S-ar putea să vă placă și
- XOMOXXRPActuatorsEMEA TechnicalDataDocument29 paginiXOMOXXRPActuatorsEMEA TechnicalDataSergio VargasÎncă nu există evaluări
- Ess PuDocument2 paginiEss PuZoran DanilovÎncă nu există evaluări
- Product Information: Chemonit 31 (NR)Document4 paginiProduct Information: Chemonit 31 (NR)iran1362Încă nu există evaluări
- Or TrelleborgDocument3 paginiOr Trelleborgalexre1973Încă nu există evaluări
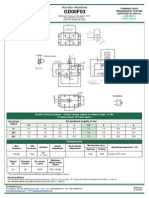
- GD0008F03Document1 paginăGD0008F03ale_f_79Încă nu există evaluări
- Bosch - Rexroth - Marine Technic - 2002Document291 paginiBosch - Rexroth - Marine Technic - 2002nguyenvanhai19031981Încă nu există evaluări
- Mtu CatalogDocument2 paginiMtu CatalogBechara Philip AssouadÎncă nu există evaluări
- Proforma Invoice Nr. 158725: Our Ref: Date: Your RefDocument26 paginiProforma Invoice Nr. 158725: Our Ref: Date: Your RefmbstutextileÎncă nu există evaluări
- TMP Instruction SheetDocument1 paginăTMP Instruction SheetSarfaraz KhanÎncă nu există evaluări
- Temperature Sensors Types MBT 5250, 5260 and 5252: Data SheetDocument8 paginiTemperature Sensors Types MBT 5250, 5260 and 5252: Data SheetPetar HosticÎncă nu există evaluări
- Air Cooler 45 Case1 PDFDocument2 paginiAir Cooler 45 Case1 PDFHeny MarthaÎncă nu există evaluări
- Af-200 Universal AngDocument4 paginiAf-200 Universal AngGeorgi KalchevÎncă nu există evaluări
- Sizing - ThermowellDocument3 paginiSizing - ThermowellJennifer Adriana Lozano ForeroÎncă nu există evaluări
- Chemonit 181Document4 paginiChemonit 181Zack OsÎncă nu există evaluări
- B. Pressure InstrumentsDocument15 paginiB. Pressure InstrumentsEdwing William Salhuana MendozaÎncă nu există evaluări
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocument12 paginiAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- 5501 Temp. GaugeDocument5 pagini5501 Temp. GaugehnvrajrahÎncă nu există evaluări
- Catálogo de StrainersDocument1 paginăCatálogo de StrainersSuara84Încă nu există evaluări
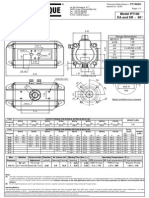
- Pt100du Air TorqueDocument1 paginăPt100du Air TorqueAurelio SuarezÎncă nu există evaluări
- RSE 220 Parts Catalogue2Document94 paginiRSE 220 Parts Catalogue2JerryChen100% (2)
- GF - Jointing - Butt FusionDocument6 paginiGF - Jointing - Butt Fusionnatee8632Încă nu există evaluări
- Tempilstik Thermal ChalksDocument6 paginiTempilstik Thermal ChalksansarALLAAHÎncă nu există evaluări
- Ebs PuDocument2 paginiEbs PuZoran DanilovÎncă nu există evaluări
- Bolt TorqueDocument20 paginiBolt TorqueArjun Singh AroraÎncă nu există evaluări
- Data Book: Automotive TechnicalDocument1 paginăData Book: Automotive Technicalyouzernejm100% (1)
- Automatic Valve Gemue DB - 512 - GBDocument6 paginiAutomatic Valve Gemue DB - 512 - GBTaher Yusuf100% (1)
- DS TM5301 GB 2133Document4 paginiDS TM5301 GB 2133Anonymous 4MwmDaNbÎncă nu există evaluări
- Hatz 1B Workshop ManualDocument212 paginiHatz 1B Workshop ManualMiroslav Jebavý82% (28)
- Bimetal Thermometer With Pt100 Electrical Output Signal Model 54, Stainless Steel VersionDocument5 paginiBimetal Thermometer With Pt100 Electrical Output Signal Model 54, Stainless Steel VersionRajendra LabadeÎncă nu există evaluări
- Inputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)Document3 paginiInputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)SIVAÎncă nu există evaluări
- A001-MNC Siemens ChillerDocument24 paginiA001-MNC Siemens ChillerLuis Yama0% (1)
- Data Book: Automotive TechnicalDocument1 paginăData Book: Automotive TechnicalyouzernejmÎncă nu există evaluări
- Data Sheet Massecuite D Heater Rev 0Document2 paginiData Sheet Massecuite D Heater Rev 0rudiskw456Încă nu există evaluări
- Mto & Price ListDocument13 paginiMto & Price ListnourfarmajidÎncă nu există evaluări
- Service Manual FDKN-C enDocument36 paginiService Manual FDKN-C enАлександрЛетуновский0% (1)
- Daewoo Electronics DPB 280lh Users Manual 404165 PDFDocument51 paginiDaewoo Electronics DPB 280lh Users Manual 404165 PDFVioletCarter100% (1)
- Data Book: Automotive TechnicalDocument1 paginăData Book: Automotive TechnicalyouzernejmÎncă nu există evaluări
- 31.1 Piping Calculation FormatDocument11 pagini31.1 Piping Calculation FormatAvinash Vivek100% (1)
- ARI-Strainer: Strainer - Screen and Supporting Basket Made of Stainless SteelDocument6 paginiARI-Strainer: Strainer - Screen and Supporting Basket Made of Stainless SteelEmnÎncă nu există evaluări
- 2012 LHVAC CatalogueDocument16 pagini2012 LHVAC CatalogueSehrish KhanÎncă nu există evaluări
- Belt Filter Press Questionnare PDFDocument3 paginiBelt Filter Press Questionnare PDFLorenzo OwensÎncă nu există evaluări
- Boiler SpecificationDocument18 paginiBoiler SpecificationAtul Jain100% (3)
- Data Book: Automotive TechnicalDocument1 paginăData Book: Automotive TechnicalyouzernejmÎncă nu există evaluări
- Data Book: Automotive TechnicalDocument1 paginăData Book: Automotive TechnicalyouzernejmÎncă nu există evaluări
- Flat Work IronerDocument33 paginiFlat Work IronerAbid HussainÎncă nu există evaluări
- Bechem Berutox M 21 KN 9007601 (GB)Document1 paginăBechem Berutox M 21 KN 9007601 (GB)Luciano de Carvalho100% (2)
- ETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Document3 paginiETD Cores and Accessories ETD29: 1 e 3 e e 2 Min 2 11 0.3 15.8 0.2Marcel BlinduÎncă nu există evaluări
- Igus Bearings BushesDocument24 paginiIgus Bearings BushesAlex DaviesÎncă nu există evaluări
- SWI - Procedure - Post Weld Heat Treatment For Astm A105 SteelDocument5 paginiSWI - Procedure - Post Weld Heat Treatment For Astm A105 SteelKhin Aung ShweÎncă nu există evaluări
- Complressor R134aDocument2 paginiComplressor R134aHikmat KtkÎncă nu există evaluări
- Bell Housings With Rigid / Flexible Pump Mounting Pts / PT: 1. Description 2. Technical SpecificationsDocument20 paginiBell Housings With Rigid / Flexible Pump Mounting Pts / PT: 1. Description 2. Technical SpecificationsDenis JimenezÎncă nu există evaluări
- AU2DCD21Document1 paginăAU2DCD21Costel BuradaÎncă nu există evaluări
- TECHNICAL DATASHEET FOR - For Supply of Amine - Plate & Frame ExchangerDocument4 paginiTECHNICAL DATASHEET FOR - For Supply of Amine - Plate & Frame Exchangerdilip matalÎncă nu există evaluări
- B3871.Detalii TehniceDocument11 paginiB3871.Detalii TehniceVlad BalanÎncă nu există evaluări
- FLAME Feinger SpecsDocument1 paginăFLAME Feinger Specskrishna_pipingÎncă nu există evaluări
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesDe la EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesÎncă nu există evaluări
- The IMI Diploma in Marketing: Strategy With Digital MarketingDocument12 paginiThe IMI Diploma in Marketing: Strategy With Digital MarketingAntonio Carlos Kerber PinhoÎncă nu există evaluări
- Instituto CroatiaDocument32 paginiInstituto CroatiaAntonio Carlos Kerber PinhoÎncă nu există evaluări
- Bombas KMSDocument4 paginiBombas KMSAntonio Carlos Kerber PinhoÎncă nu există evaluări
- Bee Gees - How Deep Is Your Love - Cifra Club (Impressão)Document3 paginiBee Gees - How Deep Is Your Love - Cifra Club (Impressão)Antonio Carlos Kerber PinhoÎncă nu există evaluări
- Bee Gees - Cherry Red - Cifra Club (Impressão) PDFDocument2 paginiBee Gees - Cherry Red - Cifra Club (Impressão) PDFAntonio Carlos Kerber PinhoÎncă nu există evaluări
- K800 OverviewDocument1 paginăK800 OverviewAntonio Carlos Kerber PinhoÎncă nu există evaluări
- LV07 KDocument11 paginiLV07 KSalman Shah83% (6)
- 13 DR Ajeet SinghDocument6 pagini13 DR Ajeet SinghSuraj SutharÎncă nu există evaluări
- Resume Bhairo SINGHwish PhotoDocument2 paginiResume Bhairo SINGHwish PhotoHR BitozzzÎncă nu există evaluări
- In Search of The Indo Europeans J P Mallory TextDocument289 paginiIn Search of The Indo Europeans J P Mallory TextHISTORY OF MUSICÎncă nu există evaluări
- Manual SomachineDocument228 paginiManual SomachineMauricio NaranjoÎncă nu există evaluări
- CDI1Document40 paginiCDI1Leonino Angelica Aiko S.Încă nu există evaluări
- Tech Com 1Document16 paginiTech Com 1HawaiiChongÎncă nu există evaluări
- A Detailed Lesson Plan in Mathematics 10: Measures-Of-Position-Ungrouped-DataDocument6 paginiA Detailed Lesson Plan in Mathematics 10: Measures-Of-Position-Ungrouped-DataJIMERSON RAMPOLAÎncă nu există evaluări
- HPC Module 1Document48 paginiHPC Module 1firebazzÎncă nu există evaluări
- Composite Insulators Profile Optimization Using Particle Swarm Algorithm and Finite Element MethodDocument6 paginiComposite Insulators Profile Optimization Using Particle Swarm Algorithm and Finite Element MethodFernando SantanaÎncă nu există evaluări
- Piping and Plumbing Symbols ListDocument1 paginăPiping and Plumbing Symbols Listsiddarth amaravathiÎncă nu există evaluări
- University of Tehran Faculty of New Science & Technology Master's Thesis Proposal DefenseDocument46 paginiUniversity of Tehran Faculty of New Science & Technology Master's Thesis Proposal DefenseSoheilDarvishMotavalliÎncă nu există evaluări
- The Influence of Social Media On Crowd Behavior and The Operational EnvironmentDocument78 paginiThe Influence of Social Media On Crowd Behavior and The Operational EnvironmentangryTXÎncă nu există evaluări
- 6520-3902004РТ ENGL. (ЕВРО -2, 3, 4)Document1.445 pagini6520-3902004РТ ENGL. (ЕВРО -2, 3, 4)kiên HoangÎncă nu există evaluări
- IIT Dharwad Advt No. 012 V5 FinalDocument8 paginiIIT Dharwad Advt No. 012 V5 FinalRitesh PaliwalÎncă nu există evaluări
- 30 Contoh Soal Passive Voice Pilihan Ganda Dan JawabannyaDocument13 pagini30 Contoh Soal Passive Voice Pilihan Ganda Dan Jawabannyafutrika saragi100% (1)
- Bird Et Al (2005)Document11 paginiBird Et Al (2005)Ewan MurrayÎncă nu există evaluări
- Separation of Asphalt Into Four Fractions: Standard Test Methods ForDocument7 paginiSeparation of Asphalt Into Four Fractions: Standard Test Methods Foryulia100% (1)
- Have A One Track Mind: Lorna WingDocument4 paginiHave A One Track Mind: Lorna WingsophilauÎncă nu există evaluări
- 제8차 전력수급기본계획Document51 pagini제8차 전력수급기본계획김명근Încă nu există evaluări
- 11+ CEM English and Verbal Reasoning PRACTICE PAPER 1Document15 pagini11+ CEM English and Verbal Reasoning PRACTICE PAPER 1OlawaleÎncă nu există evaluări
- Survey of Mechanical Working: A. IntroductionDocument4 paginiSurvey of Mechanical Working: A. IntroductionAsif AhmedÎncă nu există evaluări
- 2014 04 14 Veterinary Instrumentation Presented The Simon Award 2014 For Outstanding Contribution in The Field of Veterinary Surgery To Michael Guilliard MA, VetMB, CertSAO, FRCVSDocument2 pagini2014 04 14 Veterinary Instrumentation Presented The Simon Award 2014 For Outstanding Contribution in The Field of Veterinary Surgery To Michael Guilliard MA, VetMB, CertSAO, FRCVSHenry ScheinÎncă nu există evaluări
- Roundel 1961-06 Vol 13 No 5Document36 paginiRoundel 1961-06 Vol 13 No 5TateÎncă nu există evaluări
- 4UIE - AB - Nov 23Document2 pagini4UIE - AB - Nov 23aaaÎncă nu există evaluări
- CPE-214 Computer-Aided Engineering Design - Lab - Manual - OBE - 2 PDFDocument64 paginiCPE-214 Computer-Aided Engineering Design - Lab - Manual - OBE - 2 PDFHamza RaufÎncă nu există evaluări
- MHSIR00491976Document1 paginăMHSIR00491976Patan Rafiq KhanÎncă nu există evaluări
- Additional Instructions For Mailing Your Package: Drop Off LocatorDocument2 paginiAdditional Instructions For Mailing Your Package: Drop Off LocatorEthanÎncă nu există evaluări
- Symbol ListDocument4 paginiSymbol ListMa JunÎncă nu există evaluări
- Space Archaeology. A Review PDFDocument10 paginiSpace Archaeology. A Review PDFjoanenchinaÎncă nu există evaluări