Documente Academic
Documente Profesional
Documente Cultură
Cap 3 - Intreprinderea Sistem de Productie Total
Încărcat de
Moga GeorgianaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Cap 3 - Intreprinderea Sistem de Productie Total
Încărcat de
Moga GeorgianaDrepturi de autor:
Formate disponibile
3.
NTREPRINDEREA SISTEM DE PRODUC|IE TOTAL
3.1 Structura =i func\iile sistemului de produc\ie total
Orice unitate economic - industrial, agricol, prestatoare de servicii - este alctuit din trei subsisteme de producie, care formeaz subsistemele funcionale: 1. subsistemul operaional (de execuie) care acioneaz direct asupra obiectelor muncii. Acesta, la rndul su, va cuprinde mai multe subsubsisteme (unele auxiliare) corespunznd compartimentelor de execuie (fabricaie). 2. subsistemul decizional (de conducere) care elaboreaz decizii privind subsistemul operaional, pe baza prelucrrii informaiei disponibile. 3. subsistemul informaional, este elementul de legtur n ambele sensuri ntre subsistemele operaional i decizional; el realizeaz prelucrarea, stocarea i transmiterea de informaie (inclusiv decizii) fiind alctuit din ansamblul datelor i informaiei existente mpreun cu relaiile dintre ele, modalitile de transformare i elementele purttoare de date i informaie. Un sub-subsistem important al subsistemului informaional este sistemul informatic, care are funcia special de a prelucra datele de care se dispune cu jutorul tehnicilor de calcul automat (hard i soft). Dezvoltarea economic a dus la accentuarea complexitii unitilor economice precum i a subsistemelor componente. Ca urmare se folosete noiunea de sistem complex industrial, care este de regul un sistem de deschis, numit i sistem total (spre a-l deosebi de subsistemele sale).
INGINERIA SISTEMELOR DE PRODUC|IE
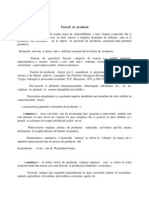
Structura unui sistem complex industrial are, la acelai nivel cu subsistemul operaional i urmtoarele trei subsisteme (fig. 3.1): - de aprovizionare; - de transport; - de ntreinere. Fiecare din aceste subsisteme va conine un subsistem al procesului sub comanda unui subsitem de control (SC), deci: SO (subsistemul opera\ional) = SC + PO (proces operativ); SI (subsistemul de ntreinere) = SC + PI (proces de ntreinere); ST (subsistemul de transport) = SC + PT (proces de transport); SA (subsistemul de aprovizionare) = SC + PA (proces de aprovizionare). Observaie: La aceast structur a unui sistem complex industrial se mai adaug: - subsistemul programrii/planificrii produciei, n SCC; - subsistemul de gestiune a produciei; - subsistemul financiar. Structura complex rezultat corespunde funciilor unitilor productive: 1. funcia principal de producie; 2. funcia comercial (aprovizionare/desfacere) - Marketing; 3. funcia financiar contabil; 4. funcia de personal (recrutare/pregtire); 5. funcia de cercetare - dezvoltare (investiii); 6. funcia de planificare/conducere - Management (funcie care le integreaz pe primele cinci).
35
cap.3 }ntreprinderea sistem de produc\ie total
S.C.C. Sistem decizional
Medi ul i
M U C E I
Sistem informa\ional Produs
SC
SC
SC
SC
PA
PT
PI
PO SI SO
SA
ST
SISTEM TOTAL Sistem logistic
Sistem suport
Fig. 3.1
3.2 Factori de producie
Produc\ia transformarea resurselor ]n bunuri economice implic[ combinarea eficient[ a factorilor de produc\ie. Punctul de plecare n analiza factorilor de producie l constituie resursele economice (sau productive): ansamblul mijloacelor disponibile
36
INGINERIA SISTEMELOR DE PRODUC|IE
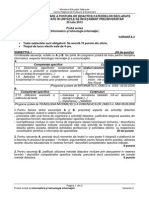
i suscceptibile de a fi valorificate n producia de bunuri. Acestea pot fi analizate ca stocuri (cantitatea de resurse economice existente la un moment dat) sau ca fluxuri (proces de atragere i utilizare economic a lor ntr-o perioad de timp). Privite n cadrul unei ri, resursele stoc se prezint ca avuie naional: totalitatea resurselor de care dispune un popor la un moment dat. (principalele elemente ale avuiei naionale sunt: 1. resursele naturale ale solului i subsolului cunoscute, utilizabile i utilizate; acumulate; 4. resursele spirituale sau potenialul creativ al rii). Potenialul economic al unei ri const n ansamblul elementelor avuiei naionale intrate sau care pot fi atrase n circuitul economic (poate fi: maxim, valorificabil, atras). Factorii de producie constau din potenialul de resurse economice atrase n circuitul economic. Deci, resursele economice disponibile i valorificabile, n msura n care sunt atrase i utilizate n activitatea economic, apar ca fluxuri sub form de servicii ale factorilor de producie. Analiza celor cinci fluxuri ale intr[rilor n sistemul de produc\ie (Materiale, Energie, Informa\ie, Capital, resurse Umane) eviden\iaz[ sistemul factorilor de produc\ie prezentat ]n figura 3.2. Factorii de performan uman (FPU) permit pregtirea, organizarea i dinamizarea ntregului proces. Dei au un caracter abstract n raport cu factorii elementari (FE) ei condiioneaz modul de combinare i transformare a acestora, influen`nd cantitatea, calitatea i valoarea produselor obinute. Informaia, ca factor elementar de producie, prezint unele particulariti, deoarece procesul de producie nu poate avea loc fr prelevarea, transmiterea, recepia, interpretarea i utilizarea unor date cu
37
2.
resursele de munc; 3. aparatul tehnic de producie, bunuri materiale
cap.3 }ntreprinderea sistem de produc\ie total
privire la calitatea i cantitatea factorilor de producie, caracteristicile produselor, succesiunea n timp a proceselor i evoluia diferiilor parametrii.
SFP
FE
FPu
M j
M E
FCd
FCr
C d
Co
Cp
C Ps
C o
Fig. 3.2
SFP sistemul factorilor de producie; FPu factori de performan uman; FE factori elementari; FCd factori de conducere; FCr factori de crea\ie; M materiale, E energie; Mj mijloace de munc[; I informa\ie; ME munc[ de execu\ie; P planificare/prevedere; O organizare; Cd comand[/decizie; Co coordonare; C control; Cp concep\ie produs; CPs concep\ie proces tehnologic; CO concep\ie organizare
Principalele grupe de informaie legate de procesul de producie sunt: 1. Informaia despre produs; 2. Informaia despre proces (tehnologic); 3. Informaia privind programarea produciei; 4. Informaia privind controlul i desfurarea produciei; 5. Informaia privind desfacerea produciei; 6. Informaia privind consumul de resurse. Aceste 6 grupe de informaie aparin uneia din urmtoarele categorii: a) Informaie tehnic pentru pregtirea produciei;
38
INGINERIA SISTEMELOR DE PRODUC|IE
b) Informaie tehnic pentru realizarea procesului de producie; c) Informaie economic pentru conducerea general a proceselor de producie. Informaia tehnic pentru pregtirea produciei este rezultatul factorilor de creaie (FCr) iar celelalte dou - ale factorilor de conducere (FCd) i elementari (FE) aflai ntr-un proces interactiv permanent. n concluzie, se poate considera producia ca o combinare a factorilor elementari cu cei de creaie i conducere, ceea ce permite exprimarea sa ca pe o funcie de cantitatea i calitatea factorilor utilizai. Pentru a se putea aplica principiul minimizrii consumului de factori, este necesar exprimarea acestora sub forma unor costuri. Alegerea unei anumite variante (combinaie de factori) se va baza pe compararea informaiei economice aferente fiecreia i evaluarea diferitelor combinaii n raport cu cerinele principiului eficienei. Ca urmare, datele (informaia) economice() devin premisa funiei de reglaj n cadrul procesului de producie. Costurile de producie depind de caracteristicile produsului, de calitatea i cantitatea factorilor de producie i de costul lor. Calitatea factorilor de producie este definit prin cerinele tehnice; costul factorilor de producie prin date economice iar cantitatea este condiionat n aceeai msur organizatorice. de aspecte tehnice, economice i
3.3 Structura produciei
Structura produciei reprezint alctuirea intern a sistemului de producie total i poate fi privit din dou puncte de vedere: - din punct de vedere al organizrii structurale; - din punct de vedere al componentelor i relaiilor interne.
39
cap.3 }ntreprinderea sistem de produc\ie total
Structura produciei din punct de vedere al organizrii structurale reprezint modul de mprire a procesului de producie pe subuniti organizatorice i modul de conectare al acestora. Subunitatea de definire a compunerii structurii de producie este secia. Dup rolul lor n structura sistemului de producie seciile se clasific n: - secii de baz n care scopul procesului de producie este realizarea produselor ce constituie obiectul activitii sistemului de producie; - secii de producie auxiliare n care scopul proceselor de producie este asigurarea unor condiii necesare desfurrii proceselor de producie n seciile de baz; - secii de producie anexe n care se valorific unele materiale refolosibile rezultate n procesul de producie din seciile de baz.
Pp
Ps
SM - F
MR
S. An
ST SP SB
S,P S.Ax
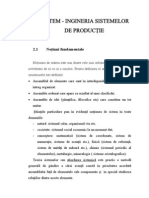
MP materii prime M materiale C combustibil E - energie S.Ax secii auxiliare S.An secii anexe SB secii de baz SP secii de pregtire ST secii de transformare/ prelucrare SM-F secii montaj finisare S,P servicii i produse MR - materiale refolosibile Pp produs principal Ps produs secundar
S,P
E E MP M C
Fig. 3.3
Interconectarea tehnologic a seciilor
40
INGINERIA SISTEMELOR DE PRODUC|IE
Seciile conin subuniti (ateliere, puncte de lucru, locuri de munc) ce au drept scop realizarea unei etape a procesului de producie: pregtire, transformare, asamblare, finisare a produselor. Aceste subuniti sunt conectate ntre ele funcie de nomenclatorul i caracteristicile produselor realizate .
P1
P2
P3
SB P1
SB P2
SB P3
MP
Fig. 3.4
Interconectare pe produs
PF produse finite SB M secie de baz de montaj SB O1 secie de baz pentru obiectul 1
PF
Livrare direct
SB - M
SB O1
SB O2
MP
Fig. 3.5
Interconectare pe obiect
41
cap.3 }ntreprinderea sistem de produc\ie total
Principalele moduri de interconectare a seciilor ntr-un sistem de producie sunt: a. Interconectare tehnologic (fig. 3.3) - n succesiunea proceselor, indiferent de succesiunea operaiilor pentru fiecare produs; b. Interconectarea pe produs (fig. 3.4) - n fluxuri tehnologice separate pentru fiecare produs c. Interconectare pe obiect (fig. 3.5) - n succesiunea operaiilor tehnologice se introduce o conexiune parial dup cerinele unui anumit ansamblu d. Interconectare mixt - o combinaie ntre variantele de la punctele a, b i c ca de exemplu cea prezentat n figura 3.6
PF
PF produs finit ST 1, ST 2, ST 3 secii de transformare/prelucrare interconectate tehnologic SB O2 secie de baz pentru obiectul 2
ST 3 SB O2 ST 2
ST 1
MP
Fig. 3.6
Interconectare mixt
42
INGINERIA SISTEMELOR DE PRODUC|IE
Structura produciei din punct de vedere al relaiilor interne i al componentelor definete totalitatea tehnicilor i a legturilor dintre ele, folosite n vederea obinerii (realizrii) produciei. Totalitatea proceselor la care sunt supuse obiectele muncii pot fi grupate n 5 categorii de tehnici globale: - tehnica producerii; - tehnica transportului; - tehnica conducerii; - tehnica creaiei; - tehnica factorului uman. Toate aceste tehnici sunt interdependente, alctuind un tot unitar sistemul de producie. Fiecare tehnic global este alctuit din mai multe tehnici elementare, care corespund anumitor procese i factori elementari.
3.4 Tipuri de producie
Tipul de producie al unei uniti (sistem) de producie este determinat de: - numrul de sortimente; - volumul de produse realizate din fiecare sortiment; - tipul proceselor tehnologice, al mainilor i instalaiilor folosite. Principalele elemente care caracterizeaz tipul de producie sunt: - gradul de specializare al locurilor de munc; - gradul de continuitate al circulaiei obiectelor muncii. Exist trei tipuri de producie: a) producie de mas - n flux automatizat sau neautomatizat (discontinuu);
43
cap.3 }ntreprinderea sistem de produc\ie total
b) Producie de serie ( mare, mijlocie, mic)
c) Producie individual ( de unicate)
a) Producia de mas Producia de mas este caracterizat de fabricarea permanent a unui produs sau a unui numr foarte mic de sortimente. Termenul permanent se refer, aici, la perioada de prognoz avut n vedere pentru produsul respectiv. Principalele caracteristici ale acestui tip de producie sunt: - utilizarea de echipamente (mijloace de munc) cu un grad ridicat de nzestrare tehnic (automatizare, mecanizare, robotizare etc.); - amplasarea mainilor i utilajelor n linii tehnologice specializate pe produs (sau subansamble ale acetuia) ntr-o succesiune corespunztoare operaiilor procesului tehnologic (amplasare n flux); - normare exact a consumului de timp pe operaii; - specializarea strict a punctelor de lucru (locurilor de munc); - personalul pentru execuie poate avea o calificare sczut; - pentru operaiile de reglare i ntreinere a utilajelor este necesar un personal cu calificare foarte ridicat; - flexibilitatea fabricaiei este foarte sczut. n cadrul acestui tip de producie se pot nt]lni urmtoarele situaii: - producia de mas cu flux automatizat, caz n care transportul obiectelor muncii se realizeaz n mod continuu, automat. Acest gen de producie, specific industriei chimice i petrochimice, se extinde i n cadrul industriei constructoare de maini prin robotizare. - producia n flux neautomatizat (pe band) transportul de la un punct de lucru la altul se realizeaz neutomat (de exemplu
44
INGINERIA SISTEMELOR DE PRODUC|IE
mecanizat). Durata operaiilor la fiecare punct de lucru trebuie s fie egal cu tactul liniei sau un multiplu al su. - producia n flux discontinuu (intermitent) transportul obiectelor muncii de la un punct de lucru la altul se face neautomat, dar o parte sau toate operaiile (grupate pe puncte de lucru) au o durat care nu este nici egal nici multiplu al tactului liniei. Vor exista, deci puncte de lucru la care timpul necesar realizrii operaiei respective este mai mic dec`t tactul liniei, astfel nc`t se ceeaz ntreruperi n funcionarea utilajelor ce deservesc aceste puncte de lucru i disponibilizri ale forei de munc. Prin introducerea unor forme specifice de organizare, se pot elimina pierderile de timp. b) Producia n serie Producia n serie este caracterizat prin fabricarea de loturi de produse, care se repet dup anumite perioade de timp prestabilite. Ca urmare, la majoritatea punctelor de lucru, se repet periodic aceleai operaii. Producia de serie se clasific, dup mrimea loturilor de fabricaie, n: - producie de serie mare (n flux), care este asemntoare produciei de mas, cu diferena c, pe aceeai linie tehnologic se pot realiza mai multe produse asemntoare din punct de vedere constructiv i al proceselor tehnologice. - Producie de serie mijlocie, caracterizat prin loturi de produse realizate succesiv. Dup fiecare lot se modific structura i componena liniei tehnologice, ceea ce conduce la reducerea productivitii;
45
cap.3 }ntreprinderea sistem de produc\ie total
- Producie de serie mic, caracterizat prin fabricarea unui sortiment mare de produse, n loturi mici ce se repet la intervale neregulate de timp. n general, producia de serie, necesit at`t maini specializate c`t i maini universale. Raportul dintre cele dou categorii estedependent de tipul seriei (mare, mijlocie, mic) i de mrimea lotului de fabricaie, care influeneaz, de asemenea, gruparea i amplasamentullor, gradul de utilizare i productivitatea. c) Producia individual Acest tip de producie este caracterizat prin fabricarea unor produse diverse, n cantiti foarte mici, uneori chiar unicate. Din aceast cauz sunt necesare maini universale, grupate dup tipul prelucrrii pe care o realizeaz i deservite de personal ci nalt calificare. Productivitatea i gradul de utilizare al mainilor este sczut.
Observaie: Caracterizarea tipului de producie este important deoarece: - permite definirea mijloacelor i a formei structurale de organizare; - permite analiza orientat a sarcinilor de fabricaie astfel nc`t s se stabileasc o relaie ntre acestea i un anumit tip de fabricaie, deci o anumit clas de sistem de producie; - permite elaborarea strategiilor difereniate de conducere a sistemului de producie.
O caracterizare general a tipurilor de producie este prezentat n tabelul 3.1. Obinuit n practica proiectrii i a produciei tipul de producie nu se determin prin calcul, ci se apreciaz dup mrimea seriei de fabricaie definit de cantitatea de produse care se execut dup aceeai documentaie tehnic, care nu se modific pe durata ciclului de via al produsului. Mrimea seriei de fabricaie este ntodeauna impus de un plan sau de pia.
46
INGINERIA SISTEMELOR DE PRODUC|IE
Tabelul 3.1 Criteriu Sortimentaia produciei Specializarea produciei Specializarea utilajelor i a echipamentelor tehnologice Flexibilitatea produciei Amplasarea utilajelor i a locurilor de munc Calificarea operatorilor direci Diviziunea muncii Consumul specific de materiale i manoper pe produs Costul unitar al produsului Productivitaea muncii Conducerea operativ a produciei Producia de unicate foarte larg tehnologic universale Producia de serie larg ... foarte restr`ns mixt universale, specializate, speciale medie pe grupe, n celule, n flux medie mijlocie mijlociu mijlociu mijlocie pe comenzi (loturi) Producia n mas singular pe obiect speciale
relativ ridicat pe grupe omogene tehnologic nalt, policalificare sczut relativ mare mare mic pe unicate
sczut concordant cu fluxul tehnologic relativ sczut mare mic mic mare pe schimb i linii de producie n flux
Aceast determinare prin apreciere este foarte imprecis i are urmri negative din punct de vedere tehnico-economic, soluiile proiectate fiind mai mult sau mai puin ndeprtate de optim, necest`nd ulterior reproiectri de produse, tehnologii i organizri. Delimitrile cele mai utile pentru determinarea prin calcul a tipului produciei sunt prezentate n tabelul 3.2. a) La nivelul sistemului de producie (al mulimii locurilor de munc dintr-o secie, atelier, compartiment etc.), mrimile prin care se caracterizeaz tipul produciei sunt:
47
cap.3 }ntreprinderea sistem de produc\ie total
- coeficientul de continuitate al livrrii unui produs, kcl, dat de relaia:
kcl = nl 1 11
(2.1)
unde nl este numrul de luni din anul de plan n care este porgramat livrarea produsului. - coeficientul mediu al specializrii locurilor de munc, kms, dat de relaia:
k ms = nto n LM
(2.2)
unde nto este numrul total de operaii realizate; nLM numrul de locuri de munc.
Tabelul 1.2 Tipul produciei de mas de serie mare mijlocie mic unicate Mrimi i valori pentru nivelul sistem de producie loc de munc kcl kms njk mjk 1 1 1 1 0,5 ... 1 2 ... 10 2 ... 10 0,5 ... 0,1 0,1 ... 0,5 10 ... 50 10 ... 20 0,1 ... 0,05 < 0,1 > 50 > 20 < 0,05 0
b) La nivelul locurilor de munc, mrimile prin care se caracterizeaz tipul produciei sunt: - numrul de repere distincte, j fabricate n cursul perioadei de un an la locul de munc la care se execut operaia k pentru reperul respectiv, njk, exprimat n [repere/loc de munc], dat de relaia:
n jk = Fdank Q jan N Tjk
(2.3)
unde Fdank este fondul anual de timp disponibil pentru locul de munc al operaiei k ce se execut asupra reperului j, exprimat n [ore/an];
48
INGINERIA SISTEMELOR DE PRODUC|IE
Qjan volumul produciei fizice a reperului j (aflat n componena produsului i) n conformitate cu programul anual de producie, exprimat n [buc/an reper]; NTjk norma tehnic de timp pentru operaia k ce se execut asupra reperului j, exprimat n [min.loc de munc/buc]. - numrul de locuri de munc pentru operaia k necesar continuu n cursul perioadei de un an pentru fabricare a Qjan repere de tip j, mjk, exprimat n [nr. loc de munc/reper], este dat de relaia:
m jk = 1 n jk
(2.4)
n ntreprinderile constructoare de maini tipul de producie la nivel de sistem de producie este regsit numai la 50 ... 70 % din locurile de munc aa cum se exemplific n tabelul 3.3.
Tabelul 2.3 Tipul produciei la nivelul de loc de munc de mas de serie mare de serie de serie mic i mijlocie unicate 55 % 25 % 15 % 5% 5% 10 % 20 % 65 %
Tipul produciei la nivel de ntreprindere de mas de serie mic i unicate
3.5 Proiectarea sistemelor de producie
Un sistem de produc\ie cuprinde cinci componente tangibile: - amenajarea aranjarea fizic[ a sistemului de produc\ie; - manipularea materialelor c[ile =i mijloacele destinate deplas[rii materialelor ]n interiorul sistemului de produc\ie; - comunica\iile sistemele care stocheaz[, prelucreaz[ =i transmit informa\iile, inclusiv deciziile;
49
cap.3 }ntreprinderea sistem de produc\ie total
- utilit[\ile distribu\ia de energie electric[, termic[, aer comprimat, ap[ =i evacuarea reziduurilor; - cl[dirile structurile care ad[postesc sistemul de produc\ie. La proiectarea sistemelor de produc\ie trebuie luate ]n considerare toate cele cinci componente, una dintre ele fiind selectat[ drept conduc[toare sau dominant[, func\ie de natura sistemului de produc\ie. Proiectarea sistemelor de producie are ca obiectiv optimizarea suscesiv a proceselor i structurilor, iar conceperea subsitemelor de fabricare, control, transport intern, depozitare parcurge n mod specific etapele generale ale concepiei sistemelor inginereti. a) Datele iniiale sunt determinate de cerinele funcionale ale programe pe termen lung sau mediu, studii de fezabilitate. Rezultatul acestor mediului social - economic i evideniate prin prognoze, studii de conjunctur i marketing, programe de restructurare,
analize va conduce la una din urm[toarele dou[ situa\ii: - concepia i construirea unor capaciti noi de producie; - asimilarea de produse noi sau reprofilarea produciei. Datele iniiale trebuie s cuprind: - i = 1,2, ..., P, produsele realizate; - j = 1,2,..., Ri, () i = 1,..., P, repere pentru fiecare produs; - k = 1,2, ... , ORi, () j = 1, ..., Ri, operaii pentru fiecare reper. b) Stabilirea funciei globale a sistemului de producie, respectiv relaia intrri - ieiri dat de producia fizic planificat pentru seria de fabricaie, respectiv Qjan - volumul produciei fizice anuale. Obiectivele sistemului de producie sunt: - optimizarea nivelului calitativ al produselor; - maximizarea eficienei sistemului de producie. Aceste obiective se pot formula sintetic sub forma: minimizarea consumului de resurse, deci a costurilor.
50
INGINERIA SISTEMELOR DE PRODUC|IE
c) Proiectarea proceselor de producie pe baza proiectelor de tehnologii de fabricaie pentru oricare din operaiile k, sau pe baza unor tehnologii tipizate pe grupe de obiecte i sau j (produse sau repere) i a proiectelor proceselor de transport, depozitare, transmiterea informaiei etc. d) Proiectarea structurilor de producie ( a componentelor tangibile) va fi realizat de: - institute de proiectare specializate n proiectarea uzinelor, n cazul unor ntreprinderi noi sau a unor dezvoltri importante pentru uniti existente; compartimentele specializate de organizare i proiectare tehnologic, n cazul unor reorganizri sau dezvoltri curente ale produciei ntr-o unitate existent. Proiectarea structurilor de producie este precedat de de proiectarea proceselor (de producie) i const n: - stabilirea (alegerea) tipului utilajelor i a locurilor de munc; - calculul necesarului de utilaje i locuri de munc de acelai fel; - determinarea ariilor suprafeelor de producie; - conceperea legturilor (amplasamente, reele, ci de transport etc.) ntre grupe de locuri de munc, celule de fabricaie, ateliere, compartimente, secii. Proiectarea structurilor de producie ncepe cu proiectarea structurilor de fabricaie. e) Dezvoltarea succesiv a sistemului de producie prin parcurgerea periodic a etapelor a, ..., d. n figura 3.7 se prezint sub forma unei scheme logice (algoritm) fazele generale ale proiectrii structurilor de producie.
51
cap.3 }ntreprinderea sistem de produc\ie total
Date ini\iale
2 PROIECTARE PROCESE: scheme, procese asamblare =i produc\ie
CALCUL FACTORI: Qjan; tip produc\ie pe opera\ii
1 NU
NU
opera\iile au caracter de serie sau mas[ ?
DA
se poate organiza produc\ia n flux ?
DA
GRUPARE: repere, opera\ii pentru structuri celulare; func\ionale
DIVIZARE +I CONCENTRARE opera\ii pentru structuri n flux
CALCUL COMPONENTE STRUCTURI DE PRODUC|IE: tip; nr. uitlaje =i locuri de munc[; arii suprafe\e; grad de ocupare
PROIECTARE LEG{TURI: amplas[ri, componente, re\ele 3
52
INGINERIA SISTEMELOR DE PRODUC|IE
DA
varianta este optim[ ?
NU 2
PROIECTARE COMPONENTE: locuri de munc[, mobilier, echipamente (SDV) speciale, utilaje speciale etc
Fig. 3.7
}n func\ie de amploarea proiectului sunt necesare colective complexe care includ indivizi din interiorul =i din exteriorul organiza\iei. Se apreciaz[ ca fiind specifice ingineriei industriale dou[ probleme specifice: - fundamentarea produc\iei; - optimizarea planului produc\iei fizice. 3.5.1 Fundamentarea produc\iei Fundamentarea produc\iei unei ]ntreprinderi presupune respectarea unor cerin\e de baz[: - Luarea ]n considerare numai a acelor produse =i cantit[\i care au desfacerea asigurat[, conform prevederilor din contractele =i conven\iile ]ncheiate cu beneficiarii sau informa\iilor rezultate din studiile de pia\[ efectuate de intreprindere; - Respectarea cu stricte\e a termenelor stabilite ]n contracte =i conven\ii pentru livrarea produselor la beneficiari;
53
cap.3 }ntreprinderea sistem de produc\ie total
- Asigurarea oferirii pe pia\[ a unor produse cu nivel calitativ =i cu func\ii de utilizare adaptate cerin\elor individualizate ale clien\ilor, care s[ satisfac[ exigen\ele de consum sau folosire ale acestora; - Fundamentarea produc\iei ]n concordan\[ cu volumul, stuctura =i caracteristicile resurselor tehnologice, materiale, umane =i financiare de care dispune ]ntreprinderea ]n perioada considerat[; - Asigurarea folosirii eficiente a capacit[\ii de produc\ie =i a for\ei umane existente ]n ]ntprindere; - Introducerea ]n nomenclator a unor produse caracterizate prin posibilit[\i superioare de valorificare a resurselor de materii prime =i de energie, care permit ]nlocuirea materialelor deficitare sau poluante, f[r[ ca aceasta s[ d[uneze calit[\ii produselor oferite; - Executarea =i oferirea unor produse noi sau modernizate, care determin[ sporirea productivit[\ii muncii, reducedrea costurilor de produc\ie =i cre=terea profitului; - Asigurarea, ca tendin\[ a specializ[rii diferitelor verigi de produc\ie, unui profil de produc\ie optim ]n raport cu dotarea tehnic[ =i tehnologiile existente. Sintetiz`nd aceste cerin\a, se pot stabilii trei direc\ii principale de fundamentare a produc\iei ]ntreprinderii. 1. Fundamentarea produc\iei ]ntreprinderii ]n func\ie de cerin\ele pie\ei La baza acestei direc\ii de fundamentare st[ raportul dintre cererea =i oferta de produse, dintre v`nzare =i produc\ie. }n evolu\ia istoric[ a raportului respectiv, pot fi identificate trei etape. Prima etap[, specific[ perioadei ]n care cererea era neindividualizat[ =i dep[=ea substan\ial oferta de produse, se caracterizeaz[ prin prioritatea produc\iei =i predominarea tipului de produc\ie de serie mare =i mas[. Sloganul acestei etape <vinde ce se produce>, eviden\iaz[ particularit[\ile =i preocup[rilor ei.
54
INGINERIA SISTEMELOR DE PRODUC|IE
Cea de a doua etap[, aduce un echilibru ]ntre cererea =i oferta de produse. Raportul dintre produc\ia de serie mare =i de mas[, pe de o parte =i produc\ia de serie mic[ =i individual[, pe de alt[ parte, se modofic[ ]n favoarea acesteia din urm[, ca urmare a particulariz[rii cerin\elor diferitelor categorii de clien\i. }n aceste condi\ii se manifest[ prioritatea procesului de v`nzare, cererea urm`nd s[ fie stimulat[ prin politici de marketing orientate spre produs. Este etapa ]n care ]ntreprinderea <produce ce se vinde>. }n a treia etap[ se caracterizeaz[ prin intensificarea concuren\ei ca urmare a cre=terii num[rului de competitori =i a gradului de competitivitate a fiec[ruia dintre ace=tia. Cererea este devansat[ de oferta de produse =i cre=te ponderea produselor<dedicate> satisfacerii cerin\elor particularizate, dorin\elor =i preferin\elor diferi\ilor clien\i. }n aceste condi\ii, un rol important ]l are produc\ia executat[ la comand[, iar pentru stimularea cererii pe pia\[ se utilizeaz[ politici de marketing\int[, orientate spre client. Procesul de v`nzare este cel care determin[ produc\ia =I, ca urmare, ]ntreprinderea se confrunt[ cu exigen\ele impuse de imperativul <produce ce s-a v`ndut deja>. 2. Fundamenatrea produc\iei ]ntreprinderii ]n func\ie de posibilit[\ile interne ale acesteia M[rimea, structura =i caracteristicile calitative ale resurselor tehnice, materiale =i umane aflate la dispozi\ia ]ntreprinderii, posibilit[\ile de utilizare a acestora, volumul mijloacelor financiare ce pot fi alocate pentru produc\ie, condi\iile tehnologice =i manageriale existente reprezint[ cei mai importan\i factori ai poten\ialului productiv de la nivelul ]ntreprinderii care condi\ioneaz[ =i deseori limiteaz[ ceea ce aceasta poate s[ fac[ ]n domeniul produc\iei sale. 3. Fundamentarea produc\iei ]ntreprinderii ]n func\ie de strategia =i politicile manageriale adoptate de aceasta
55
cap.3 }ntreprinderea sistem de produc\ie total
Fundamentarea produc\iei ]n aceast[ direc\ie presupune dou[ etape de analiz[ previzional[, cu grade diferite de detaliere. Astfel, ]ntr-o prim[ etap[, din ansamblul cerin\elor pie\ei se selecteaz[ acelea care corespund prevederilor din stategia economic[ a ]ntreprinderii. Dup[ precizarea cerin\elor pie\ei care pot fi ]ndeplinite cu resursele disponibile, se vor selecta acele cerin\e care contribuie ]n cea mai mare m[sur[ la transpunerea ]n practic[ a prevederilor strategiei =i politicilor adoptate. Factorii de decizie vor hot[r` <ce, c`t, cum, c`nd =i pentru cine doresc s[ produc[>, adic[: Ce ? nomenclatorul produselor =i gama tipurilor, variantelor sau modelelor executate. C`t ? cantit[\ile de produse pe diferite pozi\ii din nomenclator. Cum ? caracteristicile calitative, func\iile specifice de utilizare, costurile de produc\ie =i rata profitului pentru fiecare produs. C`nd ? termenele de livrare pe comenzi. Pentru cine ? pie\ele de desfacere, domeniile de utilizare =i clien\ii pentru fiecare produs. 3.5.2 Optimizarea planului produc\iei fizice Optimizarea constitue o caracteristic esen\ial[ a concep\iei, realiz[rii =i func\ion[rii sistemelor inginere=ti. }n general, la elaborarea modelului matematic necesar optimiz[rii unui sistem ingineresc se identific[: 1. Care sunt variabilele xi asupra c[rora se poate lua decizia (necumoscutele sistemului matematic): - caracteristici ale produsului; - parametri regimului tehnologic; - volumul produc\iei fizice pentru diferite sortimente. 2. Care sunt restric\iile esen\iale impuse sistemului: - cantit[\ile de materiale disponibile;
56
INGINERIA SISTEMELOR DE PRODUC|IE
- gabarite limitate; valori limit[ ale regimurilor tehnologice pentru utilajele disponibile; - for\a de munc[ disponibil[; - grad d e ]nc[rcare al capacit[\ilor de produc\ie existente; - volum al produc\iei fizice sortimentale contractat cu beneficiarii. 3. Care sunt criteriile de alegere a solu\iei optime, criterii care definesc func\ia de optimizat a modelului matematic: - randamentul unui produs sau proces; - consumul specific de materiale sau de energie; - costurile de produc\ie; - profitul; - ]nc[rcarea capacit[\ilor de produc\ie. 4. Care este obiectivul optimiz[rii: maximizarea sau minimizarea func\iei obiectiv. Rezolvarea unor astfel de probleme face necesar[ apelarea la metodele cercet[rii opera\ionale (programarea liniar[, teoria deciziei, teoria jocurilor, teoria stocurilor, analiza drumului critic, teoria firelor de a=teptare =.a.). Un astfel de exemplu este dat de problema utiliz[rii optime a unor resurse. Ipotezele problemei sunt urm[toarele: - se urm[re=te producerea reperelor: Ri, i 1,2, , n - se utilizeaz[ resursele: Ej, j 1,2, , m - resursele sunt disponibile ]n cantit[\ile bj (pentru resursa Ej) - se cunosc consumurile aji de resurs[ Ej pentru producerea reperului Ri - se cunosc profiturile unitare ci rezultate prin valorificare unit[tii de produs Ri - se cunosc costurile unitare j necesare achizi\ion[rii unit[\ii de resurs[ Ej - se cunoa=te capitalul total disponibil S pentru achizi\ionarea acestor resurse Necunoscutele problemei sunt cantit[\ile, xi, din fiecare produs care urmeaz[ a fi fabricate. Rela\iilevalabile ]n ipotezele de mai sus sunt: - ]ncas[rile totale rezultate din v`nzarea produselor Ri, i 1,2, , n sunt:
f ( x1 , x 2 ,..., x n ) =
a ji xi
i =1
57
cap.3 }ntreprinderea sistem de produc\ie total
- cantitatea consumat[ din resursa Ej este:
a ji x i
i=1
- costul total al resursei Ej consumat[ este: j - cheltuielile totale cu resurse sunt:
m n
a ji x i
i =1
j a ji xi
j =1 i =1
Pentru determinarea necunoscutelor xi, se pot formula urm[toarele dou[ modele: A) }n cazul ]n care se dispune de resursele E1, E2, , Em ]n cantit[\ile b1, b2, , bm se pune problema utiliz[rii lor ]ntr-un mod care s[ conduc[ la ]ncas[ri totale maxime. }n acest caz, modelul matematic care are ca solu\ii cantit[\ile x1, x2, , xn optime, se scrie astfel:
n ci x i (max) f ( x1 , x 2 ,..., x n ) = i =1 n pentru () j = 1,2,..., m a ji xi b j i =1 pentru ()i = 1,2,..., n xi 0
B) }n cazul ]n care se dispune de capitalul S (cunoscut), cu care se dore=te achizi\ionarea resurselor E1, E2, , Em, pentru fabricarea reperelor R1, R2, , Rn astfel ]nc`t ]ncas[rile s[ fie maxime =i s[ se recupereze capitalul investit, modelul matematic se scrie:
n ci xi (max) f ( x1 , x 2 ,..., x n ) = i =1 n n ( j a ji xi ) S = 1 j i =1 n ci xi S i =1 x 0 pentru () I = 1,2,..., N i
58
INGINERIA SISTEMELOR DE PRODUC|IE
Aceste modele numite fundamentale pot fi completate cu numeroase detalii, care reprezint[ condi\ii suplimentare. A=a cum se poate u=or constata, aceste dou[ modele probleme de programare liniar[, care se pot rezolva prin metoda SIMPLEX (v. ANEXA 1) dup[ ce au fost aduse la forma standard sau folosind un pachet de programe specializat a=a cum este WINQSB.
3.6 Procesul de produc\ie
Baza activit[\ii ]ntr-un sistem de produc\ie o constitue procesul de produc\ie, care reprezint[ ac\iunea organizat[ =i con=tient[ a for\elor de munc[ asupra obiectelor muncii cu ajutorul uneltelor de munc[, ]n vederea transform[rii lor ]n bunuri materiale necesare societ[\ii sau ]n vederea realiz[rii unor servicii. Procesul de produc\ie cuprinde totalitatea activit[\ilor intreprinderilor industriale ]ncep`nd cu procesul de aprovizionare, continu`nd cu procesul tehnologic =i termin`nd cu procesul de desfacere a produc\iei realizate. Dintre cele trei componente amintite, cea mai important[ este procesul tehnologic ]n cadrul c[ruia are loc activitatea propriu-zis[ de creare a produsului marf[ sub ac\iunea proceselor de munc[ =i a proceselor natural-dirijate. Procesul tehnologic este deci, acea latur[ a procesului de produc\ie care reprezint[ transformarea direct[ cantitativ[ =i calitativ[ a obiectelor muncii (modificarea formei, structurii, grup[rii, compozi\iei chimice, amplas[rii ]n spa\iu etc.). Procesul de munc[ reprezint[ o latur[ a procesului de produc\ie, cuprinz`nd activitatea executantului din sfera produc\iei materiale dar =i a celui din sfera indirect productiv[. Procesul de munc[ =i procesul tehnologic, ca laturi principale ale procesului de produc\ie, se afl[ ]ntr-o str`ns[ leg[tur[. }n cazul ]n care tansformarea obiectului muncii se face direct de c[tre executant,
59
cap.3 }ntreprinderea sistem de produc\ie total
procesul tehnologic se suprapune cu procesul de munc[. Prin introducerea tot mai accentuat[ a tehnicii noi, se ajunge, ca de exemplu ]n cazul automatiz[rii, la un proces de munc[ care se reduce doar la pornirea, supravegherea, reglarea =i oprirea utilajelor. Procesele de munc[, ca elemente ale procesului de produc\ie se suprapun par\ial sau total =i cu procesele auxiliare, de servire =i anexe (corespunz[toare structurii generale a sistemului de produc\ie). 3.6.1 Clasificarea proceselor de produc\ie O clasificare a proceselor de produc\ie trebuie s[ aib[ ]n vedere: - produc\ia realizat[ =i locul de munc[ unde se execut[; - gradul de participare la ob\inerea produsului finit; - influen\a executantului asupra debitului de produse; - gradul de mecanizare al proceselor; - cooperarea ]ntre executan\i; - gradul de ocupare al lucr[torilor. a) }n func\ie de produc\ia realizat[ =i de locul de munc[ unde se execut[, procesele de produc\ie pot fi: de extrac\ie, de prelucrare, de transport, de control, de cultivare etc. Procesele de prelucrare se caracterizeaz[ prin aceea c[ ]n cadrul lor for\a de munc[ ac\ioneaz[ direct sau cu ajutorul mijloacelor de munc[ asupra acelor obiecte ale muncii care ]n prealabil au fost trecute prin filtrul activit[\ii omului, produsul fiind rezultatul modific[rilor succesive ale obiectului muncii. b) }n func\ie de gradul de participare la ob\inerea produsului finit , procesele de produc\ie pot fi: de baz[, auxiliare, de servire =i anexe.
60
INGINERIA SISTEMELOR DE PRODUC|IE
Procesele de baz[ sau procesele tehnologice de fabrica\ie, constitue
con\inutrul principal al procesului de produc\ie, ]ntruc`t ]n cadrul lor au loc principalele transform[ri fizice, chimice, mecanice, ale obiectelor muncii, ]n vederea ob\inerii produsului finit. Procesele de produc\ie de baz[ difer[ de la o ramur[ industrial[ la alta, ]n func\ie de: natura materiilor prime prelucrate, caracteristicile produsului finit sau caracteristicile utilajelor. Ele pot fi ]mp[r\ite ]n procese de baz[ preg[titoare, procese de prelucrare propriu-zis[, procese de finisaj montaj.
Procesele auxiliare reprezint[ acele procese de produc\ie care au loc
paralel cu procesele de baz[ =i au drept scop asigurarea condi\iilor necesare pentru ca procesul de baz[ s[ se desf[=oare ]n cele mai bune condi\iuni. Caracteriatica acestor procese este aceea c[ ele nu ac\ioneaz[ ]n mod direct asupra obiectelro munciipentru a le transforma ]n produse finite ce constitue obiectul de profil al ]ntreprinderii, ci au ca scop producerea diferitelor feluri de energie, confec\ionarea sculelor =i dispozitivelor, ]ntre\inerea ]n stare de func\ionare a utilajelor, cl[dirilor, construc\iilor speciale.
Procesele de servire sunt acele procese de produc\ie, care contribuie
la buna desf[=urare a proceselor de baz[ =i auxiliare. Activitatea de baz[ se materializeaz[ ]n servicii ca de exemplu: transportul materiilor prime =i a materialelor, aprovizionarea locurilor de munc[, activitatea laboratoarelor, activitatea depozitelor.
Procesele anexe au ca scop valorificareaa de=eurilor =i a altor
reziduuri ale proceselor de baz[ =i auxiliare. c) }n func\ie de influen\a muncitorilor asupra debitului de produse, procesele de produc\ie pot fi cu ritm liber =i cu ritm reglementat. d) Conform gradului de mecanizare, procesele de produc\ie pot fi clasificate ]n manuale =i mecanizate. Gradul de mecanizare al fiec[rui
61
cap.3 }ntreprinderea sistem de produc\ie total
loc de munc[ va avea influen\[ asupra caracterului muncii executantului =i deci asupra norm[rii muncii. e) Av`nd ]n vedere criteriul cooper[rii ]ntre exectan\i, procesele de produc\ie pot fi realizate individual sau ]n colectiv. f) Corespunz[tor gradului de ocupare ]n munc[ al fiec[rui executant pot fi distinse procese cu ocupare par\ial[ sau cu ocupare complet[ a acestuia pe parcursul schimbului de lucru.
3.6.2 Structura procesului tehnologic Lu]nd drept baza procesul tehnologic de prelucrare mecanic[ structura acestuia cuprinde: opera\ia, a=ezarea sau pozi\ia, faza, trecerea, m`nuirea =i mi=carea. Opera\ia este acea parte a procesului de produc\ie de a c[rei efectuare r[spunde un executant, pe un anumit loc de munc[ prev[zut cu o anumit[ dotare (utliaje, unelte) care ac\ioneaz[ asupra unor anumite obiecte ale muncii, ]n cadrul uneia =i aceleia=i tehnologii. Corespunz[tor proceselor de munc[ =i proceselor tehnologice se deosebesc: opera\ia de munc[, rezultat al diviziunii muncii =i opera\ia tehnologic[ - rezultat al diviziunii tehnologice.
Opera\ia tehnologic[ se caracterizeaz[ prin patru elemente
constante: locul de munc[, obiectul muncii, mijlocul de munc[ folosit =i caracterul lucr[rii.
Opera\ia de munc[ are ]n vedere =i alte elemente ale procesului de
produc\ie cum sunt cele legate de transportul, depozitarea sau controlul. Faza este o parte a opera\iei care se caracterizeaz[ prin utilizarea acelora=i unelte de lucru =i a aceluia=i regim tehnologic, obiectul muncii suferind o singur[ transformare tehnologic[.
62
INGINERIA SISTEMELOR DE PRODUC|IE
Trecerea este parte a fazei care se repet[ identic =i se caracterizeaz[ printr-o curs[ de lucru. M`nuirea este acea parte a opera\iei de munc[ care reprezint[ un anumit grup de mi=c[ri ale unui executant, determinat de un scop bine definit. Mi=carea, cel mai simplu element al muncii const[ dintr-o deplasare, luare de contact sau desprindere a executantului de utilaj sau organele acestuia de comand[, de unealta de lucru sau de obiectul muncii asupra c[ruia se ac\ioneaz[.
3.7 Norme de munc[
Prezen\a omului n cadrul sistemelor de produc\ie constituie una din problemele dificile ale conducerii acestora, deoarece unele aspecte ca: aprecierea comparativ a diferitelor lucr[ri executate, analiza productivi\[tii muncii, calculul costului manoperei, stabilirea salariului, etc, sunt greu de cuantificat si controlat. n acest context, cea mai important[ problem[ o constituie ra\ionalizarea si m[surarea muncii ca premis[ a pl[\ii acesteia. Determinarea corect[ a manoperei trebuie s[ r[spund[ la 2 chestiuni: 1. Care este productivitatea muncii considerat[ suficient[ n condi\iile date? 2. Care este salariul rezonabil n condi\iile productivit[\ii realizate? Dificult[\ile sunt legate att de num[rul mare de factori ce intervin ct si de natura subiectiv[ =i social[ a multora dintre ei.
63
cap.3 }ntreprinderea sistem de produc\ie total
C[utarea unui etalon pentru determinarea valorii for\ei de munc[ a dus la elaborarea normelor de munc[, n cadrul activit[\ii de normare a muncii. Normarea muncii reprezint[ complexul de opera\ii prin care se stabile=te cantitatea de munc[ necesar[ pentru executarea unor lucr[ri, servicii sau ndeplinirea unor functii n condi\iile tehnico- organizatorice precizate. Problema calit[\ii normelor este o problem[ de corectitudine tehnic[. Problema viabilit[\ii normelor este o problem[ care se refer[ la acceptabilitatea normelor de c[tre conducere =i de c[tre angaja\i. Calitatea =i viabilitatea normelor este cu siguran\[ cea mai dificil[ problem[ permanent[ dintre cele pe care inginerul industrial trebuie s[ le rezolve, deoarece trebuiesc optimizate legile economice cu nevoile crec`nde ale oamenilor. |in`nd cont de aprecierea c[ studiul muncii (studiul metodelor =i m[surarea muncii) este esen\a ingineriei industriale, se prezint[ ]n continuare elementele de baz[ necesare pentru activitatea de normare din intreprinderile constructoare de ma=ini. Norma de munc[ este o variabil[ de performan\[ a procesului de munc[ si a procesului tehnologic. Ea reprezint[ sarcina (cantitatea) de munc[ ce se stabileste unui executant (individual sau colectiv) care are calificarea corespunz[toare si lucreaz[ cu intensitate normal[ pentru efectuarea unei operatii sau lucr[ri n anumite conditii tehnicoorganizatorice precizate. Norma de munc[ include actiunile utile ale executantului, precum si acele ntreruperi reglementate f[r[ de care nu este posibil[ realizarea sarcinii de munc[ prescris[. Munca neproductiv[ si ntreruperile nereglementate nu se includ n norma de munc[.
64
INGINERIA SISTEMELOR DE PRODUC|IE
Forma de exprimare a normelor depinde de specificul activit[tii respective (tipul productiei, forma de salarizare, etc). Cele mai uzuale forme sunt norma de timp (folosit[ n constructia de masini) si norma de productie. n cazul unor activit[ti specifice se pot exprima sub form[ de sfer[ de atributii, frecvent[ a lucr[rilor pe o anumit[ perioad[, volumul m[rfurilor ce trebuie vndut ntr-o anumit[ perioad[, etc. Indiferent de forma de exprimare, n toate cazurile norma de munc[ trebuie s[ con\in[ descrierea con\inutului muncii, organizarea locului de munc[ si cantitatea de munc[ necesar[. Caracteristicile principalelor forme de exprimare a normelor de munc[ vor fi prezentate n continuare: 1. Norma de timp (NT) reprezint[ timpul stabilit unui executant cu calificare corespunz[toare si care lucreaz[ n ritm normal, pentru efectuarea unei unit[ti de lucrare (produs), n conditii tehnicoorganizatorice precizate. Se exprim[ n unit[ti de timp-om pe unitatea natural[ de productie. n cazul lucrului n colectiv, normele de timp se pot fixa ca durate necesare execut[rii operatiei de ntreaga echip[ (oreechip[). Normele de timp se pot utiliza ca atare sau pot fi folosite pentru determinarea altor tipuri de norme. De exemplu, la productia de mas[ si de serie mare, n ritm reglementat pe band[, se utilizeaz[ norma de productie definit[ astfel: NP 1/NT 2. Sfera de atributii (SA) si norma de deservire (ND) Sfera de atributii reprezint[ ansamblul sarcinilor de munc[ stabilite unui executant pentru a le ndeplini n cadrul procesului de productie la care particip[ sau al activit[tii pe care o desf[soar[. Norma de munc[ se exprim[ sub forma sferei de atrrbutii n cazul lucr[rilor variate, cu durate de executie mici sau cnd ordinea n care apar lucr[rile si durata lor se
65
cap.3 }ntreprinderea sistem de produc\ie total
contureaz[ abia n timpul desf[=ur[rii, cum este cazul lucr[rilor de ntre\inere si repara\ii. Se utilizeaz[ de asemenea, acolo unde prescrip\iile tehnologice prev[d ni=te posturi fixe, obligatorii (sta\ii electrice, sta\ii de compresoare etc). n asemenea cazuri, norma de munc[ trebuie s[ cuprind[ descrierea detaliat[ a tuturor atribu\iilor si sarcinilor de munc[ ce trebuie ndeplinite de executant la postul respectiv. Norma de deservire, ND, reprezint[ locul de munc[ (punctul de lucru) delimitat prin suprafat[ si/sau dotarea lui, n care un executant =i exercit[ atribu\iile sau sarcinile de munc[. Ex: l[c[tusi ntretinere sau revizie, conduc[tori de colective. Norma de deservire, ND, trebuie s[ fie stabilit[ si n cazul n care se utilizeaz[ normele de timp, dar n decursul unui schimb de lucru nu se asigur[ ocuparea complet[ a executantului. Pentru folosirea complet[ a timpului de munc[, se stabileste si norma de deservire, indicndu--se num[rul utilajelor deservite de executant. (ex: \es[torii, tratamente termice, prelucr[ri pe ma=ini automate, etc). 3. Norma depersonal (NL) reprezint[ num[rul de lucr[tori, meseria (func\ia) lor =i nivelul de calificare necesar pentru, un executant colectiv care =i exercit[ activitatea pe baza unei norme stabilite pe ansamblul colectivului. Norma de personal este folosit[ n construc\ii, industria minier[, comert, productia n flux pe band[ etc. La baza stabilirii normei de personal st[ organizarea rational[ a muncii si folosirea complet[ de c[tre executan\i a timpului de munc[. Din punct de vedere al stadiului de aplicare normele de munc[ se clasific[ ]n trei categorii: 1. Norma de munc[ definitiv[ este caracteristic[ proceselor tehnologice stabile, este determinat[ pe baza unui studiu de metod[ si nu se
66
INGINERIA SISTEMELOR DE PRODUC|IE
modific[ dec[t la schimbarea conditiilor avute n vedere la elaborarea sa. 2. Norma de nsu=ire reflect[, la un moment dat, cantitatea de munc[ real necesar[ pentru executarea unei lucr[ri n raport cu stadiul nsu=irii de c[tre executant a noilor condi\ii (metode) de munc[. Diferen\a dintre norma de nsu=ire si cea definitiv[ se stabileste prin calcul si m[sur[tori, sub form[ de coeficient, a c[rei valoare scade treptat a. . la sfr=itul perioadei de nsu=ire (de obicei 6 luni) norma s[ devin[ definitiv[. 3. Norma provizorie este stabilit[ prin compararea lucr[rii (operatiei) normate cu alte lucr[ri (operatii) asem[n[toare pe baza documentatiei tehnice existente sau a capacit[tii de evaluare a volumului de munc[ necesar pe care o au cei ce elaboreaz[ norma. Aceast[ norm[ are caracter accidental si se aplic[ temporar, de regul[ la procese sau produse noi, la care nu se pot stabili norme de munc[ n faza de proiectare. Metodele de normare (evaluare a normelor de munc[) sunt; a) normare tehnic[ (analitic[), se realizeaz[ pe baz[ de calcule, m[sur[tori, utilizare de normative (prescriptii valabile pentru conditiile n care au fost stabilite)- ct mai extinse. b) Normare empiric[, pe baza unor date statistice- experimentale, comparatii =i evalu[ri- se aplic[ doar exceptional pentru norme provizorii, valabile maxim 3 luni. Pentru ca normele de munc[ ce se elaboreaz[ =i aplic[ n produc\ie s[ fie de calitate, este necesar ca n perioada de elaborare =i aplicare a lor s[ fie ndeplinite urm[toarele conditii: a) s[ asigure din timp preg[tirea optim[ a procesului de productie; b) s[ \in[ seama de tipul productiei (mas[, serie, unicate);
67
cap.3 }ntreprinderea sistem de produc\ie total
c) s[ se aplice metode corespunz[toare de m[surare a muncii pentru cuprinderea corect[ a timpilor norma\i; d) s[ se precizeze =i s[ se asigure toate condi\iile tehnice =i organizatorice ce au fost avute n vedere la elaborarea normei de munc[ respective. e) s[ se prevad[ =i s[ se respecte cu stricte\e cerin\ele de calitate a produselor, normele de protec\ie, securitate =i igien[ a muncii =i cele de protec\ie a mediului. Pentru ca norma de munc[ s[ fie considerat[ de calitate ea trebuie s[ poat[ fi realizat[ de c[tre to\i executantii care posed[ calificarea corespunz[toare lucr[rii executate, =i-au nsu=it modul ra\ional de executare a acesteia, lucreaz[ n ritm =i cu intensitate normal[ =i respect[ condi\iile tehnice si organizatorice prev[zute.
3.8 Norma tehnic[ de timp
3.8.1 Structura timpului de munc[ al executantului Timpul de munc[ este timpul de care dispune un executant pentru a-=i ndeplini sarcinile de munc[, conform duratei reglementate a zilei de munc[ =i se exprim[ n ore-om, min.-om. Structura timpului de munc[ al executantului este prezentat[ ]n figura 3.8 =i este detaliat[ ]n continuare. A. Timpul productiv (Tp) este timpul n cursul c[ruia un executant efectueaz[ lucr[rile necesare pentru realizarea unei sarcini de munc[. El se compune din:
68
INGINERIA SISTEMELOR DE PRODUC|IE
A1. Timpul de preg[tire ncheiere: reprezint[ timpul n cursul c[ruia un executant, naintea nceperii unui lucr[ri (lot de produse), creeaz[ condiiile necesare efectu[rii acesteia =i dup[ terminarea ei, aduce locul de munc[ n starea iniial[. A2. Timpul operativ: este timpul n cursul c[ruia un executant
efectueaz[ sau supravegheaz[ lucr[rile necesare pentru modificarea cantitativ[ =i/sau calitativ[ a obiectelor muncii efectund totodat[ =i aciuni ajut[toare pentru ca modificarea s[ aib[ loc. Top =tb + ta Timpul de baz[, tb este timpul n cursul c[ruia un executant efectueaz[ sau supravegheaz[ lucr[rile necesare pentru modificarea nemijlocit[ cantitativ[ =i/sau calitativ[ a obiectului muncii, respectiv: a dimensiunilor, formei, compoziiei, propriet[\ilor, st[rii lui sau a dispunerii n spa\iu a diferitelor sale p[r\i; n cazul opera\iilor de transport este timpul de deplasare a produselor; timpul de baz[ necesit[ obligatoriu ac\iunea sau supravegherea direct[ a executantului. Timpul ajut[tor, ta este timpul n cursul c[ruia nu se produce nici o modificare cantitativ[ =i/sau calitativ[ a obiectului muncii, ns[ un executant trebuie s[ realizeze mnuirile necesare sau s[ supravegheze utilajul pentru ca aceast[ modificare s[ poat[ avea loc. Ex: - timp pentru fixarea piesei n dispozitiv =i pentru scoaterea piesei; - timp pentru deplasarea de la o ma=in[ la alta (cnd sunt deservite mai multe MU) OBS.: Timpul de baz[ =i timpul ajut[tor se repet[ cu fiecare unitate sau grup[ de unit[\i de produse executate.
69
cap.3 }ntreprinderea sistem de produc\ie total
n func\ie de gradul de mecanizare =i automatizare al opera\iilor, caracterul particip[rii executantului la ndeplinirea muncii se schimb[ astfel c[ =i consumul de timp de baz[ =i ajut[tor poate fi clasificat n: - timp de munc[ manual: lucrarea este efectuat[ de un executant cu consum de energie proprie; - timp de munc[ manual-mecanic[; - timp de supraveghere a func\ion[rii utilajului (n care se men\ine reglajul; de ex.: la prelucrarea pe ma=ini unelte automate, supravegherea cuptoarelor de tratament) A3. Timp de deservire a locului de munc[: este timpul n cursul c[ruia executantul asigur[ pe ntreaga perioad[ a schimbului de munc[ att men\inerea n stare de func\ionare a utilajelor =i sculelor ct =i organizarea, aprovizionarea, ordinea =i cur[\enia la locul de munc[, conform sarcinilor ce-i sunt stabilite. Tdl = tdl + tdo Timpul de deservire tehnic[, tdt, al locului de munc[, este timpul n cursul c[ruia un executant asigur[, pe ntreaga perioad[ a schimbului de munc[, men\inerea n stare normal[ de func\ionare a utilajelor =i de utilizare a sculelor cu care efectueaz[ sarcinile de munc[ ce-i sunt stabilite. Ex: - revizia, reglarea =i rodajul pentru cazul unor repara\ii accidentale, nlocuirea unor scule care nu au o frecven\[ de schimbare legat[ de tehnologie. Timpul de deservire organizatoric[,tdo, a locului de munc[ este timpul n cursul c[ruia un executant asigur[ pe ntreaga perioad[ a schimbului de munc[, ngrijirea, aprovizionarea =i organizarea locului s[u de munc[, conform sarcinilor care-i revin.
70
INGINERIA SISTEMELOR DE PRODUC|IE
Ex.: - timpul pentru a=ezarea sculelor corespunz[tor nevoilor organiz[rii locului de munc[, timpul pentru cur[\enia locului de munc[, timpul pentru primirea =i predarea schimbului, cnd ace=ti timpi nu sunt lega\i de timpul de preg[tire ncheiere.
Timp de munc[ (TM) Timp productiv (Tp) Timp neproductiv (TN)
Timp de preg[tire =i ncheiere (Tp )
Timp operativ (Top)
Timp de deservire a locului de munc[ (Tdl)
Timp de ntreruperi reglementate (Tr)
Timp de munc[ neproductiv
Timp de ntreruperi nereglementate
(Tmn)
(Tn)
Timp de baz[ (tb)
Timp Timp Timp Timp Timp Independent ajut[tor deservire deservire odihn[ condi\ionat de tehnic[ organiz. =i necesit. de tehnologie executant (ta) (tdt) (tdo) fire=ti =i organiz. (ti)
Dependent de executant (td)
(ton)
(tto)
Timp de munc[ manual[ (tman)
Timp de munc[ manual-mecanic[ (tmm)
Timp de supraveghere a func\ion[rii utilajului (tsf)
Fig. 3.8
B. Timpul neproductiv (TN) este timpul n care au loc ntreruperi n munca executantului, din: oricare ar fi natura lor. El se compune
71
cap.3 }ntreprinderea sistem de produc\ie total
B1. Timpul de ntreruperi reglementate, Tr, este timpul pentru odihna =i necesit[\ile fire=ti ale executantului, precum =i ntreruperile reglementate de tehnologia aplicat[ =i de organizarea locului de munc[. Tr = ton + tto Timpul de odihn[ =i necesit[\i fire=ti, ton, este timpul din durata schimbului n cursul c[ruia procesul de munc[ este ntrerupt, n scopul men\inerii capacit[\ii de munc[ =i al satisfacerii necesit[\ilor fire=ti =i de igien[ personal[ ale executantului. OBS.: ton depinde de condi\iile n care se desf[=oar[ procesul de munc[. Timpul de ntreruperi condi\ionat de tehnologie =i de organizarea muncii, tto , este acela de ntrerupere a procesului de munc[, care rezult[ inevitabil din prescrip\iile tehnice de folosire a utilajului prev[zut de tehnologie =i din activitatea executan\ilor la locul de munc[. Ex.: - timpul de ntrerupere la diferite locuri de munc[ pe linii tehnologice neechilibrate, la care timpul real al activit[\ii este mai mic dect tactul liniei. B2. Timpul de munc[ neproductiv, Tmn , este timpul n cursul c[ruia executantul efectueaz[ ac\iuni ce nu sunt utile desf[=ur[rii normale a procesului de produc\ie. Ex.: - timpi rezulta\i din rebutarea unei piese =i/sau remedierea unor lucr[ri executate necorespunz[tor; timpi necesari c[ut[rii de piese sau scule dintr-o mul\ime, n cazul organiz[rii necorespunz[toare a locului de munc[. B3. Timp de ntreruperi nereglementate, Tn , este un timp neproductiv n care procesul de munc[ este ntrerupt din cauze nereglementate. Tn = ti + td Timpul de ntreruperi independente de executant, ti
72
INGINERIA SISTEMELOR DE PRODUC|IE
Ex.: a=tept[rile legate de lipsa de energie, materii prime, semifabricate, scule, mijloace de transport, a defec\iunilor accidentale ale utilajului sau a calamit[\ilor naturale =i intemperiilor; timpul de supraveghere n care i s-ar fi putut repartiza executantului alte munci, dar din deficien\e organizatoriceaceasta nu s-a f[cut. Timpul de ntreruperi dependent de executant, td Ex.: absen\e, ntrzieri, discu\ii, greve.
3.8.2. Structura timpului de folosire a utilajului Timpul de folosire a utilajului (TFU) se exprim[ n ore-utilaj, minutilaj =i are structura prezentat[ ]n figura 3.9 Timpul de folosire a utilajului, TFU , cuprinde timpul disponibil pe ntreaga perioad[ a schimbului de munc[ pentru utilizarea utilajului. A. Timpul de func\ionare util[, Tfu , cuprinde totalitatea timpurilor: A1 de mers n sarcin[, tms , n care utilajul ac\ioneaz[ asupra obiectului muncii; A2 de mers n gol, tmg , n care func\ionarea utilajului este necesar[ pentru asigurarea ac\iunii realizat[ n A1. B. Timpul de func\ionare inutil[, Tfi Ex.: timpul neopririi ma=inii la terminarea prelucr[rii sau n cursul remedierii rebuturilor. C. Timpul de nefunc\ionare a utilajului, Tnf , timpul n care acesta nu func\ioneaz[ datorit[ ntreruperilor: C1. reglementate, Tru , determinate de: - ton timpul de odihn[ =i necesit[\i =i - tto determinat de tehnologie =i organizare. C2. nereglementate , Tnu , care pot fi: - independente de utilaj , tiu
73
cap.3 }ntreprinderea sistem de produc\ie total
Ex.:
lips[ energie, efectuarea unor repara\ii neplanificate,
necorelarea capacit[\ii cu locurile de munc[ vecine; - dependente de utilaj , tdu Ex.: ntreruperi datorate defect[rii utilajului.
(TFU)
Timp de func\ionare util[ (Tfu) Timp util de mers n sarcin[ (tms) Timp util de mers n gol (tmg)
Timp de func\ionare inutil[ (Tfi)
Timp de nefunc\ionare (Tnf)
Timp de ntreruperi reglementate (Tru)
Timp de ntreruperi nereglementate (Tnu) dependente de utilaj (tdu)
independente de utilaj (tiu)
Fig. 3.9
3.8.3 Structura timpului pe ciclu de fabrica\ie Acest criteriu stabile=te structura timpului de munc[ d.p.d.v. al obiectului muncii, n trecerea acestuia prin toate stadiile procesului de fabrica\ie =i cuprinde: A. Timpul de transformare, are ponderea cea mai mare =i reprezint[ timpul n care obiectul muncii este supus prelucr[rilor.
74
INGINERIA SISTEMELOR DE PRODUC|IE
B.
Timpul de transport, apare ca urmare a deplas[rii semifabricatelor =i produselor finite ntre depozite =i ntre locurile de munc[.
C. =i/sau D. E.
Timpul de control - destinat examin[rii cantitative calitative a materiilor prime =i materiale, semifabricatelor =i produselor finite. Timpul de a=teptare, pentru activit[\ile A, B =i C. Timpul de depozitare.
Suma tuturor acestor timpi, ncepnd cu depozitul de materii prime =i materiale =i terminnd cu cel de produse finite, formeaz[ ciclul de fabrica\ie. 3.8.4 Structura =i determinarea normei de timp Norma de timp, NT cuprinde totalitatea timpilor productivi ai executantului =i cei de ntreruperi reglementate. n vederea determin[rii NT este util[ stabilirea structurii acesteia cu precizarea componentelor sale. NT se exprim[ =i se calculeaz[ n min-om (ore-om) norm[/bucat[. Diagrama structurii NT este prezentat[ ]n figura 3.9, nota\iile fiind cele cunoscute din paragrafele anterioare. Stabilirea timpului de preg[tire ]ncheiere Tp] Tp depinde de tipul produc\iei, de caracterul opera\iei =i de forma de organizare a muncii (n principal). Tp este relativ mare pentru produc\ia individual[ =i de serie mic[, atunci cnd acest timp este consumat la locul de munc[ de personalul de baz[. n cazul celorlalte tipuri de produc\ie, utilajele fiind reglate pentru
75
cap.3 }ntreprinderea sistem de produc\ie total
o perioad[ mare de timp, iar organizarea nesuferind modific[ri, Tp este mic, ca pondere, n valoarea NT.
NT
Tp
Top
Tdl
Tr
tb
ta
tdt
tdo
ton
tto
Fig. 3.9
Timpul de preg[tire ncheiere se exprim[ n procente fa\[ de timpul operativ sau n unit[\i de timp. Pentru m[surarea acestui timp se pot folosi: cronometrarea, fotografierea, fotocronometrarea =i observ[rile instantanee. Cnd n timpul prelucr[rii pieselor unui lot apar activit[\i ce se repet[ dup[ un anumit num[r de piese, sau timp de func\ionare (nlocuirea unei scule), timpul de preg[tire ncheiere se stabile=te separat pentru lucr[rile constante =i pentru cele variabile, n conformitate cu rela\ia:
' " Tp = T p + T p
n q
, unde
Tp timpul de preg[tire ncheiere constant, care nu variaz[ n func\ie de m[rimea lotului; Tp timpul de preg[tire ncheiere care variaz[ n func\ie de m[rimea lotului; q nr. de piese realizate ntre dou[ opera\ii succesive ale lui Tp.
76
INGINERIA SISTEMELOR DE PRODUC|IE
Stabilirea timpilor operativi Top = tb + ta Pentru procesele manuale =i manual-mecanice (lucr[ri de montaj, prelucr[ri pe ma=ini unelte) timpul operativ se m[soar[ global prin toate metodele de m[surare a timpului: cronometrare, fotografiere, observ[ri instantanee etc. Pentru cazurile n care timpul de baz[ =i cel ajut[tor pot fi stabili\i separat, timpul operativ se calculeaz[ prin nsumnarea lor. Pentru lucr[rile mecanice =i automate: Top = Tfu (Td l +Tr) + (tb + ta) Tfu timp de func\ionare util[ a utilajului; Td l timp de deservire a locului de munc[ suprapus cu Tfu; Tr timp de ntreruperi reglementate suprapus cu Tfu ; tb timp de baz[ nesuprapus cu Tfu ; ta timp ajut[tor nesuprapus cu Tfu ; Top = tb + ta - timp operativ nesuprapus cu Tfu . n cazul n care timpul de baz[, tb , se suprapune integral cu timpul de func\ionare util[ a utilajului, atunci timpul operativ este: Top = Tfu + ta Sunt cazuri cnd timpul de func\ionare util[ a utilajului nu se poate determina prin calcul ci prin observ[ri directe. n acest caz: Top = Top + Top , n care: Top este timpul operativ, suprapus cu Tfu , dat de rela\ia: Top = tsf + ta , unde: tsf este timpul de supraveghere a func\ion[rii utilajului; ta timpul ajut[tor (manual =i manual mecanic) care se suprapune cu Tfu. Rezult[ c[. ]n acest caz, timpul operativ se determin[ cu rela\ia: Top = tsf + ta + tb + ta
77
cap.3 }ntreprinderea sistem de produc\ie total
Timpul de produc\ie impune =i precizia norm[rii =i de aceea, pentru produc\ia de mas[, se au n vedere mnuirile ca elemente de normat, pe cnd la produc\ia individual[ sau de serie - fazele sau opera\iile tipizate. Calculul timpului de baz[ depinde de caracterul muncii. Pentru procesele de munc[ manuale =i manual-macanice, timpului de baz[ i corespunde timpul de transformare nemijlocit[ de c[tre executant a materiilor prime =i materialelor etc. De aceea el se stabile=te prin m[sur[tori de timp care au n vedere diferi\ii factori de influen\[. De exemplu, ajustarea unei suprafe\e se normeaz[ \innd seama de caracteristicile mecanice ale materialului, de adaosul de prelucrare ce trebuie ndep[rtat, de conturul ce trebuie ob\inut. n cazul proceselor mecanice =i automatizate intervine timpul de suprapunere a func\ion[rii utile n sarcin[ a utilajului par\ial sau total cu timpul de func\ionare util[ a utilajului. n timpul de baz[ se poate include uneori =i timpul de interven\ie direct[ a executantului asupra obiectelor muncii (nesuprapuse cu Tfu ) ca de exemplu luarea gradului unei g[uri strunjite, cur[\irea =i verificarea pieselor prelucrate. n cazul suprapunerii par\iale a timpului de baz[ cu cel de supraveghere exist[ posibilitatea ca executantul s[ poat[ deservi mai multe utilaje, ntruct n acest caz apar mai multe ntreruperi n activitatea executantului. Timpul de baz[ se calculeaz[ n general cu ajutorul unor rela\ii de calcul care au n vedere parametrii de func\ionare ai utilajelor =i caracteristicile obiectivelor muncii. De exemplu, timpul util de mers n sarcin[ la strunjirea exterioar[ longitudinal[ a unei piese de lungime L este:
78
INGINERIA SISTEMELOR DE PRODUC|IE
tms = n este tura\ia, ]n rot/min; s avansul, ]n mm/rot; i nr. de treceri.
L i ns
unde:
Stabilirea timpului ajut[tor se realizeaz[, de asemenea, n func\ie de caracterul muncii. Timpul ajut[tor se poate stabili prin formule de calcul n cazul n care ntregul timp util de mers n gol al utilajului necesit[ supravegherea executantului, dar de obicei, se stabile=te prin m[sur[tori directe. Timpul util de mers n gol impune uneori o supraveghere total[ sau par\ial[. n cazul n care aceast[ supraveghere nu este necesar[ pentru executant, acest timp se poate considera ca fiind timp de ntreruperi condi\ionate de tehnologie. La stabilirea timpului ajut[tor se va urm[ri ra\ionalizarea muncii executantului: prin suprapunerea mi=c[rilor celor dou[ mini, prin suprapunerea mi=c[rilor muncitorului cu func\ionarea ma=inilor =i prin scutirea muncitorului de activit[\i auxiliare =i neproductive. n func\ie de tipul produc\iei, timpul ajut[tor se stabile=te lund n considerare urm[toarele elemente ale procesului de produc\ie: Produc\ia de mas[, serie mare: Elemente normate : mi=c[ri, mnuiri, complexe de mnuiri. Produc\ia de serie mijlocie: Elemente normate: complexe de mnuiri, faze, opera\ii. Produc\ia de serie mic[, unicate: Elemente normate: ntregi. procese tehnologice, pe tipuri de prelucrare a diferitelor suprafe\e sau a pieselor
79
cap.3 }ntreprinderea sistem de produc\ie total
Stabilirea timpilor de deservire a locului de munc[ Durata timpului de deservire a locului de munc[ =i con\inutul acestui timp depind de caracterul muncii, de tipul de produc\ie, de lucrarea care se execut[ =i de felul utilajului folosit. n cazul proceselor mecanice sau automatizate, acest timp se calculeaz[ n procente din timpul de func\ionare util[ a utilajului, Tfu =i se exprim[ n ore-om. n cazul proceselor manuale sau manual-mecanice, timpul de deservire a locului de munc[ se exprim[ n acelea=i unit[\i de timp, dar n procente din timpul operativ Top. Timpul de deservire a unei ma=ini-unelte va depinde de lucrarea care se execut[, de cantitatea de =pan care trebuie ndep[rtat[, de lichidul de r[cire folosit, de regimul de lucru utilizat, de gradul de automatizare, care poate conduce la un anumit timp n care muncitorul poate executa lucr[ri corespunz[toare altor categorii de timp, de num[rul de puncte de ungere sau de sistemul de lubrifiere utilizat =.a. Procedeele de m[surare a timpului de deservire a locului de munc[ sunt acelea=i cu cele pentru stabilirea timpului de preg[tire-ncheiere cu deosebirea c[ aceast[ categorie de timp se refer[ la aproape toate lucr[rile ce se efectueaz[ pe un loc de munc[ =i nu se stabile=te n func\ie de anumite lucr[ri. Stabilirea timpului de ]ntreruperi reglementate a) Timpul de odihn[ =i necesit[\i fire=ti, ton , se stabile=tepe baz[ de normative n func\ie de factorii care determin[ apari\ia senza\iei de oboseal[ la fiecare loc de munc[. b) Timpul de ntreruperi condi\ionate de tehnologie =i de organizarea muncii se stabile=te fie prin formule de calcul, fie prin observ[ri
80
INGINERIA SISTEMELOR DE PRODUC|IE
directe asupra timpului de munc[, separat pe cele dou[ componente ale sale: tto = tth + tog b1) La stabilirea timpului de ntreruperi condi\ionate de tehnologie, tth , trebuie s[ se aib[ n vedere ca acest timp s[ de\in[ o pondere tot mai mic[, de la o perioad[ la alta, pentru realizarea cre=terii productivit[\ii muncii. La stabilirea acestui timp pot interveni dou[ situa\ii: timpul de ntreruperi condi\ionate de tehnologie survine n timp ct utilajul nu func\ioneaz[, tth1 (timpul de ntreruperi cauzat de neechilibrarea locurilor de munc[ n flux); timpul de ntreruperi condi\ionate de tehnologie survine n timp ct utilajul func\ioneaz[, tth2 (timpul de ntreruperi cauzat de regimul termic variabil al utilajului tehnologic). tth = tth1 + tth2 b2) n cazul organiz[rii produc\iei n flux, nu se poate asigura ntotdeauna o echilibrare perfect[ a tuturor locurilor de munc[, de=i sunt numeroase ncerc[ri teoretice =i experimentale n acest sens. Ca urmare a existen\ei acestui dezechilibru apar a=tept[ri ale unor executan\i =i utilaje, ntreruperi n activitatea unor membri ai echipei. Modificarea ritmului benzii, modificarea num[rului locurilor de munc[ n flux, o normare corespunz[toare a muncii, o preocupare pentru cuplarea =i echilibrarea opera\iilor, repartizarea cu grij[ a executan\ilor la locurile de munc[, sunt c[ile prin care se pot reduce timpii de intreruperi condi\ionate de organizarea muncii care apar att la opera\iile manuale ct =i la cele mecanizate, efectuate n flux de c[tre o echip[ de muncitori. Prin aceasta se contribuie la cre=terea productivit[\ii muncii.
81
cap.3 }ntreprinderea sistem de produc\ie total
3.8.5 Calculul normei de timp a) Cazul proceselor manuale sau manual-mecanice: NT =
Tp n + Top + Tdl + Tr =
Tp
k + kr + Top 1 + dl 100 n
Obs. Timpul de deservire a locului de munc[ =i cel de ntreruperi reglementate se exprim[, de obicei ca procent din timpul operativ. b) n cazul proceselor mecanice sau automatizate, trebuie avute n vedere simultan att timpul de func\ionare util[ a utilajului deservit ct =i timpul de munc[ al executantului. Rela\ia dintre cele dou[ categorii de timp este prezentat[ n figura 3.10. b1) n cazul n care timpul de func\ionare util[ a utilajului se poate calcula pe cale analitic[, rezult[: NT = T fu +
Tp n
'' '' + ta + Tdl + Tr''
tn (secund) semnific[ timpii respectivi care nu se suprapun cu cel de func\ionare util[ a utilajelor. Deci: NT = T fu +
T p n
'' '' '' '' '' + ta + t dt + t do + t on + t to
' '' '' De obicei t 'dt , tdo , tto se exprim[ n procente din timpul de
'' func\ionare util[, iar ton - procent din timpul productiv, definit de
rela\ia: Rezult[:
Tp =
Tp n
+ Top + Tdl
NT = T fu +
Tp
'' '' '' '' kdt kon kdo kto '' T + ta 1 + + + + fu n 100 100 100 100
b2) n cazul n care timpul de func\ionare util[ a utilajului trebuie stabilit prin m[sur[tori directe =i nu prin rela\ii analitice, se are n vedere rela\ia: Tfu = tsf + ta + Tdl + Tr
82
INGINERIA SISTEMELOR DE PRODUC|IE
Indicele (prim) se refer[ la timpii care sunt suprapu=i timpului de func\ionare util[ a utilajului.
Fig.3.10 Tfu timp de func\ionare util[ a utilajului; tsf timp de supraveghere a func\ion[rii utilajului; tin timp de interven\ie al executantului ]n perioada de timp c`t utilajul nu func\ioneaz[; tis - idem, c`t utilajul func\ioneaz[
3.8.6 Stabilirea normei de timp ]n cazul deservirii mai multor ma=ini La baza trecerii la deservirea simultan[ a mai multor ma=ini, st[ posibilitatea execut[rii opera\iilor manuale pentru o ma=in[ n timpul ct celelalte ma=ini func\ioneaz[ f[r[ interven\ia muncitorului. Ciclul de lucru, Tc pentru ma=in[, tc pentru executant, n cazul deservirii mai multor ma=ini reprezint[ perioada de timp n decursul c[reia se ndepline=te cu regularitate una =i aceea=i activitate, care se repet[ la toate ma=inile deservite. Pe baza schemei din figura 3.11, rezult[: Tfu = n ( tin + tis + tsf ) - tin n=
T fu + tin tin + tis + tsf
unde :
n este num[rul de ma=ini ce pot fi deservite simultan. n cursul timpului de lucru, executantul =i poate modifica ritmul s[u de lucru, poate s[ reduc[ timpii de interven\ie tin =i tis. Ca urmare va cre=te timpul de trecere de la o ma=in[ la alta =i de a=teptare a executantului, conducnd la o ocupare efectiv mai redus[ a executantului
83
cap.3 }ntreprinderea sistem de produc\ie total
n compara\ie cu cea normat[ =i la o mai bun[ folosire a ma=inilor, ob\inndu-se astfel o cre=tere a randamentului mijloacelor fixe =i a productivit[\ii muncii.
Fig. 3.11 tin timp de interven\ie n care ma=ina nu func\ioneaz[; tis idem, ma=ina func\ioneaz[; tsf timp de supraveghere a func\ion[rii ma=inii.
n situa\ia invers[, a cre=terii timpilor de interven\ie, rezultatele sunt n sens contrar. Stabilirea normei de deservire optime are n vedere tocmai realizarea unui minim de neutilizare a executantului =i a ma=inilor. Pentru stabilirea normei de timp trebuiesc calcula\i n prealabil urm[torii coeficien\i: - Coeficientul de ocupare a executantului la o ma=in[: Ko =
t +t tin + tis = in is T fu + tin TC
- Coeficientul de a=teptare de c[tre ma=in[ spre a fi deservit[; Kam este dependent de coeficientul de ocupare Ko =i de num[rul de ma=ini deservite (v. fig 3.12).
84
INGINERIA SISTEMELOR DE PRODUC|IE
- Coeficientul de a=teptare al executantului, Kae, func\ie de Ko =i n (v.fig. 3.13). - Coeficientul de utilizare a unei ma=ini, Kum =
1 . K am
1 K ae
- Coeficientul de ocupare al executantului la ma=ini: Koe =
Timpul de lucru operativ al executantului la o ma=in[ este: Top =
TC = (tin + tis) Kae n
Ciclul de lucru al ma=inii este: TC = (Tfu + tin) Kam Norma de produc\ie pe schimb, n cazul deservirii mai multor ma=ini, se poate determina fie prin num[rul de piese care se prelucreaz[ pe fiecare ma=in[, fie ca sum[ a normelor de produc\ie pentru toate ma=inile deservite. n cazul n care executantul nu =i regleaz[ ma=inile norma de produc\ie ]n buc[\i pe schimb este: Nnr = n
T Td'' , buc/schimb, unde: TC
T - durata unui schimb; T 'd' - consum suplimentar de timp ( Td = tdt + tdo + ton ) n cazul c[ executantul va rezolva =i reglarea ma=inilor-unelte deservite, norma de produc\ie n buc[\i pe schimb se calculeaz[ cu rela\ia:
Tp T Td + N Nr = n TC , buc/schimb , unde:
n m[rimea lotului; Tp timpul de preg[tire ncheiere.
85
cap.3 }ntreprinderea sistem de produc\ie total
Fig.3.12
86
INGINERIA SISTEMELOR DE PRODUC|IE
Fig. 3.13
87
cap.3 }ntreprinderea sistem de produc\ie total
3.9 Aplica\ii ale teoriei a=tept[rii la stabilirea normelor de deservire =i a normelor de personal
Elementele problemei fenomenului de a=teptare :
Sursa : mulimea unit[ilor care solicit[ un serviciu la un moment dat.
Sosirea unit[\ilor n sistemul de a=teptare determin[ o variabil[ aleatoare X care reprezint[ num[rul de unit[\i care intr[ n sistem n unitatea de timp.
Sistemul de a=teptare, format din:
- Firul de a=teptare : a=teapt[ (finit sau infinit) - Statia de serviciu : un lucrator , o masina , etc. care efectueaza serviciul solicitat. Timpul de servire al unei unitati in statia de serviciu este o variabila aleatoare Y Indicatorii principali ai problemei de a=teptare . 1) m - num[rul de unit[\i ale popula\iei din surs[ care sosesc n sistem =i care poate avea valorile: - - sistem deschis - finit sistem nchis 2) s - num[rul de sta\ii de serviciu ; 3) pn(t) -probabilitatea ca n sistemul de a=teptare s[ se g[seasc[ n unit[\i la momentul t oarecare (pn) ; 4) n(t) - num[rul de unitati ce se gasesc in sistemul de asteptare (fir serviciu) la momentul t; este o variabil[ aleatoare cu distribu\ia:
0 n(t ) : p 0
este determinat de num[rul unit[\ilor care
1 p1
2 p2
m
... ...
n pn
... ...
m pm
4) n(t ) = n p n - num[rul mediu de unit[\i din sistem
n =0
la un
moment t
88
INGINERIA SISTEMELOR DE PRODUC|IE
5) nf(t) - num[rul de unit[\i din firul de a=teptare la un moment dat t; nf(t )este o variabil[ aleatoare, care, \innd cont c[ exist[ unit[\i distribu\ia: n firul de a=teptare atunci cnd n > s, are
0 n f (t ) : p + p + ... + p 1 s 0
5) n f(t) se afl[ n fir;
m n =0
1 p s +1
n
... n s ... m s ... pn ... pm
- num[rul mediu de unit[\i care
(n s) p
6) ns(t) num[rul de unit[\i care sunt servite la un moment t: ns(t) = n(t) - nf(t) variabila aleatoare;
6) n s (t) = n (t) - n f (t) - num[rul mediu de unit[\i care sunt servite la momentul t ; 7) P (n (t)> k)
- probabilitatea ca num[rul unit[\ilor din sistem
la momentul t s[ fie mai mare dect k : P (n(t)> k) = 1-P(n(t) k) = 1- (po + p1 + ... + pk ) 8) t f 9) t s
- timpul mediu de a=teptare al unei unit[\i n fir ; - timpul mediu de a=teptare al unei unit[\i n sistem .
Legile probabilistice ale sosirilor =i servirilor Fie X variabila aleatoare discret[ ce reprezint[ unit[\i sosite n condi\iile : a) posibilitatea sosirii unei unit[\i la un moment dat este costant[ =i nu depinde de ceea ce s-a ntmplat anterior ;
89
num[rul de
n unitatea de timp, ntr-un sistem de a=teptare.
cap.3 }ntreprinderea sistem de produc\ie total
b) posibilitatea unei sosiri ntr-un interval de timp (t , t+t) este propor\ional[ cu lungimea , t , a intervalului; c) probabilitatea ca n intervalul de timp (t , t) , t foarte mic, s[ avem mai mult de o sosire este aproximativ egal[ cu zero; variabila aleatoare X , are reparti\ia Poisson , cu parametrul t
Pn (t ) =
1 (t ) n e t n!
unde : Pn(t) probabilitatea ca la momentul t, num[rul de unit[\i sosite s[ fie n ;
- num[rul mediu de unit[\i sosite n unitatea de timp.
Observa\ie: num[rul unit[\ilor Acceptnd acelea=i condi\ii a) , b) , c) =i pentru servite de c[tre o sta\ie care lucreaz[ f[r[
ntrerupere , se ob\ine ca num[rul de servicii ce pot fi f[cute de o sta\ie ntr-un timp t , este o variabil[ aleatoare poissonian[ , cu parametru t , unde este num[rul mediu de unit[\i servite n unitatea de timp. Variabila aleatoare Y1 , timpul dintre dou[ sosiri are o reparti\ie exponen\ial[ f(t) = e t cu valoarea medie M(Y1) = consecutive este
1
- intervalul mediu ntre dou[ sosiri num[rului mediu de sosiri n
inversul
unitatea de timp. Observa\ie: n mod similar,varibila aleatoare Y,timpul dintre
1
dou[ servicii consecutive are o reparti\ie exponen\ial[ de parametru =i deci intervalul mediu dintre dou[ servicii cosecutive este
90
INGINERIA SISTEMELOR DE PRODUC|IE
Ecua\iile de stare pentru un fenomen de a=teptare ]n regim sta\ionar Regimul sta\ionar se caracterizeaz[ prin faptul c[ probabilit[\ile pn(t) nu depind de momentul t , deci sunt constante la orice moment, pk(t) pk. In acest caz se demonstreaz[ c[:
pn =
0 K n 1 p 0 (1) 0 K n
0, K , n-1 parametrul sosirilor (num[rul mediu de sosiri in
unitatea de timp) este dependent de num[rul unit[tilor din sistem ;
1, K , n parametrul serviciilor, num[rul mediu de unit[\i
servite in unitatea de timp, dependent de num[rul unit[\ilor din sistem. Modele de a=teptare Modelul M(, 1, 1)
- o infinitate de unit[\i in sursa (fenomen de asteptare
deschis); 1 un fir de asteptare; 1 o sta\ie de servire.
n constant, deoarece popula\ia din care provin sosirile este
suficient de mare;
n - constant, pentru ca exist[ o singur[ sta\ie de servire, deci nu
depinde de num[rul unit[\ilor din sistem. Rezult[ din (1):
n pn = p0 = p0
n
Unde = / este factor de serviciu sau intensitatea traficului Pentru > 1 - NU este suficient[ o singur[ sta\ie de deservire (avem o aglomerare , crestere a sirului de asteptare).
91
cap.3 }ntreprinderea sistem de produc\ie total
Pentru < 1 se obtine: po=1- ; pn=n(1-) ;
n=
num[rul mediu de unit[\i din sistem;
2 nf = num[rul mediu de unit[\i din fir; 1
n s = num[rul mediu de unit[\i in curs de servire;
n num[rul mediu de unit[\i servite in unitatea de timp;
tf =
1
timpul mediu de asteptare al unei unit[\i ]n
fir;
ts =
1 timpul mediu de asteptare al unei unit[\i ]n 1 1
sistem; P(n>k)=k+1 posibilitatea ca num[rul unita\ilor n aflate in sistem s[ fie mai mare decat un num[r k. Observa\ie: Dac[ firul de asteptare este limitat, adic[ sistemul de asteptare are capacitatea m[rginit[ la N unit[ti deci in firul de asteptare se pot afla cel mult N 1 unit[ti, atunci formulele modelului M(, 1, 1) devin:
p0 = 1 1 N +1
n 1 , pt. n N p pn = 1 N +1 0, pt. n > N
nu mai este necesar[ conditia <1; unit[tile care sosesc in sistem cand n>N, pleac[ in alt[ parte.
92
INGINERIA SISTEMELOR DE PRODUC|IE
Modelul M(, 1, s)
=
factorul de servire al unei statii.
1 n p0 , pt.1 n s n! pn = 1 n p = 1 s 0 s!s n s s!
()
n s
p 0 , pt. n s
Unde =
reprezinta factorul de serviciu al tuturor statiilor. s
p0 = 1
n =0
s 1
n!
1 s! 1
s n = f s! 1 n s = n = n f + n s
p0
1 s = tf = n s s! 1
nf
p0 p 0 + 1
ts = t f +
1 1 s s! 1
Modelul M(m,1,1) In cadrul modelelor anterioare s-a presupus ca populatia din sursa este infinita. In practica, de cele mai multe ori, sosirile sunt in numar foarte mare, insa finite. De exemplu: intr-un atelier exista m (numar finit) masini cu aceleasi caracteristici tehnologice si care functioneaza independent unele de altele. Masinile se pot defecta in mod intamplator si sosesc la reparat dupa o lege poissoniana cu parametrul ; pentru reparatie exista un singur mecanic (statie), iar durata reparatiei unei masini urmeaza o repartitie exponentiala (cu parametrul ). Acest exemplu constituie un model de asteptare cu un fir de asteptare, o statie, populatie finita. Pentru determinarea caracteristicilor acestui
93
cap.3 }ntreprinderea sistem de produc\ie total
model se observa ca probabilitatea ca in intervalul de timp t sa soseasca in sistem o unitate, atunci cand exista n unitati in sistem din cele m ale sursei, este cu atat mai mica, cu cat numarul unitatilor ramase in sursa este mai mic. De aceea se poate scrie:
n t = (m n ) t
de unde rezult[:
n = (m n )
Deoarece exista o singura statie, parametrul n nu depinde de numarul de unitati din sistem, el fiind constant, . Inlocuind in (1) rezulta:
pn = n1 n (m 1) K (m n + 1) p0 = K
n
= m (m 1) (m 2) K (m n + 1) p0 n p n = Am n p 0 pt. n = 1,2,K , m
Pentru calculul lui p0 se porneste de la relatia:
p
n =0
=1
n =0
n n Am p0 = 1 p0 =
1
n =0
Am
Caracteristicile acestui model vor fi: - numarul mediu de unitati aflate in sistem:
n = n pn = m
n =0 m
(1 p 0 )
- numarul mediu de unitati care sunt servite la un moment dat va fi dat de aceeasi expresie ca la modelul modelul M(, 1, 1) deoarece exista o singura statie de servire:
94
INGINERIA SISTEMELOR DE PRODUC|IE
ns = 1 p0
- numarul mediu de unitati aflate in fir:
n f = n ns = m 1+
(1 p 0 )
- timpul mediu de asteptare a unei unitati din fir este:
tf = nf
ns
1 m 1 1 1 p0
- timpul mediu de asteptare in sistem:
ts = t f +
1 m 1 1 p0
Modelul M(m,1,s) Ca si in cazul M(m,1,1), cand popula\ia sursei este finita parametrul , reprezentand numarul mediu al sosirilor pe unitatea de timp, depinde de numarul unitatilor ramase in sursa, fiind proportional cu acestea:
n = (m-n)
- Celalat parametru, num[rul mediu al venirilor pe unitatea de timp, se va scrie ca si in modelul M(,1,s).
n =
n daca 1 n s s daca s n m
Cu aceste valori rezulta:
n C m n p 0 daca 1 n s pn = n s s n Am p 0 daca s n m s!
()
unde: =
=
factorul de serviciu al tuturor statiilor s factorul de serviciu al fiecarei statii
95
cap.3 }ntreprinderea sistem de produc\ie total
p0 =
1 s s mk n n n C + Am m s! n = s n =0
s1
()
Celelalte caracteristici ale modelului se calculeaza pornind de la relatiile lor de definire prezentate anterior. Probleme de optimizare In multe dintre fenomenele de asteptare preocuparea principala este reducerea timpilor de asteptare/inactivitate proiectand spatii de servire cat mai satisfacatoare, dar evident nu se poate merge cu marirea acestora la infinit. Deci va fi necesara determinarea unui plan optim de asteptare care sa fie cat mai convanabil din punct de vedere economic. Pentru aceasta se studiaza diversele variante ale modelului de asteptare, comparandu-se indicatorii intre ei: timpi de asteptare, numar de statii. In acelasi timp trebuiesc calculate costurile globale, pe unitatea de timp ale fiecarei variante din care se alege cea cu cheltuielile globale minime. Costurile globale sunt date de rela\ia: w CT = ns t s C1 + s C2 Primul termen reprezint[ pierderile ca urmare a a=tept[rii iar al doilea termen costurile cu sta\iile de servire. Se exemplific[ aceast[ problem[ cu urm[torul exemplu:
3.10 Procedeele de m[surare =i determinare al timpului de munc[ =i al timpului de func\ionare al utilajului ]n industria constructoare de ma=ini
M[surarea timpului de munc[ se realizeaz[ ]n cadrul a doua etape principale:
96
INGINERIA SISTEMELOR DE PRODUC|IE
- etapa de ]nregistrare a situatiei existente, pe baza c[reia se studiaz[ =i
se eviden\iaza prevederile de timp de munc[ ale executantului =i ]n func\ionarea utilajului, ]n vederea elabor[rii unei norme ]mbun[t[\ite;
- etapa de m[surare a timpului de munc[ consumat;
M[surarea timpului de munc[, indiferent de metoda care se utilizeaz[, necesit[ la r`ndul ei urm[toarele faze: preg[tirea m[sur[rii, efectuarea m[sur[rii, prelucrarea datelor; Pentru m[surarea timpului de munc[ =i a timpului de folosire a utilajului se utilizeaz[: aparate indicatoare (ceasornice, cronometre), aparate ]nregistratoare (obisnuite: magnetofon, oscilograf, filmat sau specializate: centralograful, tehnograful) =i materiale auxiliare (plan=ete speciale pe care se fixeaz[ fi=a de observare =i cronometrele). Metodele de m[surare =i analiz[ a timpului de munc[ se clasific[ astfel: 1. Metode de ]nregistrare direct[ a timpului
a) Cronometrarea
a1. Cronometrarea f[r[ evaluarea ritmului a2. Cronometrarea cu evaluarea ritmului Fiecare dintre variantele de cronometrare se poate realiza prin mai multe procedee: - cronometrarea continu[; - cronometrarea repetat[; - cronometrarea selectiv[; - cronometrarea selectiv-grupat[
b) Fotografierea
b1. Fotografierea individual[-autofotografierea b2. Fotografierea colectiv[ b3. Fotocronometrarea individual[ b4. Fotocronometrarea colectiv[
97
cap.3 }ntreprinderea sistem de produc\ie total
2. Metode de ]nregistrare indirect[ a timpului a) Observ[ri instantanee a1. Observ[ri instantanee f[r[ evaluarea ritmului a2. Observ[ri instantanee cu evaluarea ritmului b) M[surarea timpului pe microelemente 3. Metode speciale: utilizeaz[ dotare special[ (filmare,
oscilografierea, centralofrafierea,etc)
3.10.1 Cronometrarea Cronometrarea este o metod[ direc[ de ]nregistare a timpului prin care se m[soar[ =i se analizeaz[ acele elemente de timp care se repet[ identic cu fiecare unitate de produs: timpul operativ sau timpul de func\ionare util[ a utilajului. Procedeele de cronometrare au caracteristicile prezentate ]n continuare. La cronometrarea continu[ se m[soar[ toate elementele de timp ale unei opera\ii, ]n ordinea succesiuni lor, sf`r=itul unui element fiind identic cu ]nceputul altuia. Notarea acestor momente cu ajutorul unui cronometru, pentru opera\iile cu o durat[ mai mare de 3 secunde, permite calculul duratei fiec[rui element. Cronometrarea repetat[ se utilizeaz[ n cazul n care elementele de timp ale unei opera\ii au durate mai mici de 3 secunde. Procedeul const[ n nregistarea de mai multe ori ntr-o ordine prestabilit[ a elementelor. De exemplu dac[ o opera\ie se poate defalca n 9 elemente ce urmeaz[ a fi cronometrate cu durate mai mici de 3 secunde, se poate face o nregistrare repetat[ pe grupe de cte 3 elemente. Cronometrarea selectiv[ se utilizez[ n cazul n care se urm[re=te stabilirea duratei unui anumit element al opera\iei.
98
INGINERIA SISTEMELOR DE PRODUC|IE
Cronometrarea selectiv- grupat[ se aplic[ pentru determinarea duratei unor grupe de elemente foarte mici, ordonate diferit de la un ciclu la altul, grupe care se m[soar[ n mod continuu, elimindu-se riscul unor erori de citire =i nregistrare a m[sur[torilor. Dac[ trebuiesc m[surate n elemente ale unei opera\ii cu duratele xk, k=1,2,,n se pot stabili i, i=1,2,,n permut[ri posibile de m[surare distinct[ a duratei ai pentru n-1 elemente. Ca urmare: ai= x k x i
k =1 n
notnd cu T= a i =i tinnd cont de rela\ia:
T n 1
rezult[ durata fiec[rui element: xk =
T -ai , pentru i=k=1,2,...,n n 1
Pentru ca rezultatele s[ fie concludente este necesar s[ se respecte condi\ia: (n-1)ai <T, pentru oricare i=1,2,...,n
a1.Cronometrarea f[r[ evaluarea ritmului este folosit[ ]n activitatea ]ntreprinderii pentru mai multe scopuri: - stabilirea duratei timpului operativ; - ob\inerea datelor necesare elabor[rii normelor de munc[; - verificarea normelor de munc[ existente =i stabilirea cauzelor ne]ndeplinirii lor de c[tre unii executan\i; - repartizarea corespunz[toare a sarcinilor de munc[ ]ntre executan\i la lucrul ]n echip[;
99
cap.3 }ntreprinderea sistem de produc\ie total
- studierea metodelor de munc[ =i ra\ionalizarea m`nuirilor, ]n vederea tehnologic; Etapele acestei cronometr[ri sunt: a) preg[tirea observatorului: asupra tehnologiei, tipului de produc\ie =i organiz[rii locului de munc[; b) defalcarea opera\iilor pe elemente de munc[ ce o compune, p`n[ la m`nuiri =i mi=c[ri, urm[rindu-se ]n mod special eviden\ierea timpului de func\ionare a utilajelor fa\[ de timpul manual al executantului, suprapus =i nesuprapus =i a punctelor de fixare, adic[ a limitelor care despart aceste elemente ]ntre ele. Determinarea factorilor care influen\eaz[ fiecare element al opera\iei cercetate este ]n m[sur[ s[ coduc[ la o normare corect[, la proiectarea unui con\inut c`t mai ra\ional al fiec[rui element de munc[ =i a structurii ra\ionale a opera\iei ]n ansamblu c) fixarea momentului cronometr[rii: cronometrarea trebuie s[ se ]ntind[ de-a lungul ]ntregului schimb (sau schimb[rilor) cu excep\ia momentelor de ]nceput =i sf`r=it (circa 30 minute) =i s[ fie efectuat[ pe mai mul\i executan\i d) alegerea executantului: etap[ important[, deoarece aptitudinile personale, experien\a, preg[tirea teoretic[ =i practic[ a executantului, capacitatea de a-=i ]nsu=i metodele de munc[ noi, influen\eaz[ nivelul productivit[\ii muncii. Se recomand[ un executant cu calificarea corespunz[toare, care ]=i realizeaz[ ]n mod corect =i ]n ritm normal sarcinile de munc[ e) adoptarea modelului de fi=[ de cronometrare care trebuie s[ con\in[ informa\ii cu privire la: - executant:calificare (categorie), v`rst[, etc; - opera\ia executat[: MU, SDV-uri;
100
]mbun[t[\irii procesului de munc[ =i a procesului
INGINERIA SISTEMELOR DE PRODUC|IE
- produs: descrierea piesei finite, semifabricat; - condi\iile de munc[: temperatur[, iluminat, zgomot, umiditate, modalitatea de aprovizionare a locului de munc[ cu materiale =i scule f) realizarea observ[rilor cronometrice =i ]nregistrarea unui
=ir cronometric. Din acest =ir trebuiesc eliminate ]nregistr[rile gre=ite din
cauza celui care face cronometrarea sau a unor ]ntreruperi ]n activitate al executantului (discu\ii, fumat, etc).Timpul de execu\ie al unui element al opera\iei variaz[ de la un ciclu la altul datorit[: varia\iei unor parametrii care \in de obiectul muncii, organizarea locului de munc[, mi=c[rile executantului nu pot fi reproduse ]n mod identic de-a lungul schimbului. Ca urmare =irul cronometric trebuie s[ con\in[ un num[r de observ[ri (care se determin[ \in`nd seama de calcule probabilistice), care se poate calcula cu rela\ia: N=18000
D2 , unde: S2
D este diferen\a dintre valoarea maxim[ =i valoarea minim[ a primelor 10 observ[ri dintr-un =ir cronometric; S-suma valorilor pentru primele 10 observ[ri. Se adopt[, dup[ calcularea valorii N pentru fiecare element de munc[ din ciclu, cel mai mare num[r de m[sur[tori g) prelucrarea datelor =irului cronometric pentru acela=i
element al procesului de produc\ie se pate referi la un singur schimb sau
la ]ntreaga perioad[ cronometrat[.Calitatea m[sur[torilor va depinde de num[rul de observ[ri =i se reflect[ ]n diferen\a dintre valoarea maxim[ =i minim[ a =irului cronometric denumit[ =i c`mpul de toleran\[ sau dispersia valorilor =i se exprim[ prin coeficientul CS de stabilitate a =irului: Cs =
xi xi
max min
101
cap.3 }ntreprinderea sistem de produc\ie total
Coeficientul de stabilitate a =irului trebuie s[ ]ndeplineasc[ condi\ia: Cs Csa undebCsa este coeficientul de stabilitate admisibil, care se stabile=te ]n func\ie de caracterul muncii =i de tipul produc\iei pentru opera\ia m[surat[ =i are valorile prezentate ]n tabelul 3.
Tabelul 3.
Caracterul muncii Manual-mecanic Manual Csa mas[,serie mare 1,2 1,3 serie mijlocie 1,3 1,4 serie mic[,unicate 1,4 1,5
}n cazul ]n care nu este respectat[ aceast[ condi\ie se exclud din =ir una sau mai multe din valorile extreme (cele care au un grad mai mic de repetare) astfel ]nc`t histograma de distribu\ie a valorilor =irului s[ fie simetric[ =i nu alungit[ spre valoarea maxim[ sau minim[. +irurile cronometrice cu dou[ maxime ale histogramei dovedesc o calitate necorespunz[toare a m[sur[torilor. La eliminarea valorilor extreme se va urm[ri ca num[rul valorilor eliminate s[ nu dep[=easc[ 1/3 din
num[rul valorilor ini\iale. Metodele de eliminare sunt: la ]nt`mplare =i alc[tuirea =irului ameliorat. a2.Cronometrarea cu evaluarea ritmului Ritmul de munc[ este caracterizat prin viteza de execu\ie =i este invers propor\ional cu timpul de realizare a opera\iei. Ritmul de munc[ difer[ nu numai de la un executant la altul ci =i pentru acela=i executant, ]n func\ie de starea psihic[ =i fiziologic[, de ziua =i ora la care se efectueaz[ m[surarea. Ritmul de referin\[ este un ritm conven\ional ales ]n func\ie de metodele de fundamentare utilizate.
102
INGINERIA SISTEMELOR DE PRODUC|IE
}n func\ie de viteza de execu\ie, executan\ii se pot considera ca fiind rapizi, medii sau len\i. Se consider[ ca titm mediu, normal, ritmul realizat de un executant care, av`nd un pas de 75 centimetrii, se mi=c[ pe o suprafa\[ orizontal[ neted[, f[r[ ]nc[rc[tur[, la temperatura normal[ (18 C), umiditate normal[, cu o vitez[ de deplasare de 6,4 km/or[. Dezavantajul acestui etalon este c[ se poate aplica numai pentru activitatea de mar=, fiind mai pu\in reprezentativ pentru lucr[rile industriale care se realizeaz[ la bancurile de lucru, la mese, depinz`nd de precizia =i ]ndem`narea muncitorului. Un alt etalon pentru un ritm mediu este deplasarea cu 15 centimetrii fa\[ de pozi\ia ini\ial[ a unui set de 10 creioane a=ezate paralel unul fa\[ de altul la o distan\[ de 12 centimetrii ]n timp de 11 secunde. Evaluarea ritmului presupune o preg[tire continu[ =i riguroas[ din punct de vedere profesional =i aptiduni specifice din partea celui care face cronometrarea ca =i o practic[ ]ndelungat[ ]n specialitate. Este dificil de dat reguli precise asupra modului de evaluare a ritmului. }n practic[, evaluarea ritmului trebuie realizat[ ]n mod corect pentru fiecare opera\ie sau element de timp, av`nd durata cuprins[ ]ntre 3-30 secunde. Mai ]nt`i se ]nregistreaz[ valoarea ritmului apreciat =i abia dup[ aceea se m[soar[ timpul pentru a nu fi influen\at observatorul ]n evaluarea ritmului, de rezultatele ]nregistrate prin cronometrare. Pentru elementele de timp care dep[=esc 30 secunde sau sunt mai mici de 3 secunde, evaluarea este mai dificil[. Din aceast[ cauz[ se impune descompunerea corespunz[toare a opera\iilor de timp. Crnometrarea cu evaluarea ritmului prezint[ urm[toarele avantaje: - elimin[ o parte din erorile de m[surare pentru elaborarea unor norme de munc[ =tiin\ific[, este mai obiectiv[ dec`t metoda simpl[ de
103
cap.3 }ntreprinderea sistem de produc\ie total
cronometrare, elimin[ dificultatea de a g[si un executant care s[ lucreze cu ritm mediu; ritmul mediu este ]ntip[rit prin exerci\ii =i antrenament ]n memoria observatorului; -conduce la norme de munc[ echilibrate; (abaterea fiind de 5%) - necesit[ un volum de munc[ mult mai sc[zut pentru o aceea=i precizie, at`t pentru culegerea datelor c`t =i pentru prelucrarea acestora; dar =i urm[toarele dezavantaje: - dotarea necesar[ cu aparate de proiec\ie, filme, cu ritmuri etalon pentru antrenament, care trebuie efectuat de 2 ori pe an; aplicarea metodei ]n mod corect depinde ]ntr-o m[sur[ mai mare de gradul de preg[tire profesional[ a observatorului; - modul de execu\ie al opera\iei, precizia mi=c[rilor =i viteza de execu\ie a opera\iei sunt 3 facori importan\i de care trebuie s[ se \in[ seama la realizarea cronometr[rii cu evaluarea ritmului. Modul de execu\ie al opera\iei trebuie stabilit =i definit ]naintea cronometr[rii, ]n condi\iile ]n care metoda de munc[ a fost stabilizat[. La cronometrarea repetat[ a unei opera\ii nu trebuie s[ existe modific[ri ]n metoda de munc[. }nregistarea timpului se realizeaz[ cu at`t mai precis cu c`t metoda de munc[ este mai respectat[. Pentru realizarea cronometr[rii cu evaluarea ritmului, observatorul trebuie s[ parcurg[ urm[toarele etape: a) s[ observe ritmul de lucru =i s[-l ]registreze; b) s[ cronometreze =i s[ ]nscrie timpii; s[ transcrie datele ]n fi=ele de cronometrare; c) s[ calculeze timpul reevaluat. Penru prelucrarea datelor rezultate din m[sur[tori, se folosesc metode analitice =i grafice. Cele mai utilizate sunt: metoda analitic[, metoda graficului cu sc[ri logaritmice, metoda graficului cu sc[ri uniforme, metoda grafo- analitic[.
104
INGINERIA SISTEMELOR DE PRODUC|IE
Metoda analitic[ de calcul are ca punct de plecare rela\ia care leag[ timpul de ritm: (1) Deci: Timpul (T) Ritmul (R) CONSTANT (2) T0R0T1R1T2R2 TnRnTERE
unde:R0, R1,,Rn sunt ritmurile evaluate (observate); T0,T1,,Tn timpi m[sura\i RE ritmul normal, etalon (100) TE timpul corespunz[tor ritmului normal (timpul reevaluat) Din rela\ia (2) se stabile=te expresia fundamental[ pentru calculul timpului corespunz[tor ritmului normal: TE Ti
Ri R Ti i RE 100
Ri
Pentru cazul unui num[r m de m[sur[tori: TE
T 100
i
Dezavantajul acestei metode este c[ nu permite o verificare a corectitudinii evalu[rii ritmului. }n cazul ]n care acesta a fost stabilit corect, asigur[ o bun[ precizie a prelucr[rii datelor. Metoda graficului cu sc[ri uniforme permite o bun[ apreciere asupra calit[\ii observ[rilor, dar are o anumit[ imprecizie la prelucrare. Pentru aplicarea metodei se fac urm[toarele observa\ii: - pentru ca ]nregistrarea s[ fie considerat[ corect[, timpul trebuie s[ aib[ o distribu\ie normal[; - se traseaz[ norul punctelor =i axa norului de puncte ]ntre valoarea maxim[ =i minim[ a ritmurilor observate; - se stabile=te valoarea timpului corespunz[tor ritmului normal
105
cap.3 }ntreprinderea sistem de produc\ie total
3.10.2. Fotografierea Fotografierea timpului de munc[ =i a timpului de folosire a utilajului este o metod[ de m[surare =i ]nregistrare continu[ a duratei tuturor elementelor unui proces de munc[, a ]ntreruperilor acestuia =i a timpului de folosire a utilajului ]n cursul desf[=ur[rii procesului de produc\ie. Obiectivele acestei metode sunt: - perfec\ionarea organiz[rii muncii prin ]nl[turarea pierderilor de timp de munc[ =i de nefolosire a utilajului; - stabilirea unor elemente ale normei de timp cum ar fi timpii de preg[tire-]ncheiere, de deservire a locului de munc[, de ]ntreruperi reglementate, adic[ a timpilor care nu se repet[ ]n fiecare unitate de produs. }n cazul muncii care se repet[ ]n mod neuniform sau cu elemente care au durate mari =i se lucreaz[ ]n regie (uneori =i ]n acord), iar durata timpilor observa\i variaz[ ]n limite foarte largi, fotografierea poate fi utilizat[ =i pentru stabilirea timpului operativ; - stabilirea normelor de deservire =i a normelor de personal; - cercetarea gradului de acoperire a muncitorului, de-a lungul zilei de lucru =i pe total schimb =i a gradului de utilizare extensiv[ a utilajelor; - cercetarea =i extinderea experien\ei executan\ilor cu realiz[ri deosebite. Pentru realizarea observ[rii, cel care efectueaz[ fotografierea se va prezenta cu circa un sfert de or[ ]nainte de ]nceperea schimbului =i va r[m`ne un timp plec[rile. Pe parcursul realiz[rii observ[rilor, executan\ii nu vor fi st`njeni\i cu ]ntreb[ri, observa\ii sau sugestii, astfel ]nc`t procesul de munc[ s[ se
106
dup[ terminarea acestuia, pentru a putea constata
sosirile mai devreme sau mai t`rziu de ora ]nceperii programului, ca =i
INGINERIA SISTEMELOR DE PRODUC|IE
desf[=oare normal; eventualele sugestii de modificare a acestuia vor fi men\ionate cu claritate ]n fi=a de observare. Fi=ele de observare vor con\ine date ]n leg[tur[ cu: a) executant: nume, marca, specialitatea, ]ncadrarea, meseria, vechimea ]n meserie =i ]n specialitate, vechimea ]n societate; b) opera\ia sau lucrarea efectuat[: piesa finit[, semifabricat, cantit[\i comandate; c) dotarea tehnic[ a locului de munc[: utilaj cu caracteristicile lui tehnice, parametrii regimului de lucru folosi\i; d) organizarea locului de munc[: modalit[\i de aprovizionare a locului de munc[ cu materiale, scule, amplasarea utilajului =i a muncitorilor, graficul de deservire a utilajului, condi\iile igienico- sanitare =i de mediu. Dup[ num[rul executan\ilor sau al utilajelor luate ]n observare, fotografierea poate fi individual[ sau colectiv[.
A.Fotografierea individual[ cuprinde ]n observare activitatea unui
singur executant care deserve=te unul sau mai multe locuri de munc[ sau utilaje. Se ]ntocme=te o fi=[ de observare , ]n care se noteaz[ momentele de ]nceput =i de sf`r=it ale fiec[rei categorii de timp, care este ]nregistrat[ separat, ori de c`te ori apare. Momentul de terminare a unei categorii de timp coincide cu momentul de ]ncepere a alteia. Prelucrarea datelor este relativ simpl[, realiz`ndu-se chiar pe fi=ele de observare. Timpii observa\i se stabilesc ca diferen\[ ]ntre diferitele momente ]nregistrate. O importan\[ deosebit[ prezint[, gruparea categoriilor de timp de acela=i fel, corespunz[tor structurii de timp =i analizei critice a acesteia. }n urma analizei structurii timpului de munc[ se ]ntocme=te balan\a
107
cap.3 }ntreprinderea sistem de produc\ie total
acestuia pentru intervalul de timp supus observ[rii, stabilindu-se ponderea diferitelor categorii de timp,fa\[ de durata schimbului.
B.Autofotofrafierea: fotografierea timpului de munc[ realizat[ de
]nsu=i executantul procesului de munc[. Metoda se poate aplica =i ]n activit[\ile administrative de birou, pentru eviden\ierea pierderilor de timp. Fi=a de observare este asem[n[toare fotografierii.
C.Fotografierea colectiv[ se poate realiza ]n dou[ forme:
c1) fotografiere colectiv[ cu ]nregistrarea continu[ a datelor; c2) prin sondaj, la anumite intervale (stabilite ]n prealabil) de durate egale c1) Fotografiere colectiv[ cu ]nregistrarea continu[ a datelor nu se deosebe=te de fotografierea individual[ dec`t prin multiplicarea num[rului de executan\i care sunt observa\i. Ca urmare, fi=a de observare va cuprinde mai multe coloane corespunz[toare fiec[rui executant; timpii ]nregistra\i trebuie s[ fie suficient de mari pentru a putea fi ]nregistra\i. Prelucrarea datelor se face ]n mod similar fotografierii individuale, ]n mod separat pentru fiecare executant. c2) Fotografierea colectiv[ cu ]nregistrare la intervale egale se aplic[ ]n cazul observ[rii simultane a unui num[r mare de executan\i, care pot ajunge p`n[ la 15. Metoda are dou[ caracteristici importante: - ]nregistr[rile se fac la intervale egale stabilite ]n prealabil; - se consider[ aprioric c[ ]n decursul unui interval se consum[ numai categoria de timp stabilit[ la ]nceputul lui Etapele metodei sunt;
108
INGINERIA SISTEMELOR DE PRODUC|IE
- ]ntocmirea fi=elor specifice de ]nregistrare; - calculul m[rimii intervalului la care trebuie s[ se fac[ observ[rile, interval egal pentru toate m[sur[torile; - stabilirea elementelor reprezentative =i perioada de studiu.
D.Fotocronometrarea este o metod[ de m[surare =i ]nregistrare a
duratei elementelor unui proces de munc[ =i a timpului de folosire a utilajului prin combinarea fotografierii cu cronometrarea anumitor activit[\i. Efectuarea m[sur[torilor (de obicei pentru un singur executant) =i prelucrarea datelor se execut[ separat pentru cele dou[ metode prin metodologiile specifice. 3.10.3. Metode de ]nregistrare indirect[ a timpului Metodele de ]nregistrare indirect[ a timpului sunt observ[rile instantanee (f[r[ sau cu evaluarea ritmului) =i m[surarea timpului pe microelemente.
A1.Observ[rile instantanee f[r[ evaluarea ritmului asupra timpului
de munc[ =i a timpului de folosire a utilajului reprezint[ o metod[ de m[surare a timpului prin ]nregistrarea, ]n anumite intervale, a activit[\ii de moment a mai multor executan\i sau utilaje,]n scopul determin[rii ponderii sau duratei elementelor de produc\ie. Un studiu efectuat prin aceast[ metod[ cuprinde etapele: a) preg[tirea efectu[rii observ[rilor; b) efectuarea observ[rilor; c) prelucrarea datelor. a) Preg[tirea efectu[rii observarilor con\ine urm[toarele:
109
cap.3 }ntreprinderea sistem de produc\ie total
1. stabilirea elementelor de studiat 2. stabilirea circuitelor sau a traseelor de urmat 3. stabilirea ponderii probabile a elementului de timp studiat 4. determinarea num[rului de observ[ri 5. determinarea frecven\ei observ[rilor =i a num[rului de circuite zilnice 6. realizarea caracterului ]nt`mpl[tor al observ[rilor 7. stabilirea formelor fi=elor zilnice de ]nregistrare a observ[rilor =i a fi=elor pentru centralizarea datelor 1. La stabilirea elementelor de studiat se pleac[ de la informa\iile culese =i de la scopul studiului, trec`ndu-se la defalcarea procesului pe elemente ce urmeaz[ a fi studiate. Din acast[ cauz[ este important ca observatorul s[ cunoasc[ am[nun\it activit[\ile care se ]ncadreaz[ ]n fiecare categorie de timp. Trebuie definite precis ]nceputul =i sf`r=itul fiec[rui element pentru a putea fi notat =i stabilit cu precizie. 2. }n func\ie de num[rul de diviz[ri zilnice =i de schi\a de amplasare a locului de munc[ se ]ntocme=te planul traseului care trebuie urmat de observator. }n cadrul planului de amplasare se marchiaz[ fiecare utilaj sau loc de munc[ printr-un num[r de ordine vizibil, num[r care se ]nscrie =i pe planul circuitului. Traseul ce trebuie urmat de observator va fi c`t mai scurt posibil, cu por\iuni c`t mai mici de mers ]n gol =i s[ permit[ constatarea evident[ a activit[\ilor executan\ilor. Pe acest plan se stabilesc locurile ]n care se realizeaz[ observarea =i ]nregistrarea acesteia, precum =i locurile de munc[ ce urmeaz[ a fi observate din aceste puncte. Pe traseu, observatorul ]nregistreaz[ activitatea observat[ =i trece mai departe
110
INGINERIA SISTEMELOR DE PRODUC|IE
3. }n urma unei analize se alege ponderea probabil[ a elementului de timp studiat, p, acea valoare ce corespunde elementului cu ponderea cea mai mic[, pentru a se asigura realizarea pentru toate elementele a preciziei stabilite ini\ial. 4. Num[rul de observ[ri se determin[ cu rela\ia: N
a 2 (1 p ) k2p
, unde:
a- coeficientul probabilit[\ii verosimile (probabilitatea ca eroarea relativ[ a rezultatelor observ[rilor s[ nu dep[=easc[ limita admisibil[);de regul[ ]n practic[ se ia a2, corespunz`nd probabilit[\ii P95%; ]n cazul ]n care se poate admite o probabilitate mai mic[ se va diminua corespunz[tor =i a. De exemplu: P92% atunci a1,7, sau P84% a1,4. }n cazul ]n care se admite o probabilitate mai sc[zut[, rezult[ =i num[rul de observ[ri mai redus p- ponderea posibil[ a elementului de timp analizat; k- eroarea admisibil[ relativ[ (k 1%5) 5.Determinare frecven\ei observ[rilor nz =i a num[rului de circuite zilnice nc depinde de num[rul total de observ[ri N =i de termenul de executare a studiului (z- num[rul de zile).Cu c`t este mai mare num[rul de zile afectate observ[rilor, cu at`t va fi mai obiectiv rezultatul, deoarece av`nd ]n vedere o perioad[ mai lung[, exist[ posibilitatea caracteriz[rii mai precise a activit[\ii respective. }n cazul urm[ririi cu prec[dere a unei anumite categorii de timp care apare mai rar va fi necesar sporirea num[rului de circuite zilnice =i invers, dac[ apar mai des. Frecven\a observ[rilor se va determina cu rela\ia: nz
N Z
, unde:
N-num[r de observ[ri Z- num[r de zile ]n care trebuie realizate observ[rile instantanee
111
cap.3 }ntreprinderea sistem de produc\ie total
Dac[ lungimea traseului nu este compatibil[ cu frecven\a impus[ de facorii care intervin, se pot utiliza doi sau mai mul\i observatori, ale c[ror rezultate se vor grupa. }n acest mod se poate scurta =i termenul de efectuare a studiului. Printre factorii care pot influen\a frecven\a observ[rilor, mai pot interveni, deci: lungimea traseului parcurs =i num[rul observ[rilor, num[rul elementelor observate. }n practic[, un traseu nu va avea o durat[ mai mare de 20 minute =i prin aceasta, va influen\a num[rul de circuite posibile din cadrul unei zile care se determin[ cu rela\ia: nc
nz d
, unde d-num[rul punctelor de observare
6.Observ[rile instantanee trebuie s[ asigure caracterul cu totul ]nt`mp[tor al m[sur[torilor. Realizarea caracterului ]nt`mpl[tor se poate ob\ine prin: utilizarea unor tabele de numere ]nt`mpl[toare, utilizarea tabelelor cu logaritmi, tragere la sor\i. 7. Fi=ele de ]nregistrare sunt adaptate studiului care se efectueaz[. Pentru ob\inerea unor m[rimi medii privind minimul de munc[, ]n fi=a de observare se vor ]nscrie doar locurile de munc[ din planul traseului =i elementele consumului de timp ce urmeaz[ a fi observate =i ]nregistrate b) Efectuarea observ[rilor instantanee trebuie s[ fie asem[n[toare unei fotografii care fixeaz[ ]n mod fidel faptele la un moment dat, f[r[ ai imprima un caracter personal. Lucr[torii care realizeaz[ observ[ri trebuie s[ cunoasc[ tehnica de lucru, s[ respecte programul de observ[ri, s[ recunoasc[ cu precizie fiecare dintre elementele observate. c) Prelucrarea datelor rezultate din observ[rile instantanee se poate realiza ]n mai multe faze:
112
INGINERIA SISTEMELOR DE PRODUC|IE
- o prelucrare zilnic[ a datelor prin centralizarea momentelor observate pe categorii de consum de timp, prin ]nscrierea acestora ]n fi=a centralizatoare =i prin stabilirea ponderii zilnice a elementului de timp analizat, p; - o prelucrare medie, dup[ c`teva zile de la ]nceperea observ[rii. Stabilirea valorii medii a ponderii elementului de timp analizat, p eviden\iaz[ tendin\a acestuia fa\[ de m[rimea ini\ial[ (probabil[) luat[ ]n calcul. }n cazul ]n care rezult[ o valoare mai mare a acestuia se va diminua num[rul de observ[ri, iar ]n cazul unei valori mai mici, se va multiplica corespunz[tor num[rul observ[rilor. - etapa final[ este cea de prelucrare a datelor ultime rezultate =i de verificare a limitelor ]n care se afl[ ponderea elementului de timp analizat, p.
A2.}n cazul observ[rilor instasntanee cu evaluarea ritmului, o dat[
cu ]nregistrarea diferitelor evenimente se noteaz[ =i ritmul de munc[. Ritmul reprezint[ ]n acest caz media ponderat[ a ritmurilor de munc[ observate pentru categoria de timp studiat[. Preg[tirea, realizarea observ[rilor, prelucrarea datelor =i verificarea acestora se execut[ dup[ acelea=i criterii ca =i ]n cazul A1. Analiza datelor ob\inute =i elaborarea de m[suri pentru ]mbun[t[\irea organiz[rii muncii se face pe baza aplic[rii studiului metodelor prin eliminarea timpilor neproductivi =i simplificarea muncii. B. M[surarea timpului pe microelemente Metoda se aplic[ la normarea lucr[rilor manuale =i folose=te timpi predetermina\i pentru mi=c[rile de baz[ ]n care se poate descompune opera\ia respectiv[.
113
cap.3 }ntreprinderea sistem de produc\ie total
Exist[ 9 mi=c[ri de baz[ pentru care timpii sunt tabela\i (standard) exprima\i n unit[\i TMU (TIME MESURE UNIT) func\ie de condi\iile de executare a acesteia. 1 TMU1/100000 or[
6 10000 36 1000
min
secunde
Cele nou[ mi=c[ri de baz[ sunt: -]ntinde m`na R (Reach) - deplaseaz[ M (Move) - ]ntoarce T(Turn) - aplic[ presiunea AP (Apply pressure) - ]ntoarce manivela C (Cranking) - apuc[ G (Graps) - d[ drumul RL (Relase) - pozi\ioneaz[ P (Position) - desprinde D (Disengage) Etapele aplic[rii metodei MTM Methods Time Measurement sunt: - analiza opera\iei fie prin observ[ri, fie prin imaginarea execut[rii ei;
-
atribuirea valorilor de timp pentru timpii de execu\ie
3.11 Aprovizionarea tehnico-material[
Aprovizionarea tehnico-material[ este activitatea care controleaz[ intr[rile resurselor materiale ]n sistemul de produc\ie. Atingerea scopului sistemului de produc\ie este determinat[ de controlul =i gestiunea acetui tip de intr[ri.
3.11.1 Sarcinile aprovizion[rii tehnico-materiale Sarcini fundamentale ale aprovizion[rii tehnico-materiale sunt:
114
INGINERIA SISTEMELOR DE PRODUC|IE
- asigurarea cu materii prime, materiale, echipament industrial =i energie - folosirea economic[ a acestor resurse Detalierea celor dou[ sarcini fundamentale ale aprovizion[rii tehnicomateriale conduce la urm[toarele 11 sarcini principale: 1. Aprovizionarea la timp, ritmic[ =i complex[ 2. Aprovizionarea cu materii prime =i materiale de calitate, cantitate =i dimensiunea coletelor corespunz[toare 3. Depozitarea =i p[strarea (]nmagazinarea) ]n condi\ii optime 4. Folosirea ra\ional[ a acestor resurse materiale. Aceasta implic[ optimizarea stocurilor 5. Stabilirea necesarului de resurse =i contractarea lor la furnizori 6. Urm[rirea livr[rilor =i respectarea termenelor 7. Recep\ia cantitativ[ =i calitativ[ 8. Gestiunea resurselor eliberarea din depozite ]n func\ie de specificul produc\iei 9. Controlul stocurilor 10. }ntocmirea documenta\iei pentru resursele aprovizionate din import 11. L[rgirea bazei de aprovizionare (materii prime, materiale, furnizori) =i valorificarea superioar[ prin ob\inerea de produse secundare =i regenerarea unor materiale Aprovizionarea tehnico-material[ are la baz[ marketingul (studiul pie\ei) =i stabile=te furnizorii actuali =i poten\iali numai pe criterii de competitivitate. Fazele aprovizion[rii sunt: 1. Prospectarea pie\ei =i identificarea furnizorilor 2. Contractarea 3. Transportul, inclusiv ]n interiorul unit[\ii
115
cap.3 }ntreprinderea sistem de produc\ie total
4. Recep\ia =i luarea ]n eviden\[ 5. Depozitarea (stocarea =i inmagazinarea) 6. Distribuirea ]n procesul de produc\ie =i eviden\a (distribu\iei =i a stocului) 3.11.2 Baza normativ[ a aprovizion[rii: norme de consum =i
stocuri de produc\ie Norma de consum se define=te prin cantitatea maxim[ de resurse materiale care se poate consuma pentru producerea unit[\ii de produs finit
Consumul specific este cantitatea de resurse materiale care se
consum[ efectiv pentru producerea unit[\ii de produs finit. Eficien\a procesului de produc\ie/fabrica\ie este func\ie de raportul dintre norma de consum =i consumul specific. }n condi\iile stabilirii corecte a normei de consum aceasta trebuie s[ fiea mai mare dec`t consumul specific (cazul unor procese de produc\ie eficiente) Pentru determinarea normelor de consum se folosesc urm[toarele metode: 1.
Metoda statistic[ - se bazeaz[ pe prelucrarea statistic[ a
consumurilor specifice pentru perioade anterioare. Metoda este simpl[ dar prezint[ dezavantajul c[ nu stimuleaz[ economia de resurse. 2.
Metoda experimental[ - se aplic[ ]n cazul produc\iei din
industria chimic[ =i petrochimic[ =i are la baz[ rezultatele ob\inute prin ]ncerc[rile de laborator sau a produc\iei experimenatle pe sta\ii pilot.
116
INGINERIA SISTEMELOR DE PRODUC|IE
3.
Metoda analitic[ - se bazeaz[ pe analiza fiec[rui element
care determin[ un anumit consum de materiale. Pentru aceasta trebuiesc puse ]n eviden\[ urm[toarele: a. norma de consum net[ definit[ prin cantitatea de materiale care se reg[se=te ]n unitatea de produs finit; b. norma de consum tehnologic[ - cantitatea de materiale care se reg[se=te ]n semifabricat. Diferen\a dintre norma de consum net[ =i cea tehnologic[ este dat[ de adaosurile de prelucrare =i adaosurile tehnologice. c. norma de consum de aprovizionare cantitatea de materiale care trebuie aprovizionat[. Fa\[ de norma de consum tehnologic[ aceasta trebuie s[ aib[ ]n vedere pierderile tehnologice la ob\inerea semifabricatului =i cele impuse de furnizor , transport =i depozitare. Norma de consum de aprovizionare are caracter tehnico-economic =i serve=te ca baz[ de calcul a programului de aprovizionare. Norma de consum tehnologic[ este elementul de compara\ie ]n raport cu care se consider[ consumul specific realizat ]n sistemul de produc\ie respectiv. }n construc\ia de ma=ini consumurile specifice depind de: - calitatea materialelor; - tipul semifabricatelor (gradul de apropiere al acestuia de forma =i dimensiunile piesei finite) - stabilitatea procesului tehnologic; - starea ma=inilor =i utilajelor; - calitatea produsului finit. Stocul de produc\ie este definit prin cantitatea de materii prime =i materiale depozitat[ ]n cadrul sistemului de produc\ie cu scopul de a
117
cap.3 }ntreprinderea sistem de produc\ie total
asigura continuitatea procesului de produc\ie (activitatea de produc\ie are caracter continuu iar cea de aprovizionare intermitent). Dimensionarea stocurilor este o problem[ de optim deoarece: - stocuri prea mari conduc la imobiliz[ri mari de capital; - stocuri prea mici pot determina ]ntreruperi ale proceselor de produc\ie. Stocul de produc\ie poate fi: - stoc curent cantitatea de materiale destinat[ asigur[rii continuit[\ii =i desf[=ur[rii normale a procesului de produc\ie; - stoc de siguran\[ - cantitatea de materiale destinat[ asigur[rii continuit[\ii =i desf[=ur[rii normale a procesului de produc\ie, ]n cazul ]n care aprovizion[rile care formeaz[ stocul curent nu au sosit la termenle stabilite din cauze diverse, ca: ]ntreruperi neprev[zute ]n activitatea furnizorului sau a transportatorului, respingeri ale unor cantit[\i aprovizionate din motive de calitate etc. - stoc de preg[tire condi\ionare cantitatea de materiale necesar[ pe durata preg[tirii =i/sau condi\ion[rii acestora ]n vederea introducerii lor ]n procesul de produc\ie. - stoc sezonier se formeaz[ ]n cazul ]n care se folosesc materii prime care se ob\in sezonier. }n acest caz nu se mai pune problema creerii unui stoc curent sau de siguran\[ ci exist[ un singur stoc care se creaz[ ]n sezonul respectiv =i care se consum[ pe toat[ durata dintre dou[ sezoane. Referitor la no\iunea de stoc trebuiesc evitate: - stocurile supranormative cele care limita maxim[ admis[ de norme; - stocurile de prisos cele care con\in materiale care nu mai pot fi utilizate.
118
INGINERIA SISTEMELOR DE PRODUC|IE
3.11.3 Controlul stocurilor Stocurile reprezint[ investi\ii. Stocarea este o opera\ie neproductiv[ care genereaz[ costuri (directe - amortiz[ri, salarii, materiale de ]ntre\inere, energie etc. =i indirecte imobiliz[ri de capital, deprecierea fizic[ sau moral[ a materialelor stocate) care pot dep[=i 25 % din valoarea materialelor depozitate. Indicatorul pentru aprecierea activit[\ii de control (=i gestiune) a stocurilor este durata de rota\ie definit[ ca raportul dintre volumul desfacerilor =i valoarea stocurilor. }n cazul unui num[r mare de articole (elemente) stocate, influen\[ asupra duratei de rota\ie o vor avea numai pu\ine dintre ele.Aceasta este baza metodei ABC de control a stocurilor care are ca scop clasificarea articolelor astfel ]nc`t s[ li se acorde o aten\ie propor\ional[ cu importan\a lor. Importan\a unui articol din stoc este determinat[ de: - valoarea cantit[\ilor utilizate ]ntr-o perioad[ de timp; - intervalul de timp necesar pentru refacerea stocului; - cheltuielile pretinse de lipsa articolului respectiv din stoc. 3.11.4 Gestiunea stocurilor Dinamica stocului pe perioada de stocare T este o func\ie descesc[toare , ]n trepte (fig. 3.15). Pentru u=urin\a trat[rii problemelor legate de gestiunea stocurilor se consider[ o varia\ie liniar[, ]n timp a stocului corespunz[toare nivelului mediu.
119
cap.3 }ntreprinderea sistem de produc\ie total
Gestiunea stocului implic[ cunoa=terea intr[rilor ]n stoc
(aprovizion[ri) =i a ie=irilor din stoc (deterministe =i cunoscute sau aleatoare cu reparti\ie cunoscut[ statistic sau necunoscut[).
Fig. 3.15
Elementele care intervin ]n activitatea de management al stocului sunt: - cererea de resurse din stoc; - nivelul stocului; - volumul comenzii de reaprovizionare; - perioada dintre dou[ reaprovizion[ri; - costurile de stocare;
120
INGINERIA SISTEMELOR DE PRODUC|IE
- costurile de penalizare ]n cazul ruperi de stoc (stoc zero); - costul de lansare al comenzii.
Politica economic[ este activitatea de management al stocului care
implic[ un cost total minim. Elementele politicii economice sunt: - nivelul optim al stocului; - volumul optim al comenzii de reaprovizionare; - perioada optim[ de reaprovizionare; - num[rul optim de reaprovizion[ri (pe o perioad[ dat[); - costul total minim (gestiunea optim[).
3.11.5
Modele
matematice
deterministe
pentru
gestiunea
stocurilor Model de stocare al unui produs cu cerere constant[, perioad[ constant[ de reaprovizionare =i f[r[ lips[ de stoc
Fig. 3.16
Ipotezele modelului sunt urm[toarele: - se stocheaz[ un singur produs, cu cerere constant[ ( = constant);
121
cap.3 }ntreprinderea sistem de produc\ie total
- pe perioada de timp , cererea total[ este Q; - aprovizionarea se face la intervale egale de timp, T cu cantit[\ile q; - costul unitar de stocare pe unitatea de timp este cs, UM/UMF UT (de exemplu lei/kg zi) ; - costul de lansare al unei comenzi de reaprovizionare este Cl; - nu se admite lipsa de stoc. Cu aceste ipoteze determinarea gestiunii optime se face dup[ urm[torul algoritm : - costurile pe perioada de timp T sunt:
1 CT = Cl + q T Cs 2
(1)
- num[rul de reaprovizion[ri, este:
T Q q
(2)
- func\ia obiectiv , costuri totale este:
C ( q ) = CT
(3)
- minimizarea costurilor totale implic[ determinarea valorii lui q pentru care:
122
INGINERIA SISTEMELOR DE PRODUC|IE
dC (q) dq = 0 2 d C (q) > 0 2 dq
(4)
Parcurgerea acestui algoritm conduce la urm[toarele valori ale elementelor gestiunii optime:
= q = T = C =
2 cl Q cs cs Q 2 cl 2 cl cs Q 2 cl c s Q
(5)
Acest model este cunoscut ]n literatura de specialitate sub denumirea EOQ (Economic Order Quantity). }n cazul ]n care ]ntreprinderea este propriul s[u furnizor =i formeaz[ stocuri de resurse proprii, modelul de gestiune al stocului este urm[torul (figura 3.17):
Fig. 3.17
123
cap.3 }ntreprinderea sistem de produc\ie total
}n perioada t1 se formeaz[ stocul iar perioada t2 este de consum f[r[ intr[ri ]n stoc. Volumul produc\iei zilnice este p iar consumul zilnic d. Este evident c[ pe perioada t1 avem p > d, iar pe perioada t2 , p = 0. Rezolvarea problemei parcurge acela=i algoritm cu observa\ia c[, ]n rela\ia (1) costurile pentru lansarea comenzii sunt ]nlocuite cu cele pentru reglarea utilajului cr, ]n vederea lans[rii ]n fabrica\ie a lotului
. Aceste costuri au cel pu\in dou[ componente: optim de piese q
- costul cu for\a de munc[ necesar[ pentru preg[tirea fabrica\iei; - pierderi din cauza timpului neproductiv al utilajului pe perioada de preg[tire a acestuia. |in`nd cont c[ valoarea medie a stocului pe perioada T este:
1 pd q 2 p
S med =
(6)
rezult[:
CT = c r + 1 pd q T cs 2 p
(7)
iar func\ia obiectiv, costuri totale, are expresia:
Q cr 1 p d + cs q 2 q p
C ( q ) = CT =
(8)
Din condi\ia de minim se ob\ine valoarea optim[ a volumului comenzii:
2 Q cr p cs pd
= q
(9)
Din rela\ia (9) rezult[: - dac[ d p (necesarul zilnic este aproximativ egal cu produc\ia
, deci produc\ia trebuie s[ fie continu[. zilnic[) atunci q
- Dac[ p >> d, stocul se poate completa la prima cerere;
124
INGINERIA SISTEMELOR DE PRODUC|IE
t1 = t2 =
q p pd q pd
Acest model este cunoscut ]n literatura de specialitate sub denumirea ELS (Economic Lot Size).
Model de stocare al unui produs cu cerere constant[, perioad[ constant[ de reaprovizionare =i cu posibilitatea lipsei de stoc Ipotezele acestui model (figura 3.18) sunt cele de la modelul EOQ =i ]n plus se admite lipsa de stoc , penalizat[ cu costurile cp , UM/UMF UT (de exemplu lei/kg zi) .
Fig. 3.18
Pe perioada T1 stocul satisface cererea =i ca urmare cheltuielile de stocare sunt:
CT 1 = s c s T1 2
(10)
125
cap.3 }ntreprinderea sistem de produc\ie total
Pe perioada T2 stocul nu satisface cererea =i ca urmare apar cheltuielile de penalizare:
CT 2 = qs c p T2 2
(11)
Costurile pe ]ntreaga perioad[ de stocare T sunt:
CT = C l + s qs c s T1 + c p T2 2 2
(12)
=i \in`nd cont c[ :
s T1 = q T T = q s T 2 q
(13)
se ob\ine expresia func\iei obiectiv:
(q s ) 1 s2 C ( q, s ) = Q C l + c s + c p q 2q 2q
Din condi\ia de minim:
C (q, s ) =0 q C (q, s ) = 0 s
(14)
(15)
se ob\ine valoarea stocului optim =i volumul optim al comenzii:
2 Q cl = s c s 2 Q cl 1 = q cs
(16)
unde =
cs este factorul de penalizare. cs + c p
Dac[ costurile de penalizare sunt foarte mari (cp ) atunci se ob\in rela\iile de la modelul EOQ.
126
INGINERIA SISTEMELOR DE PRODUC|IE
Model de stocare al unui produs cu cerere constant[ perioad[ constant[ de reaprovizionare, f[r[ lips[ de stoc, lu`nd ]n considerare costul de achizi\ie sau de produc\ie Ipotezele acestui model sunt: - se stocheaz[ un singur produs al c[rui consum este constant; cererea produsului este Q pentru o perioad[ de timp ; - reaprovizionarea se face la intervale egale de timp T cu cantit[\i egale q; - pre\ul unitar de cump[rare sau costul unitar de produc\ie al produsului este ca; - costul fix al unei comenzi este cb; - costul unitar de stocaj, cs se presupune propor\ional cu cheltuielile f[cute pentru aprovizionarea cu unitatea de produs, coeficientul de propor\ionalitate fiind . Din ipotezele de mai sus rezult[ c[ acest model este o variant[ a modelului EOQ pentru care costul de lansare al comenzii este:
c l = q c a + cb
(17)
iar costul unitar de stocaj:
cs =
cl
q
cb = ca + q
(18)
Parcurg`nd acela=i algoritm de rezolvare al problemei se ob\ine expresia func\iei obiectiv costuri totale:
C ( q ) = Q c a + Q cb
1 1 1 + c a q + cb q 2 2
(19)
iar din condi\ia de minim:
= q 2 Q cb ca
(20)
=i cu aceasta toate celelalte elemente ale gestiunii optime.
127
cap.3 }ntreprinderea sistem de produc\ie total
3.11.6 Modele matematice probabiliste pentru gestiunea stocurilor Model de stocare a unui produs cu cerere aleatoare, cu pierderi ]n cazul surplusului de stoc, cu cheltuieli suplimentare ]n cazul lipsei de stoc =i cu cost de stocare neglijabil Ipotezele acestui model sunt urm[toarele: - se stocheaz[ un singur produs a c[rei cerere este o variabil[ aleatoare X, cu reparti\ia: X ~ > , x = 0, 1, 2, ... pentru cazul p( x) discret =i X ~ > , x [0, ) pentru cazul continuu; f ( x) - excedentul de stoc (situa\ia ]n care x s, s fiind stocul) se penalizeaz[ cu un cost unitar c1; - lipsa de stoc (x > s) se penalizeaz[ cu costurile suplimentare unitare c2; - cheltuielile de stocaj sunt foarte mici comparativ cu cele dou[ amintite =i se neglijeaz[.
x x
a) cazul discret
s x
Variabila aleatoare excedent de stoc, Es are reparti\ia E s ~ > p( x) , x
= 0,1,2,...,s, cu media M ( E s ) = ( s x) p( x) .
x =0
Variabila aleatoare lips[ de stoc, Ls are reparti\ia Ls ~ > p( x) , x = s+1, s+2,... cu media M ( Ls ) =
x = s +1
x s
( x s ) p( x) .
128
INGINERIA SISTEMELOR DE PRODUC|IE
Func\ia obiectiv a modelului este dat[ de cheltuielile medii totale legate de managemntul stocului =i are expresia:
s
C ( s ) = c1 M ( E s ) + c 2 M ( Ls ) = c1 ( s x) p( x) + c 2
x =0
x = s +1
( x s ) p ( x)
(21)
se ob\ine din condi\ia de minim a func\iei obiectiv, Stocul optim s
rela\ia (21) =i este dat de urm[toarea teorem[:
pentru care: Teorema 1 Func\ia C(s) ]=i atinge minimul ]n punctul s
1) < < F ( s ) F (s
unde
=
c2 c1 + c 2
iar F este func\ia de reparti\ie a variabilei aleatoare discrete.
b) cazul continuu
Variabila aleatoare excedent de stoc, Es, are reparti\ia E s ~ > f ( x) ,
x [0, s ] cu media M ( E s ) = ( s x) f ( x) dx .
0
s
s x
Variabila aleatoare lips[ de stoc, Ls, are reparti\ia Ls ~ > f ( x) ,
x [ s, ) cu media M ( Ls ) = ( x s ) f ( x) dx .
s
x s
Func\ia obiectiv a modelului este dat[ de cheltuielile medii totale legate de managemntul stocului =i are expresia:
129
cap.3 }ntreprinderea sistem de produc\ie total
C ( s ) = c1 M ( E s ) + c 2 M ( Ls ) = c1 ( s x) f ( x) dx + c 2 ( x s ) f ( x) dx
0
s
(22)
se ob\ine din condi\ia de minim a func\iei obiectiv, Stocul optim s
rela\ia (22) =i este dat de urm[toarea teorem[:
pentru care: Teorema 2 Func\ia C(s) ]=i atinge minimul ]n punctul s
) = F (s
unde
=
c2 c1 + c 2
iar F este func\ia de reparti\ie a variabilei aleatoare. Model de stocare a unui produs cu cerere aleatoare, cu cost de stocare =i cu cost de penalizare pentru lips[ de stoc Ipotezele acestui model sunt: - se stocheaz[ un singur produs, a c[rui cerere este o variabil[ aleatoare X discret[ sau continu[; - costul unitar de stocaj este cs ; - costul unitar de penealizare pentru lipsa de stoc este cp ; - nivelul stocului la un moment dat este s. }n managementul acestui stoc pe perioada T se pot ]nt`lni urm[toarele dou[ situa\ii :
1 - f[r[ rupere de stoc pe toat[ perioada T de gestiune, cererea nu
dep[=e=te stocul, adic[ s > x (figura 3.19)
2 - cu rupere de stoc (figura 3.20) pe prioada T1 cererea nu
dep[=e=te stocul, x s , iar pe perioada T2 este lips[ de stoc, x > s .
130
INGINERIA SISTEMELOR DE PRODUC|IE
Fig. 3.19
Fig. 3.20
a) Cazul discret
x
Cererea, variabila aleatoare discret[ X ~ > p( x) , x = 0, 1, 2, ... , determin[ urm[toarele: - stocul mediu pentru situa\ia 1 este
s p( x) ; pentru acesta se 2
x =0 s
pl[tesc cheltuielile de stocaj Cs pe ]ntreaga perioad[ de stocare T; - stocul mediu pentru situa\ia 2 este
x = s +1
(s / 2 ) p ( x ) ,
pentru care se
pl[tesc cheltuielile de stocaj cs pe perioada de stocare T1; - lipsa medie de stoc pentru situa\ia 2 este care se pl[tesc penaliz[rile cp pe perioada T2; Ca urmare costurile totale pe perioada T sunt:
xs p( x) , pentru 2 x = s +1
131
cap.3 }ntreprinderea sistem de produc\ie total
s x s xs CT ( s ) + c s T ( s p ( x) + c s T1 p( x) + c p T2 p ( x) 2 2 x =0 x = s +1 2 x = s +1
(23) }n rela\ia (23) ]nlocuind T1 =i T2 func\ie de T se ob\ine func\ia obiectiv :
CT ( s ) = T C ( s )
(24)
unde :
C ( s ) = cs x = 0
s 2 p ( x ) + cs
(x s )2 p( x) s 2 s p( x) 1 + cp 2 x =0 x 2 x x = s +1
(25)
Rela\ia (25) d[ costurile pe unitatea de timp. Valoarea optima a lui s, care conduce la minimul acestor costuri, va fi evident optim[ =i pentru CT(s) =i este dat[ de urm[toarea terorem[:
pentru care: Teorema 3 Func\ia C(s) ]=i atinge minimul ]n punctul s
1) < < L( s ) L( s
unde:
cp = cs + c p s 1 p( x) L( s) = + + p x s ( ) 2 x = s +1 x x =0
b) cazul continuu
}n acest caz se ob\ine, pentru func\ia C(s), expresia:
(x s ) f ( x) dx x 1 f ( x) 1 C ( s ) = c s s f ( x) dx + c s s 2 dx + c p 2 2 x 2 x 0 s s
s 2
(26)
132
INGINERIA SISTEMELOR DE PRODUC|IE
iar stocul optim este dat de urm[toarea teorem[:
pentru care: Teorema 4: Func\ia C(s) ]=i atinge minimul ]n punctul s
L( s ) =
unde:
cp = cs + c p f ( x) dx L( s) = F ( s ) + s x s s F ( s ) = f ( x) dx 0
3.11.7 Recep\ia materialelor Este o opera\ie ce precede stocarea =i prezint[ 2 aspecte: recep\ia cantitativ[ =i cea calitativ[. Recep\ia cantitativ[ se poate executa fie la furnizor, fie la beneficiar n func\ie de clauzele contractuale. Pot fi efectuate =i recep\ii cantitative par\iale, sub rezerva verific[rii ulterioare. Recep\ia calitativ[ poate fi efectuat[, func\ie de clauzele contractuale, asupra tuturor componentelor lotului de livrare (control integral) sau prin sondaj, aplicnd reguli specifice de verificare a calit[\ii produselor. Modul de verificare, parametrii controla\i =i condi\iile de acceptare trebuie s[ fie prev[zute n contractul de apovizionare. 3.11.8 Eviden\a stocurilor Eviden\a stocurilor presupune informarea operativ[ privind evolu\ia stocului de materiale cu date care s[ permit[ determinarea curent[ a nivelului efectiv al acestora n raport cu stocurile normate =i lansarea n timp util a comenzilor de reaprovizionare.
133
cap.3 }ntreprinderea sistem de produc\ie total
Documentul de eviden\[ tehnico-operativ[ utilizat este fi=a de
magazie, care se ntocme=te pentru fiecare sortiment de materiale =i n
care se opereaz[ toate modific[rile din stocul considerat. Problema eviden\ei stocurilor devine complicat[ n cazul cererilor variabile =i a perioadelor variabile de aprovizionare, cu cantit[\i fixe =i variabile. n aceast[ situa\ie se poate aplica una din urm[toarele 2 metode de eviden\[ a stocurilor: 1. Sistem de stocuri continue ce are caracteristic faptul c[ nregistrarea n fi=[ se execut[ la fiecare eliberare de materiale. Cantit[\ile de ie=ire se scad din stocul precedent, stabilindu-se stocul real. Pe fi=[ este specificat nivelul minim al stocului (stocul de siguran\[) astfel nct n momentul n care acesta este atins, se lanseaz[ o nou[ comand[, cu cantitatea economic[ stabilit[. 2. Sistem de stocuri periodice, bazat pe inventarieri periodice ale stocului. Cu ct rata de consum este mai mare sau mai imprevizibil[, cu att perioada dintre dou[ verific[ri trebuie s[ fie mai scurt[. Cantitatea comandat[ este variabil[ depinznd de stocul real nregistrat cu ocazia inventarierii =i n func\ie de dinamica cererii. Un sistem eficace de eviden\[ =i control asupra tuturor categoriilor de stocuri se axeaz[ direct pe realizarea unei mari diversit[\i de obiective care se pot grupa n trei categorii: a) Obiective financiare: scopul lor este ca fondurile b[ne=ti (capitalul) imobilizate n stocuri s[ fie men\inute n limitele resurselor alocate, f[r[ a se produce ntreruperi ale procesului de fabrica\ie din lips[ de materiale;
134
INGINERIA SISTEMELOR DE PRODUC|IE
b) Obiective =.a.m.d.;
legate
de
protec\ia
patrimoniului,
pentru
prentmpinarea pierderilor prin degradare, folosire nejustificat[ c) Obiective opera\ionale: ce urm[resc s[ asigure corela\ia optim[ dintre produc\ie =i imobiliz[rile n stocuri, evitndu-se comenzile urgente care implic[ pre\uri mai mari de achizi\ie la furnizor. Efectuarea eviden\ei stocurilor cu ajutorul tehnicii de calcul automat (calculatoare) permite informarea operativ[ a diferitelor niveluri ierarhice ale unit[\ii de produc\ie, n vederea lu[rii unor decizii corespunz[toare sau efectuarea unor analize ale situa\iei reale a stocurilor. Principalele avantaje ale introducerii acestui sistem de eviden\[ =i gestiune a stocurilor sunt:
a) mic=orarea ciclului de gestiune a stocurilor cu consecin\e asupra
diminu[rii costurilor =i a consumurilor de timp pentru prelucrarea datelor (realizat[ automat);
b) posibilitatea identific[rii rapide a momentelor de lansare a
comenzilor de reaprovizionare prin cunoa=terea evolu\iei stocurilor n timp real (cu rapiditate);
c) diminuarea costurilor de men\inere a stocurilor n depozite prin
dimensionarea lor corect[ (optimizare);
d) diminuarea
materialelor;
opera\iilor
func\ion[re=ti
pentru
eliberarea
e) identificarea rapid[ a oric[ror fluctua\ii n desf[=urarea procesului
de produc\ie, reflectate n variabilitatea cererilor de materiale.
135
cap.3 }ntreprinderea sistem de produc\ie total
3.11.9 Activitatea depozitelor No\iunea de depozit poate fi definit[ att d.p.d.v. economic ct =i d.p.d.v. tehnic. Economic: depozitul reprezint[ unitatea de baz[ ]n cadrul procesului de aprovizionare tehnico-material[ ce cuprinde totalitatea stocurilor de materiale sau produse finite p[strate n cadrul unit[\ii de produc\ie n vederea asigur[rii ritmicit[\ii produc\iei =i a livr[rilor c[tre beneficiari. Tehnic: depozitele sunt formate din totalitatea construc\iilor sau suprafe\elor special amenajate, mpreun[ cu utilajele, instala\iile =i dispozitivele neceasare efectu[rii diverselor opera\iuni n vederea p[str[rii materialelor sau produselor finite. M[rimea =i num[rul depozitelor de materiale dintr-un sistem productiv sunt determinate de: nivelul specializ[rii =i cooper[rii, structura de produc\ie, sistemul de organizare al aprovizion[rii =i desfacerii + caracteristicile materialelor utilizate. Amplasarea spa\ial[ a unit[\ii de nc[rc[tur[ n cadrul depozitelor se face func\ie de mijloacele de grupaj folosite (palete sau containere), acestea depozitndu-se stivuire liber[ sau pe stelaje. Solu\ia modern[ =i economic[ este cea a realiz[rii depozitelor pe vertical[ care, n cazul utiliz[rii sistemului de depozitare pe stelaje pot constitui =i structura de rezisten\[ a depozitului. Sarcinile cele mai importante ale depozitelor:
asigurarea p[str[rii n bune condi\ii a materialelor =i reducerea
pierderilor =i cheltuielilor de manipulare =i depozitare;
utilizarea ra\ional[ a spa\iilor de depozitare; introducerea mijloacelor de mecanizare =i automatizare a
lucr[rilor de manipulare, transport =i depozitare;
136
INGINERIA SISTEMELOR DE PRODUC|IE
cre=terea operativit[\ii n activit[=i de recep\ie, eviden\[ =i
eliberare a materialelor din depozite. Activit[\i desf[=urate n cadrul unui depozit:
recep\ia =i preluarea n gestiune a materialelor; repartizarea =i depozitarea materialelor sau produselor pe locurile
de p[strare;
p[strarea propriu-zis[ a materialelor; eliberarea materialelor c[tre sec\ii =i ateliere sau livrarea
produselor finite. Repartizarea materialelor pe spa\iile de depozitare (compartiment, stive, stelaje, boxe, pale\i) se face n func\ie de caracteristicile lor =i de frecven\a consumului. Pentru g[sirea cu u=urin\[ a unui material n depozit, a=ezarea se face fie n rafturi numerotate, fie n rafturi amplasate n ordinea codurilor , cnd se aplica un anumit sistem de codificare a materialelor. Fiecare loc de depozitare este prev[zut cu fisa de raft , n caresunt indicate principalele caracteristici ale materialelor depozitate , codul sau indicele de catalog precum si nivelul maxim si minim admisibil al stocului din materialul respectiv. Eliberarea materialelor din depozit se face pe baza bonurilor de materiale , fiselor limit[ (n cazul productiei individuale si de serie) sau fiselor de program (n cazul productiei de mas[).
137
cap.3 }ntreprinderea sistem de produc\ie total
3.12 Transportul intern
3.12.1 Importan\a, sarcinile, clasificarea =i structura transportului intern Transportul intern are loc ntre depozite si sectii, ntre sectii si ntre locurile de munc[ ale sectiilor. El include si operatiile aferente de nc[rcare, desc[rcare si depozitare. Transportul intern asigur[ deplasarea n timp si spatiu a obiectelor muncii si a produselor finite si ndeplineste concomitent si o important[ functie organizatoric[, mai ales n productia n flux automatizat, pe care o conditioneaz[ n desf[surarea ritmic[. El ocup[ un loc important n activitatea ntreprinderii, avnd o influent[ deosebit[ asupra indicatorilor sintetici ai acesteia. Cheltuielile de transport reprezint[ uneori 2530% din totalul cheltuielilor indirecte, fiind posibil ca pentru o singur[ operatie tehnologic[ s[ fie necesar[ o miscare foarte important[ de materiale (num[r mare de activit[ti de transport si manipulare), asa cum rezult[ din exemplul prezentat n figura 3.21 Nivelul de organizare al activit[tii de transport dintr-o organizatie industrial[ contribuie la reducerea ciclului de fabricatie, accelerarea rotatiei mijloacelor circulante, cresterea volumului de productie pe unitatea de utilaj si, ]n final, mbun[t[tirea indicatorilor de eficient[.
deplasare manipul[ri
depozitare asteptare operatie tehnologic[
Fig.3.21
138
INGINERIA SISTEMELOR DE PRODUC|IE
Sarcina principal[ a activit[tii de transport intern const[ n
asigurarea desf[sur[rii ritmice si uniforme a procesului de productie n sectiile de baz[ si auxiliare ale ntreprinderii. Deplasarea unor nc[rc[turi grele si cu volum mare de munc[ impune mecanizarea si automatizarea acestora, iar reducerea cheltuielilor impune alegerea mijloacelor de transport potrivit cerintelor, folosirea lor rational[ si/sau n regim de economii. Mijloacele necesare dot[rii si ntretinerii activit[tii de transport precum si organizarea folosirii lor rationale implic[ o prealabil[
clasificare , n:
a) Transport n exterior , folosit pentru aducerea obiectelor muncii si a mijloacelor de munc[ si pentru trimiterea produselor finite c[tre beneficiari; se efectueaz[ cu mijloacele clasice (aotocamion, cale ferat[, maritim/fluvial , aerian) de obicei apelnd la firme specializate. b) Transport intern propriu-zis folosit pentru deservirea nemijlocit[ a procesului de productie , poate fi: transport ntre sectii; transport n interiorul sectiei.
Dup[ felul transportului se distinge:
transport pe =ine , n special cale ferat[ (cu ecartament
normal sau ngust si cu mijloacele necesare de ramificatie: macazuri , platforme rotative sau pl[ci turnante , transbordare);
transport pe sol (autocamioane , electrocare); transportul mecanic n special n interiorul sectiilor (poduri
rulante , elevatoare , ascensoare etc).
Dup[ modul de ac\iune se deosebesc:
139
cap.3 }ntreprinderea sistem de produc\ie total
transport cu actiune periodic[; transport cu actiune continu[; transport orizontal; transport vertical; transport nclinat; transport combinat.
Dup[ directia de deplasare a nc[rc[turii:
Fiecare form[ de transport prezint[ avantaje si dezavantaje n anumite conditii de organizare, de aceea alegerea trebuie s[ se fac[ cu mult discern[mnt.
Stuctura transportului , n teren , depinde de:
tipul productiei; caracterul produselor (gabarit , greutate etc); natura procesului tehnologic; componenta si amplasarea sectiilor.
Aceasta se stabileste cu ocazia proiect[rii ntreprinderii si se schimb[ n functie de modific[rile care apar n structura de productie a ntreprinderii , n dezvoltarea acesteia , n nivelul ei de nzestrare tehnic[ si n tehnica de transport. n mod concret , alegerea tipurilor si dimensiunilor mijloacelor de transport se face n functie de mai multe criterii tehnico-economice si anume: volumul manipul[rilor si nc[rc[turilor (debit orar, zilnic, s[pt[mnal si de vrf , frecvent[ etc); caracteristicile traseelor (locul de plecare si sosire , caracterul fix sau variabil , lungimea si directia deplas[rii , viteza dorit[ etc
140
INGINERIA SISTEMELOR DE PRODUC|IE
particularit[tile locurilor de munc[ deservite (starea solului , structura pentru amplasarea utilajelor de mainpulare , conditii de lucru etc)
natura nc[rc[turilor (grele , usoare , n vrac etc).
ntre transportul intern si amplasarea obiectivelor ntreprinderii pe
de o parte si ntre transportul intern si amplasarea utilajelor n cadrul sectiilor, pe de alt[ parte exist[ o strns[ dependent[, ntruct o amplasare judicioas[ a lor, asigur[ un transport intern scurt si rational, economie de spatiu , economie de timp si n final costuri reduse. Amplasarea nu este un atribut exclusiv al proiectantilor , deoarece datorit[ caracterului s[u dinamic trebuie mbun[t[tit[ permanent n functie de noile conditii ce pot apare n viata ntreprinderii: fabricarea de noi sortimente care impune noi amplas[ri, introducerea unor noi faze tehnologice cu echipamentul respectiv, m[rirea volumului productiei etc. O amplasare nera\ional[ poate conduce la: utilizarea necorespunz[toare a spatiilor , transporturi lungi si nera\ionale , consum nera\ional de fort[ de munc[ si n consecint[ costuri ridicate. Din punctul de vedere al transportului intern, studiul amplas[rii comport[ trei faze: de analiz[, de sintez[ si de alegere a solutiei. 1. Faza de analiz[ const[ din examinarea am[nuntit[ a urm[toarelor elemente: a) productia-P , cu nomenclatorul s[u; nomenclatorul materialelor care se depoziteaz[ (materii prime , materiale , semifabricate , piese finite); gama de operatii cu timpii respectivi pentru fiecare produs n parte; caracteristicile masinilor (cote de gabarit , greutate). Toate aceste elemente se vor avea n vedere \innd cont de tipul produc\iei.
141
cap.3 }ntreprinderea sistem de produc\ie total
b)
volumul productiei-Q , pe sortimente precum si varia\iile acestuia. Se vor avea n vedere stocajul pe sortimente si modul de expediere.
c)
fluxul de fabricatie-R , prin care se stabileste cu exactitate drumul urmat de produs , de la materia prim[ pn[ la produsul finit , n ordinea tehnologic[ a operatiilor. La analiza procesului de fabrica\ie se vor folosi , pentru fiecare operatie , principiile ingineriei metodelor.
d)
serviciile anexe- S , care nu fac parte din proces dar se integreaz[ pe traseul de circulatie al produselor (ntretinere, reparatii, receptii, control, astept[ri tehnologice, stocare intermediar[, expeditie).
e)
timpul- T , indic[ perioada n care se execut[ produsul (se iau n considerare toti timpii: tehnologici , de deservire etc).
Analiza P.Q.R.S.T. d[ indica\ii cu privire la modul n care trebuie f[cut[ amplasarea n cadrul ntreprinderii. Analiza Q.P. indic[ tipul de amplasare care se va folosi. Curba Q.P. de forma unei hiperbole (v. fig. 3.22) delimiteaz[ trei zone (aseman[toarea analizeiABC): zona A , cu un num[r mic de produse , n cantit[ti mari ceea ce denot[ o productie de serie mare sau mas[ , care permite o organizare n flux cu un transport automatizat cu vitez[ mare de deplasare a produselor. zona B , un num[r mai mare de produse care se fabric[ n serii mici; utilajele sunt grupate n linie , cu masini unelte , u=or reglabile pentru o gam[ mare de repere , sunt de tip universal sau specializate; deplasarea materialelor se face cu intermitent[.
142
INGINERIA SISTEMELOR DE PRODUC|IE
zona C , un num[r mare de produse n canit[ti foarte mici; se folosesc masini unelte universale iar deplasarea materialelor este intermitent[ cu vitez[ foarte mic[. A Q B C
P produsul i produsul k
Fig. 3.22
2. Faza de sintez[ a amplas[rii stabileste cu precizie: drumul urmat de fiecare produs ; volumul stocurilor; operatiile pe locurile de munc[ , echipamentul necesar , cotele de gabarit; personalul; productia (medie si maxim[); cantitatea stocat[; greutatea si volumul corespunz[tor; cantitatea ce se deplaseaz[ pe or[ (schimb); frecventa transporrtului si a manipul[rilor; echipamentul de transport si manipulare.
3. Faza de alegere a solutiei n care se stabilesc avantajele si dezavantajele solutiilor adoptate n faza 2 , avndu-se n vedere : cheltuielile generate de fiecare solutie; cheltuielile cu ntretinerea;
143
cap.3 }ntreprinderea sistem de produc\ie total
calculul eficientei n cazul unei reamplas[ri. SA=SS+Sg+Se,
Suprafata de amplasare SA este:
unde: SS este suprafata static[, ocupat[ de utilaj si mobilier; Sg suprafata de gravitatie, suprafata utilizat[ de muncitor n jurul locului de munc[; ea are n vedere si spatiul necesar pentru materiale; Se suprafata de evolutie suprafata care trebuie p[strat[ ntre locurile de munc[ pentru deplasarea personalului si pentru efectuarea transportului. Se= k(SS+Sg), unde: k=0,050,15 pentru industria grea cu pod rulant; k=1,52,0 pentru mecanic[ fin[. Pentru calculul suprafetelor magaziilor nu se calculeaz[ suprafata de gravitatie Sg ci numai suprafata static[ SS si suprafata de evolutie Se.
3.12.2 Organizarea =i programarea activit[\ii de transport La baza activit[\ii de transport stau urm[toarele principii:
reducerea la maxim posibil a opera\iilor de transport ; mecanizarea opera\iilor de transport =i asigurarea cerin\elor de
eficien\[ economic[ a acestora ;
deplasarea materialelor prin gravita\ie, ori de c`te ori este
posibil ;
144
INGINERIA SISTEMELOR DE PRODUC|IE
asigurarea unui flux simplu =i rectiliniu al materialelor cu
deplas[ri c`t mai scurte, rapide =i f[r[ ]ncruci=[ri sau blocarea circula\iei;
alegerea sistemelor de transport u=or adaptabile (elastice).
}n sistemele de produc\ie organizate pentru produc\ia de mas[ sau de serie mare, cu flux de transport stabil, transportul se face, de regul[, pe baz[ de grafic, de itinerariu =i mar=ruturi constante. }n celelalte situa\ii (produc\ie de serie mic[ sau individual[, caz ]n care fluxurile de transport sunt variabile) transportul se face pe baz[ de programe zilnice sau la cerere. Tipurile de mar=ruturi sunt : 1. Pendular (fig. 3.23) a. unilateral b. bilateral c. ]n evantai 2. Circular (fig. 3.24) a. constant b. crec[tor c. descresc[tor
Programarea activit[\ii de transport necesit[ o prealabil[ analiz[ a
folosirii mijloacelor de transport, pe baza urm[torilor indicatori:
145
cap.3 }ntreprinderea sistem de produc\ie total
a. b.
c.
Fig. 3.23
coeficientul de folosire a capacit[\ii de ]nc[rcare, definit de
rela\ia:
G C n
ki =
(6.3)
unde G este ]nc[rc[tura transportat[ ]ntr-o perioad[ de timp ; C capacitatea de ]nc[rcare a mijlocului de transport ; n num[rul de curse efectuate ]n acea perioad[ de timp. Abaterile de la capacitatea de ]nc[rcare a mijlocului de transport sunt determinate de : natura ]nc[rc[turii, ambalajele folosite, organizarea activit[\ilor. -
coeficientul de folosire a cursei :
L L + L0
kc =
(6.4)
146
INGINERIA SISTEMELOR DE PRODUC|IE
unde L este drumul efectuat cu ]nc[rc[tur[ ; L0 drumul efectuat f[r[ ]nc[rc[tur[.
a.
b.
c.
Fig 3.24
Cre=terea coeficientului de folosire a cursei determin[ reducerea necesarului de material rulant, cre=terea productivit[\ii activit[\ii de transport =i reducerea costurilor ]n activitatea de transport. Analiza costurilor trebuie s[ arate abaterile de la costul normat =i, eventual, m[rimea pierderilor. C[ile de ]mbun[t[\ire a activit[\ii de transport intern sunt:
mecanizarea lucr[rilor de ]nc[rcare-desc[rcare ; centralizarea lucr[rilor de transport; crearea bazei de repara\ii =i ]ntre\inere a mijloacelor de transport;
147
cap.3 }ntreprinderea sistem de produc\ie total
sporirea volumului transporturilor care se repet[ (aplicarea
sistemului pendular =i mai ales a sitemului circular);
repartizarea judicioas[ a personalului de deservire =i organizarea
folosirii ra\ionale a mijloacelor de transport. Pentru programarea activit[\ii de transport trebuie s[ se cunoasc[ urm[toarele date: programul de produc\ie al ]ntreprinderii pe perioada considerat[ ; necesarul de materiale pentru ]ndeplinirea sarcinilor de plan (se extrage din planul de aprovizionare). }ntocmirea unui program de transport intern presupune o preg[tire minu\ioas[ prin parcurgerea urm[toarelor etape: a) }ntocmirea sub form[ matricial[ a unei situa\ii cu privire la cantit[\ile de materiale (pe sortimente) ce urmeaz[ a se asigura sec\iilor de produc\ie (consumatorii C1, C2, C3, ... , Cn) de la sursele de aprovizionare (depozitele D1, D2, D3, ..., Dm), a=a cum este exemplificat ]n tabelul 6. b) se determin[ distan\ele dintre obiective ]n tone-metri, distan\ele medii de transport, num[rul mediu de cicluri de transport, coeficientul mediu de folosire al cursei; c) se ]ntocme=te balan\a capacit[\ii de transport care eviden\iaz[ plusul sau deficitul de capacitate de transport pentru fiecare obiectiv ]n parte ; d) se determin[ necesarul de mijloace de transport, \in`nd cont de capacitatea de transport a fiec[rui mijloc =i de coeficeintul de folosire al acestuia.
148
INGINERIA SISTEMELOR DE PRODUC|IE
Tabelul 6.
Necesar consumatori Consumator Depozit D1 D2 D3 x11 x21 x31 x12 x22 x32 x13 x23 x33 ... ... ... x1j x2j x3j ... ... ... x1m x2m x3m b1 C1 b2 C2 b3 C3 ... ... bj Cj ... ... bm Cm Total materiale extrase din depozite
Cantit[\i ]n depozite a1 a2 a3
x1 j a1
j =1
x2 j a 2
j =1 m
x3 j a3
j =1
...
...
...
...
...
...
...
ai
Di
xi1
xi2
xi3
...
xij
...
xim
...
...
...
...
...
...
...
an
Dn Total transportat la consumatori
n
xn1
n
xn2
n
xn3
... ...
n
xnj
... ...
n
xnm
xi1 b1
i =1
xi 2 b2
i =1
xi 3 b3
i =1
xij b j
i =1
xin bm
i =1
3.12.3 Elaborarea planului optim de transport Elaborarea planului optim de transport face parte din clasa mult mai larg[ a problemelor modelate prin re\ele de transport. O re\ea de transport modeleaz[ o situa\ie economic[ ]n care, dintrun num[r de puncte, numite surse (depozitele) trebuie transportat[ o anumit[ cantitate dintr-o substan\[, ]ntr-un alt num[r de puncte denumite destina\ii (consumatori). Situa\ia extrem de general[ expus[, poate fi concretizat[ ]ntr-un num[r deosebit de mare de moduri, specific`nd dac[ exist[ sau nu puncte intermediare ]ntre surse =i destina\ii, modul ]n care se face transportul (care sunt rutele posibile, costul transportului pe rute,
149
...
...
xij ai
j =1
xnj an
j =1
cap.3 }ntreprinderea sistem de produc\ie total
limite maxime sau minime pentru cantitatea transportat[ pe fiecare rut[, timpul necesar transportului), scopurile urm[rite etc. Problema clasic[ de transport are ca obiectiv minimizarea cheltuielilor =i este formulat[ ]n cele ce urmeaz[. Se consider[ aprovizionarea a m consumatori, C1, C2, ... , Cm din
n depozite D1,D2, ... , Dn cu o singur[ marf[.
}n fiecare depozit Di se g[se=te cantitatea de marf[ ai, i = 1,2, ..., n iar fiecare consumator Cj are nevoie de cantitatea de marf[ bj, j = 1,2, ...,
m.
Costul transportului unei unit[\i de marf[ de la Di la Cj este cij.
Scopul modelului este determinarea cantit[\ilor xij
transportului ]ntregii cantit[\i de marf[ s[ fie minim.
de marf[
transportat[ de la depozitul Di la consumatorul Cj astfel ]nc`t costul }n situa\ia ]n care cij este infinit (foarte mare), transportul de marf[ de la Di la Cj este imposibil. Problemele ]n care este ]ndeplinit[ rela\ia:
n m
a = b
i =1 i j =1
(6.5)
se numesc echilibrate. Modelele matematice ale problemei con\in ca restric\ii urm[toarele dou[ condi\ii: totalul m[rfii extrase dintr-un depozit s[ nu dep[=easc[ existentul ]n acel depozit, adic[:
m
j =1
xij ai , ()i = 1,2,..., n
(6.6)
150
INGINERIA SISTEMELOR DE PRODUC|IE
cantitatea total[ primit[ de un consumator s[ nu fie mai mic[ dec`t necesarul acelui consumator, adic[
n
i =1
xij b j , () j = 1,2,..., m
(6.7)
Costul total de transport (func\ia obiectiv) este dat de rela\ia :
n m
CTOT = cij xij
i =1 j =1
(6.8)
Cu cele de mai sus rezult[ urm[toarele modele ale problemei clasice de transport : a) problema echilibrat[
n m = (min) f ( x ) cij xij ij i =1 j =1 m xij = ai , ()i = 1,2,..., n j =1 n x = b , () j = 1,2,..., m j ij i =1 xij 0, ()i, j
(6.9)
c) problema neechilibrat[
151
cap.3 }ntreprinderea sistem de produc\ie total
n m (min) f ( xij ) = cij xij i =1 j =1 m xij ai , ()i = 1,2,..., n j =1 n x b , () j = 1,2,..., m j ij i =1 xij 0, ()i, j
(6.10)
Problema echilibrat[ este o problem[ de programare liniar[ ]n
forma standard. Pentru rezolvarea problemei neechilibrate trebuiesc
aplicate regulile de aducere a ei la forma standard (folosirea variabilelor
de compensare).
Exemplu
Se consider[ rezolvarea problemei de transport a unei m[rfi de la dou[ depozite D1 =i D2 ]n care se g[sesc cantit[\ile de marf[ a1 respectiv a2 c[tre trei consumatori C1, C2, C3 care au necesarul b1, b2, b3. se consider[ cazul problemei echilibrate, deci a1 + a2 = b1 + b2 + b3. Costurile transportului de la depozitul i la consumatorul j sunt date de matricea urm[toare: consumator depozit D1 D2 c11 c21 c12 c22 c13 c23 C1 C2 C3
Problema trebuie s[ determine valorile xij ale cantit[\ilor transportate de la depozitul i la consumatorul j care s[ asigure costuri minime: consumator depozit D1 D2 x11 x21 x12 x22 x13 x23 C1 C2 C3
Modelul matematic al problemei este:
152
INGINERIA SISTEMELOR DE PRODUC|IE
(min) f = c11 x11 + c12 x12 + c13 x13 + c 21 x 21 + c 22 x 22 + c 23 x 23 x11 + x12 + x13 = a1 x 21 + x 22 + x 23 = a 2 x11 + x 21 = b1 x + x =b 22 2 12 + = x x b 13 23 3 xij 0, ()i, j
(2.11)
Prin renotarea necunoscutelor modelul matematic devine:
(min) f = c1 x1 + c2 x2 + c3 x3 + c4 x4 + c5 x5 + c6 x6 = a1 x1 + x2 + x3 + + x4 + x5 + x6 = a2 + x4 = b1 x1 + + x5 = b2 x2 + + x6 = b3 x3 + xi 0, ()i
Se constat[ c[ acesta este un model de programare liniar[ ]n forma standard care are 6 necunoscute cu matricea A de forma:
1 1 1 0 0 0 0 0 0 1 1 1 A = 1 0 0 1 0 0 0 1 0 0 1 0 0 0 1 0 0 1 Se poate constata c[ o astfel de problem[ devine foarte repede uria=[. de exemplu o problem[ de transport cu n 10 furnizori =i m 10 consumatori va avea mn 100 necunoscute, iar matricea A a sistemului: m n 20 linii =i mn 100 coloane. Se observ[ u=or c[ rangul matricei r(A) < mn ceea ce face imposibil[ aplicarea algoritmului simplex (nu exist[ o baz[ de m n, num[rul de linii, vectori coloan[ liniari independen\i necesari ]n primul pas). Problema se poate rezolva numai prin scrierea problemei extinse.
Avand ]n vedere cele de mai sus, rezolvarea problemelor de transport echilibrate se poate face mai usor prin utilizarea dualit[\ii. Pentru modelul problemei de transport din exemplul de mai sus, modelul dual se scrie astfel:
153
cap.3 }ntreprinderea sistem de produc\ie total
(max) g = a1 u1 + a 2 u 2 + b1 v1 + b2 v 2 + b3 v3 u1 + v1 c11 u + v c 2 12 1 + u v c 1 3 13 u 2 + v1 c 21 u 2 + v 2 c 22 u 2 + v3 c 23 u R, v R 1, 2 , 3 1, 2
Se constat[ c[ scrierea modelului dual implic[ adoptarea variabilelor u1, u2 corespunz[toare num[rului de depozite, respectiv v1, v2, v3 corespunz[toare num[rului de consumatori. Rezolvarea modelului dual =i ob\inerea solu\iei optime a modelului primal a condus la stabilirea urm[torului algoritm pentru rezolvarea problemelor de transport:
pas 1 pas 2
Se alege o solu\ie de baz[ {xij } av`nd num[rul de componente Se rezolv[ sistemul {u i + v j = cij / xij > 0} determin`nd o solu\ie
nenule egal cu m + n 1 particular[ {(u i , v j )}
pas 3
Dac[ pentru o component[ x = 0 avem u + v > c se caut[ o
alt[ solu\ie, pentru care x s[ devin[ nenul
pas 4 Solu\ia optim[ s-a atins atunci c`nd :
u i + v j cij .()i = 1,2,..., m, () j = 1,2,..., n
Problema principal[ ]n cazul aplic[rii algoritmului de mai sus este g[sirea unei solu\ii ini\iale de baz[. Exist[ o multitudine de metode care ]ncearc[ nu numai g[sirea unei solu\ii ini\iale de baz[, ci chiar g[sirea uneia c`t mai bun[. Se expun ]n continuare urm[toarele metode : 1. Metoda nord-vest ; 2. Metoda minimului pe linii ;
154
INGINERIA SISTEMELOR DE PRODUC|IE
3. Metoda minimului pe coloane ; 4. Metoda costului minim ; 5. Metoda diferen\elor maxime. Schema comun[ a acestor metode este urm[toarea :
pas 1 : Se alege o rut[ ini\ial[ dup[ o anumit[ regul[. Aceast[ regul[
difer[ ]n func\ie de metoda folosit[, astfel : Metoda nord-vest Metoda minimului pe linii Metoda minimului pe coloane Metoda costului minim Metoda diferen\elor maxime
ruta din co\ul st`nga sus al tabelului ruta de cost minim de pe prima linie (dac[ minimul este multiplu se ia prima din st`nga) ruta de cost minim de pe prima coloan[ (dac[ minimul este multiplu se ia cea mai de sus) ruta de cost minim din intregul tabel (dac[ minimul este multiplu se ia una la ]nt`mplare) 1. Pentru fiecare linie =i fiecare coloan[ se calculeaz[ diferen\a dintre cele mai mici dou[ costuri ale rutelor acesteia (diferen\a poate fi =i 0 dac[ minimul este multiplu) =i se g[se=te maximul dintre aceste diferen\e. 2. Dintre toate rutele de pe liniiile =i coloanele corespunz[toare acestui maxim se alege ruta de cost minim (dac[ minimul este multiplu se ia una la ]nt`mplare)
pas 2 : Se transport[ pe aceast[ rut[ maximul posibil. Acest maxim este
egal cu minimul dintre cantitatea care mai e disponibil[ la furnizorul corespunz[tor acestei rute =i cantitatea care mai e necesar[ la consumatorul corespunz[tor rutei, ]n momentul alegerii acestei rute.
pas 3 : Dup[ folosirea unei rute este clar c[ fie se epuizeaz[ disponibilul
furnizorului corespunz[tor, fie se asigur[ ]ntregul necesar al consumatorului corespunz[tor , fie ambele. Dac[ se epuizeaz[ disponibilul furnizorului este clar c[ nici o rut[ care pleac[ de la ecesta nu va mai fi folosit[ =i analog, dac[ se asigur[ ]ntregul necesar al consumatorului, nici o rut[ spre acesta nu va mai fi folosit[. Rutele care
155
cap.3 }ntreprinderea sistem de produc\ie total
nu vor mai fi folosite se numesc rute blocate, sunt cele nefolosite ]nc[ de pe linia sau/=i coloana ultimei rute folosite =i se eviden\iaz[ ]n tabel prin ha=urare.
pas 4 :Se alege ruta urm[toare, folosind regula :
Metoda nord-vest Metoda minimului pe linii
cea mai apropiat[ rut[ de ultima aleas[ dintre cele neblocate ruta de cost minim de pe prima linie pe care mai sunt ]nc[ rute neblocate (dac[ minimul este multiplu se ia prima din st`nga) ruta de cost minim de pe prima coloan[ pe care mai sunt ]nc[ rute neblocate (dac[ minimul este multiplu se ia cea mai de sus) ruta de cost minim din ]ntregul tabel dintre cele neblocate ]nc[ (dac[ minimul este multiplu se ia una la ]nt`mplare) se repet[ procedeul de la pas 1 pentru rutele neblocate ]nc[
Metoda minimului pe coloane
Metoda costului minim Metoda diferen\elor maxime
pas 5 : Se reia algoritmul de la pas 2 p`n[ c`nd nu mai r[m`ne nici o rut[
nefolosit[ sau neblocat[. OBS. Problemele de transport neechilibrate se rezolv[ prin echilibrarea lor consider`ndu-se, dup[ caz, un depozit sau consumator fictiv care s[ echilibreze problema. Evident c[ se va considera valoarea zero pentru costul transportului de la depozitul fictiv c[tre orice consumator respectiv de la orice depozit c[tre consumatorul fictiv.
3.12.4 Aplica\ii ale teroriei grafurilor la rezolvarea problemelor de transport Aplic`nd teoria grafurilor se pot rezolva - problema comis voiajorului ; o multitudine de
probleme care implic[ re\ele de transport ca de exemplu:
156
INGINERIA SISTEMELOR DE PRODUC|IE
- problema drumului de cost minim ; - problema fluxului maxim ; - problema arborelui de valoare optim[ ; - probleme de afectare. A. Drumuri de valoare optim[ ]ntr-un graf Probleme de transport ca : lungimea drumului minim dintre dou[ localit[\i, costul parcurgerii unei rute, capacitatea transportat[ pe o rut[ au ca rezolvare optimizarea drumurilor ]ntr-un graf. Din cauza variet[\ii nelimitate, ]n general, a grafurilor, nu exist[ un algoritm care s[ rezolve orice problem[ ]n timp util, dar s-au elaborat o mul\ime de algoritmi, fiecare fiind cel mai eficace pentru anumite cazuri.
Algoritmul Bellman Kalaba
Algoritmul se aplic[ ]n cazul unor grafuri finite f[r[ circuite de valoare negativ[ (pentru problema de minim) sau f[r[ circuite de valoare pozitiv[ (pentru problema de maxim) =i g[se=te drumurile de valoare minim[ (maxim[) de la toate nodurile grafului la un nod oarecare, fixat. Dac[ se dore=te determinarea drumurilor de valoare minim[ (maxim[) ]ntre oricare dou[ noduri se aplic[ algoritmul, pe r`nd, pentru fiecare nod al grafului. Formularea problemei este urm[toarea: fiind dat un graf valuat G
= (X, A, p) =i un v`rf fixat xn X se cere s[ se determine drumul d de
la un v`rf oarecare xi la v`rful xn pentru care valoarea drumului, p(d) s[ fie minim[. Algoritmul care rezolv[ aceast[ problem[ folose=te urm[toarele no\iuni =i propozi\ii (care nu vor fi demonstrate);
157
cap.3 }ntreprinderea sistem de produc\ie total
- matricea extins[ a valorilor arcelor, V = vij unde:
0, pentru, i = j vij = pij , pentru, ( xi , x j ) A , pentru, i j , si, ( xi , x j ) A
(1)
- mi(k) valoarea minim[ a drumului d de la xi la xh considerat ]n mul\imea drumurilor de cel mult k arce; - mi valoarea minim[ a drumului de la xi la xh considerat ]n mul\imea tuturor drumurilor , indiferent de num[rul de arce.
Propozi\ia 1: Pentru orice k N*
mi( k +1) = min vij + m (jk )
j =1, n
(2)
Propozi\ia 2: Dac[ exist[ k N* pentru care mi(k) = mi(k+1 ) pentru orice i
= 1, n , atunci:
a) mi( k ) = mi( s ) , ()i = 1, n,() s k + 1 b) mi( k ) = mi , ()i = 1, n Din cele de mai sus rezult[ urm[torul algoritm pentru determinarea vectorului mi
i =1, n
1. Se construie=te matricea V pentru graful dat. 2. Se adaug[ matricei V liniile suplimentare mi(1) , mi( 2) , ..., mi( n ) astfel: a. Linia mi(1) coincide cu v jn , adic[ mi(1) = v jn j =1, n
i =1, n T j =1, n
b. Presupun`nd completat[ linia mi( k )
mi( k +1)
i =1, n
se completeaz[ linia
conform propozi\iei 1
c. Se continu[ aplicarea pasului 2. b p`n[ la ob\inerea a dou[ linii mi( k )
i =1, n
, mi( k +1)
i =1, n
identice
i =1, n
3. Se adun[ linia i din V cu linia mi( k +1)
urm[rindu-se rezultatul
minim care se poate ob\ine; s[ presupunem c[ acesta este:
158
INGINERIA SISTEMELOR DE PRODUC|IE
mi( k +1) = vij + mi( k )
atunci primul arc din drumul minim de la xi la xn este (xi, xj); ]n continuare se adun[ linia j din V cu mi( k +1)
i =1, n
re\in`nd noua valoare
minim[ aflat[ pe coloana k al doilea arc este (xj , xk) =.a.m.d. Observa\ie }n cazul rezolv[rii unei probleme de maxim algoritmul se modific[ astfel: - rela\ia (1) devine:
0, pentru , i = j vij = pij , pentru , ( xi , x j ) A , pentru , i j , si, ( xi , x j ) A
(1)
- rela\ia (2) devine:
mi( k +1) = max vij + m (jk )
j =1, n
(2)
B. Arbori de valoare optim[ Studiul arborilor este justificat de existen\a ]n practic[ a unui num[r mare de probleme care pot fi modelate astfel, ca de exemplu: - construirea unor re\ele de aprovizionare (ap[, energie, gaze etc.) a unor puncte de consum dela un punct central; - construirea unor c[i de acces (comunica\ie) ]ntre mai multe puncte izolate; - desf[=urarea unui joc strategic; - luarea deciziilor ]n mai multe etape (arbori decizionali); - organigramele ]ntreprinderilor. }n toate aceste probleme se dore=te ca, dintre muchiile unui graf valuat neorientat, s[ se extrag[ arborele optim (minim/maxim).
159
cap.3 }ntreprinderea sistem de produc\ie total
Algoritmul Kruskal
Problema pe care o rezolv[ acest algoritm este urm[toarea: fiind dat un graf G neorientat, conex =i valuat se urm[re=te extragerea din G a unui arbore par\ial pentru care suma valorilor muchiilor s[ fie minim[. Pentru simplificare se presupune, ini\ial c[ ]ntre oricare dou[ v`rfuri ale grafului G exist[ o muchie =i c[ toate valorile muchiilor sutn diferite dou[ c`te dou[. Fie A = {a1, a2, ..., am} iar valoarea muchiei aj este p (aj) = pj . Vom presupune c[ p1 < p2 < ... < pm. La aceast[ situa\ie se poate ajunge prin renumerotarea nodurilor =i a muchiilor. Algoritmul Kruskal pentru determinarea arborelui minimal are urm[torii pa=i: 1. Se alege muchia a1 de valoare minim[ 2. Se alege muchia a2 de valoare minim[ din mul\imea muchiilor r[mase 3. Fie S = {a1, a2} 4. Dintre muchiile r[mase se alege muchia de valoare minim[ care nu formeaz[ cicluri cu muchiile din S. Dac[ nu exist[ o muchie ar atunci algoritmul se ]ncheie =i solu\ia problemei este S. Dac[ exist[ o muchie ar se trece la pasul urm[tor 5. Se stabile=te noua valoare a lui S = S {ar}=i se reia algoritmul de la pasul 4 p`n[ c`nd se ating toate v`rfurile rgafului OBS. Pentru probleme de maxim ]n algoritm se ]nlocuie=te minim cu maxim. C. Flux maxim ]ntr-o re\ea de transport
160
INGINERIA SISTEMELOR DE PRODUC|IE
Un graf orientat valuat G = (X, U, c) se nume=te re\ea de transport dac[ satisface urm[toarele condi\ii : a) exist[ un v`rf unic a X ]n care nu intr[ nici un arc sau -(a) = unde -(a) este mul\imea arcelor care intr[ ]n v`rful a ; b) exist[ un v`rf unic b X din care nu iese nici un arc, sau +(b) =
unde +(b) este mul\imea arcelor care ies din b ;
c) G este conex =i exist[ drumuri de la a la b. V`rful a se nume=te intrarea re\elei, v`rful b ie=irea re\elei, iar num[rul nenegativ c(u) se nume=te capacitatea arcului u U.
Defini\ie O func\ie f : U R, astfel ]nc`t f(u) 0, () uU se nume=te
flux ]n re\eaua de transport G cu capacitatea c, dac[ sunt ]ndeplinite condi\iile : C) condi\ia de conservare a fluxului : Pentru () xX cu x a, x b, suma fluxurilor pe arcele care intr[ ]n x este egal[ cu suma fluxurilor pe arcele care ies din x, adic[:
u ( x )
f (u ) = f (u ) , () x X {a,b}
u + ( x )
M) condi\ia de m[rginire a fluxului : Pentru orice arc al re\elei, valoarea fluxului nu poate dep[=i capacitatea arcului respectiv : f(u) c(u), ()u U
Defini\ie Pentru orice mul\ime de v`rfuri A X se define=te o t[ietur[
de suport A prin mul\imea arcelor care intr[ ]n mul\imea A =i se noteaz[ :
161
cap.3 }ntreprinderea sistem de produc\ie total
( A ) = {(x , y ) x A, y A, (x , y ) U }
Similar se define=te mul\imea arcelor care ies din A:
+ ( A ) = {(x , y ) x A, y A, (x , y ) U }
Capacitatea t[ieturii de suport A, -(A),se noteaz[ cu c(-(A)) =i este egal[ cu suma capacit[\ilor arcelor care fac parte din t[ietura considerat[ :
c (A) =
u ( A )
c (u )
}n problemele de determinare a fluxului maxim ]ntr- re\ea de transport se lucreaz[ cu t[ieturi care con\in <ie=irea re\elei> (b) =i nu con\in <intrarea re\elei> (a).
Teorema 1 Fiind dat[ o re\ea de transport cu intrarea a =i ie=irea b =i un
flux f, are loc egalitatea:
u + (a )
f (u ) = f (u ) = f b
u (b )
unde fb este fluxul la ie=irea re\elei. Teorema, care arat[ c[ fluxul la intrarea ]n re\ea este egal cu cel de la ie=irea din re\ea, se demonstreaz[, evident, \in`nd seama de condi\ia conserv[rii fluxului.
Teorema 2 Pentru o re\ea de transport G = (X,U,c) cu intrarea a =i
ie=irea b =i un flux f :
fb =
u ( A )
f (u ) f (u ) c ( ( A) )
u + ( A )
162
INGINERIA SISTEMELOR DE PRODUC|IE
unde A X, a A, b A. Aceast[ teorem[ arat[ c[ fluxul la ie=irea din re\eaua de transport este egal cu suma fluxurilor t[ieturii de suport A minus suma fluxurilor pe arcele care ies din mul\imea A de v`rfuri =i este mai mic[ cel mult egal[ cu capacitatea t[ieturii de suport A. Algoritmul pentru determinarea fluxului maxim la ie=irea dintr-o re\ea de transport (Ford Fulkerson) este urm[torul: Pasul 1 Se pleac[ de la un flux ini\ial care verific[ condi\iile de conservare ]n fiecare v`rf =i de m[rginire pe fiecare arc (de exemplu de la fluxul av`nd componente nule pe fiecare arc al re\elei) Pasul 2 Se determin[ lan\urile nesaturate de la a la b (lan\urile pe care fluxul poate fi m[rit). Se utilizeaz[ pentru aceasta urm[torul procedeu de etichetare : a) Se marcheaz[ intrarea a cu + ; b) Un v`rf x fiind marcat, se va marca : - cu +x oricare v`rf y nemarcat cu proprietatea c[ arcul u
= (x,y) este nesaturat, adic[ f(u) < c(u) ;
- cu x oricare v`rf y nemarcat cu proprietatea c[ arcul u = (y,x) are flux nenul, adic[ f(u) > 0 ; Dac[ prin acest procedeu de marcare se eticheteaz[ ie=irea b, atunci fluxul fb ob\inut la pasul curent nu este maxim =i se trece la pasul 3. Dac[ nu se mai poate marca ie=irea b, atunci fluxul ob\inut este maxim =i problema este rezolvat[ : STOP. Pasul 3 Se va considera un lan\ format din v`rfuri etichetate (ale c[ror etichete au semnele + sau -) care une=te a cu b (care poate fi u=or de g[sit dac[ se urm[resc etichetele v`rfurilor ]n sensul de la b c[tre a). Fie v acest lan\. Se noteaz[ cu v+ mul\imea arcelor (x,y) ale lui v unde
163
cap.3 }ntreprinderea sistem de produc\ie total
marcajul lui y are semnul +, deci care sunt orientate ]n sensul de la a c[tre b =i cu v- mul\imea arcelor (x,y) ale lui v, unde marcajul lui x are semnul -, deci care sunt orientate ]n sensul de la b c[tre a. Se calculeaz[ :
1 = min[c (u ) f (u )]
uv +
2 = min f (u )
uv
= min( 1 , 2 )
Din modul de etichetare rezult[ > 0. Se va m[rii cu fluxul pe fiecare arc u v+ =i se va mic=ora cu fluxul pe fiecare arc cu u v-, ob\in`nd la ie=ire un flux m[rit cu . Se revine la pasul 2.
Teorema 3 Algoritmul Ford-Fulkerson are un num[r finit de pa=i
pentru orice re\ea de transport cu capacit[\i numere intregi. }n momentul ]n care prin procedeul de etichetare nu se mai poate eticheta ie=irea re\elei se ob\ine fluxul maxim ]n re\ea. Mul\imea arcelor care unesc v`rfurile etichetate cu cele la care nu s-a mai putut continua etichetarea formeaz[ o t[ietur[ de capacitate minim[.
Corolar Pentru orice re\ea de transport valoarea maxim[ a fluxului
la ie=ire este egal[ cu capacitatea minim[ a unei t[ieturi de suport A, cu bA. In cazul unei probleme de transport se pune problema maximiz[rii cantit[\ii totale de marf[ care poate fi transportat[ de la depozitele D1, D2, ..., Dm, ]n care se g[sesc cantit[\ile a1, a2, ..., am, c[tre consumatorii C1, C2, ..., Cn, care au necesarul b1, b2, ..., bn cunosc`ndu-se capacit[\ile maxime de transport, cij, consumatorul Cj). pe fiecare rut[ (de la depozitul Di la
164
INGINERIA SISTEMELOR DE PRODUC|IE
Aceasta este o problem[ de flux maxim ]n re\eaua de transport G=(X,U,c), unde :
X = {a, D1 , D2 ,..., Dm , C1 , C 2 ,..., C n }
U = m (a, Di )i =1, 2,...,m , (C j , b ) j =1, 2,...,n , (Di , C j )ij==11,,22,..., ,..., n
a , u (a, D ) i i i =1, 2 ,..., m c = b j , u (C j , b ) j =1, 2,...,n c , u m (Di , C j )ij==11,,22,..., ij n ,...,
]n condi\ia :
a b
i =1 i j =1
165
S-ar putea să vă placă și
- Cartografierea fluxului de valoare: Reducerea deșeurilor și maximizarea eficiențeiDe la EverandCartografierea fluxului de valoare: Reducerea deșeurilor și maximizarea eficiențeiÎncă nu există evaluări
- Tabloul de bord echilibrat: Transformați-vă datele într-o foaie de parcurs către succesDe la EverandTabloul de bord echilibrat: Transformați-vă datele într-o foaie de parcurs către succesÎncă nu există evaluări
- Analiza Retractoarelor La LoganDocument187 paginiAnaliza Retractoarelor La LoganAlexandru DraghiciÎncă nu există evaluări
- ISP - Suport Curs PDFDocument65 paginiISP - Suport Curs PDFRazvanGuiman100% (2)
- Sisteme de Organizare A Productiei PDFDocument133 paginiSisteme de Organizare A Productiei PDFjupitugrigore100% (3)
- Economie Curs 4Document12 paginiEconomie Curs 4Iordache RemusÎncă nu există evaluări
- Mpo RezDocument9 paginiMpo RezTheMysc97Încă nu există evaluări
- MPRODUCTIEIDocument59 paginiMPRODUCTIEIVioleta IgnatÎncă nu există evaluări
- Sistemul de Fabricatie in Firmele de ConfectiiDocument10 paginiSistemul de Fabricatie in Firmele de ConfectiiAna IoanaÎncă nu există evaluări
- Factorii de ProducţieDocument43 paginiFactorii de ProducţieGeanina Moiceanu100% (1)
- .Archmanagementul Producției Curs nr.4Document10 pagini.Archmanagementul Producției Curs nr.4Denisa ArdeleanÎncă nu există evaluări
- Ingineria Sistemelor de Productie - Curs 1Document13 paginiIngineria Sistemelor de Productie - Curs 1ceodoiuÎncă nu există evaluări
- Tema 1 Obiectul Si Metoda Analizei EconomiceDocument4 paginiTema 1 Obiectul Si Metoda Analizei EconomicePam Param100% (1)
- Gestiunea StocurilorDocument64 paginiGestiunea StocurilorAndronic CristianÎncă nu există evaluări
- Tema 5. Teoria ProducţieiDocument21 paginiTema 5. Teoria ProducţieiАртём ГригорашÎncă nu există evaluări
- Gestiunea StocurilorDocument75 paginiGestiunea StocurilorAlexandrina-Tatiana Todor100% (1)
- Sisteme de Fabricatie Flexibile - IntroducereDocument15 paginiSisteme de Fabricatie Flexibile - IntroducereLucian GrecÎncă nu există evaluări
- C10-C12 Sistemul Cibernetic Al Producatorului 2019-2020 Bz6wf8utgbw4 PDFDocument32 paginiC10-C12 Sistemul Cibernetic Al Producatorului 2019-2020 Bz6wf8utgbw4 PDFDanielÎncă nu există evaluări
- Sisteme Flexibile de FabricatieDocument18 paginiSisteme Flexibile de FabricatieSebseb44Încă nu există evaluări
- Firma Si Mediul SauDocument21 paginiFirma Si Mediul SauTiberiu ComanoiuÎncă nu există evaluări
- MPS CursDocument267 paginiMPS CursIrina PădureţÎncă nu există evaluări
- Managementul ProductieiDocument6 paginiManagementul ProductieiAndrei MilitaruÎncă nu există evaluări
- Mecanica S.A - Studiu de CazDocument31 paginiMecanica S.A - Studiu de CazMadalina TanasescuÎncă nu există evaluări
- C1.intreprinderea - Componenta de Baza A Unui Sistem de ProductieDocument14 paginiC1.intreprinderea - Componenta de Baza A Unui Sistem de Productierbarladean100% (1)
- Calitatea Categoriei TehnicoDocument16 paginiCalitatea Categoriei TehnicoDORIN-IONUȚ PAPAÎncă nu există evaluări
- Proiect de AnDocument35 paginiProiect de AnStefan LupuÎncă nu există evaluări
- ManagementDocument5 paginiManagementMariscas CristinaÎncă nu există evaluări
- Cartea - Analiza Si Proiectarea Sistemelor Informatice de Gestiune - MARIA ANDRONIEDocument40 paginiCartea - Analiza Si Proiectarea Sistemelor Informatice de Gestiune - MARIA ANDRONIEandrew27101992Încă nu există evaluări
- Lectia de Laborator 1.Document45 paginiLectia de Laborator 1.iulia alievÎncă nu există evaluări
- Curs Management Informaţional - MbaDocument62 paginiCurs Management Informaţional - MbaLucian Mih100% (1)
- InformaticaDocument233 paginiInformaticaGlont GeoÎncă nu există evaluări
- SFF 01 PDFDocument32 paginiSFF 01 PDFSilviu CiprianÎncă nu există evaluări
- Man CalitatiiDocument75 paginiMan CalitatiiIuliaÎncă nu există evaluări
- Proiectare Sisteme InformaticeDocument313 paginiProiectare Sisteme InformaticeBraveCoyoteÎncă nu există evaluări
- Logistica Sistemelor de Fabricatie PDFDocument336 paginiLogistica Sistemelor de Fabricatie PDFDinu ZinveliÎncă nu există evaluări
- Sisteme de ProductieDocument12 paginiSisteme de ProductieBezedica MariusÎncă nu există evaluări
- Obiectul Si Metoda Analizei EconomiceDocument28 paginiObiectul Si Metoda Analizei Economicecatabra100% (1)
- MpiDocument18 paginiMpiLya HellenÎncă nu există evaluări
- Factori de ProductieDocument5 paginiFactori de ProductieNiko DavidÎncă nu există evaluări
- Note de Curs Analiza GestionaraDocument11 paginiNote de Curs Analiza GestionaraDorina Popovici100% (1)
- ANALIZA ECONOMICO-FINANCIARA 2 - Sinteza - CIGDocument26 paginiANALIZA ECONOMICO-FINANCIARA 2 - Sinteza - CIGAdrian CiausuÎncă nu există evaluări
- Examen Sisteme-InformationaleDocument5 paginiExamen Sisteme-InformationaleDorin VitalieviciÎncă nu există evaluări
- Teme ExamenDocument56 paginiTeme Exameniulia alievÎncă nu există evaluări
- Tema 1 Sisteme Informatice - Suport Al Ctivităților de Marketing.Document12 paginiTema 1 Sisteme Informatice - Suport Al Ctivităților de Marketing.iulia alievÎncă nu există evaluări
- Sistem InformaţionalDocument44 paginiSistem Informaţionalalina8619Încă nu există evaluări
- Cap 3 Functiile Si Structura Organiz A EA PDFDocument12 paginiCap 3 Functiile Si Structura Organiz A EA PDFDavid StoianÎncă nu există evaluări
- TezaDocument49 paginiTezaНина ПестушкоÎncă nu există evaluări
- Analiza Si Proiectarea Sistemelor Informatice de Gestiune - MARIA ANDRONIEDocument53 paginiAnaliza Si Proiectarea Sistemelor Informatice de Gestiune - MARIA ANDRONIEDumitras ClaudiuÎncă nu există evaluări
- Managementul Productiei Si OperatiilorDocument49 paginiManagementul Productiei Si OperatiilorCatalin CarabaÎncă nu există evaluări
- MG InformationalDocument71 paginiMG InformationalLena PanteaÎncă nu există evaluări
- Teorie OlimpiadaDocument10 paginiTeorie OlimpiadaSteluta Claudia Berechet0% (1)
- Analiza PESTLE: Înțelegeți și planificați mediul de afaceriDe la EverandAnaliza PESTLE: Înțelegeți și planificați mediul de afaceriÎncă nu există evaluări
- Componenta Software A Unui Sistem de CalculDocument1 paginăComponenta Software A Unui Sistem de CalculMoga GeorgianaÎncă nu există evaluări
- Dispozitive de IesireDocument3 paginiDispozitive de IesireMoga GeorgianaÎncă nu există evaluări
- Dispozitive Periferice de Intrare-IesireDocument1 paginăDispozitive Periferice de Intrare-IesireMoga GeorgianaÎncă nu există evaluări
- Editoare MultimediaDocument2 paginiEditoare MultimediaMoga Georgiana100% (1)
- Proiectarea Tehnologica A Unei Instalatii de Hidrofinare A Unui Amestec de Benzine de DA Si CC PDFDocument48 paginiProiectarea Tehnologica A Unei Instalatii de Hidrofinare A Unui Amestec de Benzine de DA Si CC PDFMoga GeorgianaÎncă nu există evaluări
- Test Informatica Clasa ViiDocument2 paginiTest Informatica Clasa ViiMoga Georgiana100% (1)
- Test ExcelDocument2 paginiTest ExcelMoga GeorgianaÎncă nu există evaluări
- Algoritmi ElementariDocument7 paginiAlgoritmi ElementariMadalina GeorgianaÎncă nu există evaluări
- FisalucruDocument2 paginiFisalucruMoga GeorgianaÎncă nu există evaluări
- Aplicații de Realizare A Paginilor WebDocument2 paginiAplicații de Realizare A Paginilor WebMoga GeorgianaÎncă nu există evaluări
- 0 Test de VerificareDocument1 pagină0 Test de VerificareMoga GeorgianaÎncă nu există evaluări
- Test ExcelDocument2 paginiTest ExcelMoga GeorgianaÎncă nu există evaluări
- 0 Test de VerificareDocument1 pagină0 Test de VerificareCrosman AlinaÎncă nu există evaluări
- l09 Sudarea Gaz ProtectorDocument9 paginil09 Sudarea Gaz ProtectorMoga GeorgianaÎncă nu există evaluări
- Educatia Parintilor NouDocument4 paginiEducatia Parintilor NouMoga GeorgianaÎncă nu există evaluări
- Proiectdidactic TabeleDocument3 paginiProiectdidactic TabeleMoga GeorgianaÎncă nu există evaluări
- Proiect PTMDocument36 paginiProiect PTMMoga GeorgianaÎncă nu există evaluări
- Educatia Parintilor NouDocument4 paginiEducatia Parintilor NouMoga GeorgianaÎncă nu există evaluări
- Caut Ari Sort AriDocument25 paginiCaut Ari Sort AriMoga GeorgianaÎncă nu există evaluări
- 00 Didactic 1Document7 pagini00 Didactic 1Moga GeorgianaÎncă nu există evaluări
- 0algoritmi IntroducereDocument7 pagini0algoritmi IntroducereMoga GeorgianaÎncă nu există evaluări
- Proiectul Tehnologic Al Unei Instalatii de Eliminare A Hidrogenului Sulfurat Prin Absorbtie in Solutie Apoasa de MeaDocument29 paginiProiectul Tehnologic Al Unei Instalatii de Eliminare A Hidrogenului Sulfurat Prin Absorbtie in Solutie Apoasa de MeaAlexandru Marian100% (3)
- Elaborarea Unui CDSDocument10 paginiElaborarea Unui CDSMoga GeorgianaÎncă nu există evaluări
- Subiect 2013Document2 paginiSubiect 2013Moga GeorgianaÎncă nu există evaluări
- Caut Ari Sort AriDocument25 paginiCaut Ari Sort AriMoga GeorgianaÎncă nu există evaluări
- 0 Modestie Si ArogantaDocument25 pagini0 Modestie Si ArogantaMoga GeorgianaÎncă nu există evaluări
- Caut Ari Sort AriDocument25 paginiCaut Ari Sort AriMoga GeorgianaÎncă nu există evaluări
- Cap 2 - Sistem-Ingineria Sistemelor D EproductieDocument29 paginiCap 2 - Sistem-Ingineria Sistemelor D Eproductiealexa_liviaÎncă nu există evaluări
- Chimie FizicaDocument11 paginiChimie FizicaMoga GeorgianaÎncă nu există evaluări