument8 paginiUkk B.inggris Kelas Xitazkya ramadhantyÎncă nu există evaluări
- Answer:: Downloaded From Https://ncertbooks - GuruDocument8 paginiAnswer:: Downloaded From Https://ncertbooks - GuruSabah SiddiqueÎncă nu există evaluări
- 1888 The Gate of The Hundred Sorrows Rudyard KiplingDocument6 pagini1888 The Gate of The Hundred Sorrows Rudyard KiplingjhnayarÎncă nu există evaluări
- Susan Polgar: The Melting PotDocument2 paginiSusan Polgar: The Melting PotAnonymous j6r5KRtrH2Încă nu există evaluări
- A Holmes Reader On Meaning by Ernest Holmes CDocument22 paginiA Holmes Reader On Meaning by Ernest Holmes CKira Morgan100% (2)
- Pine Bough Cowl: Paper TigerDocument5 paginiPine Bough Cowl: Paper Tigereyolive100% (1)
- Tantragni HomamDocument53 paginiTantragni HomamSai JagadeeshÎncă nu există evaluări
- Design and LayoutDocument29 paginiDesign and LayoutAnireeth C RajÎncă nu există evaluări
- The First Croatian Kings - Legendary King Tomislav-Version 1-0-1Document21 paginiThe First Croatian Kings - Legendary King Tomislav-Version 1-0-1Stjepan Spanicek100% (1)
- CRAFT AND ART IN LOWLAND LUZON Arts and Crafts of MIMAROPADocument3 paginiCRAFT AND ART IN LOWLAND LUZON Arts and Crafts of MIMAROPAJames DerechoÎncă nu există evaluări
- Alhazred On The "Old Ones" & The Lore of The Cult of The "Great Old Ones"Document3 paginiAlhazred On The "Old Ones" & The Lore of The Cult of The "Great Old Ones"AlhazretÎncă nu există evaluări
- Sediv 2.3.5.0 Hard Drive Repair Tool Full Version HitDocument3 paginiSediv 2.3.5.0 Hard Drive Repair Tool Full Version Hitluis fernando salazar vargasÎncă nu există evaluări
- Brief Biography of Nic StoneDocument6 paginiBrief Biography of Nic StoneLanaÎncă nu există evaluări
- Haiku Poetry TypeDocument12 paginiHaiku Poetry TypeThePhantomStrangerÎncă nu există evaluări
- Perky Pudding PDFDocument22 paginiPerky Pudding PDFLuis Miguel Martin JimenezÎncă nu există evaluări
- F5 Literature 华文版Document20 paginiF5 Literature 华文版evanoki60% (5)
- An Introduction To Frank Zappas Chord Bi PDFDocument33 paginiAn Introduction To Frank Zappas Chord Bi PDFJoel Galvez Cordova100% (1)
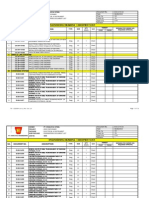
- Document List DrawingDocument13 paginiDocument List Drawingzat572000Încă nu există evaluări
- Kof StorylineDocument366 paginiKof Storylinemeiji_99Încă nu există evaluări
- Ramayana MahabharataDocument8 paginiRamayana MahabharataMarcella Setyo PutriÎncă nu există evaluări
- CMG Headquarters - WikipediaDocument1 paginăCMG Headquarters - WikipediaephremÎncă nu există evaluări