S-ar putea să vă placă și
- Cold Bending DIN 6935 (Eng)Document3 paginiCold Bending DIN 6935 (Eng)Samira Adnan HalilovićÎncă nu există evaluări
- DIN 6930-2 Stamped Steel Parts Part 2 General TolerancesDocument17 paginiDIN 6930-2 Stamped Steel Parts Part 2 General TolerancespopoÎncă nu există evaluări
- Din en Iso 9013Document10 paginiDin en Iso 9013jjzenk0% (1)
- Din 13-1Document4 paginiDin 13-1Sankha Dasgupta100% (3)
- Cold Bending DIN 6935 (Eng)Document4 paginiCold Bending DIN 6935 (Eng)maik angelo0% (2)
- Din2098 1Document4 paginiDin2098 1amir8100Încă nu există evaluări
- Din 76-1Document5 paginiDin 76-1mesa142Încă nu există evaluări
- Din 470 PDFDocument6 paginiDin 470 PDFLuciano FontesÎncă nu există evaluări
- Din 6915 PDFDocument3 paginiDin 6915 PDFa.tabkhi1980100% (3)
- Din en Iso 9013Document8 paginiDin en Iso 9013Cemal NergizÎncă nu există evaluări
- DIN ISO Equivalent FastenersDocument12 paginiDIN ISO Equivalent FastenersGunnie PandherÎncă nu există evaluări
- DIN 82-1973-Eng-Knurls PDFDocument4 paginiDIN 82-1973-Eng-Knurls PDFmrccrmmrc100% (2)
- Din 1705Document2 paginiDin 1705Anurag Jain50% (2)
- Iso 2768Document5 paginiIso 2768thanhhai130Încă nu există evaluări
- Splines: Side Splines For Soft Holes in Fittings-Sae J499aDocument4 paginiSplines: Side Splines For Soft Holes in Fittings-Sae J499aSanjay C BhattÎncă nu există evaluări
- Iso 7380Document1 paginăIso 7380Nisa_nisheÎncă nu există evaluări
- VW605 60Document6 paginiVW605 60Rudiney TrombettaÎncă nu există evaluări
- Din 6930 Octobre 2011Document18 paginiDin 6930 Octobre 2011Franck Savignard100% (1)
- Iso 3302 1 2014Document9 paginiIso 3302 1 2014Sandhya SinghÎncă nu există evaluări
- DIN 915 EN-1980 Hexagon Socket Set Screws With Dog PointDocument4 paginiDIN 915 EN-1980 Hexagon Socket Set Screws With Dog Pointthachpn100% (1)
- Din 434Document1 paginăDin 434RaduZapciroiuÎncă nu există evaluări
- Din 8062-3 2009 PDFDocument10 paginiDin 8062-3 2009 PDFkoalaboi33% (3)
- BS EN ISO 4014-2022 (Bolt)Document20 paginiBS EN ISO 4014-2022 (Bolt)Md. Main Uddin100% (1)
- DIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)Document3 paginiDIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)linijatzÎncă nu există evaluări
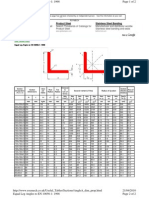
- Equal Leg Angles To en 10056-1 1998 Dim - PropDocument2 paginiEqual Leg Angles To en 10056-1 1998 Dim - PropJagdish Chhugani100% (1)
- DIN EN 10277: ICS 77.140.60 Supersedes: See BelowDocument55 paginiDIN EN 10277: ICS 77.140.60 Supersedes: See BelowEmersonÎncă nu există evaluări
- Knurling Profiles DIN 82Document3 paginiKnurling Profiles DIN 82mirzasinanovic100% (1)
- Hexagon Socket Button Head Screw With Flange - IsO 7380-2Document9 paginiHexagon Socket Button Head Screw With Flange - IsO 7380-2Corneliu VilcuÎncă nu există evaluări
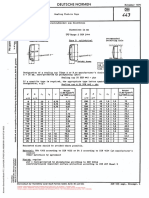
- Din 443 PDFDocument1 paginăDin 443 PDFLuciano Fontes100% (1)
- Din en 1561Document21 paginiDin en 1561Daniela Barbu100% (2)
- Ansi B92 1Document10 paginiAnsi B92 1Shai KvetnyÎncă nu există evaluări
- DEXT 085 DIN 928 Porca Solda QuadradaDocument10 paginiDEXT 085 DIN 928 Porca Solda Quadradatestesada100% (2)
- Iso 2768-2 PDFDocument11 paginiIso 2768-2 PDFAndrew Barley100% (3)
- En 10270-2Document20 paginiEn 10270-2Bogdan Gabriel100% (3)
- Din 938 - StudsDocument5 paginiDin 938 - StudsRicky WCKÎncă nu există evaluări
- Din 929 - 01-00Document5 paginiDin 929 - 01-00qualidade1fameqÎncă nu există evaluări
- Din 933Document2 paginiDin 933Sugumar0% (1)
- CNH Spec DWGB100 - Dimensioning and TolerancingDocument31 paginiCNH Spec DWGB100 - Dimensioning and TolerancingJoe ScopeliteÎncă nu există evaluări
- Din en Iso 1403Document6 paginiDin en Iso 1403MAHENDRANÎncă nu există evaluări
- Din en Iso 7090Document8 paginiDin en Iso 7090Jennifer Owens100% (2)
- Din 6885Document1 paginăDin 6885Riadini Anis Hade50% (2)
- DIN 7349 - Arruela Plana PDFDocument1 paginăDIN 7349 - Arruela Plana PDFpierocarnelociÎncă nu există evaluări
- DOZNA - 6000 KN - DIN-6319 PDFDocument4 paginiDOZNA - 6000 KN - DIN-6319 PDFzoranmiskovicÎncă nu există evaluări
- DIN HANdsfsDBOOK 1 PDFDocument6 paginiDIN HANdsfsDBOOK 1 PDFsohaiblatif3Încă nu există evaluări
- ISO 8062 3 2007 Casting Tolerance PDFDocument1 paginăISO 8062 3 2007 Casting Tolerance PDFPankajMakwanaÎncă nu există evaluări
- Din 6930-2Document1 paginăDin 6930-2murniÎncă nu există evaluări
- EN10060 HotRolledParts DimensionaandTolerancesDocument12 paginiEN10060 HotRolledParts DimensionaandTolerancesEidrish ShaikhÎncă nu există evaluări
- Ring Joint RTJDocument6 paginiRing Joint RTJzulikram100% (1)
- Asme2b sb-160Document8 paginiAsme2b sb-160jsskj12122Încă nu există evaluări
- #Fffi : Adwdnced Fittinas LidDocument10 pagini#Fffi : Adwdnced Fittinas LidadfitindiaÎncă nu există evaluări
- Steel Supply Sub-Grades To EC3Document22 paginiSteel Supply Sub-Grades To EC3Anonymous iS33V5Încă nu există evaluări
- EN 10025: 2004 Is The New European Standard For Structural Steel.Document6 paginiEN 10025: 2004 Is The New European Standard For Structural Steel.Alin DavidÎncă nu există evaluări
- Tubos Huecos Seccion Cuadrada - PROTUBSADocument56 paginiTubos Huecos Seccion Cuadrada - PROTUBSACarlos Di Perna AriniÎncă nu există evaluări
- Cold Rolled Steel StripDocument40 paginiCold Rolled Steel StripshelarsanjayÎncă nu există evaluări
- Bar STDDocument8 paginiBar STDtushk20100% (1)
- DIN 2093 2006-03 eDocument18 paginiDIN 2093 2006-03 eLuis Testa100% (1)
- Ruukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCDocument9 paginiRuukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCM R PatraputraÎncă nu există evaluări
- 04 - Buttweldfitt Ellbows Din2605 PDFDocument8 pagini04 - Buttweldfitt Ellbows Din2605 PDFJacob HarrisÎncă nu există evaluări
- Age-Hardening Stainless Steel Forgings: Standard Specification ForDocument6 paginiAge-Hardening Stainless Steel Forgings: Standard Specification ForJosé Ramón GutierrezÎncă nu există evaluări
- Reverse Engineering Cheat SheetDocument1 paginăReverse Engineering Cheat Sheetalfredhitchcock_007100% (2)
- 144S... - PCB Series: Signal Conditioned Precision Pressure TransducersDocument4 pagini144S... - PCB Series: Signal Conditioned Precision Pressure TransducersAnish KumarÎncă nu există evaluări
- Evoked Potential Practice Exam - ProProfs QuizDocument23 paginiEvoked Potential Practice Exam - ProProfs QuizAnonymous 9lmlWQoDm8Încă nu există evaluări
- Creative Computing v06 n12 1980 DecemberDocument232 paginiCreative Computing v06 n12 1980 Decemberdarkstar314Încă nu există evaluări
- Homeassignment 4 (1) (1) - 2Document3 paginiHomeassignment 4 (1) (1) - 2hellokaun1072Încă nu există evaluări
- An FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure CommunicationsDocument5 paginiAn FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure Communicationslaz_chikhi1574Încă nu există evaluări
- Cat Hammers C842898Document8 paginiCat Hammers C842898maggioraÎncă nu există evaluări
- S406 Specifications For The Supply of Stone PDFDocument6 paginiS406 Specifications For The Supply of Stone PDFMfanelo MbanjwaÎncă nu există evaluări
- Start Up and Commissioning of Chilled Water PumpsDocument6 paginiStart Up and Commissioning of Chilled Water PumpsAlaa AnwerÎncă nu există evaluări
- API ISCAN-LITE ScannerDocument4 paginiAPI ISCAN-LITE Scannergrg_greÎncă nu există evaluări
- FP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFDocument4 paginiFP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFrindu_intaniÎncă nu există evaluări
- Rexx Programmers ReferenceDocument723 paginiRexx Programmers ReferenceAnonymous ET7GttT7Încă nu există evaluări
- Ata 34 Navigation 2Document69 paginiAta 34 Navigation 2omarmasaquizaÎncă nu există evaluări
- Photo Luminescence of Surfaces and InterfacesDocument25 paginiPhoto Luminescence of Surfaces and InterfacesNick KellerÎncă nu există evaluări
- Ce2202 - Mechanics of FluidsDocument3 paginiCe2202 - Mechanics of FluidsPrashant GaradÎncă nu există evaluări
- RCC-DI-AC PipeDocument10 paginiRCC-DI-AC PipeNaveen NagisettiÎncă nu există evaluări
- Graphite PropertiesDocument42 paginiGraphite PropertiesAnnisa Puspa MustikaÎncă nu există evaluări
- PR100 BrochureDocument28 paginiPR100 Brochuregus289Încă nu există evaluări
- CISCO Router Software - Configuration PDFDocument408 paginiCISCO Router Software - Configuration PDFasalihovicÎncă nu există evaluări
- An Experimental Analysis of Clustering Algorithms in Data Mining Using Weka ToolDocument6 paginiAn Experimental Analysis of Clustering Algorithms in Data Mining Using Weka Toolmishranamit2211Încă nu există evaluări
- 0606 Additional Mathematics: MARK SCHEME For The May/June 2015 SeriesDocument9 pagini0606 Additional Mathematics: MARK SCHEME For The May/June 2015 Serieswai yanÎncă nu există evaluări
- PB152 - CJ60 GongDocument2 paginiPB152 - CJ60 GongJibjab7Încă nu există evaluări
- Dot NetDocument9 paginiDot NetSuruBabuThalupuruÎncă nu există evaluări
- MTH 108Document10 paginiMTH 108GetlozzAwabaÎncă nu există evaluări
- Fahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Document51 paginiFahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Ali AshrafÎncă nu există evaluări
- SpiralDocument47 paginiSpiralEr. Vicky MakawanaÎncă nu există evaluări
- Prosper & Sucker RodDocument20 paginiProsper & Sucker RodOmar AbdoÎncă nu există evaluări
- ML Observability Build Vs Buy Download Guide 1689038317Document31 paginiML Observability Build Vs Buy Download Guide 1689038317rastrol7Încă nu există evaluări
- Bobrick 2021 Class. Quantum Grav. 38 105009Document23 paginiBobrick 2021 Class. Quantum Grav. 38 105009MaxÎncă nu există evaluări
- CH 12 Review Solutions PDFDocument11 paginiCH 12 Review Solutions PDFOyinkansola OsiboduÎncă nu există evaluări