S-ar putea să vă placă și
- Laboratorio 01 - Seguridad y Clasificación de Los Materiales (1) TECNOLOGIA DE MATERIALES PDFDocument23 paginiLaboratorio 01 - Seguridad y Clasificación de Los Materiales (1) TECNOLOGIA DE MATERIALES PDFauner arteagaÎncă nu există evaluări
- Analisis de Fallas - Mesa WilfleyDocument6 paginiAnalisis de Fallas - Mesa WilfleyjairÎncă nu există evaluări
- HABITODocument4 paginiHABITOLuz Vasquez PayeÎncă nu există evaluări
- Sistema Tecnico de UnidadesDocument5 paginiSistema Tecnico de UnidadesLuis Fernando BelloÎncă nu există evaluări
- Precio Del CementoDocument11 paginiPrecio Del CementoelvisÎncă nu există evaluări
- Proyecto Automaizacion Con PLC de Planta ChancadoDocument30 paginiProyecto Automaizacion Con PLC de Planta Chancadodiks_scribdÎncă nu există evaluări
- Quemador de Cascarilla de ArrozDocument8 paginiQuemador de Cascarilla de ArrozSergioAndresRamon0% (1)
- Esquema Cálculo de Sistemas de TuberíasDocument2 paginiEsquema Cálculo de Sistemas de TuberíasMecanicadefluidosÎncă nu există evaluări
- Hornos Electricos de InduccionDocument14 paginiHornos Electricos de InduccionBrian Fernández BernedoÎncă nu există evaluări
- InstrumentoDocument9 paginiInstrumentojulianÎncă nu există evaluări
- Horno Electrico 2011Document64 paginiHorno Electrico 2011frank100% (2)
- Destilación Petróleo ControlDocument10 paginiDestilación Petróleo ControlMiguel FerreiraÎncă nu există evaluări
- Medidores de FlujoDocument35 paginiMedidores de FlujoAllisonÎncă nu există evaluări
- Fallas de TaladrosDocument2 paginiFallas de TaladrosDaniel PérezÎncă nu există evaluări
- Marco TeoricoDocument23 paginiMarco TeoricoMikami TeruÎncă nu există evaluări
- Proyecto Scheelita Wolffram02Document33 paginiProyecto Scheelita Wolffram02Carlos JuarezÎncă nu există evaluări
- Informe Arranque Molino 4x6Document5 paginiInforme Arranque Molino 4x6Volney Quispe AyalaÎncă nu există evaluări
- Monografia TransistoresDocument37 paginiMonografia TransistoresEdinson SNÎncă nu există evaluări
- Elaboracion de Un Plan de Mantenimiento de Una CalderaDocument12 paginiElaboracion de Un Plan de Mantenimiento de Una CalderaAmparo Sanunga0% (1)
- Diseño de Planta de FundicionDocument4 paginiDiseño de Planta de FundicionSandro Begazo RodriguezÎncă nu există evaluări
- Hoja de Información Del MCCDocument22 paginiHoja de Información Del MCCjessicaÎncă nu există evaluări
- Inspeccion VisualDocument3 paginiInspeccion VisualMiguel Angel MorenoÎncă nu există evaluări
- El Hierro DulceDocument6 paginiEl Hierro DulceJordan Anderson Mego MondragónÎncă nu există evaluări
- Proyecto IntegradorDocument31 paginiProyecto IntegradorMilagros Giovana Vega CruzadoÎncă nu există evaluări
- Informe 1 - TallerDocument8 paginiInforme 1 - TallerStephi S. MontesdeocaÎncă nu există evaluări
- Metales y Aleaciones FerrosasDocument9 paginiMetales y Aleaciones FerrosasJuan Diego CruzÎncă nu există evaluări
- Equipos para Fundicion y MoldeoDocument13 paginiEquipos para Fundicion y MoldeoBoris GuerreroÎncă nu există evaluări
- Diseño de TransmisionDocument11 paginiDiseño de TransmisionBrayan ArayaÎncă nu există evaluări
- T. ConformadoDocument15 paginiT. ConformadoMarcos Flores Contreras100% (1)
- Banda TransportadoraDocument11 paginiBanda TransportadoraandrescamilopedrazamartinezÎncă nu există evaluări
- Radiografía y GammagrafiaDocument15 paginiRadiografía y GammagrafiaKarelly GandaraÎncă nu există evaluări
- TOLVADocument29 paginiTOLVABrandon SuárezÎncă nu există evaluări
- ES9 - U3 - Competencias para La Empleabilidad - El Estres en Los Trabajdores - Mantenimiento IndustrialDocument7 paginiES9 - U3 - Competencias para La Empleabilidad - El Estres en Los Trabajdores - Mantenimiento Industrialrodrigo lorca100% (1)
- Torneado de PeónDocument3 paginiTorneado de PeónMartín Leonel Vizcarra GómezÎncă nu există evaluări
- Diagrama de Ishikawa de Una Falla Mecánica de EquiposDocument1 paginăDiagrama de Ishikawa de Una Falla Mecánica de EquiposRAMON GODINEZ GARRIDOÎncă nu există evaluări
- Informe Laboratorio HidrometalurgiaDocument26 paginiInforme Laboratorio HidrometalurgiaBrayan IgnacioÎncă nu există evaluări
- Torre de DestilacionDocument4 paginiTorre de DestilacionYefferson JavierÎncă nu există evaluări
- Colada de AceroDocument17 paginiColada de AceroDanielle KaufmanÎncă nu există evaluări
- Dimensiones de Roscas y OrificioDocument2 paginiDimensiones de Roscas y OrificiozesasiÎncă nu există evaluări
- Ensayos TribologicosDocument19 paginiEnsayos TribologicosKenia Carolina Campos Rojas100% (2)
- Informe Técnico Bombas Moly 2018Document3 paginiInforme Técnico Bombas Moly 2018Jeancarlo Palacios CasasÎncă nu există evaluări
- Laboratoeio N°7 - Mecánica de Luidos PDFDocument12 paginiLaboratoeio N°7 - Mecánica de Luidos PDFfredi dennis robles de la cruzÎncă nu există evaluări
- Informe-Uniones Por SoldaduraDocument7 paginiInforme-Uniones Por SoldaduraDiana Carolina Calero MillanÎncă nu există evaluări
- Práctica 8 Lab. CTMDocument8 paginiPráctica 8 Lab. CTMMoneÎncă nu există evaluări
- Hornos para Obtención de AceroDocument53 paginiHornos para Obtención de AceroAIUA92Încă nu există evaluări
- Diseño de Maquina ExtrusoraDocument45 paginiDiseño de Maquina ExtrusoraPablo LandaÎncă nu există evaluări
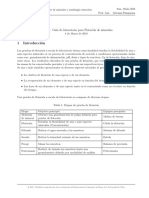
- Informe 1 Control y AutomatizaciónDocument10 paginiInforme 1 Control y AutomatizaciónGarde DelgadilloÎncă nu există evaluări
- Tipos de LlavesDocument5 paginiTipos de Llavesoliever paolo sabino norabuenaÎncă nu există evaluări
- Enclavamiento Del ContactorDocument3 paginiEnclavamiento Del ContactorCesar MartilloÎncă nu există evaluări
- Sensores PiezoeléctricosDocument21 paginiSensores Piezoeléctricosbeto-97Încă nu există evaluări
- Herramientas de EmbutidoDocument35 paginiHerramientas de EmbutidoNel HZÎncă nu există evaluări
- ConfiabilidadDocument55 paginiConfiabilidadJULIETH TATIANA CLAROS CHAPARROÎncă nu există evaluări
- Guía de Laboratorio - FlotaciónDocument3 paginiGuía de Laboratorio - FlotaciónGiovanni PamparanaÎncă nu există evaluări
- Proceso de Fundicion Del AluminioDocument7 paginiProceso de Fundicion Del Aluminioluis gustavo morocco quispeÎncă nu există evaluări
- Informe de MantenimientoDocument19 paginiInforme de MantenimientoErick David HernandezÎncă nu există evaluări
- S2. Ciclo de Vida de Un Equipo PDFDocument14 paginiS2. Ciclo de Vida de Un Equipo PDFWilder Yony Chilcon VasquezÎncă nu există evaluări
- Horno Rotativo AnselmoDocument25 paginiHorno Rotativo AnselmoanselmoÎncă nu există evaluări
- Síntesis Generadoras de Vapor y CalderasDocument2 paginiSíntesis Generadoras de Vapor y Calderasisaac reyesÎncă nu există evaluări
- Análisis de FallasDocument7 paginiAnálisis de FallasJorge EsquerreÎncă nu există evaluări
- Informe 2 FMECADocument14 paginiInforme 2 FMECAAlejandro Andres Aravena AravenaÎncă nu există evaluări
- Proyecto Control de Calidad Rev 1Document15 paginiProyecto Control de Calidad Rev 1Daniel Moreta CaizaÎncă nu există evaluări
- Caso Estudio MMT Primera UnidadDocument28 paginiCaso Estudio MMT Primera UnidadDaniela Quispe Capucho100% (1)
- Matriz Seguimiento ProyectoDocument101 paginiMatriz Seguimiento ProyectoAlfonso GallegosÎncă nu există evaluări
- DietaDocument4 paginiDietaAlfonso GallegosÎncă nu există evaluări
- El Proceso Por El Cual Se Consigue Electricidad Aprovechando La Energía Del Agua Se Le Conoce Como Generación HidroeléctricaDocument1 paginăEl Proceso Por El Cual Se Consigue Electricidad Aprovechando La Energía Del Agua Se Le Conoce Como Generación HidroeléctricaAlfonso GallegosÎncă nu există evaluări
- Instalaciones Eléctricas Del Interior Diapos 1Document8 paginiInstalaciones Eléctricas Del Interior Diapos 1Alfonso GallegosÎncă nu există evaluări
- Liquisación Del SeguroDocument1 paginăLiquisación Del SeguroAlfonso GallegosÎncă nu există evaluări
- Derechosyobligacionesdelosservidorespublicos 120817192851 Phpapp01Document19 paginiDerechosyobligacionesdelosservidorespublicos 120817192851 Phpapp01Alfonso GallegosÎncă nu există evaluări
- Kleber-Con Norma Con Tablas AjustadasDocument146 paginiKleber-Con Norma Con Tablas AjustadasAlfonso GallegosÎncă nu există evaluări
- Paper Carlos MaiguaDocument24 paginiPaper Carlos MaiguaAlfonso GallegosÎncă nu există evaluări
- Documento Actividad Fisicavs2Document9 paginiDocumento Actividad Fisicavs2Alfonso GallegosÎncă nu există evaluări
- Hoja de Vida Alfonso GallegosDocument3 paginiHoja de Vida Alfonso GallegosAlfonso GallegosÎncă nu există evaluări
- 25Document3 pagini25Alfonso GallegosÎncă nu există evaluări
- IntroDocument2 paginiIntroAlfonso GallegosÎncă nu există evaluări
- Agenda de Actividades 1Document6 paginiAgenda de Actividades 1Alfonso GallegosÎncă nu există evaluări
- Operación Esquema HerramientaDocument5 paginiOperación Esquema HerramientaAlfonso GallegosÎncă nu există evaluări
- Presupuesto de Mantenimiento Juan CarlosDocument29 paginiPresupuesto de Mantenimiento Juan Carlosapi-370240189% (27)
- Tablas Del Proyecto de EconomiaDocument43 paginiTablas Del Proyecto de EconomiaAlfonso GallegosÎncă nu există evaluări
- La Distancia y La Velocidad Inciden en La TermografíaDocument14 paginiLa Distancia y La Velocidad Inciden en La TermografíaAlfonso GallegosÎncă nu există evaluări
- Valor FuturoDocument8 paginiValor FuturoAlfonso GallegosÎncă nu există evaluări
- Pasteles EconomiaDocument7 paginiPasteles EconomiaAlfonso GallegosÎncă nu există evaluări
- Proyecto EconomiaDocument70 paginiProyecto EconomiaAlfonso GallegosÎncă nu există evaluări
- Muscle Pump Manual, Spanish, VersionDocument174 paginiMuscle Pump Manual, Spanish, VersionAlfonso GallegosÎncă nu există evaluări
- Muscle Pump Manual, Spanish, VersionDocument174 paginiMuscle Pump Manual, Spanish, VersionAlfonso GallegosÎncă nu există evaluări
- Presupuesto de Mantenimiento Juan CarlosDocument29 paginiPresupuesto de Mantenimiento Juan Carlosapi-370240189% (27)
- Proyecto CostosDocument28 paginiProyecto CostosAlfonso GallegosÎncă nu există evaluări
- TPMDocument4 paginiTPMAlfonso GallegosÎncă nu există evaluări
- Cilindro de Doble Efecto CircuitoDocument1 paginăCilindro de Doble Efecto CircuitoAlfonso GallegosÎncă nu există evaluări
- ChispaDocument16 paginiChispaAlfonso GallegosÎncă nu există evaluări
- 8 NPSHDocument17 pagini8 NPSHAlfonso GallegosÎncă nu există evaluări
- Expo para FiabilidadDocument6 paginiExpo para FiabilidadAlfonso GallegosÎncă nu există evaluări
- PDF Mundo Avatar Fate v10 Esp PDF - CompressDocument75 paginiPDF Mundo Avatar Fate v10 Esp PDF - CompressJesus Alberto Mora GalanÎncă nu există evaluări
- Taller de Tesis Gina SolorzanoDocument40 paginiTaller de Tesis Gina SolorzanoGINA GRISELY SOLORZANO BURGOSÎncă nu există evaluări
- Contrato de Mantenimiento (Conjunto La Gran Reserva Palma Propiedad Horizontal) 15-11-2022Document5 paginiContrato de Mantenimiento (Conjunto La Gran Reserva Palma Propiedad Horizontal) 15-11-2022Diana Patricia Arias LópezÎncă nu există evaluări
- Balotario de Matematica 4Document10 paginiBalotario de Matematica 4Wendy Vasquez VasquezÎncă nu există evaluări
- Cap 13 Humidificacion (W. Cristancho)Document11 paginiCap 13 Humidificacion (W. Cristancho)Karina AngelÎncă nu există evaluări
- Lista 10 Puntos VerificacionDocument1 paginăLista 10 Puntos VerificacionVictor VasquezÎncă nu există evaluări
- Manual de Reparación PCDocument259 paginiManual de Reparación PCdarko05100% (11)
- P 75159.htmlDocument6 paginiP 75159.htmlDaniela VargasÎncă nu există evaluări
- Caminata Dinamos - Valle PatrulleroDocument23 paginiCaminata Dinamos - Valle PatrulleroAaron GuiasÎncă nu există evaluări
- Inclinación Del BarrenoDocument7 paginiInclinación Del BarrenoAgustin Cabrera AlvaracinÎncă nu există evaluări
- Manual de Organizacion Contraloria 2017-2021 DefinitivoDocument28 paginiManual de Organizacion Contraloria 2017-2021 DefinitivoAmauri Salazar HernandezÎncă nu există evaluări
- Act 6 Trabajo Colaborativo 102004 120Document23 paginiAct 6 Trabajo Colaborativo 102004 120luisrizzo2Încă nu există evaluări
- Ejercicios N3Document2 paginiEjercicios N3Anthony PerezÎncă nu există evaluări
- Perfil Cargo - PresidenteDocument1 paginăPerfil Cargo - PresidenteAsesorias PsicoFile33% (3)
- Clase 4.4 - Función LinealDocument30 paginiClase 4.4 - Función LinealCourse hero1Încă nu există evaluări
- Actividad de PreziDocument2 paginiActividad de PreziLorena HernandezÎncă nu există evaluări
- Rehabilitación de Camino VecinalDocument91 paginiRehabilitación de Camino VecinalYoel Coz Teodoro100% (1)
- EstequiometríaDocument12 paginiEstequiometríaMinyodaÎncă nu există evaluări
- FarmcodinamiaDocument5 paginiFarmcodinamiaCandela PelaezÎncă nu există evaluări
- Interior de La Energía en La Primera Ley de La TermodinámicaDocument2 paginiInterior de La Energía en La Primera Ley de La TermodinámicaFabián Reyes VelásquezÎncă nu există evaluări
- Tecnologia de Materiales Semana 6Document3 paginiTecnologia de Materiales Semana 6Luis perezÎncă nu există evaluări
- 3º Grado ACTTIVIDAD 27 de MarzoDocument3 pagini3º Grado ACTTIVIDAD 27 de MarzoErika Zárate ChapoñánÎncă nu există evaluări
- Quiz Oferta y DemandaDocument26 paginiQuiz Oferta y DemandaJUAN JOSE SALAZAR GRISALESÎncă nu există evaluări
- En La Vida Diez, en La Escuela CeroDocument4 paginiEn La Vida Diez, en La Escuela CeroErika Lopez LaresÎncă nu există evaluări
- Number Thirteen - Bella Jewel PDFDocument231 paginiNumber Thirteen - Bella Jewel PDFLuluÎncă nu există evaluări
- Los Muleros. Cometen Estafa o Blanqueo de CapitalesDocument3 paginiLos Muleros. Cometen Estafa o Blanqueo de CapitalesDaniel RecraÎncă nu există evaluări
- Foro Virtual Mitos, Malentendidos Supervisión TécnicaDocument30 paginiForo Virtual Mitos, Malentendidos Supervisión TécnicaDavid RamirezÎncă nu există evaluări
- Cercas Vivas - EcuRedDocument6 paginiCercas Vivas - EcuRedLuis CarlosÎncă nu există evaluări