S-ar putea să vă placă și
- Reconditionarea Pieselor Prin Deformare Plastica ProiectDocument27 paginiReconditionarea Pieselor Prin Deformare Plastica Proiecttudysvv100% (3)
- Reconditionarea Pieselor UzateDocument20 paginiReconditionarea Pieselor UzateRazvan Petrescu75% (4)
- Tehnologii de Deformare Plastica La ReceDocument33 paginiTehnologii de Deformare Plastica La ReceTanase ConstantinÎncă nu există evaluări
- Tehnologie Presare La Rece 1Document34 paginiTehnologie Presare La Rece 1Teodor Popescu50% (2)
- Stante Si MatriteDocument3 paginiStante Si MatriteDenisaÎncă nu există evaluări
- Forjarea MetalelorDocument7 paginiForjarea MetalelorAdriana Maria Dutulescu50% (2)
- Uzarea Sistemelor TehniceDocument7 paginiUzarea Sistemelor TehniceAndrei CarpÎncă nu există evaluări
- AschiereaDocument30 paginiAschiereavictor_tutuianu_Încă nu există evaluări
- Proiectarea Stantelor Si MatritelorDocument16 paginiProiectarea Stantelor Si MatritelorIonut TodericÎncă nu există evaluări
- Proiect ZAMFIRDocument49 paginiProiect ZAMFIRCosminManea50% (2)
- Matritare 1Document36 paginiMatritare 1Madalina Ema100% (3)
- Prelucrarea Prin Extrudare Si Deformarea TablelorDocument31 paginiPrelucrarea Prin Extrudare Si Deformarea TablelorDalia StoianÎncă nu există evaluări
- Uzura Si Durabilitatea Sculelor Aschietoare - C6Document29 paginiUzura Si Durabilitatea Sculelor Aschietoare - C6andrapena50% (2)
- Prelucrări NeconvenţionaleDocument24 paginiPrelucrări Neconvenţionaleamosklein100% (1)
- Operatia de RabotareDocument6 paginiOperatia de Rabotarealexutza1992Încă nu există evaluări
- MatritareaDocument17 paginiMatritareaMaria JalbăÎncă nu există evaluări
- Metode de Control Cu Instrumente Și Aparatură ObișnuităDocument1 paginăMetode de Control Cu Instrumente Și Aparatură Obișnuitămanu ioana danielaÎncă nu există evaluări
- Precizia de PrelucrareDocument8 paginiPrecizia de PrelucrareGeorgica100% (2)
- Deformare VolumicaDocument14 paginiDeformare Volumicaavramcosmindorina100% (1)
- 1 Stabilirea Şi Analiza Rolului Funcţional Al PieseiDocument30 pagini1 Stabilirea Şi Analiza Rolului Funcţional Al PieseiEliza Codrea100% (3)
- Uzarea ReferatDocument36 paginiUzarea Referatarung014100% (1)
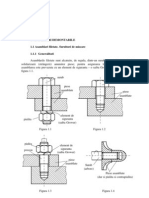
- 2 Asmblari DemontabileDocument68 pagini2 Asmblari DemontabileTudor Botezatu100% (1)
- Masini de RabotatDocument6 paginiMasini de RabotatMircescu DanÎncă nu există evaluări
- Proiect PDPR SanduDocument35 paginiProiect PDPR Sanduandrei33% (3)
- Tragerea Şi TrefilareaDocument5 paginiTragerea Şi TrefilareabogpuiuÎncă nu există evaluări
- AjustajeDocument12 paginiAjustajepassatavf2004Încă nu există evaluări
- Masini Unelte - Caracteristicile Masinii de Gaurit G25Document1 paginăMasini Unelte - Caracteristicile Masinii de Gaurit G25Ioana StefanescuÎncă nu există evaluări
- Subiecte FabricareDocument27 paginiSubiecte FabricareAndrei Raduc100% (1)
- Defectele SemifabricatelorDocument15 paginiDefectele SemifabricatelorMariana Georgiana100% (1)
- Prelucrari Ale Metalelor Prin Deformare PlasticaDocument12 paginiPrelucrari Ale Metalelor Prin Deformare Plastican_costiqueÎncă nu există evaluări
- Prelucrarea TablelorDocument21 paginiPrelucrarea TablelorRazvan Nita100% (2)
- Precizia de PrelucrareDocument16 paginiPrecizia de PrelucrareFornade Andrei100% (1)
- Întreținerea Și Exploatarea Strungului NormalDocument15 paginiÎntreținerea Și Exploatarea Strungului Normalqwerty1560Încă nu există evaluări
- Fabricarea Pieselor de Tip ArboreDocument17 paginiFabricarea Pieselor de Tip Arboreandreinicusor1958-1Încă nu există evaluări
- Tehnologia Materialelor - Procedee de Prelucrare A TablelorDocument5 paginiTehnologia Materialelor - Procedee de Prelucrare A TablelorcatasorinÎncă nu există evaluări
- 04 - Defectiuni - DefectareDocument16 pagini04 - Defectiuni - DefectareCristina Ionita100% (2)
- Plan de Operatii StrunjireDocument4 paginiPlan de Operatii Strunjirebob_ovidiu100% (1)
- STRUNJIREADocument10 paginiSTRUNJIREAPaul DanÎncă nu există evaluări
- Tehnologia de Fabricatie A Unui Arbore CanelatDocument25 paginiTehnologia de Fabricatie A Unui Arbore Canelatdanacatalina0% (2)
- Lucrare de LicentaDocument57 paginiLucrare de LicentaFlorin-Adrian Ristea100% (5)
- EZAREADocument14 paginiEZAREAIon Ropa100% (1)
- Turnare Sub Vid Cu Matrita Din CSDocument31 paginiTurnare Sub Vid Cu Matrita Din CSDaniel TimişÎncă nu există evaluări
- Strung NormalDocument20 paginiStrung Normaljugrestan_claudiu100% (1)
- Prelucrarea Materialelor Prin TragereDocument30 paginiPrelucrarea Materialelor Prin TragereFulgerMariusÎncă nu există evaluări
- Deform Are Plastic ADocument6 paginiDeform Are Plastic AtttttttttyyyurrytrrÎncă nu există evaluări
- Prelucrarea Prin Deformare PlasticaDocument6 paginiPrelucrarea Prin Deformare PlasticaMirela StancuÎncă nu există evaluări
- Tehnologia Materialelor CAPITOLUL 3Document46 paginiTehnologia Materialelor CAPITOLUL 3Ionut Radu80% (5)
- Deformarea PlasticăDocument10 paginiDeformarea PlasticăVictor CravcencoÎncă nu există evaluări
- Deformarea PlasticaDocument6 paginiDeformarea PlasticaWild AndFreeÎncă nu există evaluări
- Tehnologia Deformarii Metalelor Prin Deformare PlasticaDocument0 paginiTehnologia Deformarii Metalelor Prin Deformare PlasticaAndrei DraghiciÎncă nu există evaluări
- Suport de Curs - Deformarea PlasticaDocument16 paginiSuport de Curs - Deformarea PlasticaionÎncă nu există evaluări
- Imprimarea La ReceDocument21 paginiImprimarea La RecedoruoctaviandumitruÎncă nu există evaluări
- Procedee de Modificare A Structurii Materialelor MetaliceDocument18 paginiProcedee de Modificare A Structurii Materialelor MetaliceOlga RachierÎncă nu există evaluări
- Determinarea Fortei de Deformare La Obtinerea Profilelor Prin Lovire IntermitentaDocument25 paginiDeterminarea Fortei de Deformare La Obtinerea Profilelor Prin Lovire Intermitentabambucha90Încă nu există evaluări
- Curs 3 TTDocument39 paginiCurs 3 TTandrei ionutÎncă nu există evaluări
- Deformarea Plastica A Materialelor MetaliceDocument7 paginiDeformarea Plastica A Materialelor MetaliceAlexandra RoxanaÎncă nu există evaluări
- Isbn 973-702-522-9Document13 paginiIsbn 973-702-522-9Andrei HanganÎncă nu există evaluări
- Cunoașterea Științifică, Volumul 2, Numărul 3, Septembrie 2023De la EverandCunoașterea Științifică, Volumul 2, Numărul 3, Septembrie 2023Încă nu există evaluări
- ProblemaDocument1 paginăProblemaMarius NegrilaÎncă nu există evaluări
- Masurari Electrice L4 - Aparate Electrice Analogice de MasurareDocument8 paginiMasurari Electrice L4 - Aparate Electrice Analogice de MasurareMarius NegrilaÎncă nu există evaluări
- CAP 3 Calcul Si AplicatieDocument2 paginiCAP 3 Calcul Si AplicatieMarius NegrilaÎncă nu există evaluări
- RECTIFICAREADocument9 paginiRECTIFICAREAMarius NegrilaÎncă nu există evaluări
- Temperatura - Scheme Si Aparate de MasuraDocument6 paginiTemperatura - Scheme Si Aparate de MasuraCalusaru MihaelaÎncă nu există evaluări
- Masuri de Tehnica A Securitatii MunciiDocument1 paginăMasuri de Tehnica A Securitatii MunciiMarius NegrilaÎncă nu există evaluări
- Traductoare de ProximitateDocument12 paginiTraductoare de ProximitateGaby Filipescu0% (1)
- SenzoriDocument21 paginiSenzoriPantea Ion100% (3)
- Comunicarea MultimediaDocument23 paginiComunicarea MultimediaMarius NegrilaÎncă nu există evaluări
- Proiect Transmisie MecanicaDocument40 paginiProiect Transmisie MecanicaMarius NegrilaÎncă nu există evaluări
- Masini Unelte Si Roboti Ali 1Document68 paginiMasini Unelte Si Roboti Ali 1yasminaxÎncă nu există evaluări
- Ciclul Si Procesele Reale Ce Se Desfasoara in MACDocument27 paginiCiclul Si Procesele Reale Ce Se Desfasoara in MACMarius NegrilaÎncă nu există evaluări
- Metode de Masurare A Marimilor GeometriceDocument15 paginiMetode de Masurare A Marimilor GeometriceMarius NegrilaÎncă nu există evaluări
- Transformatorul MonofazatDocument23 paginiTransformatorul MonofazatMarius NegrilaÎncă nu există evaluări
- Inversarea Sensului de Rotatie La Motoarele MonofazateDocument25 paginiInversarea Sensului de Rotatie La Motoarele MonofazateMarius Negrila100% (1)
- SursaDocument5 paginiSursaMarius Negrila0% (1)
- Economia IntreprinderiiDocument75 paginiEconomia Intreprinderiizanndra100% (1)
- ReteleDocument25 paginiReteleMarius NegrilaÎncă nu există evaluări
- Functiunile Societatii ComercialeDocument12 paginiFunctiunile Societatii ComercialeMarius NegrilaÎncă nu există evaluări
- Politica de ProdusDocument20 paginiPolitica de ProdusCorina Canciu50% (2)
- Crearea de Baza de Date in AccesDocument24 paginiCrearea de Baza de Date in AccesMarius NegrilaÎncă nu există evaluări
- Arcuri Si AnsambluriDocument16 paginiArcuri Si AnsambluriMarius NegrilaÎncă nu există evaluări
- Studiu de CazDocument16 paginiStudiu de CazMarius NegrilaÎncă nu există evaluări
- ReteleDocument21 paginiReteleMarius NegrilaÎncă nu există evaluări
- Referat CornyDocument27 paginiReferat CornyMarius NegrilaÎncă nu există evaluări
- Istoria CalcDocument25 paginiIstoria CalcMarius NegrilaÎncă nu există evaluări
- Functiunile Societatii ComercialeDocument9 paginiFunctiunile Societatii ComercialeMarius NegrilaÎncă nu există evaluări
- Transmisia MecanicaDocument42 paginiTransmisia MecanicaMarius Negrila50% (2)
- Politici de MarketingDocument3 paginiPolitici de MarketingMarius NegrilaÎncă nu există evaluări