S-ar putea să vă placă și
- Bombas, Motores, Hidrotransmisiones Fallas y AcumuladoresDocument400 paginiBombas, Motores, Hidrotransmisiones Fallas y AcumuladoresOscar Rinncòn67% (6)
- Bomba Con Regulacion Load Sensing PDFDocument10 paginiBomba Con Regulacion Load Sensing PDFBryanÎncă nu există evaluări
- Manual de Taller Cargadora John Deere 640 (Español)Document71 paginiManual de Taller Cargadora John Deere 640 (Español)Maximiliano Andres Cortes GonzalezÎncă nu există evaluări
- Manual Simbolos Hidraulicos Simbologia PDFDocument26 paginiManual Simbolos Hidraulicos Simbologia PDFJhony Jheferson Lopez Pizarro100% (1)
- Valvulas de ContrabalanceoDocument4 paginiValvulas de ContrabalanceoMiriam Carrasco100% (1)
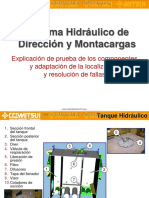
- Curso Sistema Hidraulico Direccion MontacargasDocument33 paginiCurso Sistema Hidraulico Direccion MontacargasJesús Iván Mamani HuayhuaÎncă nu există evaluări
- Bombas de Tornillo HY09-SDS1-M1 US 06.01.17Document32 paginiBombas de Tornillo HY09-SDS1-M1 US 06.01.17Bernardo Orozco LariosÎncă nu există evaluări
- Bomba Hidraulica de PaletaDocument7 paginiBomba Hidraulica de PaletaSergio JachoÎncă nu există evaluări
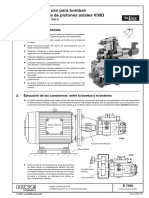
- Instrucciones de Uso para Bombas de Caudal Variable de Pistones Axiales v30dDocument20 paginiInstrucciones de Uso para Bombas de Caudal Variable de Pistones Axiales v30dRogger Benites GrausÎncă nu există evaluări
- Bombas de Pistones AxialesDocument32 paginiBombas de Pistones AxialesJoAn Riivera Arias100% (1)
- Bombas de PistonesDocument23 paginiBombas de PistonesCristhian Erick Marca Pacheco100% (2)
- Simbologia HidraulicaDocument24 paginiSimbologia HidraulicaBrayanGomezÎncă nu există evaluări
- Procedimiento para La Limpieza Del Tanque de Almacenamiento de Aceite para El Sistema Hidráulico y Cambio de AceiteDocument1 paginăProcedimiento para La Limpieza Del Tanque de Almacenamiento de Aceite para El Sistema Hidráulico y Cambio de AceiteNicolasuva0% (1)
- Sistema HidráulicoDocument79 paginiSistema HidráulicoANDREA100% (1)
- Catalogo Autocebante Sihi CH SPLDocument11 paginiCatalogo Autocebante Sihi CH SPLjhon caceres100% (1)
- CLASIFICACION DE LAS BOMBAS HidráulicasDocument8 paginiCLASIFICACION DE LAS BOMBAS HidráulicasMarcos AlejoÎncă nu există evaluări
- Valvulas Direccionales HidraulicasDocument6 paginiValvulas Direccionales HidraulicasKaren VivankoÎncă nu există evaluări
- Bombas de Piston y DiafragmaDocument18 paginiBombas de Piston y DiafragmaAdrian SanchezÎncă nu există evaluări
- Valvulas Reguladoras de Presion PDFDocument32 paginiValvulas Reguladoras de Presion PDFAnonymous Ek100RdbcHÎncă nu există evaluări
- BOmbas Pistones AxialesDocument21 paginiBOmbas Pistones AxialesGUSTAVO ADOLFO SILVA QUIBANOÎncă nu există evaluări
- Procedimiento Ajuste de Embrague y El Volante Del Picador - tm134063 - CH570Document10 paginiProcedimiento Ajuste de Embrague y El Volante Del Picador - tm134063 - CH570Darwing A. RodriguesÎncă nu există evaluări
- Diagnostico AlternadorDocument5 paginiDiagnostico AlternadorLito Delfin CASTRO TENORIOÎncă nu există evaluări
- Qdoc - Tips - Extractores para Pasadores de Orugas Proyecto - 050025Document7 paginiQdoc - Tips - Extractores para Pasadores de Orugas Proyecto - 050025Jonathan Zavala EsparzaÎncă nu există evaluări
- Curso Sistema Hidraulico Cargadores FrontalesDocument49 paginiCurso Sistema Hidraulico Cargadores FrontalesGarcia Manolo Richar100% (1)
- Cómo Identificar Puertos y Conexiones para Fluidos 2Document71 paginiCómo Identificar Puertos y Conexiones para Fluidos 2Jaime Amador100% (1)
- Averias de Las Bombas y CilindrosDocument27 paginiAverias de Las Bombas y CilindrosFernanda Del Río Alarcón100% (1)
- Accesorios, Tuberias, Tipos de Acoples y Depositos HidraulicosDocument36 paginiAccesorios, Tuberias, Tipos de Acoples y Depositos HidraulicosJerson MeloÎncă nu există evaluări
- Calculo de Cilindros HidraulicosDocument41 paginiCalculo de Cilindros Hidraulicosgabriel matienzo semperteguu100% (1)
- Hidraulica BasicaDocument38 paginiHidraulica BasicaRicardo Carlos Benavente HuamanÎncă nu există evaluări
- Simbologia HidraulicaDocument25 paginiSimbologia HidraulicaFernando Rosales OleaÎncă nu există evaluări
- Informe - Banco de PruebaDocument25 paginiInforme - Banco de PruebaMila Jeremias100% (1)
- Válvulas de Convertidor de Par PDFDocument8 paginiVálvulas de Convertidor de Par PDFNorman Emanuel Ramirez CapiaÎncă nu există evaluări
- Manual Bandit Guia de Solucion de ProblemaDocument70 paginiManual Bandit Guia de Solucion de Problemaivan100% (1)
- 7 Cilindro HidraulicoDocument27 pagini7 Cilindro HidraulicoFabricio SoriaÎncă nu există evaluări
- Bombas de Pistones AxialesDocument31 paginiBombas de Pistones AxialesEvelynQC100% (5)
- Arbol de LevasDocument13 paginiArbol de LevasCesar Barajas100% (1)
- Manual de Fallas Bbas. de PistonesDocument29 paginiManual de Fallas Bbas. de PistonesivanÎncă nu există evaluări
- Conexiones y Adaptadores StrobbeDocument237 paginiConexiones y Adaptadores StrobbeFlores BrayanÎncă nu există evaluări
- Mantenimineto Cilindros HidraulicosDocument20 paginiMantenimineto Cilindros HidraulicosEduardo Castillo100% (1)
- Plan de Mantenimiento PortacontenedoresDocument4 paginiPlan de Mantenimiento PortacontenedoresMarco GuachunÎncă nu există evaluări
- Catalogo Pala Cargador Frontal Wa380 5 Komatsu PDFDocument16 paginiCatalogo Pala Cargador Frontal Wa380 5 Komatsu PDFSebastian Fuentes Turri100% (4)
- Inyección MecánicaDocument44 paginiInyección MecánicaWilder QuispeÎncă nu există evaluări
- Motor de Giro 320LDocument3 paginiMotor de Giro 320Lyeison0% (1)
- Conexiones Mangueras Hidraulicas PDFDocument17 paginiConexiones Mangueras Hidraulicas PDFRossman MejicanosÎncă nu există evaluări
- Tipos de Filtros de AceiteDocument13 paginiTipos de Filtros de Aceiteraul diazÎncă nu există evaluări
- Bomba de Caudal Variable de PistonesDocument9 paginiBomba de Caudal Variable de PistonesGiovan-y Cristobal100% (1)
- Como Instalar Un Rele Universal de 5 PatasDocument4 paginiComo Instalar Un Rele Universal de 5 Patasjosemo08Încă nu există evaluări
- Que Es Una Transmisión HidrostáticaDocument8 paginiQue Es Una Transmisión HidrostáticaAndersonAC50% (2)
- Sistema de FrenosDocument21 paginiSistema de FrenosYency AquinoÎncă nu există evaluări
- 3 Dir HidraDocument4 pagini3 Dir HidraAlexander CcapaÎncă nu există evaluări
- Como Cambiar Los Inyectores de Un Motor DieselDocument5 paginiComo Cambiar Los Inyectores de Un Motor DieselCarlos CamachoÎncă nu există evaluări
- Conectores Hidraulicos PDFDocument116 paginiConectores Hidraulicos PDFrofco251050% (2)
- Sellos Mecanicos FallasDocument34 paginiSellos Mecanicos FallasLovechala100% (3)
- Manlift h43tpx DieselDocument2 paginiManlift h43tpx Dieseldavid dongoÎncă nu există evaluări
- Manual HidraulicaDocument147 paginiManual HidraulicaJose Kennedy100% (1)
- Desmontaje Y Desarmado: Actividades de Mantenimiento Correctivo A Turbina de VaporDocument8 paginiDesmontaje Y Desarmado: Actividades de Mantenimiento Correctivo A Turbina de VaporDaniel Eduardo JrzÎncă nu există evaluări
- Compresor 850Document8 paginiCompresor 850ruben_cruz_34Încă nu există evaluări
- Reparación Bomba de Dirección HidráulicaDocument19 paginiReparación Bomba de Dirección Hidráulicaelifio cortezÎncă nu există evaluări
- Tarea 4 RA5Document14 paginiTarea 4 RA5Kevin VallesÎncă nu există evaluări
- Examen Final RevisadoCOOP 1435okDocument22 paginiExamen Final RevisadoCOOP 1435okMARIO DEL PINO MUÑOZÎncă nu există evaluări
- CC 10 029 0 PDFDocument1 paginăCC 10 029 0 PDFCarlos Córdova Palacios100% (1)
- Guia Practica Sobre Detección de Falla en EngranajesDocument146 paginiGuia Practica Sobre Detección de Falla en EngranajesCarlos Córdova PalaciosÎncă nu există evaluări
- Ejercicios de Eval - de Proy.Document52 paginiEjercicios de Eval - de Proy.Carlos Córdova PalaciosÎncă nu există evaluări
- Clasificación de Impulsores para Bombas Centrifugas Por Su Diseño MecánicoDocument8 paginiClasificación de Impulsores para Bombas Centrifugas Por Su Diseño MecánicoCarlos Córdova PalaciosÎncă nu există evaluări
- Manual Montaje CoronaDocument32 paginiManual Montaje CoronaCarlos Córdova PalaciosÎncă nu există evaluări
- Informe Cambio de BombaDocument18 paginiInforme Cambio de BombaCarlos Córdova PalaciosÎncă nu există evaluări
- Mii T2 2023Document8 paginiMii T2 2023XamoÎncă nu există evaluări
- Cuestionario Del DesempleoDocument2 paginiCuestionario Del DesempleoMiguel Toledo78% (9)
- Análisis Del Flujo VehicularDocument39 paginiAnálisis Del Flujo VehicularAbraham Vasquez Faustino100% (2)
- Infracciones y SancionesDocument18 paginiInfracciones y SancionesNikasio albarranÎncă nu există evaluări
- Proyecto Neumatica PiconDocument2 paginiProyecto Neumatica Piconfabriziod16Încă nu există evaluări
- Manuales Práctica Formativa y ProfesionalDocument12 paginiManuales Práctica Formativa y ProfesionalClau Cancino MenesesÎncă nu există evaluări
- Nano CatalizadoresDocument6 paginiNano CatalizadoresMiguel Llorente RamirezÎncă nu există evaluări
- Tipos de Auditoria InformaticaDocument5 paginiTipos de Auditoria InformaticaAndrea MenesesÎncă nu există evaluări
- Presentación PEMEX EticaDocument10 paginiPresentación PEMEX EticaJose LessÎncă nu există evaluări
- EXAMEN Sin SolucionDocument15 paginiEXAMEN Sin SolucionLuis MoreyraÎncă nu există evaluări
- Informe de La Platina de CobreDocument2 paginiInforme de La Platina de Cobrenohemy condo machacaÎncă nu există evaluări
- Tesis 50Document125 paginiTesis 50maria pradaÎncă nu există evaluări
- MORTERODocument34 paginiMORTEROCarlos Caccha PalaciosÎncă nu există evaluări
- 2.7.2 Lab - Configure Single Area Ospfv2 - Es XLDocument5 pagini2.7.2 Lab - Configure Single Area Ospfv2 - Es XL¿Jhovan?Încă nu există evaluări
- Proceso de La Planeacion EstrategicaDocument6 paginiProceso de La Planeacion EstrategicaEDISON ROYER VELASQUEZ ANCORIÎncă nu există evaluări
- Tema3. AssemblyDocument41 paginiTema3. AssemblyFredy DiazÎncă nu există evaluări
- Avaluo 3Document12 paginiAvaluo 3Mauricio PinheiroÎncă nu există evaluări
- Lectura N°04Document26 paginiLectura N°04Hever Aldo Mondragon RodriguezÎncă nu există evaluări
- EpistemusDocument8 paginiEpistemusEliton PereiraÎncă nu există evaluări
- Elaboracion de Desayunos en Base A Cereales MalteadosDocument28 paginiElaboracion de Desayunos en Base A Cereales MalteadosDaniel CaballeroÎncă nu există evaluări
- Nomenclatura GAP A Distancia 23-24Document2 paginiNomenclatura GAP A Distancia 23-24Silvia Fernandez FernandezÎncă nu există evaluări
- Egemsa SeguridadDocument66 paginiEgemsa SeguridadMarioOspinalÎncă nu există evaluări
- Cuadro Comparativo de Tipos de ContratoDocument7 paginiCuadro Comparativo de Tipos de ContratoDaniela Lara DominguezÎncă nu există evaluări
- Modelo EFQMDocument24 paginiModelo EFQMJelissitha Macias ZambranoÎncă nu există evaluări
- Smoothwall - Silvia Salazar - Jefferson RangelDocument46 paginiSmoothwall - Silvia Salazar - Jefferson RangelAlejandroMagnoIIÎncă nu există evaluări
- Articulo Trabajo de Grado FinalDocument31 paginiArticulo Trabajo de Grado FinalLaura Camila MoralesÎncă nu există evaluări
- Ejercicio 3 y 4 WordDocument4 paginiEjercicio 3 y 4 WordJorge Daniel AC100% (1)
- Ajuste Anual Sueldos y Salarios-Grupo eDocument3 paginiAjuste Anual Sueldos y Salarios-Grupo eCarlos GonzaloÎncă nu există evaluări
- Caso Plasticos El DuraderoDocument4 paginiCaso Plasticos El Duraderoamparo atuestaÎncă nu există evaluări
- Reglamento de EdificacionesDocument205 paginiReglamento de EdificacionesJuani LimontaÎncă nu există evaluări