S-ar putea să vă placă și
- Proceso FCAW PDFDocument59 paginiProceso FCAW PDFJcarlos HcastroÎncă nu există evaluări
- Gmaw EspañolDocument76 paginiGmaw EspañolOrlando José MéndezÎncă nu există evaluări
- Proceso TIG, Alternativa de Soldadura en El Área de MantenimientoDocument1 paginăProceso TIG, Alternativa de Soldadura en El Área de MantenimientoWELD - TECHÎncă nu există evaluări
- CDP Proceso GmawDocument68 paginiCDP Proceso GmawJORGE CAICEDOÎncă nu există evaluări
- Exposicion SawDocument57 paginiExposicion SawMarcia Maribel SantosÎncă nu există evaluări
- Manual Tecnologia de Soldadura - LBCDocument165 paginiManual Tecnologia de Soldadura - LBCFrancisco SalazarÎncă nu există evaluări
- Soldadura Por Resistencia en La Industria AutomotrizDocument35 paginiSoldadura Por Resistencia en La Industria AutomotrizABRAHAM SILVA HERNANDEZÎncă nu există evaluări
- SoldaduraDocument9 paginiSoldaduraÁngelÎncă nu există evaluări
- Composicion y Denominacion de Los Aceros Astm, Aisi, Asme, NTCDocument8 paginiComposicion y Denominacion de Los Aceros Astm, Aisi, Asme, NTCMelquisedec PCÎncă nu există evaluări
- Posiciones de SoldaduraDocument9 paginiPosiciones de SoldaduraNyssen A Castillo BÎncă nu există evaluări
- Aceros de Ultra Alta Resist en CIADocument9 paginiAceros de Ultra Alta Resist en CIAmanolin969Încă nu există evaluări
- Corte PlasmaDocument16 paginiCorte PlasmaNelson David Guzman AdamesÎncă nu există evaluări
- STT PDFDocument13 paginiSTT PDFGonzalo TelleríaÎncă nu există evaluări
- Ed SoldaduraDocument46 paginiEd SoldaduraEd Silvera100% (1)
- Clase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus AleacionesDocument55 paginiClase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus Aleacionesandres salasÎncă nu există evaluări
- Proceso GTAWDocument29 paginiProceso GTAWfito_sÎncă nu există evaluări
- Crote Arco Aire RanuradoDocument5 paginiCrote Arco Aire RanuradoresiselecÎncă nu există evaluări
- Clasificación de BridasDocument7 paginiClasificación de BridasAlbertoBrionesParraÎncă nu există evaluări
- Cur Sode Electro Dos Re Vest I DosDocument50 paginiCur Sode Electro Dos Re Vest I DosDanny José Sánchez RodríguezÎncă nu există evaluări
- Equivalencia Tornilleria Din-IsoDocument7 paginiEquivalencia Tornilleria Din-Isojulio985Încă nu există evaluări
- LESER at A Glance ES 02Document12 paginiLESER at A Glance ES 02Carlos MartinezÎncă nu există evaluări
- Soldadura TIGDocument6 paginiSoldadura TIGRox CruzÎncă nu există evaluări
- Recuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre PalaciosDocument44 paginiRecuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre Palaciosedwar_12100% (1)
- Mezclas de Gases para SoldarDocument26 paginiMezclas de Gases para SoldarPedro Mendoza100% (2)
- Analisis MetalograficosDocument42 paginiAnalisis MetalograficosRodrigo CarizÎncă nu există evaluări
- GTAW Maquinas PDFDocument40 paginiGTAW Maquinas PDFLuis ClementeÎncă nu există evaluări
- Valvula GeneralDocument304 paginiValvula GeneralReny RodriguezÎncă nu există evaluări
- Tuberias de Gas Natural, y G.L.P.Document6 paginiTuberias de Gas Natural, y G.L.P.victorÎncă nu există evaluări
- Soluciones Esab para La Fabricacion de Puentes PDFDocument25 paginiSoluciones Esab para La Fabricacion de Puentes PDFLuis Chiara LoayzaÎncă nu există evaluări
- Diapositivas GmawDocument66 paginiDiapositivas GmawMigueMarencoS100% (1)
- (Schaum - William A. Nash) Resistencia de Materiales PDFDocument28 pagini(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoÎncă nu există evaluări
- Proceso GMAW-MIGDocument86 paginiProceso GMAW-MIGmichelemariÎncă nu există evaluări
- Metalurgia de La Soldadura - Procesos de SoldaduraDocument15 paginiMetalurgia de La Soldadura - Procesos de Soldaduraoswaldo sanchezÎncă nu există evaluări
- Problemas en Soldadura SemiautomáticaDocument32 paginiProblemas en Soldadura SemiautomáticaAndres_Pastor1987Încă nu există evaluări
- Teoria y Fundamentos GTAW+claveDocument49 paginiTeoria y Fundamentos GTAW+claveHernan AlvarezÎncă nu există evaluări
- Soldadura SoaDocument2 paginiSoldadura Soajuanjoi81100% (1)
- Fundamentos Del Control de Las Distorsiones PDFDocument38 paginiFundamentos Del Control de Las Distorsiones PDFCarlos ValenciaÎncă nu există evaluări
- Procesos de Soldadura Y ElectricidadDocument37 paginiProcesos de Soldadura Y ElectricidadJairo100% (1)
- Soldadura SMAW CursoDocument82 paginiSoldadura SMAW CursoMartin GuerreroÎncă nu există evaluări
- WeldDocument86 paginiWeldCOCONEITORÎncă nu există evaluări
- Numeración de Electrodos - Información Técnica - Corte y SoldaduraDocument2 paginiNumeración de Electrodos - Información Técnica - Corte y Soldadurajoseluis83Încă nu există evaluări
- Tipos de TuberiasDocument4 paginiTipos de TuberiasDarkSkillerÎncă nu există evaluări
- Clasificacion de Los AcerosDocument10 paginiClasificacion de Los AcerosAlvaro GonzalezÎncă nu există evaluări
- 4 Soldabilidad de Los MaterialesDocument55 pagini4 Soldabilidad de Los MaterialesangelÎncă nu există evaluări
- Problemas de La Vida Útil de Los Consumibles, Corte Por PlasmaDocument2 paginiProblemas de La Vida Útil de Los Consumibles, Corte Por PlasmaWELD - TECH100% (2)
- Tanque Esferico Proyecto REPLICADocument101 paginiTanque Esferico Proyecto REPLICAClaudio Coria100% (2)
- Prevención de Grietas Inducidas Por HidrógenoDocument4 paginiPrevención de Grietas Inducidas Por Hidrógenolovaldes62Încă nu există evaluări
- Cuaderno GtawDocument27 paginiCuaderno GtawRafael AlejandroÎncă nu există evaluări
- GMAW EspanolDocument108 paginiGMAW EspanolBolívar Cáceres Dos ReisÎncă nu există evaluări
- Proceso Gamw - Mig MagDocument53 paginiProceso Gamw - Mig MagAlexsandro CossioÎncă nu există evaluări
- Revista Aws American Welding Society Enero 2016Document60 paginiRevista Aws American Welding Society Enero 2016FrancoAcevedoPascualÎncă nu există evaluări
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Document8 paginiPostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoÎncă nu există evaluări
- Proceso Fcaw PDFDocument63 paginiProceso Fcaw PDFgustavoquijanoÎncă nu există evaluări
- Soldadura Fcaw1Document100 paginiSoldadura Fcaw1Mario Sancho100% (1)
- Proceso FCAWDocument59 paginiProceso FCAWwgomez_175543Încă nu există evaluări
- Proceso FCAWDocument59 paginiProceso FCAWCarlos Principe100% (2)
- Proceso FCAWDocument61 paginiProceso FCAWKarimcitha NavarreteÎncă nu există evaluări
- Proceso Mig Mag SoldaduraDocument41 paginiProceso Mig Mag SoldaduraLuis Ramos BautistaÎncă nu există evaluări
- Parcial N°1Document12 paginiParcial N°1Yonis MonroyÎncă nu există evaluări
- Soldadura Mig Mag II Sem S-1 (202220)Document43 paginiSoldadura Mig Mag II Sem S-1 (202220)Dany YordanÎncă nu există evaluări
- 520comportamientos Personalidad Clase5cefDocument10 pagini520comportamientos Personalidad Clase5cefjimmyrojas1980Încă nu există evaluări
- ASME VIII-Rollino - E Partes 5 y 6 Virtual PDFDocument67 paginiASME VIII-Rollino - E Partes 5 y 6 Virtual PDFjimmyrojas1980Încă nu există evaluări
- Mensaje de La IVDocument5 paginiMensaje de La IVjimmyrojas1980Încă nu există evaluări
- c1.1. Efecto Variables Smaw-11Document26 paginic1.1. Efecto Variables Smaw-11jimmyrojas1980Încă nu există evaluări
- c1.2. Efecto Variables Gmaw-11Document35 paginic1.2. Efecto Variables Gmaw-11jimmyrojas1980Încă nu există evaluări
- Radiografia de Cilindros SI o NODocument8 paginiRadiografia de Cilindros SI o NOjimmyrojas1980Încă nu există evaluări
- Radiografia de Cilindros SI o NODocument8 paginiRadiografia de Cilindros SI o NOjimmyrojas1980Încă nu există evaluări
- ASME IX Curso PDFDocument179 paginiASME IX Curso PDFWilson Ramirez ZuniniÎncă nu există evaluări
- c1.1. Efecto Variables Smaw-11Document26 paginic1.1. Efecto Variables Smaw-11jimmyrojas1980Încă nu există evaluări
- Capacitación SAW Memorias - CinsaDocument13 paginiCapacitación SAW Memorias - Cinsajimmyrojas1980100% (1)
- Exposicion - Diseño y Sostenimiento de Labores SubterraneasDocument17 paginiExposicion - Diseño y Sostenimiento de Labores Subterraneascarlos_albedrio_6664743100% (1)
- Formato de Especificaciones Tecnicas de Construccion Bifamiliares Primer PisoDocument12 paginiFormato de Especificaciones Tecnicas de Construccion Bifamiliares Primer PisoJohan Jair Amador Mejia100% (1)
- Actividad 4.Document3 paginiActividad 4.Marbert Sharin Martínez ArandaÎncă nu există evaluări
- Tendido de Cable MTDocument42 paginiTendido de Cable MTjlruizmat8679Încă nu există evaluări
- ESTANDAR, Trabajos en CalienteDocument2 paginiESTANDAR, Trabajos en CalienteJoselo Hidalgo75% (4)
- Mat Resistentes-CorrosiónDocument77 paginiMat Resistentes-CorrosiónpaolaÎncă nu există evaluări
- Aleaciones No FerrosasDocument43 paginiAleaciones No FerrosasHernan VierasÎncă nu există evaluări
- Formulacion InorganicaDostablas CON SOLUCIONDocument4 paginiFormulacion InorganicaDostablas CON SOLUCIONJeorgelys RamirezÎncă nu există evaluări
- Asignaturas y Temario Del CURSO Soldadura GMAWDocument7 paginiAsignaturas y Temario Del CURSO Soldadura GMAWDenys MoralesÎncă nu există evaluări
- Preparación de Superficie SSPDocument6 paginiPreparación de Superficie SSPEstudios MaguÎncă nu există evaluări
- Proyecto Marmita IndustrialDocument32 paginiProyecto Marmita IndustrialPascual Maldonado0% (1)
- 14Document4 pagini14Franz VasquezÎncă nu există evaluări
- Glosario de SiderúrgiaDocument12 paginiGlosario de SiderúrgiaJOTARUÎncă nu există evaluări
- Normas g1-90 Nace Tmo 169-76Document32 paginiNormas g1-90 Nace Tmo 169-76Luis MaldonadoÎncă nu există evaluări
- Unidad 9-1 2017Document87 paginiUnidad 9-1 2017santysoÎncă nu există evaluări
- 31 Puerta Mixta de .90 X 2.10Document1 pagină31 Puerta Mixta de .90 X 2.10jesus herediaÎncă nu există evaluări
- Tabelas Alum EN1090 3Document5 paginiTabelas Alum EN1090 3AMGConsultadoriaÎncă nu există evaluări
- Material de Aviacion y ProcesosDocument10 paginiMaterial de Aviacion y ProcesosbtzaÎncă nu există evaluări
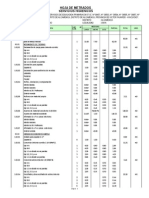
- Hoja de Metrados BañosDocument16 paginiHoja de Metrados BañosMilton Barza100% (1)
- Informe de Materiales CorroidosDocument6 paginiInforme de Materiales CorroidosChristiam Bernal MurilloÎncă nu există evaluări
- Nombres de Herramienta para ImprimirDocument5 paginiNombres de Herramienta para ImprimirElectro BecerrilÎncă nu există evaluări
- El Grafito y El Diamante Están Constituidos Por Átomos de CarbonoDocument2 paginiEl Grafito y El Diamante Están Constituidos Por Átomos de CarbonoKevin Rojas100% (1)
- Cálculo de Carga Acero AISI 316Document4 paginiCálculo de Carga Acero AISI 316ONaldoDavilaÎncă nu există evaluări
- CORONA CATALOGO Linea - Profesional PDFDocument56 paginiCORONA CATALOGO Linea - Profesional PDFbyblandon100% (5)
- Informe CorrosionDocument22 paginiInforme CorrosionRoberto GonzalesÎncă nu există evaluări
- Resistencia A La FatigaDocument19 paginiResistencia A La FatigaDiana CaroÎncă nu există evaluări
- Guia Metalurgia SPS HOndurasDocument7 paginiGuia Metalurgia SPS HOndurasCamurilloMurilloÎncă nu există evaluări
- Analitica Formacion de ComplejosDocument7 paginiAnalitica Formacion de ComplejosIrving GarciaÎncă nu există evaluări
- Informefresado y Torneado ExcentricoDocument20 paginiInformefresado y Torneado ExcentricoSimón RíosÎncă nu există evaluări