S-ar putea să vă placă și
- Engineering Bulletin No 1: Boiler and Furnace TestingDe la EverandEngineering Bulletin No 1: Boiler and Furnace TestingEvaluare: 4.5 din 5 stele4.5/5 (2)
- Fluidized Bed Boilers: Design and ApplicationDe la EverandFluidized Bed Boilers: Design and ApplicationEvaluare: 4.5 din 5 stele4.5/5 (4)
- Boiler Fundamentals Gyanendra Sharma NPTI DelhiDocument74 paginiBoiler Fundamentals Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- Boiler CirculationDocument5 paginiBoiler Circulationsugumar100% (1)
- Super Critical BoilerDocument46 paginiSuper Critical BoilerParveen NakwalÎncă nu există evaluări
- CFBC Boiler DescriptionDocument9 paginiCFBC Boiler Descriptioncmani_bweÎncă nu există evaluări
- Draught System Gyanendra Sharma NPTI DelhiDocument24 paginiDraught System Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- Performance Evaluation and Optimization of Air Preheater in Thermal Power PlantDocument9 paginiPerformance Evaluation and Optimization of Air Preheater in Thermal Power PlantIAEME PublicationÎncă nu există evaluări
- Boiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaDocument3 paginiBoiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaRobin BansalÎncă nu există evaluări
- Boiler and Its Efficiency-1Document38 paginiBoiler and Its Efficiency-1Madhu KamshettyÎncă nu există evaluări
- Suspension (PC) Combustion: Chungen YinDocument47 paginiSuspension (PC) Combustion: Chungen YinAakash RanjanÎncă nu există evaluări
- Power Plant FamiliarizationDocument74 paginiPower Plant Familiarizationashish2086Încă nu există evaluări
- Diagnosis of Boiler PerformanceDocument36 paginiDiagnosis of Boiler PerformanceAnsuman Sen SharmaÎncă nu există evaluări
- Pulverizers PDFDocument6 paginiPulverizers PDFOscar DorantesÎncă nu există evaluări
- Coal Fired Boiler - PrincipalsDocument145 paginiCoal Fired Boiler - PrincipalsArfan AnwarÎncă nu există evaluări
- Blending of Coals in Power StationsDocument20 paginiBlending of Coals in Power StationsPankaj GuptaÎncă nu există evaluări
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDocument19 paginiCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuÎncă nu există evaluări
- Boiler Drum Internals Gyanendra Sharma NPTI DelhiDocument58 paginiBoiler Drum Internals Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- Combustion Control StrategiesDocument16 paginiCombustion Control StrategiesCarlos TomeyÎncă nu există evaluări
- Boilers of Thermal Power PlantsDocument150 paginiBoilers of Thermal Power PlantsanasawaisÎncă nu există evaluări
- Boiler Overhauling Works Gyanendra Sharma NPTI DelhiDocument37 paginiBoiler Overhauling Works Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- Cold-Start Up of Coal Fired PowerplantsDocument6 paginiCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirÎncă nu există evaluări
- Boiler Operation Engineer (BOE) Viva QDocument12 paginiBoiler Operation Engineer (BOE) Viva QChetram Meena100% (1)
- Boiler Circulation SystemDocument32 paginiBoiler Circulation SystemRitik Dewangan100% (1)
- Circulation of BoilerDocument5 paginiCirculation of BoilerMuralikrishna ArigondaÎncă nu există evaluări
- Tanjung Jati B Training PA-FD-ID FansDocument53 paginiTanjung Jati B Training PA-FD-ID FansFauzan Kurnia100% (1)
- Thermal Power Plant BasicDocument19 paginiThermal Power Plant Basicravikant singhÎncă nu există evaluări
- DUCTS and Dampers Gyanendra Sharma NPTI DelhiDocument100 paginiDUCTS and Dampers Gyanendra Sharma NPTI DelhiNPTI0% (1)
- Valves and Dampers Gyanendra Sharma NPTI DelhiDocument54 paginiValves and Dampers Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Boiler Related QuestionDocument7 paginiBoiler Related QuestionBrijraj PandeyÎncă nu există evaluări
- Indian Best Practices For Efficient O&M of Thermal Power PlantsDocument38 paginiIndian Best Practices For Efficient O&M of Thermal Power PlantsShankar JhaÎncă nu există evaluări
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDocument48 paginiCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- CFBC BoilerDocument7 paginiCFBC Boilerkaruna346Încă nu există evaluări
- Boiler Snapshots Gyanendra Sharma NPTI DelhiDocument210 paginiBoiler Snapshots Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Complete NTPC ReportDocument111 paginiComplete NTPC ReportSunil Kumar SinghÎncă nu există evaluări
- Super Critical Boiler BasicsDocument105 paginiSuper Critical Boiler BasicsAnkit GaraiÎncă nu există evaluări
- SuperCritical BoilerDocument0 paginiSuperCritical BoilerSreenivas100% (1)
- 02.case Study On Boiler Tube Failure at JPLDocument8 pagini02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Încă nu există evaluări
- Coal Pulverising in Boilers 1Document96 paginiCoal Pulverising in Boilers 1Babu AravindÎncă nu există evaluări
- Combustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)Document44 paginiCombustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)karikalcholan m100% (1)
- CFBC OperationDocument110 paginiCFBC Operationmistryhardik89Încă nu există evaluări
- Best 60 Power Plant Information Booster Points - AskpowerplantDocument17 paginiBest 60 Power Plant Information Booster Points - AskpowerplantRaju MaityÎncă nu există evaluări
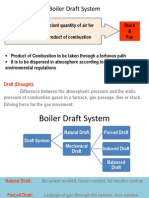
- Boiler Draft SystemDocument56 paginiBoiler Draft SystemAmit Chauhan78% (9)
- Reheater Final Super Heater LTSH Economizer Wind Box Secondary Air Duct PA Duct Flue Gas Duct Coal Bunker Boiler DrumDocument39 paginiReheater Final Super Heater LTSH Economizer Wind Box Secondary Air Duct PA Duct Flue Gas Duct Coal Bunker Boiler DrumAloke BanerjeeÎncă nu există evaluări
- An Overview of CFBC Boiler: By-Mukesh JhaDocument88 paginiAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 paginiSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- SOx and NOx in CFBC BoilerDocument2 paginiSOx and NOx in CFBC BoilerVirendra Patil100% (2)
- Operation & Maintenance Boiler Bidrum Manual Vol 01Document116 paginiOperation & Maintenance Boiler Bidrum Manual Vol 01Alok Doshi100% (1)
- Super Critical Boiler Technology SKDDocument35 paginiSuper Critical Boiler Technology SKDSwapnil TingusleÎncă nu există evaluări
- Gravimetric Feeder For Pulvurised FuelDocument2 paginiGravimetric Feeder For Pulvurised FuelVijay KumarÎncă nu există evaluări
- Tech DiaryDocument53 paginiTech DiaryHarshita Ever Trust100% (1)
- Air PreheaterDocument8 paginiAir Preheateranup_nairÎncă nu există evaluări
- Water Circulation SystemDocument31 paginiWater Circulation SystemSaurav Kumar0% (1)
- Energy and Process Optimization for the Process IndustriesDe la EverandEnergy and Process Optimization for the Process IndustriesÎncă nu există evaluări
- Circulating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985De la EverandCirculating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985P. BasuEvaluare: 5 din 5 stele5/5 (1)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewDe la EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewÎncă nu există evaluări
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsDe la EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilÎncă nu există evaluări
- Turbine Thermal Appraisal: A Spreadsheet ApproachDe la EverandTurbine Thermal Appraisal: A Spreadsheet ApproachÎncă nu există evaluări
- Smart Grid in TransmissionDocument46 paginiSmart Grid in TransmissionAnil PalamwarÎncă nu există evaluări
- APC Reduction ReportDocument7 paginiAPC Reduction ReportAnil PalamwarÎncă nu există evaluări
- T&D Supply SystemDocument93 paginiT&D Supply SystemAnil PalamwarÎncă nu există evaluări
- T U R B I N e DesignDocument78 paginiT U R B I N e DesignAnil PalamwarÎncă nu există evaluări
- Pumps & Fans-Types and How They FunctionDocument73 paginiPumps & Fans-Types and How They FunctionAnil PalamwarÎncă nu există evaluări
- Dry Cooling TowerDocument40 paginiDry Cooling TowerAnil PalamwarÎncă nu există evaluări
- Aee1 SkriptDocument186 paginiAee1 SkriptCristian PanaÎncă nu există evaluări
- Signal Flow GraphDocument38 paginiSignal Flow Graphgaurav_juneja_4Încă nu există evaluări
- E 126 - 92 R98 Rteyng - PDFDocument6 paginiE 126 - 92 R98 Rteyng - PDFLuis Alberto Cristo GallegoÎncă nu există evaluări
- Electric Power Steering - An Overview of Dynamics Equation and How It - S Developed For Large VehicleDocument8 paginiElectric Power Steering - An Overview of Dynamics Equation and How It - S Developed For Large VehiclecieloÎncă nu există evaluări
- FluidMechanicsI HW01Document1 paginăFluidMechanicsI HW01AzlÎncă nu există evaluări
- Thermalrock S Data Sheet - inDocument2 paginiThermalrock S Data Sheet - inlac ngoÎncă nu există evaluări
- Assignment 1 - Magnetic CircuitsDocument4 paginiAssignment 1 - Magnetic CircuitsPravish Zeus100% (1)
- Types of Life TablesDocument6 paginiTypes of Life TablesMarielle DelfinÎncă nu există evaluări
- Sigma Modeling PDFDocument215 paginiSigma Modeling PDFYuri Gutierrez PerezÎncă nu există evaluări
- Gasket Selection GuideDocument42 paginiGasket Selection GuideDGWÎncă nu există evaluări
- AP Calculus AB - Integration - NotesDocument26 paginiAP Calculus AB - Integration - NotesHaniyaAngelÎncă nu există evaluări
- TIME TABLE - M.E/M.Tech. - APRIL/MAY-2010 Regulations: 2005Document12 paginiTIME TABLE - M.E/M.Tech. - APRIL/MAY-2010 Regulations: 2005Sathis KumarÎncă nu există evaluări
- Multi Meter Triplett 630-NA Tested by ZS1JHGDocument2 paginiMulti Meter Triplett 630-NA Tested by ZS1JHGJohn Howard GreenÎncă nu există evaluări
- Rajshahi University of Engineering and Technology, RajshahiDocument9 paginiRajshahi University of Engineering and Technology, RajshahiShakil Ahmed100% (1)
- Conduction-Convection Systems: HPDX (T T)Document8 paginiConduction-Convection Systems: HPDX (T T)Nihad MohammedÎncă nu există evaluări
- Bearings Exam Question HomeworkDocument3 paginiBearings Exam Question Homeworkabbey4623Încă nu există evaluări
- Electricity and MagnetismDocument84 paginiElectricity and Magnetismamalina rohaizanÎncă nu există evaluări
- Sdoquezon Adm SHS12 Stem GP1 Q1M4 1 68Document68 paginiSdoquezon Adm SHS12 Stem GP1 Q1M4 1 68Zeicel Allijah De Los SantosÎncă nu există evaluări
- PERSIAN PROBABILITY FUNCTION For Helping Users Understand Statistical ModelsDocument35 paginiPERSIAN PROBABILITY FUNCTION For Helping Users Understand Statistical ModelsNicola ChieffoÎncă nu există evaluări
- Prefixes and SuffixesDocument15 paginiPrefixes and SuffixesRita Otero100% (1)
- Hy30 3300 Uk PDFDocument96 paginiHy30 3300 Uk PDFDragan LazicÎncă nu există evaluări
- Classification of Elements and Periodicity in PropertiesDocument2 paginiClassification of Elements and Periodicity in PropertiesShivam KumarÎncă nu există evaluări
- IAPWS95Document18 paginiIAPWS95mealtunÎncă nu există evaluări
- Mollier Diagram BeginDocument3 paginiMollier Diagram BeginKalu BhaiÎncă nu există evaluări
- Keynote Simon MillsDocument31 paginiKeynote Simon MillsfaisalÎncă nu există evaluări
- Marine Hydrodynamics - J. N. Newman PDFDocument450 paginiMarine Hydrodynamics - J. N. Newman PDFfarazali2919100% (4)
- F ChartDocument7 paginiF Charthemal4379Încă nu există evaluări
- Topic 2 - ComplexationDocument48 paginiTopic 2 - ComplexationLokesh JaiswalÎncă nu există evaluări
- FireWall Rebr WebDocument24 paginiFireWall Rebr Webuyab1989Încă nu există evaluări
- (Clement Hal) Clement, Hal - Needle 1 - NeedleDocument120 pagini(Clement Hal) Clement, Hal - Needle 1 - Needledicoursfigure100% (1)