S-ar putea să vă placă și
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3De la EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Încă nu există evaluări
- SOLENOID CONTROLLED RELIEF VALVES EXPLAINEDDocument5 paginiSOLENOID CONTROLLED RELIEF VALVES EXPLAINEDDANIEL LÎncă nu există evaluări
- Single PPM QUALITY INNOVATION Butterfly ValvesDocument23 paginiSingle PPM QUALITY INNOVATION Butterfly Valveshuutan12345Încă nu există evaluări
- Fomblin PFPE Lubricants - EN 220535 PDFDocument4 paginiFomblin PFPE Lubricants - EN 220535 PDFHermanÎncă nu există evaluări
- RS Clare Oil & Gas BrochureDocument12 paginiRS Clare Oil & Gas BrochureVALENTIN PATRASÎncă nu există evaluări
- Playbook Launchpackage Cassida Chain Oil XteDocument11 paginiPlaybook Launchpackage Cassida Chain Oil XteKiệt NgôÎncă nu există evaluări
- Effective Varnish Removal From Turbine Lubrication SystemsDocument9 paginiEffective Varnish Removal From Turbine Lubrication SystemsOsman AhmedÎncă nu există evaluări
- Is.1448 P96 PDFDocument15 paginiIs.1448 P96 PDFSiddharth GuptaÎncă nu există evaluări
- Thermal Black in Butyl Curing BladdersDocument7 paginiThermal Black in Butyl Curing BladdersvijaysatawÎncă nu există evaluări
- Polyvinylidene Fluoride-Based Coatings Technology PDFDocument8 paginiPolyvinylidene Fluoride-Based Coatings Technology PDFPUENTES2407Încă nu există evaluări
- Turbocharged Direct Injection Is Engine Oils Next Big Hurdle PDFDocument5 paginiTurbocharged Direct Injection Is Engine Oils Next Big Hurdle PDFMishu MarcelÎncă nu există evaluări
- Industrial Brochure ISS 3 FEB11Document6 paginiIndustrial Brochure ISS 3 FEB11yorkshirewizardÎncă nu există evaluări
- Silkolene Catalogue For WebDocument16 paginiSilkolene Catalogue For Webapi-295271471Încă nu există evaluări
- Sustainable Base Oil Products: BusinessDocument2 paginiSustainable Base Oil Products: BusinesshzulqadadarÎncă nu există evaluări
- Polymer Modifier Solutions GuideDocument12 paginiPolymer Modifier Solutions GuideFJNovaes45450% (2)
- Afton PolartechDocument14 paginiAfton PolartechSuresh KumarÎncă nu există evaluări
- Elgi Equipments - Initiating CoverageDocument23 paginiElgi Equipments - Initiating CoveragerabharatÎncă nu există evaluări
- Practical Approaches To Controllong Sludge and Varnish in Turbine OilsDocument17 paginiPractical Approaches To Controllong Sludge and Varnish in Turbine OilsDimas Febrian SaputraÎncă nu există evaluări
- Credit Analysis ProjectDocument7 paginiCredit Analysis ProjectSyed Muhammad Rafay AhmedÎncă nu există evaluări
- MEL470-L12 Knocking in SI EngineDocument31 paginiMEL470-L12 Knocking in SI EngineGaurav GuptaÎncă nu există evaluări
- En12944Document10 paginiEn12944Rui MendesÎncă nu există evaluări
- Chapter 2-RRL BindersDocument4 paginiChapter 2-RRL BindersAlfred Louie RimorinÎncă nu există evaluări
- Synthetic Gear Oil SelectionDocument9 paginiSynthetic Gear Oil Selectionsmallik3Încă nu există evaluări
- Methyl Palmitate/Oleate Product SheetDocument2 paginiMethyl Palmitate/Oleate Product SheetYassine LemsyehÎncă nu există evaluări
- Rubber 1571Document20 paginiRubber 1571Paradiso SitorusÎncă nu există evaluări
- Velvex Industrial Oil - Nandan Petrochem LTDDocument27 paginiVelvex Industrial Oil - Nandan Petrochem LTDNandan Petrochem Ltd0% (1)
- Gaumer Process - Heat Control SystemDocument8 paginiGaumer Process - Heat Control Systemharry_chemÎncă nu există evaluări
- Table of Contents For Industry Focus-Lubricants & Engine OilsDocument4 paginiTable of Contents For Industry Focus-Lubricants & Engine OilsJinalSÎncă nu există evaluări
- Lube BAse Oil (S-Oil)Document6 paginiLube BAse Oil (S-Oil)die_1Încă nu există evaluări
- Sumitomo Seika Group Company ProfileDocument10 paginiSumitomo Seika Group Company ProfileReply choiceÎncă nu există evaluări
- Calsol Process OilsDocument5 paginiCalsol Process OilsBen Karthiben NathanÎncă nu există evaluări
- Different Types of Brake FluidDocument2 paginiDifferent Types of Brake FluidGAGANSINGHALÎncă nu există evaluări
- Shaft Seal BulletinDocument2 paginiShaft Seal Bulletinkoniks519Încă nu există evaluări
- H8757BDocument1 paginăH8757BahmetÎncă nu există evaluări
- F Essenbeck ErDocument22 paginiF Essenbeck Eranhntran4850Încă nu există evaluări
- ARaymond QC Thermal-Management Booklet 2019Document16 paginiARaymond QC Thermal-Management Booklet 2019TUNCAY GUMUSÎncă nu există evaluări
- AXEL - Noion Ebook - Aug2017-Web PDFDocument5 paginiAXEL - Noion Ebook - Aug2017-Web PDFMilena GonzalezÎncă nu există evaluări
- EHC™ Series Base Grupo II MobilDocument2 paginiEHC™ Series Base Grupo II MobildpomahÎncă nu există evaluări
- Sotera Diaphragm Pumps (DV Motor)Document8 paginiSotera Diaphragm Pumps (DV Motor)Imran Shahzad KhanÎncă nu există evaluări
- Vestamid L Polyamide 12 - EvonikDocument12 paginiVestamid L Polyamide 12 - EvonikHaryo Armono100% (1)
- Engine Oil-Lube Sys ShowDocument85 paginiEngine Oil-Lube Sys ShowInterogator5100% (1)
- Common Position Paper 2012 Signed B7 PDFDocument5 paginiCommon Position Paper 2012 Signed B7 PDFcarbasemyÎncă nu există evaluări
- Uqon 50-HB 5100Document17 paginiUqon 50-HB 5100wjawich100% (1)
- Ethyl AdditivesDocument204 paginiEthyl Additivessergeiivan100% (2)
- Technical Bulletin: Chloroprene RubberDocument5 paginiTechnical Bulletin: Chloroprene RubberPrashantha NandavarÎncă nu există evaluări
- Mineral Oils: Typical Specifications of Divyol Mineral Oils: Sr. NO. Test Description Test Method WOP 70Document1 paginăMineral Oils: Typical Specifications of Divyol Mineral Oils: Sr. NO. Test Description Test Method WOP 70Roberto Alfaro EspinozaÎncă nu există evaluări
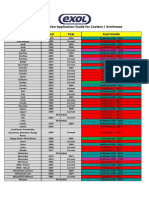
- Antifreeze Application Guide EXOLDocument3 paginiAntifreeze Application Guide EXOLRobÎncă nu există evaluări
- Hitec-11410 Pds WotrDocument2 paginiHitec-11410 Pds WotrAlex CamposÎncă nu există evaluări
- Install The Correct Fuel Line Hose: (MPI) Multi-Purpose Fuel and Injection Hose-SAE 30R9Document1 paginăInstall The Correct Fuel Line Hose: (MPI) Multi-Purpose Fuel and Injection Hose-SAE 30R9Andy PriceÎncă nu există evaluări
- Century Enka Ltd.Document12 paginiCentury Enka Ltd.sanjay chandwaniÎncă nu există evaluări
- Klueber Lubricants For Film Stretching Lines Catalogue - by CBCDocument56 paginiKlueber Lubricants For Film Stretching Lines Catalogue - by CBCJuan Soto HernándezÎncă nu există evaluări
- API Oil Guide 2010Document4 paginiAPI Oil Guide 2010amsoilromaniaÎncă nu există evaluări
- Refining Industry Solutions: Experience, Knowledge, and Technology... in RefiningDocument44 paginiRefining Industry Solutions: Experience, Knowledge, and Technology... in RefiningMorteza SepehranÎncă nu există evaluări
- The Economics of Petroleum Refining: Understanding Profit DriversDocument20 paginiThe Economics of Petroleum Refining: Understanding Profit Driversnelhuitron100% (1)
- Thermojet TechDocument38 paginiThermojet TechLim Dongseop0% (1)
- C Tuthill PDFDocument37 paginiC Tuthill PDFRaulEfrainCharrezCastilloÎncă nu există evaluări
- RG Integrally Geared CompressorsDocument6 paginiRG Integrally Geared CompressorsSauptik SinhaÎncă nu există evaluări
- HERTZ - Fluorine-Containing ElastomersDocument17 paginiHERTZ - Fluorine-Containing ElastomersLangleyÎncă nu există evaluări
- FKM TECHNOLOGY COMBINES OIL AND BASE RESISTANCEDocument15 paginiFKM TECHNOLOGY COMBINES OIL AND BASE RESISTANCEpeach5Încă nu există evaluări
- FKM - Wikipedia, The Free EncyclopediaDocument2 paginiFKM - Wikipedia, The Free EncyclopediamanthandevÎncă nu există evaluări
- Split-Core Current Transducers/Sensors: FeaturesDocument2 paginiSplit-Core Current Transducers/Sensors: Featurescnrk777Încă nu există evaluări
- Hall Effect Base Linear Current Sensor: FeaturesDocument5 paginiHall Effect Base Linear Current Sensor: Featurescnrk777Încă nu există evaluări
- Rockwell Automation OEM Program: For Machine and Equipment BuildersDocument4 paginiRockwell Automation OEM Program: For Machine and Equipment Builderscnrk777Încă nu există evaluări
- MIT Design Standards: BIM and CAD Drawing Standards v6.0 Thematic FolderDocument37 paginiMIT Design Standards: BIM and CAD Drawing Standards v6.0 Thematic FolderMaria Gabriela CeliÎncă nu există evaluări
- Alcatel-Lucent Omniswitch 6350: Gigabit Ethernet Lan Switch FamilyDocument8 paginiAlcatel-Lucent Omniswitch 6350: Gigabit Ethernet Lan Switch Familycnrk777Încă nu există evaluări
- A Comparison of RFID Anti-Collision Protocols ForDocument28 paginiA Comparison of RFID Anti-Collision Protocols Forcnrk777Încă nu există evaluări
- EZ Is Better!: Factory DirectDocument62 paginiEZ Is Better!: Factory Directcnrk777Încă nu există evaluări
- Circuit Monitoring SystemDocument16 paginiCircuit Monitoring Systemcnrk777Încă nu există evaluări
- Advanced Energy Management SoftwareDocument6 paginiAdvanced Energy Management Softwarecnrk777Încă nu există evaluări
- September 2020Document16 paginiSeptember 2020cnrk777Încă nu există evaluări
- Recognition of Multi-Oriented, Multi-Sized, and Curved TextDocument5 paginiRecognition of Multi-Oriented, Multi-Sized, and Curved Textcnrk777Încă nu există evaluări
- 1718 Ex I/O: Intrinsically Safe Distributed I/O For Zone 1 ApplicationsDocument3 pagini1718 Ex I/O: Intrinsically Safe Distributed I/O For Zone 1 Applicationscnrk777Încă nu există evaluări
- Bad State: Plant Is Frequently Down Because of Equipment Failures. Availability To Operate When RequiredDocument10 paginiBad State: Plant Is Frequently Down Because of Equipment Failures. Availability To Operate When Requiredcnrk777Încă nu există evaluări
- Harmony XB5Document124 paginiHarmony XB5cnrk777Încă nu există evaluări
- s900 Io Manual DTM v6-xDocument46 paginis900 Io Manual DTM v6-xcnrk777Încă nu există evaluări
- Reliability Centered MaintenanceDocument103 paginiReliability Centered Maintenancecnrk777Încă nu există evaluări
- Dell™ Inspiron™ 560/570: Comprehensive SpecificationsDocument5 paginiDell™ Inspiron™ 560/570: Comprehensive Specificationsjoretta6Încă nu există evaluări
- MIT Preventive MaintenanceDocument20 paginiMIT Preventive MaintenanceDexron3Încă nu există evaluări
- Inspiron-560s Setup Guide En-UsDocument72 paginiInspiron-560s Setup Guide En-Uscnrk777Încă nu există evaluări
- Inspiron-560s Service Manual En-UsDocument42 paginiInspiron-560s Service Manual En-Uscnrk777Încă nu există evaluări
- The Us Shale LPGDocument13 paginiThe Us Shale LPGcnrk777Încă nu există evaluări
- Um Adam 4000 Series Ed0 1 enDocument390 paginiUm Adam 4000 Series Ed0 1 encnrk777Încă nu există evaluări
- GUHRING Deep Hole DrillsDocument12 paginiGUHRING Deep Hole Drillsbatman2054Încă nu există evaluări
- D 06 Uservol 2Document374 paginiD 06 Uservol 2cnrk777Încă nu există evaluări
- StatsDocument3 paginiStatscnrk777Încă nu există evaluări
- ISO 9001 Certified Digital Control Valve GuideDocument8 paginiISO 9001 Certified Digital Control Valve Guidecnrk777100% (1)
- D 06 Uservol 1Document528 paginiD 06 Uservol 1cnrk777Încă nu există evaluări
- Typical Composition of Natural Gas: What's The Difference Between CNG, LNG and PNG?Document2 paginiTypical Composition of Natural Gas: What's The Difference Between CNG, LNG and PNG?cnrk777Încă nu există evaluări
- Structured PLC Programming With Sequential Function Charts: James A. Rehg Pennsylvania State UniversityDocument6 paginiStructured PLC Programming With Sequential Function Charts: James A. Rehg Pennsylvania State UniversityQm Lương Văn MinhÎncă nu există evaluări
- AccuLoad III-D Operator Reference ManualDocument152 paginiAccuLoad III-D Operator Reference Manualcnrk777Încă nu există evaluări
- Manometer Pressure DifferenceDocument5 paginiManometer Pressure DifferenceBlue SkyÎncă nu există evaluări
- Temperature Recovery FactorsDocument64 paginiTemperature Recovery FactorsGokul NathÎncă nu există evaluări
- B455Document3 paginiB455basha100% (1)
- 150 CDocument13 pagini150 Crobert carbungcoÎncă nu există evaluări
- Carbonate Equilibria in Natural WatersDocument26 paginiCarbonate Equilibria in Natural WatersNacorn PanchanawapornÎncă nu există evaluări
- Measuring errors and their classificationDocument6 paginiMeasuring errors and their classificationNarendra Reddy0% (1)
- PROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webDocument8 paginiPROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webhiyeonÎncă nu există evaluări
- XH3-HE User'S Manual: Self-Contained, Single Pump Wellhead Control Panel For Harsh EnvironmentsDocument9 paginiXH3-HE User'S Manual: Self-Contained, Single Pump Wellhead Control Panel For Harsh EnvironmentsprabuÎncă nu există evaluări
- Compilation Part 2 (11-19)Document100 paginiCompilation Part 2 (11-19)Joshua Zuniga50% (2)
- Molar Mass, Moles, and Avogadro's Number ExplainedDocument5 paginiMolar Mass, Moles, and Avogadro's Number ExplainedMegan CabahugÎncă nu există evaluări
- Chemistry and Technology of Honey Production PDFDocument47 paginiChemistry and Technology of Honey Production PDFsedianpo100% (1)
- Inorganic NotesDocument4 paginiInorganic NotesMr. XÎncă nu există evaluări
- DNeasy® Mericon® Food HandbookDocument32 paginiDNeasy® Mericon® Food HandbookmarianariasÎncă nu există evaluări
- BC7068 E-TdsDocument3 paginiBC7068 E-TdsHoài NguyễnÎncă nu există evaluări
- Operation and Maintenance ManualDocument39 paginiOperation and Maintenance Manualhdf17Încă nu există evaluări
- FIITJEE ALL INDIA TEST SERIES FULL TEST – XI PHYSICS ANSWERS AND SOLUTIONSDocument19 paginiFIITJEE ALL INDIA TEST SERIES FULL TEST – XI PHYSICS ANSWERS AND SOLUTIONSVoxÎncă nu există evaluări
- RT Formulas For CalculationsDocument15 paginiRT Formulas For CalculationsAwais Jamil70% (10)
- College Physics 7th Ed Serway Chapter 11Document30 paginiCollege Physics 7th Ed Serway Chapter 11Jorge GomezÎncă nu există evaluări
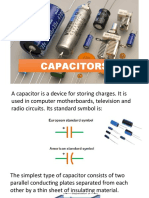
- CapacitorsDocument25 paginiCapacitorsAlbert Rosete0% (1)
- VRLA Battery White Paper Final 1Document4 paginiVRLA Battery White Paper Final 1p41005679Încă nu există evaluări
- API 2H Grade 50 Steel Plate SpecificationDocument3 paginiAPI 2H Grade 50 Steel Plate SpecificationJym GensonÎncă nu există evaluări
- K3 Skema Cemerlang Set 1Document4 paginiK3 Skema Cemerlang Set 1annurshah05Încă nu există evaluări
- Refinery Wastewater Treatment TrainingDocument27 paginiRefinery Wastewater Treatment TrainingHariajahÎncă nu există evaluări
- Precious Metal Recovery Part 1Document3 paginiPrecious Metal Recovery Part 1mladen lakicÎncă nu există evaluări
- Nature of Acidity and Lime Requirement in Acid Soils of ManipurDocument8 paginiNature of Acidity and Lime Requirement in Acid Soils of ManipurIJASRETÎncă nu există evaluări
- Fe Exam Review BookDocument1.229 paginiFe Exam Review BookDeneme Dedeoğlu98% (50)
- ENSC3007 Lab Write UpDocument9 paginiENSC3007 Lab Write UpammtstÎncă nu există evaluări
- Infill-Wall CalculationDocument10 paginiInfill-Wall CalculationPrakash Singh RawalÎncă nu există evaluări
- Polyaldo PolyglycerolEsters SLSDocument8 paginiPolyaldo PolyglycerolEsters SLSSantos GarciaÎncă nu există evaluări
- Dowtherm Vent CondenserDocument1 paginăDowtherm Vent Condensersushant_jhawerÎncă nu există evaluări