Documente Academic
Documente Profesional
Documente Cultură
Organe de Masini, Mecanisme Si Tribologie - Studii de Caz PDF
Încărcat de
Balazs KeresztesTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Organe de Masini, Mecanisme Si Tribologie - Studii de Caz PDF
Încărcat de
Balazs KeresztesDrepturi de autor:
Formate disponibile
Felicia SUCAL Adalbert ANTAL
Ovidiu BELCIN Corina BRLEANU
tefan BOJAN Aurica CZIL
Simion HARAG Dorina JICHIAN-MATIEAN
Gheorghe KEREKES Iacob OLTEAN
Dumitru POP Claudiu POPA
Marius PUSTAN Ovidiu TTARU
Lucian TUDOSE Ioan TURCU
ORGANE DE MAINI,
MECANISME I
TRIBOLOGIE
STUDII DE CAZ
Editura Todesco
2008
CUPRINS
PREFA..................................................................................................................... 9
ORGANE DE MAINI..........................................................................11
1. DETERMINAREA COEFICIENILOR DE FRECARE LA ASAMBLRILE CU
URUBURI ................................................................................................................ 13
2. DETERMINRI EXPERMENTALE ASUPRA UNEI ASAMBLRI CU
URUBURI PRESTRNSE...................................................................................... 21
3. RANDAMENTUL FILETELOR DE MICARE .................................................. 27
4. ASAMBLRI CU PENE PARALELE.................................................................. 32
5. ASAMBLRI PRIN CANELURI.......................................................................... 38
6. DETERMINAREA EXPERIMENTAL A MOMENTULUI DE TORSIUNE
TRANSMISIBIL PRINTR-O MBINARE CU PENE INELARE............................. 47
7. STUDIUL ASAMBLRILOR CU BRRI ELASTICE.................................. 53
8. STUDIUL EXPERIMENTAL AL ASAMBLRILOR PRIN STRNGERE
PROPRIE (SERAJE) .................................................................................................. 60
9. DETERMINAREA EXPERIMENTAL A CARACTERISTICII I RIGIDITII
ARCURILOR ............................................................................................................. 69
10. DETERMINAREA RANDAMENTULUI URUBURILOR CU BILE ............. 74
11. DETERMINAREA DISTRIBUIEI PRESIUNII N PELICULA DE
LUBRIFIANT LA LAGRELE CU ALUNECARE CU UNGERE
HIDRODINAMIC ................................................................................................... 81
12. ARBORI ELASTICI. VIBRAII FLEXIONALE, TURAIA CRITIC I
FENOMENUL DE REZONAN............................................................................ 88
13. SIMULAREA PREZENEI UNEI FISURI NTRUN ARBORE AFLAT N
MICARE DE ROTAIE .......................................................................................... 96
14. PIERDERILE PRIN FRECARE N LAGRELE CU RULMENI ................. 114
15. COMPORTAREA N FUNCIONARE A RULMENILOR CU
DETERIORRI........................................................................................................ 119
16. NCERCAREA AMBREIAJELOR CU DISCURI DE FRICIUNE................ 131
17. CARACTERISTICA STATIC A CUPLAJELOR ELASTICE....................... 137
6
18. RESTABILIREA PARAMETRILOR DIMENSIONALI AI ANGRENAJELOR
CU ROI DINATE CILINDRICE CU DINI DREPI ....................................... 142
19. RESTABILIREA PARAMETRILOR DIMENSIONALI AI ANGRENAJELOR
CU ROI DINATE CILINDRICE CU DINI NCLINAI ................................. 155
20. RESTABILIREA PARAMETRILOR DIMENSIONALI AI ANGRENAJELOR
CU ROI DINATE CONICE CU DINI DREPI ............................................... 170
21. RESTABILIREA PARAMETRILOR DIMENSIONALI AI ANGRENAJELOR
MELCATE CILINDRICE........................................................................................ 179
22. MONTAREA I DEMONTAREA REDUCTOARELOR................................. 190
23. STUDIUL FACTORILOR DE INFLUEN ASUPRA FUNCIONRII
TRANSMISIILOR PRIN CURELE......................................................................... 197
MECANISME......................................................................................211
24. CUPLE CINEMATICE I REPREZENTAREA STRUCTURAL A
MECANISMELOR CU BARE ................................................................................ 213
25. STUDIUL STRUCTURAL AL MECANISMELOR PLANE........................... 219
26. ANALIZA CINEMATIC A MECANISMELOR PLANE CU AJUTORUL
FUNCIILOR DE TRANSMITERE........................................................................ 228
27. ANALIZA CINEMATIC A MECANISMELOR PLANE PE CALE GRAFO-
ANALITIC............................................................................................................. 237
28. ECHILIBRAREA DINAMIC (N DOU PLANE)........................................ 246
29. DETERMINAREA CARACTERISTICILOR MASICE I INERIALE
PENTRU ELEMENTELE MECANISMULUI PATRULATER PLAN.................. 264
30. STUDIUL CINEMATICII I DINAMICII MECANISMULUI PATRULATER
PLAN FOLOSIND METODE MODERNE DE SIMULARE ................................. 279
31. GENERAREA CU CREMALIERA A DINILOR ROILOR DINATE
CILINDRICE CU DINI DREPI .......................................................................... 293
TRIBOLOGIE......................................................................................301
32. DETERMINAREA FORELOR DE FRECARE I A COEFICIENILOR DE
FRECARE N CAZUL FRECRII USCATE ......................................................... 303
33. DETERMINAREA FORELOR DE FRECARE I A COEFICIENILOR DE
FRECARE N FUNCIE DE VITEZA DE ALUNECARE PENTRU DIFERITE
CUPLURI DE MATERIALE, N CAZUL FRECRII USCATE........................... 312
7
34. STUDIUL ALUNECRII CU INTERMITENE (STICK-SLIP) N FUNCIE
DE CUPLUL DE MATERIALE I DE SARCINA NORMAL DE NCRCARE
.................................................................................................................................. 315
35. STUDIUL ALUNECRII CU INTERMITENE (STICK-SLIP) N FUNCIE
DE LUBRIFIANT I DE RUGOZITATEA SUPRAFEELOR DE ALUNECARE
.................................................................................................................................. 323
36. DETERMINAREA PE CALE GRAVIMETRIC A UZURII ELEMENTELOR
CUPLELOR DE FRECARE CU CONTACT LINIAR N FUNCIE DE
CALITATEA MATERIALELOR, N REGIM DE FRECARE MIXT................. 329
37. DETERMINAREA PE CALE GRAVIMETRIC A UZURII ELEMENTELOR
CUPLELOR DE FRECARE CU CONTACT LINIAR N FUNCIE DE TIPUL
LUBRIFIANTULUI, N REGIM DE FRECARE MIXT...................................... 339
38. DETERMINAREA VARIAIEI FORELOR DE FRECARE I A
COEFICIENILOR DE FRECARE N FUNCIE DE SARCINA DE NCRCARE
PENTRU DIFERITE CUPLURI DE MATERIALE DIN MASE PLASTICE
ELEMENTE METALICE, N CAZUL FRECRII USCATE................................ 343
39. DETERMINAREA UZURII DE ABRAZIUNE PE DISC ROTATIV CU
HRTIE DE LEFUIT............................................................................................. 348
40. DETERMINAREA REZISTENEI PELICULEI DE LUBRIFIANT LA
PRESIUNI RIDICATE PE MAINA CU PATRU BILE........................................ 361
41. ANALIZA, PRIN METODE OPTICE, A UNGERII
ELASTOHIDRODINAMICE................................................................................... 367
42. INFLUENA PARAMETRILOR CONSTRUCTIVI I FUNCIONALI
ASUPRA DISTRIBUIEI PRESIUNII N PELICULA DE LUBRIFIANT LA
LAGRELE CU ALUNECARE CU UNGERE HIDRODINAMIC.................... 375
43. STUDIUL EXPERIMENTAL AL FRECRII DE ALUNECARE CU
AJUTORUL MODULULUI EXPERIMENTAL TIFT PE DISC (PIN ON DISC)
.................................................................................................................................. 383
44. STUDIUL EFECTULUI STICK-SLIP N PROCESUL DE FRECARE........... 388
BIBLIOGRAFIE....................................................................................................... 394
PREFA
Lucrarea de fa, urmrete ca prin structura i coninutul su s pun
la dispoziia studenilor un material suplimentar important pentru nsuirea
metodologiei utilizate n cadrul unor cercetri experimentale, ajutnd n acelai
timp la nelegerea i nsuirea cunotinelor predate la disciplinele Organe de
maini, Mecanisme i organe de maini, Tribologie. Studenii fac cunotin cu o
serie de metode i tehnici noi de evaluare experimental a unor mrimi
mecanice specifice organelor de maini, mecanismelor i mainilor n general.
Sunt utilizate att metode precise de msurare a unor mrimi mecanice, ct i
tehnica modern de calcul.
Lucrarea conine un numr de 23 studii de caz n domeniul organelor de
maini, 8 n domeniul mecanismelor i 13 de tribologie.
ORGANE DE MAINI
1. DETERMINAREA COEFICIENILOR DE FRECARE
LA ASAMBLRILE CU URUBURI
1.1. Scopul lucrrii
n cadrul lucrrii de laborator se va proceda la determinarea
coeficienilor de frecare
'
1i
ntre urub i piuli i
i 2
ntre piuli i piesa de
reazem la o mbinare cu uruburi.
1.2. Consideraii teoretice
La strngerea unei asamblri cu uruburi trebuie nvins frecarea ce
apare ntre urub i piuli i ntre piuli i piesa de reazem.
Mrimea coeficienilor de frecare variaz n limite destul de largi n
funcie de urmtorii parametri: natura materialelor folosite la execuia
elementelor cuplei elicoidale urub-piuli, precizia i calitatea prelucrrii
elementelor mbinrii filetate, prezena i tipul lubrifiantului, presiunea de
contact ntre spirele urubului i piuliei, respectiv ntre piuli i piesa de
reazem etc.
Momentul de torsiune total T
toti
care se aplic la strngerea asamblrii
filetate este egal cu suma momentelor de nurubare a piuliei pe spirele
urubului T
1i
i a momentului de frecare pe suprafaa de reazem a piuliei T
2i
,
corespunztoare forei axiale F
i
:
i i toti
T T T
2 1
+ = (1)
( )
2
tan
2 '
1 2 1
d
F T
i i i
+ = (2)
2
3
2
4
3
3
3
4
2 2
3
1
D D
D D
F T
i i i
= (3)
S-au folosit notaiile:
2
unghiul de nclinare a elicei filetului pe cilindrul cu diametrul
d
2
:
14
2
2
tan
d
p
= (4)
p pasul filetului;
'
1i
unghiul de frecare corespunztor
deplasrii piuliei pe urub la
strngerea sa cu momentul T
1i
;
'
1i
coeficientul de frecare ntre spirele
urubului i a piuliei;
2i
coeficientul de frecare dintre
piuli i piesa de reazem;
D
4
diametrul exterior al suprafeei
inelare de sprijin a piuliei pe piesa
de reazem;
D
3
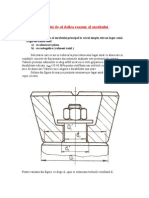
diametrul gurii de trecere din piesa Fig. 1
pe care se sprijin piulia.
Utiliznd datele experimentale pentru T
1i
i T
2i
din relaiile (2) i (3) se
determin coeficienii de frecare:
i i 1 1
tan = ;
2
2
1
1
2
arctan
=
d F
T
i
i
i
(5)
3
3
3
4
2
3
2
4 2
2
3
D D
D D
F
T
i
i
i
= (6)
1.3. Utilajul i aparatura utilizat
Lucrarea se va executa folosind dispozitivul de ncercat uruburi (fig.2)
care const din urmtoarele pri principale:
suportul dispozitivului 12, care are ca parte principal o plac de
lemn pe care se fixeaz elementele 9 i 4 ale dispozitivului;
arcul lamelar dublu 15;
urubul de ncercat 17;
piulia 18;
rondela 19;
rondela sferic 3 care asigur centrarea capului urubului pe arcul
lamelar dublu;
rulmentul axial 10;
buca 11;
15
elementul de blocare a capului urubului contra rotirii 6;
tija 20 pe care se monteaz elementul de blocare 6;
comparatorul 7 pentru msurarea deformaiilor arcului lamelar
dublu.
Fig. 2
11
(varianta b)
12
13
14
15
16
17
18
19
20
21
22
7
6
5
4
3
2
1
8 9 10 (varianta a)
16
Strngerea controlat a piuliei se realizeaz cu o cheie dinamometric
clasic sau cu o cheie dinamometric digital. Construcia cheii
dinamometrice clasice este prezentat n figura 3. n componena cheii
dinamometrice intr braul 2 care are montat, la un capt, un cap schimbabil 4
funcie de dimensiunea piuliei iar la cellalt capt un mner prin care se
aplic fora exterioar.
Fig. 3
Sub aciunea sarcinii aplicate la captul braului, acesta va fi solicitat la
ncovoiere ca o bar ncastrat la un capt.
Deformaia braului 2 este msurat cu ajutorul comparatorului 1
montat pe suportul 3, astfel nct palpatorul su este meninut n contact
permanent cu tija 2. Cheia dinamometric a fost etalonat astfel nct pe baza
diagramei de etalonare se pot determina valorile momentului de torsiune
aplicat.
Cheia dinamometric digital este prezentat n figura 4. La aceasta
citirea momentului aplicat se face digital.
Fig. 4
A
A
1 2 3 4
A-A 6 18
12
0
9 15
3
21
17
1.4. Desfurarea lucrrii
n cadrul lucrrii se vor ncerca uruburi i piulie standardizate cu
dimensiunile corespunztoare pentru M8 i M10 executate din diferite
materiale realizndu-se cuplurile de materiale oel/oel, oel/bronz, oel/font.
Procedeul de lucru cuprinde urmtoarele operaii:
1. Msurarea caracteristicilor geometrice ale uruburilor i piulielor
supuse ncercrii, conform cerinelor cuprinse n tabelul 1.
Tabelul 1
Caracteristicile urubului
i piuliei
Notaie
urub: oel
Piuli: oel
urub: oel
Piuli: bronz
urub: oel
Piuli: font
Diametrul exterior al
filetului [mm]
d
Diametrul mediu al
filetului [mm]
d
2
Diametrul interior al
filetului [mm]
d
1
Pasul [mm] p
nlimea piuliei [mm] m
Diametrul exterior al
suprafeei de reazem [mm]
D
4
Diametrul gurii de trecere
pentru urub [mm]
D
3
2. Determinarea forei axiale maxime admisibile ce poate fi preluat de
tija urubului de ncercare pentru a evita deformaiile remanente n timpul
experimentrii:
at a
d
F
=
4
2
1
. max
(7)
unde:
at
= 80 ... 100 N/mm
2
pentru OL 37;
at
= 100 ... 110 N/mm
2
pentru OL 50.
n timpul msurtorilor fora F
max.a
se va aplica treptat n fraciuni
egale cu:
4
. max
1
a
F
F = ;
2
. max
2
a
F
F = ;
4
3
. max
3
a
F
F
= ;
a
F F
. max 4
=
18
3. Utiliznd diagrama de etalonare a arcului lamelar dublu (poz.15,
fig.2) se determin sgeile f
1
, f
2
, f
3
i f
4
corespunztoare forelor F
1
, F
2
, F
3
, F
4
.
4. Se execut montajul urubului din oel i al piuliei din oel n
dispozitiv dup cum urmeaz:
Etapa I n dispozitiv se introduce sub rondela 19 rulmentul axial
10 pentru a elimina frecarea dintre piuli i piesa de reazem. n
aceast etap momentul de torsiune citit la cheia dinamometric va
reprezenta T
1i
;
Etapa a II-a se va monta n dispozitivul de ncercare, n locul
rulmentului, buca 11 prin care trece urubul de ncercat. n acest
montaj se msoar la cheia dinamometric, momentul de torsiune
T
toti
necesar nvingerii frecrii dintre piuli i piesa de reazem,
precum i pentru deplasarea piuliei pe urub.
Momentul de torsiune T
2i
(de frecare ntre piuli i piesa de reazem) se
va determina cu relaia:
i toti i
T T T
1 2
= (8)
5. Dup montarea urubului, corespunztor etapei I, punctul 4 se
procedeaz astfel:
Se fixeaz la zero comparatorul arcului lamelar dublu i cel al cheii
dinamometrice, dup ce n prealabil s-au eliminat jocurile din
mbinare prin strngerea piuliei cu mna;
Se aplic pe piuli, capul cheii dinamometrice i se rotete braul
cheii pn ce comparatorul arcului lamelar dublu indic valoarea
deformaiei egal cu f
1
, corespunztoare forei F
1
. n acest moment
se citete pe ceasul comparator al cheii, deformaia braului cheii
y
1
;
Se strnge piulia n continuare cu cheia dinamometric pn ce
comparatorul de la arcul lamelar dublu indic deformaia f
2
,
corespunztoare forei F
2
din urub;
Se noteaz deformaia y
2
a braului cheii;
Se procedeaz analog i pentru valorile forelor F
3
i F
4
nscriindu-
se deformaiile braului cheii dinamometrice y
3
i y
4
n tabelul 2;
Se deurubeaz piulia complet;
Se repet operaiile de la punctul 5 de 3 ori notnd valorile
msurate n tabelul 2. Se va face apoi convertirea valorilor medii
ale cifrelor citite la msurarea experimental y
1med
, y
2med
, y
3med
,
y
4med
n uniti de moment, cu ajutorul diagramei de etalonare a
cheii dinamometrice.
19
Tabelul 2
Oel/oel Sgeata
Fora
axial
f
i
Deformaia
braului cheii
dinamometrice
etapa I
T
1i
'
1i
'
1i
Deformaia
braului cheii
dinamometrice
etapa a II-a
T
toti
T
2i
2i
F
1
f
1
y
1
y
1med
= T
11
x
1
x
1med
=
F
2
f
2
y
2
y
2med
= T
12
x
2
x
2med
=
F
3
f
3
y
3
y
3med
= T
13
x
3
x
3med
=
F
4
f
4
y
4
y
4med
= T
14
x
4
x
4med
=
6. Pentru etapa a II-a (punctul 4) se procedeaz n felul urmtor:
Se elimin jocul din mbinare prin strngerea piuliei cu mna;
Se fixeaz la zero comparatoarele de la arcul lamelar i de la cheia
dinamometric;
Se strnge piulia cu cheia dinamometric pn ce comparatorul
arcului indic valoarea f
1,
corespunztoare forei F
1.
Se noteaz n
acest moment indicaia comparatorului de la braul cheii
dinamometrice x
1
,
care, convertit n uniti de moment, va
reprezenta o valoare pentru T
toti
;
Se procedeaz analog pentru forele F
2
,
F
3
,
F
4
notnd deformaiile
braului cheii x
2
,
x
3
,
x
4
;
Se repet operaiile de la punctul 6 de 3 ori, valorile citite
introducndu-se n tabel, iar pentru valorile medii x
1med
, x
2med
,
x
3med
,
x
4med
se determin T
tot1
, T
tot2
, T
tot3
i T
tot4
din diagrama de
etalonare a cheii dinamometrice.
1.5. Prelucrarea datelor
1. Datele experimentale se nscriu n tabelele 2, 3 i 4.
2. Cu relaiile 5 i 6 se determin coeficienii de frecare '
1i
i
2i
.
3. Se traseaz diagramele '
1i
= f(F
i
) i
2i
= f(F
i
) pe baza datelor din
tabele pentru cuplurile de materiale ncercate.
20
Tabelul 3
Oel/bronz Sgeata
Fora
axial
f
i
Deformaia
braului cheii
dinamometrice
etapa I
T
1i
'
1i
'
1i
Deformaia
braului cheii
dinamometrice
etapa a II-a
T
toti
T
2i
2i
F
1
f
1
y
1
y
1med
= T
11
x
1
x
1med
=
F
2
f
2
y
2
y
2med
= T
12
x
2
x
2med
=
F
3
f
3
y
3
y
3med
= T
13
x
3
x
3med
=
F
4
f
4
y
4
y
4med
= T
14
x
4
x
4med
=
Tabelul 4
Oel/font Sgeata
Fora
axial
f
i
Deformaia
braului cheii
dinamometrice
etapa I
T
1i
'
1i
'
1i
Deformaia
braului cheii
dinamometrice
etapa a II-a
T
toti
T
2i
2i
F
1
f
1
y
1
y
1med
= T
11
x
1
x
1med
=
F
2
f
2
y
2
y
2med
= T
12
x
2
x
2med
=
F
3
f
3
y
3
y
3med
= T
13
x
3
x
3med
=
F
4
f
4
y
4
y
4med
= T
14
x
4
x
4med
=
1.6. Concluzii
Se compar valorile determinate experimental pentru coeficienii de
frecare cu cele date n literatura de specialitate i se explic alura diagramelor.
2. DETERMINRI EXPERMENTALE ASUPRA UNEI
ASAMBLRI CU URUBURI PRESTRNSE
2.1. Scopul lucrrii
uruburile montate cu prestrngere i asupra crora acioneaz i fore
exterioare se ntlnesc n practic la mbinarea capacelor n mecanismele
biel-manivel, la chiulasele motoarelor cu ardere intern, la capacele
recipienilor de nalt presiune, la flanele conductelor cu presiune nalt etc.
Pentru determinarea forei totale care lucreaz asupra tijei urubului este
necesar cunoaterea rigiditii pieselor care formeaz asamblarea respectiv.
Problema se poate rezolva n trei moduri: analitic, grafic i experimental.
Lucrarea are drept scop determinarea experimental a rigiditii
pieselor care formeaz asamblarea i compararea rezultatelor experimentale cu
cele analitice. Grafic sau cu programe de optimizare se pot face studii privind
influena forei de prestrngere i a rigiditilor asupra rezistenei la oboseal a
unei astfel de asamblri.
2.2. Consideraii teoretice
Calculul asamblrilor cu
prestrngere are la baz ipoteza c
solicitrile se produc n domeniul
elastic, adic se respect legea lui
Hooke pentru toate materialele care
formeaz asamblarea.
Se consider mbinarea de
forma i dimensiunile din figura 1,
prestrns la montaj de fora F
0
i
asupra creia acioneaz ulterior i
fora de serviciu F. Dac sub aciunea
forei de prestrngere se stabilete o
stare de echilibru a forelor i
deformaiilor n piesele care formeaz
Fig. 1
l
s
l
s
1
l
s
2
F
t
F
t
F
F
r
F
r
l
p
1
l
p
2
1
d
1
d
D
D1
D
3
d
d
1
D
4
22
asamblarea, la apariia forei de serviciu acest echilibru se modific. Astfel n
urub acioneaz fora F
t
numit for total, iar n piesele strnse fora de
compresiune F
r
va scdea la o valoare inferioar forei de prestrngere.
F
c
r
F
t
F
r
F
F
v
F
o
l
so
l
p l
s
l
po
l
so
Deformaii
F
o
r
e
Fig. 2
Fenomenul se poate urmri pe diagrama forelor i a deformaiilor
prezentat n figura 2 unde notaiile au urmtoarea semnificaie:
so
l deformaia urubului sub aciunea forei de prestrngere F
0
;
s
l deformaia suplimentar a urubului (sub aciunea forei de
serviciu F) identic cu relaxarea pieselor datorat alungirii
suplimentare a urubului;
s so s
l l l + = deformaia total a urubului sub aciunea forei
totale F
t
;
po
l deformaia pieselor strnse sub aciunea forei de prestrngere
F
0
;
s po p
l l l = deformaia remanent a pieselor strnse sub
aciunea forei F
r
.
Se remarc uor c fora total F
t
care solicit urubul la ntindere este
mai mic dect suma F
0
+ F, datorit elasticitii elementelor care formeaz
23
asamblarea. Mrimea deformaiilor prezentate mai sus precum i a forelor F
t
i F
r
depinde de rigiditatea elementelor mbinrii.
Dac fora de serviciu F variaz ciclic se poate pune n eviden o
component variabil a forei care solicit la ntindere urubul. Aceast for,
notat cu F
v
, rezult din diferena F
t
-F
0
i d natere unei solicitri la oboseal
n urub.
Din diagrama forelor i a deformaiilor i innd seama de relaiile
dintre fore i deformaii, respectiv de legea lui Hooke se poate scrie
urmtoarea relaie de calcul a forei variabile:
p s
s
v
C C
C
F F
+
= (1)
unde:
so
s
l
F
C
= =
0
tan rigiditatea urubului;
po
p
l
F
C
= =
0
tan rigiditatea pieselor strnse.
innd seama de dimensiunile pieselor prezentate n figura 1, de faptul
c deformaia total este suma deformaiilor pariale a poriunilor cu seciune
constant putem scrie:
2 1
1 1 1
s s s
C C C
+ = i
2 1
1 1 1
p p p
C C C
+ = (2)
unde:
C
s1
, C
s2
rigiditile celor dou tronsoane deformate ale urubului;
C
p1
, C
p2
rigiditile celor dou piese strnse.
1
1
1
s
s s
s
l
E A
C
= ;
2
2
2
s
s s
s
l
E A
C
= ;
1
1 1
1
p
p p
p
l
E A
C
= ;
2
2 2
2
p
p p
p
l
E A
C
= (3)
4
2
1
1
d
A
s
= ;
4
2
2
d
A
s
= (4)
Relaiile pentru A
p1,2
sunt scrise n condiiile n care materialul
deformat al celor dou piese strnse formeaz la exterior dou mantale
tronconice cu generatoarele nclinate la 45 fa de axa urubului i care se
aproximeaz la exterior, ca form, cu un cilindru.
Aria seciunii pieselor deformate se poate calcula cu relaia:
24
1
2
3
4
7
5
6
8
=
2
3
2
1 4 1
2
1
4
D l D A
p p
;
=
2
3
2
2 4 2
2
1
4
D l D A
p p
(5)
E
s
modulul de elasticitate al materialului urubului, n N/mm
2
;
E
p1,2
modulele de elasticitate pentru materialele pieselor strnse, n
N/mm
2
.
Pentru oel E = 2,110
5
N/mm
2
Observaie
Pentru piulia hexagonal i urubul cu cap hexagonal D
4
=S (S este
deschiderea cheii) iar D
3
este diametrul gurii de trecere. Dac materialul celor
dou piese strnse este acelai se poate utiliza relaia:
+
+
=
2
3
2
2 1
2 4
D
l l
S A
p p
p
(6)
2.3. Utilajul i aparatura utilizat
Pentru realizarea ncercrilor se
folosete un montaj conform figurii 3.
urubul cu cap hexagonal 1
strnge piesele cilindrice 2 i 3 filetate
la exterior pentru a putea fi montate n
bacurile 4 i 5 adaptate la maina
universal de ncercat la traciune.
tiftul 7 mpiedic rotirea relativ a
pieselor 2 i 3 la strngerea piuliei, iar
pana de blocare 6 mpiedic rotirea
relativ a urubului fa de bacul 5 n
cazul n care strngerea se face cu
bacul 5 montat. Pe poriunea nefiletat
a urubului se fixeaz traductori cu
ajutorul crora se poate msura fora
care solicit urubul la ntindere. ntre
piesele 2 i 3 se aeaz folia de staniol
sau hrtie 8 cu ajutorul creia se poate
determina momentul n care fora de
serviciu ajunge la valoarea aa numitei
fore critice (F
cr
, fig.2), n asamblare
Fig. 3
25
neexistnd strngere, asamblarea fiind compromis.
2.4. Desfurarea lucrrii
1. Se msoar dimensiunile tuturor elementelor asamblrii.
2. Se calculeaz rigiditile teoretice C
s
i C
p
.
3. Se calculeaz fora maxim pe care o poate suporta urubul pe baza
solicitrii de ntindere a tijei filetate cu relaia
at s
d
F
=
4
2
1
max
[N] (7)
d
1
diametrul interior al filetului urubului (se ia din STAS);
at
rezistena admisibil la traciune.
Pentru OL50, materialul din care este confecionat urubul,
at
= 50 N/mm
2
.
4. Se adopt mrimea forei de serviciu F = 0,3F
smax
i a forei de
prestrngere F
0
= 0,5F
smax
.
5. Se calculeaz fora variabil (teoretic) F
v
cu relaia 1.
6. Se calculeaz fora total (teoretic) F
t
cu relaia F
t
= F
0
+ F
v
.
7. Se realizeaz montajul conform figurii 3 fr a monta bacurile 4 i 5.
8. Se realizeaz strngerea cu fora F
0
utiliznd pentru aceasta o cheie
dinamometric sau puntea tensometric legat la traductorii de for de pe
urub.
9. Se nurubeaz bacurile 4 i 5 pe piesele 2, respectiv 3, iar
ansamblul se instaleaz pe maina de ncercat la traciune.
10. Se ncarc cu sarcina de serviciu F (mrimea forei F se citete la
sistemul indicator al mainii) dup care se citete din indicaia punii
tensometrice sau a cheii fora total F
te
(experimental).
11. Se ncarc progresiv cu o sarcina suplimentar (astfel nct s nu se
depeasc valoarea forei F
smax
, rel.7) trgnd uor cu mna de foia de staniol
sau hrtie 8 pn cnd aceasta iese dintre piesele 2 i 3 fr a se deteriora. Se
citete, la sistemul indicator al mainii, mrimea forei critice F
cr
(fora la care
asamblarea este compromis).
Atenie! Dac se ajunge la valoarea lui F
smax
i foia 8 nu poate fi
extras, experimentul se oprete. Se repet experimentul ncepnd de la
punctul 4 cu valori mai mici adoptate pentru F
0
(F
0
= 0,2F
smax
i F
0
=
0,4F
smax
).
26
2.5. Prelucrarea datelor
1. Se alege o scar pentru fore i pentru deformaii.
2. Se traseaz la scar diagrama forelor i a deformaiilor pe baza
calculelor teoretice prezentate.
3. Din diagrama astfel trasat se determin F
cr
(fora la care asamblarea
este compromis).
4. Cu ajutorul forei totale dedus experimental F
te
se recalculeaz
rigiditatea efectiv a pieselor strnse cu relaia:
s
o te
s
pe
C
F F
C F
C
= (8)
5. Se trag concluzii privind diferenele dintre valorile teoretice i cele
experimentale (rigiditatea pieselor strnse respectiv fora critic la care nu mai
exist strngere n asamblare).
6. Se face o verificare la oboseal a urubului cu o metod prezentat
sau studiat la disciplina Rezistena materialelor.
3. RANDAMENTUL FILETELOR DE MICARE
3.1. Scopul lucrrii
Scopul direct al lucrrii este acela de a permite determinarea
experimental a randamentului filetelor de micare. Lucrarea face posibil, de
asemenea, s se obin informaii utile de alt natur, referitoare la: msurarea
unui moment de torsiune cu ajutorul unui arc dinamometric; soluii pentru
limitarea cursei urubului testat; izolarea electric, realizat cu un cuplaj
elastic cu elemente din cauciuc.
3.2. Consideraii teoretice
O form a relaiei care exprim randamentul unui filet este:
( ) +
=
2
2
tan
tan
(1)
unde:
2
unghiul de nclinare a elicei pe cilindrul de diametru mediu d
2
;
unghiul de frecare (corespunztor cazului unui filet cu unghiul
de vrf al profilului filetului diferit de zero).
Pe de alt parte, randamentul se mai poate exprima, succesiv, astfel:
1
3
2
10 2 T
p F
d H
p F
L
L
c
u
=
= = (2)
unde:
L
u
lucrul mecanic util;
L
c
lucrul mecanic consumat;
F fora axial [N]; ea reprezint suma dintre sarcina instalat i
greutatea echipamentului mobil axial.
p pasul filetului [mm];
d
2
diametrul mediu al filetului [mm];
H fora tangenial avnd punctul de aplicaie la raza d
2
/2 [N];
T
1
momentul de nurubare [Nm].
28
Fig. 1
n cadrul lucrrii, momentul de nurubare T
1
se determin
experimental cu ajutorul arcului dinamometric (aa cum se va arta la 3.3.3),
29
F este sarcina aleas pentru experiment, iar p este pasul filetului. Cunoscnd
aceste mrimi, din relaia (2) se calculeaz randamentul, iar din relaia (1) se
poate deduce , deoarece
2
se cunoate (
2 2
/ tan d p = ). Cunoscnd
unghiul se poate calcula coeficientul de frecare redus:
= tan (3)
3.3. Descrierea aparaturii
Construcia i funcionarea tandului reies din figura 1. Cupla
cinematic de ncercat este constituit din urubul 18 i piulia 15.
tandul asigur urmtoarele funcii:
a. antrenarea urubului, precum i ridicarea-coborrea echipamentului
mobil n care este ncorporat piulia;
b. ncrcarea axial a cuplei cinematice urub-piuli;
c. msurarea momentului de nurubare.
Aceste funcii sunt explicitate mai jos.
3.3.1. Antrenarea urubului i ridicarea-coborrea piuliei
Elementele care concur la antrenarea urubului n micarea de rotaie
sunt: motorul electric 1, cuplajul elastic cu boluri 3, suportul 2 al motorului -
fixat rigid pe carcasa 6 a reductorului, arborele cu pinion 5 montat pe rulmenii
4 i 25, angrenajul cilindric, arborele cu pinion 23 montat pe rulmenii
poziionai prin capacele 24, angrenajul cilindric cu roata condus 7, arborele
12 montat pe rulmenii 8. Se observ c reductorul este coaxial (arborele de
ieire 12 este coaxial cu arborele de intrare 5). Carcasa lui este montat, prin
intermediul axului tubular 9, pe rulmenii 11 din lagrul 10. Pe arborele 12
este montat capul de antrenare 14. urubul este sferic la extremitatea sa
inferioar i se reazem n lagrul 20. Dup cum se observ, urubul este
poziionat la cele dou capete. Piulia 15 este montat n corpul 17 i poate
efectua doar o micare de translaie. Cursa este limitat sus-jos prin dou
limitatoare de curs cu poziie reglabil.
3.3.2. ncrcarea axial a cuplei cinematice urub-piuli
Se realizeaz cu sarcina 22 legat de traversa 21, care, prin tiranii 19
i corpul 17 ncarc piulia, respectiv urubul.
3.3.3. Msurarea momentului de nurubare
Deoarece statorul motorului electric este solidarizat, prin suportul 2, de
carcasa pivotant a reductorului, la ridicarea sarcinii prin rotirea rotorului
30
ntr-un sens, statorul mpreun cu carcasa reductorului tind s se roteasc n
sens contrar. Aceast rotire este limitat cu ajutorul unui montaj cu arc lamelar
dinamometric etalonat (fig.2).
Pe tamburul 13 (fig.2) sunt fixate flcile 26. La rotirea acestuia una din
flci (n funcie de sensul de rotaie) deformeaz arcul lamelar etalonat 27.
Sgeata acestuia se citete la comparatorul cu cadran 28. Din diagrama de
etalonare a arcului se poate determina valoarea lui T
1
n funcie de sgeata
arcului lamelar.
Fig. 2
3.4. Desfurarea lucrrii
Pentru efectuarea lucrrii se parcurg secvenele de mai jos, n
succesiunea indicat:
a. Se monteaz pe tand cupla urub-piuli de ncercat;
b. Se fixeaz sarcina. Aceasta, adunat cu greutatea echipamentului
mobil axial, constituie fora axial F din urub.
c. Se apas pe butonul care comand coborrea a sarcinii, pentru a o
aduce n poziia de pornire;
d. Se apas pe butonul care comand urcarea sarcinii;
e. n timp ce sarcina urc, se citete sgeata f a arcului;
f. Se coboar sarcina i se repet aceste operaii de cteva ori; se face
media valorilor sgeilor arcului pentru cele n msurtori;
Cu informaiile de mai sus, se procedeaz la procesarea datelor, astfel:
Se identific filetul, prin constatarea formei profilului i prin
msurarea diametrului exterior d i a pasului p; din standarde se
determin diametrul d
2
;
Se calculeaz unghiul de nclinare a elicei
2
(
2 2
/ tan d p = );
31
Se parcurg secvenele a - f de mai sus i se determin, din diagrama
de etalonare a arcului, valoarea momentului de nurubare T
1
,
corespunztor valorii medii a sgeilor arcului;
Se calculeaz randamentul, din relaia (2);
Se determin , din relaia (1);
Se calculeaz coeficientul de frecare real , din relaia (3).
Datele i rezultatele se introduc ntr-un tabel de tipul tabelului1.
Tabelul 1
Nr.
crt
Mrimea Simbol
Unitatea
de msur
Valori
numerice
1 Diametrul exterior al filetului
d mm
2 Pasul
p mm
3 Diametrul mediu al filetului d
2
mm
4 Unghiul de nclinare a elicei
2
grade
5 Fora axial
F N
f
1
f
2
f
3
f
4
6 Sgeata arcului
f
5
Sgeata
medie
f
mm
Valoarea
medie
7 Momentul de nurubare T
1
Nm
8 Randamentul
9 Unghiul de frecare grade
10 Coeficientul de frecare
4. ASAMBLRI CU PENE PARALELE
4.1. Scopul lucrrii
Lucrarea urmrete dimensionarea sau verificarea unei asamblri prin
pene paralele.
4.2. Consideraii teoretice
Penele paralele sunt pene longitudinale cu joc radial. Fac parte din
categoria asamblrilor prin form.
Transmit micarea de rotaie i momentele de torsiune prin intermediul
suprafeelor de contact dintre feele laterale ale penei i canalele din arbore i
butuc. Limitarea momentului de torsiune transmis este impus de tensiunile de
contact dintre aceste suprafee.
Datorit modului de realizare a mbinrii, pe lng solicitarea de
contact pe feele laterale, apare i o solicitare de forfecare a penei n seciune
longitudinal, la suprafaa de separaie arborebutuc.
Penele sunt ajustate n canalele din arbore i butuc, cu ajustaj: normal,
presat sau liber, iar jocul radial apare ntre faa superioar a penei i fundul
canalului de pan din butuc. Cmpul de toleran la limea penei b este h9.
Penele paralele sunt de urmtoarele tipuri: subiri (STAS 9501),
obinuite (STAS 1004), nalte (STAS 12933) i cu guri de fixare (STAS
1006). Se execut n trei forme: A (fig.1,a), B (fig.1,b) i C (fig.1,c).
Penele paralele obinuite, de uz general, sunt destinate, n principal,
pentru mbinri pe capete de arbore cilindrice sau conice, ct i pentru
mbinri pe arbori cu diametrul de la 6 la 500 mm. Se folosesc n asamblri
fixe sau mobile.
Penele paralele subiri se folosesc la mbinri pe capete de arbore
cilindrice i mbinri pe arbori cu diametrul de la 12 la 150 mm. Se recomand
la mbinri n perei subiri. Se utilizeaz n general n asamblri fixe.
Penele paralele nalte se recomand n mbinri la care butucii sunt
executai din font sau alte materiale de rezisten mai mic dect a arborelui.
Se folosesc pentru diametre de arbori de la 30 la 500 mm.
33
Penele paralele cu guri de fixare se monteaz pe arbori cu diametrul
de la 22 la 200 mm prin intermediul a dou uruburi de fixare. Se folosesc
frecvent n asamblri mobile. Nu se recomand pentru arbori tubulari sau
buce cu perei subiri.
Forma i dimensiunile penelor paralele obinuite (STAS 1004) i ale
canalelor corespunztoare din arbore i butuc sunt indicate n figurile 1 i 2,
respectiv n tabelul 1.
Fig. 1
Tabelul 1
Seciunea penei
Adncimea
canalelor de
pan
Diametrul
arborelui
d
b h t
1
t
2
Raze de
racordare r
2
i teituri c
sau r
1
Interval de
lungimi
l
>10 ... 12 4 4 2,5 1,8 0,16 ... 0,08 8 ... 45
>12 ... 17 5 5 3 2,3 10 ... 56
>17 ... 22 6 6 3,5 2,8 14 ... 70
>22 ... 30 8 7 4 3,3
0,25 ... 0,16
18 ... 90
>30 ... 38 10 8 5 3,3 22 ... 110
>38 ... 44 12 8 5 3,3 28 ... 140
>44 ... 50 14 9 5,5 3,8 36 ... 160
>50 ... 58 16 10 6 4,3 45 ... 180
>58 ... 65 18 11 7 4,4
0,4 ... 0,25
50 ... 200
>65 ... 75 20 12 7,5 4,9 56 ... 220
>75 ... 85 22 14 9 5,4 63 ... 250
>85 ... 95 25 14 9 5,4 70 ... 280
>95 ... 110 28 16 10 6,4 80 ... 320
>110 ... 130 32 18 11 7,4
0,6 ... 0,4
90 ... 360
l
h
x
x
b
b
b
c45
sau r
1 l
h
x
x
l
h
x
x
b/2
b/2
a b c
34
Fig. 2
Tabelul 2
Tipul asamblrii i schema de
solicitare
Relaiile de calcul
- pentru asamblri fixe:
as
c as
c
s
h d
T
l
l h d
T
=
4
;
4
af
c
f
l b d
T
=
2
4
as c
p
l h d
T
- pentru asamblri mobile:
a
c
p
l h d
T
p
=
4
a
c
p h d
T
l
4
4
a c
p
p l h d
T
h
l
c
b
f
d
s
F
T
T
A
A
A-A
b
h
B
t
1
t
2
d
+
t
2
d
-
t
1
d
r
2
r
2
B
35
Relaiile de calcul i schema de solicitare a unei asamblri cu pene
paralele sunt indicate n tabelul 2. n acest tabel l i l
c
sunt lungimea
standardizat respectiv lungimea de calcul a penei (l
c
l) (l
c
= l b pentru
forma A; l
c
= l pentru forma B; l
c
= l b/2 pentru forma C).
Tensiunile admisibile la cele dou solicitri se pot lua din tabelele 3 i
4.
Tabelul 3
as
, MPa
Caracterul solicitrii Material
R
m
MPa
R
p02
MPa
Static Pulsatorie
Alternant
simetric
OL 60 590 ... 710 310 ... 330 100 ... 150 70 ... 100 35 ... 50
OLC 45 N
OLC 45 CR
610
700 ... 840
360
480
100
150
70
100
35
50
Oel clit - - 150 ... 180 90 ... 120 40 ... 60
Oel de mic
rezisten
- - 80 ... 100 53 ... 67 27 ... 33
Font
prelucrat
- - 70 ... 80 47 ... 53 23 ... 27
Tabelul 4
af
, MPa
Caracterul solicitrii Material pan
R
m
MPa
R
p02
MPa
Static Pulsatorie
Alternant
simetric
OL 60 590 ... 710 310 ... 330 96 ... 144 64 ... 96 32 ... 48
OLC 45 610 360 96 ... 144 64 ... 96 32 ... 48
Oel de mic
rezisten
- - 72 ... 95 48 ... 64 24 ... 32
Font
prelucrat
- - 30 ... 35 20 ... 23 10 ... 12
Tensiunile admisibile n asamblrile fixe se pot calcula cu relaiile:
( )
02
5 , 0 ... 3 , 0
p as
R = conform caracterului solicitrii; R
p02
limita
de curgere a materialului celui mai slab din cuplele panarbore i pan
butuc;
36
( )
02
3 , 0 ... 2 , 0
p af
R = conform caracterului solicitrii; R
p02
limita
de curgere a materialului penei.
n asamblrile mobile tensiunile admisibile de contact pot fi:
30 ... 10 =
a
p MPa sau: ( )
02
2 , 0 ... 1 , 0
p a
R p =
Lungimile standardizate ale penelor paralele sunt indicate n tabelul 5.
Tabelul 5
6 8 10 12 14 16 18 20 22 25 28 32
36 40 45 50 56 63 70 80 90 100 110 125
l
mm
140 160 180 200 220 250 280 320 360 400 450 500
Notarea penelor paralele se face indicnd: Pan simbolul formei
dimensiunile bxhxl i numrul standardului. Pentru o pan paralel obinuit
de forma A cu dimensiunile b = 8 mm, h = 7 mm i l = 28 mm notarea este:
Pan A 8x7x28 STAS 1004.
4.3. Utilajul i aparatura necesar
Pentru efectuarea lucrrii sunt necesare: un set de pene paralele de
diferite tipuri i instrumente de msur (ublere, micrometre).
4.4. Desfurarea lucrrii
Lucrarea se poate desfura n dou feluri i anume:
1. Se d o pan paralel. Se cere:
desenul de execuie al penei (schi de mn cotat);
identificarea i notarea penei conform STAS;
stabilirea materialului penei;
stabilirea materialului arborelui i butucului;
alegerea diametrului arborelui (d) n funcie de seciunea penei
(bxh);
stabilirea tensiunii admisibile
as
funcie de cuplul de materiale
panarbore, respectiv panbutuc;
calculul momentului capabil al penei (T
p
);
calculul momentului capabil al arborelui T
a
, alegnd n prealabil
at
;
compararea critic a celor dou momente de torsiune;
verificarea penei la forfecare.
2. Se dau: momentul de torsiune de transmis (T), tipul penei i tipul
asamblrii. Se cere:
37
predimensionarea arborelui la torsiune (d), alegnd n prealabil
materialul acestuia;
alegerea seciunii penei (bxh) n funcie de diametrul arborelui;
2.1. Limea butucului impus:
alegerea unei lungimi standardizate a penei funcie de tipul penei i
de limea butucului;
notarea penei conform STAS;
calculul momentului capabil al penei (T
p
), stabilind n prealabil
as
;
compararea celor dou momente de torsiune (T
p
i T) i prescrierea
msurilor adecvate;
verificarea penei la forfecare.
2.2. Limea butucului nu este impus:
se calculeaz lungimea necesar a penei (l
c
) i se alege o lungime
standardizat (l l
c
);
notarea penei conform STAS;
calculul momentului capabil al penei (T
p
), stabilind n prealabil
as
;
compararea celor dou momente de torsiune i prescrierea
msurilor adecvate;
verificarea penei la forfecare.
4.5. Prelucrarea datelor
Datele alese i cele calculate se vor nota n tabelul 6.
Tabelul 6
Pan Arbore
Nr.
crt.
Notare
Mate-
rial
as
MPa
T
Nm
af
MPa
f
MPa
l
c
mm
d
mm
Mate-
rial
at
MPa
T
Nm
T
pan
T
arbore
Obs.
5. ASAMBLRI PRIN CANELURI
5.1. Scopul lucrrii
Lucrarea urmrete dimensionarea i verificarea unei asamblri prin
caneluri.
5.2. Consideraii teoretice
Asamblrile prin caneluri sunt asamblri directe, prin form. Se
caracterizeaz prin prezena pe periferia arborelui a unor proeminene
prismatice care alterneaz cu canale (goluri), iar mbinarea se realizeaz astfel
nct proeminenele arborelui intr n canalele butucului i invers. Se
aseamn cu o asamblare cu pene paralele multiple amplasate uniform pe
periferia arborelui i butucului, fcnd corp comun cu acestea.
Clasificarea asamblrilor canelate (fig.1) se face dup criteriile
menionate n tabelul 1.
Fig. 1
Forma, dimensiunile i toleranele canelurile dreptunghiulare,
triunghiulare i n evolvent sunt standardizate (tabelul 2). Standardele
stabilesc de asemenea i modul de centrare a asamblrilor canelate respective.
39
Fig. 2
Tabelul 1
Clasificarea asamblrilor canelate
Dup profilul canelurii Dup felul centrrii
Dup mobilitatea
pieselor asamblate
Dreptunghiular (fig.1,a) Interioar (fig.2,a) Fixe
Triunghiular (fig.1,b) Exterioar (fig.2,b) Mobile
n evolvent (fig.1,c)
Lateral (pe flancuri)
(fig.2,c)
Tabelul 2
Caneluri dreptunghiulare Caneluri triunghiulare Caneluri n evolvent
Denumire STAS Denumire STAS Denumire STAS
Calculul mbinrilor
canelate
1767 Dimensiuni 7346
Profilul de
referin
12154
Serie uoar
dimensiuni
1768 Dimensiuni 6858
Serie mijlocie-
dimensiuni
1769
Serie grea
dimensiuni
1770
Tolerane i ajustaje 6565
Tolerane 8489
Tolerane i
ajustaje
7338
Cele mai utilizate n prezent sunt canelurile dreptunghiulare. Se
utilizeaz n asamblri fixe sau mobile, caracterul fix sau mobil reflectndu-se
asupra dimensiunilor profilului precum i asupra modului de centrare. n
40
funcie de mrimea momentului de torsiune pe care l pot transmite, condiiile
de lucru i felul asamblrii, canelurile dreptunghiulare se execut n trei serii:
uoar, mijlocie i grea (tabelul 3).
Tabelul 3
Domeniul de utilizare
Seria
T
caneluri
/T
arbore
Tipul asamblrii
Lungimea L
recomandat
pentru butuc
Uoar
STAS 1768
inferior fix
d L = 5 , 1
Mijlocie
STAS 1769
egal
fix sau mobil,
cuplare n gol
( ) d L = 5 , 2 ... 5 , 1
Grea
STAS 1770
egal
mobil,
cuplare n sarcin
( ) d L = 5 , 2 ... 5 , 1
Asamblrile canelate cu profil dreptunghiular se caracterizeaz prin
urmtoarele dimensiuni nominale: numrul de caneluri z, diametrul interior d,
diametrul exterior D, limea canelurii b.
Fig. 3
Dimensiunile nominale i dimensiunile de execuie ale arborilor i
butucilor canelai cu profil dreptunghiular sunt indicate n figura 4, tabelul 4
serie uoar, tabelul 5 serie mijlocie i tabelul 6 serie grea.
41
Fig. 4
Tabelul 4
Centrare c
Dimensiuni
zxdxDxb
z
Tip Simbol
d D b
d
1
min
f
min nominal abateri
r
max
6x23x26x6 23 26 6 22,1 3,54
6x26x30x6
Inte-
rioar
d
26 30 6 24,6 3,85
6x28x32x7
6
28 32 7 26,7 4,03
0,3 0,2
8x32x36x6 32 36 6 30,4 2,71
8x36x40x7 36 40 7 34,5 3,46
8x42x46x8 42 46 8 40,4 5,03
8x46x50x9 46 50 9 44,6 5,75
0,4
+0,2
0
0,3
8x52x58x10 52 58 10 49,7 4,89
8x56x62x10 56 62 10 53,6 6,38
8x62x68x12
8
62 68 12 59,8 7,31
10x72x78x12 72 78 12 69,6 5,45
10x82x88x12 82 88 12 79,3 8,62
10x92x98x14 92 98 14 89,4 10,08
10x102x108x16 102 108 16 99,9 11,49
10x112x120x18
10
Inte-
rioar
sau pe
flancuri
d
sau
b
112 120 18 108,8 10,72
0,5
+0,3
0
0,5
42
Tabelul 5
Centrare c
Dimensiuni
zxdxDxb
z
Tip Simbol
d D b
d
1
min
f
min nominal abateri
r
max
6x11x14x3 11 14 3,0 9,9
6x13x16x3,5 13 16 3,5 12,0
6x16x20x4 16 20 4,0 14,5
6x18x22x5
Exte-
rioar
D
18 22 5,0 16,7
-
6x21x25x5 21 25 5,0 19,5 1,95
6x23x28x6 23 28 6,0 21,3 1,84
0,3 0,2
6x26x32x6 26 32 6,0 23,4 1,65
6x28x34x7
6
Inte-
rioar
d
28 34 7,0 25,9 1,70
8x32x38x6 32 38 6,0 29,4 -
8x36x42x7 36 42 7,0 33,5 1,02
8x42x48x8 42 48 8,0 39,5 2,57
0,4
+0,2
0
0,3
8x46x54x9 46 54 9,0 42,7 -
8x52x60x10 52 60 10,0 48,7 2,44
8x56x65x10 56 65 10,0 52,2 2,50
8x62x72x12
8
62 72 12,0 57,8 2,40
10x72x82x12 72 82 12,0 67,4 -
10x82x92x12 82 92 12,0 77,1 3,00
10x92x102x14 92 102 14,0 87,3 4,50
10x102x112x16 102 112 16,0 97,7 6,30
10x112x125x18
10
Inte-
rioar
sau
pe
flancuri
d
sau
b
112 125 18,0 106,3 4,40
0,5
+0,3
0
0,5
Calculul asamblrilor canelate cu profil dreptunghiular se face la
solicitarea de contact.
Solicitarea de forfecare ce apare la toate tipurile de centrri este
periculoas la caneluri netratate termic (HRC 20). Solicitarea la ncovoiere
a canelurii apare la centrarea interioar i exterioar nefiind periculoas.
Schema de solicitare i relaiile de calcul sunt indicate n tabelul 8, iar
tensiunile de contact admisibile n tabelul 7.
Prin condiii de lucru grele se neleg: ocuri n ambele sensuri,
vibraii, condiii nefavorabile de ungere, tolerane largi, cuplare n sarcin,
suprasarcini mai mari de 25 %.
Prin condiii de lucru mijlocii se neleg: suprasarcini pn la 10 ... 15
% din sarcina constant, cuplare n gol, ungere srac, execuie i tolerane
strnse.
Prin condiii de lucru uoare se neleg: sarcin variabil de pn la 5
% din sarcina static.
43
Tabelul 6
Centrare c
Dimensiuni
zxdxDxb
z
Tip Simbol
d D b
d
1
min nominal abateri
r
max
10x16x20x2,5 16 20 2,5 14,1
10x18x23x3 18 23 3,0 15,6
10x21x26x3 21 26 3,0 18,5
10x23x29x4 23 29 4,0 20,3
0,3 0,2
10x26x32x4 26 32 4,0 23,0
10x28x35x4 28 35 4,0 24,4
10x32x40x5 32 40 5,0 28,0
10x36x45x5 36 45 5,0 31,3
10x42x52x6 42 52 6,0 36,9
0,4
+0,2
0
0,3
10x46x56x7
10
Inte-
rioar
sau
pe
flancuri
d
sau
b
46 56 7,0 40,9
16x52x60x5 52 60 5,0 47,0
16x56x65x5 56 65 5,0 50,6
16x62x72x6 62 72 6,0 56,9
16x72x82x7
16
72 82 7,0 65,0
20x82x92x6 82 92 6,0 75,6
20x92x102x7 92 102 7,0 85,5
20x102x115x8 102 115 8,0 94,0
20x112x125x9
20
Pe
flancuri
b
112 125 9,0 104,0
0,5
+0,3
0
0,5
Tabelul 7
as
, MPa
Condiii de lucru
Funcionarea asamblrii canelate
uoare mijlocii grele
Butucul fix pe arbore 80 ... 150 60 ... 100 40 ... 70
cuplare n gol 30 ... 50 20 ... 40 15 ... 30
Butucul
alunector pe
arbore
cuplare n sarcin 10 ... 20 5 ... 15 3 ... 10
Valorile din tabelul 7 sunt valabile pentru oeluri cu R
m
= 1000 MPa;
pentru materiale cu R
m
1000
MPa tensiunea de contact admisibil se va
calcula cu relaia:
tabel as
real m
real as
R
=
1000
(1)
44
Tabelul 8
Schema de solicitare Relaiile de calcul
asamblri fixe i mobile:
as
m
s
c
d D
L z d k
T
2
2
2
c
d D
L z d k T
as m cap
2
2 2
1
.
c
d D
L z d k
T
L
as m
2
2
2
min
( ) D d d
m
+ =
2
1
as
tabelul 7
k coeficient de repartizare neuniform
a sarcinii la solicitarea de contact
8 , 0 =
k caneluri obinute prin rulare
7 , 0 =
k caneluri obinute prin divizare
c teitura canelurii (vezi STAS)
af
m
f
d z L b k
T
=
2
5 , 0 =
k coeficient de repartizare
neuniform a sarcinii la solicitarea de
forfecare
( )
02
3 , 0 ... 2 , 0
p af
R = valoarea minim
la asamblri mobile iar valoarea maxim la
asamblri fixe
R
p02
limita de curgere a materialului celui
mai slab din cupla arborebutuc canelat
Diametrul arborelui canelat poate fi stabilit prin predimensionare la
torsiune cu relaia:
3
min
16
at
t
M
d
;
min
d d
STAS
(2)
T
45
unde: 30 ... 15 =
at
MPa valori mici pentru arbori lungi i valori mari pentru
arbori scuri rigizi.
Diametrul d se poate stabili i constructiv proiectnd arborele de la
captul de arbore.
Notarea arborilor i butucilor canelai trebuie s cuprind:
simbolul suprafeei de centrare (d, D sau b);
numrul de caneluri z, dimensiunea nominal d, dimensiunea
nominal D i dimensiunea nominal b, desprite prin semnul x,
conform standardului dimensional respectiv;
simbolurile cmpurilor de toleran al diametrului de centrare i al
dimensiunii b, dispuse lng dimensiunile respective (STAS 6565).
Exemple de notare:
centrare interioar: d 8x46
6
7
g
H
x54x9
7
8
h
F
centrare exterioar: D 8x46x54
7
7
f
H
x9
8
9
e
D
centrare pe flancuri: b 8x46x54x9
9
10
d
F
5.3. Desfurarea lucrrii
Lucrarea se poate desfura n dou moduri distincte i anume:
1. Se indic: locul de utilizare al asamblrii canelate, momentul de
torsiune care trebuie transmis, modul de cuplare, condiiile de lucru,
materialele arborelui i al butucului canelat. Se cere:
alegerea captului de arbore conform STAS 8724, impunnd, n
funcie de condiiile iniiale date n tem, coloana a, b sau c;
proiectarea constructiv a arborelui plecnd de la captul de arbore;
verificarea diametrului d
min
n zona canelat prin calculul la
torsiune (relaia 2);
stabilirea seriei de execuie i alegerea asamblrii canelate adecvate
zxdxDxb (tabelele 4...6);
stabilirea modului de centrare i alegerea ajustajului asamblrii
canelate (STAS 6565);
notarea asamblrii canelate conform STAS 6565;
alegerea tensiunii admisibile de contact
as
(tabelul 7);
calculul lungimii minime necesare a butucului canelat, innd
seama de teituri;
46
definitivarea lungimii butucului canelat L funcie de condiiile
constructive impuse;
verificarea asamblrii canelate la solicitarea de contact
s
(tabelul
8).
desenul asamblrii canelate proiectate sub forma unei schie de
mn cotate.
2. Se d: o asamblare canelat, momentul de torsiune de transmis T,
materialele arborelui i butucului, condiiile de lucru. Se cere:
identificarea seriei de execuie, centrrii i notarea asamblrii
conform STAS 6565;
prescrierea ajustajului adecvat conform STAS 6565;
desenul asamblrii canelate sub forma unei schie cotate;
alegerea tensiunii admisibile de contact (tabelul 7);
calculul momentului de torsiune transmisibil prin asamblare T
cap
;
compararea celor dou momente de torsiune (T
cap
T);
verificarea asamblrii canelate la solicitarea de tensiune de contact;
verificarea asamblrii canelate la solicitarea de forfecare, dac este
cazul.
5.4. Prelucrarea datelor
Datele msurate i calculate se vor nscrie n tabelele 9 i 10.
Tabelul 9
Arbore canelat Butuc canelat
Nr.
crt.
Material
at
T
d
min
Notare Material L t Notare
Tabelul 10
Asamblare canelat
Nr.
crt.
Condiii de
lucru
Tip Notare T
T
cap
L
s
f
6. DETERMINAREA EXPERIMENTAL A
MOMENTULUI DE TORSIUNE TRANSMISIBIL PRINTR-O
MBINARE CU PENE INELARE
6.1. Scopul lucrrii
Lucrarea urmrete determinarea experimental a mrimii momentului
de torsiune transmisibil cu una, respectiv cu dou perechi de pene inelare i
compararea acestor valori cu cele ale momentelor de torsiune calculate cu
relaiile existente n literatura de specialitate.
6.2. Consideraii teoretice
Asamblrile cu pene inelare transmit momentele de torsiune prin
intermediul forelor de frecare de pe suprafaa de contact a arborelui i
butucului cu inelele elastice.
n figura 1,a s-a reprezentat o mbinare cu o singur pereche de pene
inelare. Pentru a fi posibil montajul, iniial penele sunt introduse cu joc.
Fig. 1
Sub aciunea forei axiale F, inelele tronconice 3 i 4 se deformeaz
elastic i solidarizeaz butucul 1 de arborele 2.
d
F
a b
1
2
3
4
F
R
1
P
1
P
1
R
1
R
R
P
P
48
ntre pene i arbore, respectiv butuc, apar fore de apsare P
1
i de
frecare R
1
, figura 1,b.
Mrimea forei P
1
se poate calcula cu relaia:
+
=
2 tan
1
F
P (1)
Momentul teoretic transmis prin intermediul unei perechi de pene este:
) 2 (tan 2 2
1 1
+
= =
d
F
d
P T (2)
unde:
coeficientul de frecare;
d diametrul arborelui;
unghiul la vrf al penelor.
n realitate, momentul de torsiune transmisibil este mai mic, apsarea
P
1
nefiind creat de fora F ci de o for mai mic F-F
0
, unde fora F
0
este
necesar deformrii radiale a inelelor pn la anularea jocului.
Momentul real T
r1
este:
) 2 (tan 2
) (
0 1
+
=
d
F F T
r
(3)
Mrimea forei axiale F
0
se poate determina cu ajutorul relaiilor din
teoria elasticitii:
+
=
tan 1
tan 2
0
E
d
j A
F
m
(4)
unde:
A aria seciunii radiale a unui inel;
2j jocul diametral dintre inelul exterior i butuc;
d
m
diametrul mediu al perechii de pene inelare, adic:
2
d D
d
m
+
=
D diametrul alezajului butucului;
d diametrul arborelui;
E modulul de elasticitate;
coeficientul de frecare;
unghiul la vrf al penelor.
49
n cazul montrii a dou perechi de pene, figura 2, momentul
transmisibil T
t
va fi mai mare dect n cazul unei singure perechi de pene, dar
nu va fi dublul acestuia.
2 2
2 1 2 1
d
P
d
P T T T
t
+ = + = (5)
Fig. 2
Din echilibrul forelor care lucreaz asupra celor dou perechi de pene
se poate scrie:
1 1
2 R F F + = rezultnd c:
+
=
2 tan
tan
1
F
F (6)
iar:
+
=
2 tan
1
2
F
P sau
2 2
) 2 (tan
tan
+
=
F
P (7)
nlocuind n relaia 5 valoarea lui P
1
din relaia 1 i a lui P
2
din relaia
7 rezult:
)
2 tan
tan
1 ( )
2 tan
tan
1 (
) 2 (tan 2
1
+
+ =
+
+
+
= T
d
F T
t
(8)
O valoare mai apropiat de realitate se obine dac se va nlocui T
1
cu
T
r1
.
( )
( )
+
+ =
+
+
+
=
2 tan
tan
1
2 tan
tan
1
2 tan 2
1 0 r tr
T
d
F F T (9)
Practica a artat c mrimea momentului de torsiune T
t
este mai mic
dect cea calculat cu relaia (9) datorit faptului c presiunea de contact
dintre pene i arbore, respectiv butuc nu se repartizeaz uniform, ci dup o
hiperbol.
d
a b
F
F
F
1
F
1
F
2
P
1
R
1 R
2
P
2
P
1
P
2
R
1
R
2
50
Uzual se calculeaz:
1
5 , 1 T T
tr
= (10)
6.3. Utilajul i aparatura utilizat
Ca epruvet se utilizeaz cuplul bucarbore 1, 2 (fig.3) asamblate
ntre ele cu penele de ncercat 3, respectiv 3 i4, adaptate la standul de ncercat
seraje.
Fig. 3
Construcia standului se descrie n lucrarea 8.
Pe partea superioar a arborelui 1 (fig.3) se monteaz un rulment axial
pentru a permite rotirea arborelui fa de urubul de for. Arborele 1 este
executat din OLC 45 clit la HRC 45 50, iar buca 2 din OLC 45 n stare
normalizat. Penele inelare se confecioneaz din oel de arc.
Unghiul la vrf al penelor = 12. ntre arbore i pene exist ajustaj
alunector
7
7
h
H
iar ntre buc i pene un ajustaj cu joc
7
7
f
H
.
Pentru determinarea jocului efectiv se utilizeaz un micrometru de
interior i unul de exterior.
1
2
3
a b
1
2
3
4
F
F
51
6.4. Desfurarea lucrrii
1. Se msoar dimensiunile elementelor asamblrii cu precizia de 10
-2
mm i se stabilesc ajustajele efective cu care se asambleaz ele.
2. Se monteaz asamblarea conform figurii 3,a n stare uns pentru a
evita griparea.
3. Ansamblul montat se introduce n standul de ncercat seraje.
4. Se aeaz rulmentul axial pe partea superioar a arborelui.
5. Prin intermediul urubului de for se creeaz fora de apsare axial
F, mrimea adoptndu-se ntre 20000 i 30000 N, iar evaluarea fcndu-se cu
ajutorul manometrului de for i a diagramei de etalonare.
6. Se rotete arborele canelat prin intermediul subansamblului de rotire
pn patineaz iar cu ajutorul manometrului de rotire i a diagramei de
etalonare se determin momentul efectiv transmisibil printr-o singur pereche
de pene T
1e
.
7. Se scoate asamblarea din stand i se monteaz i a doua pereche de
pene inelare conform figurii 3,b.
8. Se repet operaiile de la punctele 3 6, mrimea forei de apsare
meninndu-se, ca n cazul unei singure perechi de pene inelare, determinnd
astfel pe T
te
.
9. Se repet operaiile de la punctele 2 8 de trei ori, rezultatele
trecndu-se n tabelul 1.
Tabelul 1
Nr. exp.
d
mm
D
mm
2j
m
F
N
T
1e
Nm
T
te
Nm
Observaii: 2j este jocul diametral efectiv ntre buc i pene.
n calcule se va utiliza media msurtorilor.
6.5. Prelucrarea datelor
n funcie de starea suprafeelor se adopt valoarea minim (
min
) i
(
max
) pentru coeficientul de frecare dintre arbore i pene.
Se calculeaz mrimea forei F
0
cu relaia (4) adoptnd pentru
coeficientul de frecare o valoare medie.
52
Se calculeaz momentul teoretic transmisibil T
1
cu relaia (2) i T
r1
cu
expresia (3), att pentru
min
ct i pentru
max
, obinnd patru valori T
1min
,
T
1max
respectiv T
r1min
i T
r1max
.
Cu relaiile (8) i (9) pentru
min
i
max
se determin momentele T
tmin
,
T
tmax
respectiv T
trmin
i T
trmax
.
Se calculeaz i momentul
tr
T cu relaia (10).
Rezultatele se trec n tabelul 2.
Tabelul 2
T
1
T
r1
T
1e
T
t
T
tr
T
tr
T
te
min
max
Rezultatele se vor interpreta i se vor trage concluzii asupra
aproximaiilor pe care le introduc calculele teoretice avnd n vedere starea
suprafeelor, abaterile de form ale arborelui, bucei i penelor etc.
7. STUDIUL ASAMBLRILOR CU BRRI ELASTICE
7.1. Scopul lucrrii
Lucrarea are drept scop verificarea experimental a relaiilor teoretice
de calcul a momentelor de torsiune maxime care pot fi transmise de
asamblrile cu brar elastic.
7.2. Consideraii teoretice
Relaiile teoretice de calcul ale momentelor de torsiune maxime
(capabile) care pot fi transmise de asamblrile cu brar elastic au la baz
anumite legi de repartizare a presiunilor de contact dintre brar i arbore,
care depind de rigiditatea brrii i de tipul ajustajului de montaj al acesteia
pe arbore.
Rigiditatea unei brri elastice este funcie de raportul
d
D
i crete
mpreun cu acesta. O rigiditate medie avem pentru ( ) 8 , 1 .... 5 , 1
d
D
astfel:
pentru valori mai mici considerm cazul brrii elastice (nerigid);
pentru valori mai mari considerm cazul brrii rigide.
D
d
p
max
a.
F
s
F
s
F
F
a
d
p
max
a
b.
F
F
F
s
F
s
Fig. 1
54
Relaiile teoretice de calcul ale momentelor de torsiune capabile sunt
diferite de la caz la caz, depind de soluia constructiv i de modul de
repartizare a presiunilor de contact pe suprafaa cilindric a arborelui. Se pot
avea n vedere urmtoarele situaii:
I. n cazul unei brri rigide cu joc iniial, presiunea de contact se
repartizeaz pe o suprafa redus (fig.1,a). Momentul transmisibil T
I
se
determin astfel:
( ) d a F T
s I
+ =
2 10
3
[Nm] (1)
unde:
F
s
fora de strngere din urub, [N];
coeficientul de frecare dintre brar i arbore;
d diametrul arborelui, [mm];
a distana dintre axa urubului i axa brrii, [mm].
II. n cazul unei brri elastice cu joc iniial sau al unei brri rigide
fr joc iniial, presiunea de contact se repartizeaz dup o lege cosinusoidal
(situaie mai favorabil) (fig.1,b). Relaia teoretic de calcul a momentului
este:
( ) d a F T
s II
+
=
2 10
4
3
[Nm] (2)
III. n cazul unei brri montat cu strngere iniial cunoscut (seraj),
presiunea de contact se repartizeaz uniform pe suprafaa arborelui, iar
momentul transmisibil se determin ca sum a dou momente:
Il
III
l
III III
T T T + = (3)
unde:
l
III
T momentul transmisibil n cazul unei simple asamblri prin
strngere proprie (seraj);
ll
III
T momentul transmisibil dac s-ar lua n considerare doar
strngerea realizat prin strngerea uruburilor, fr a lua n
considerare serajul (vezi cazul II).
Dac inem seama de relaiile aplicate n cazul asamblrilor prin
strngere proprie i de cele prezentate n cazul II, relaiile teoretice vor fi de
forma:
d p l d T
l
III
=
3
10
2
1
[Nm] (4)
55
p presiunea de contact se determin cu relaia:
=
2
2
1
1
3
10
E
K
E
K
d
s
p [N/mm
2
] (5)
s strngerea realizat la montaj, rezultat ca diferena dintre
diametrul efectiv al arborelui d
a
i diametrul efectiv al alezajului brrii d
b
:
b a
d d s = [m] (6)
K
1
, K
2
coeficieni care se calculeaz cu relaiile:
1 1
1 = K (7)
2 2 2
2 2
2
+
+
=
d D
d D
K (8)
unde:
d diametrul nominal al arborelui, [mm];
D diametrul exterior al brrii, [mm];
2 1
, coeficienii lui Poisson pentru cele dou materiale (arbore i
brar). Pentru oel 3 , 0 = ;
2 1
, E E modulele de elasticitate pentru cele dou materiale (arbore i
brar). Pentru oel
5
10 1 , 2 = E [N/mm
2
].
Momentul
ll
III
T se determin cu relaia prezentat la cazul II:
( ) d a F T
s
ll
III
+
=
2 10
4
3
[Nm] (9)
7.3. Utilajul i aparatura utilizat
Pentru determinarea experiment a momentului de torsiune transmis de
asamblarea cu brara elastic se utilizeaz un dispozitiv de strngere a brrii
reprezentat n figura 2 montat pe un stand reprezentat schematic n figura 3.
Arborele 8 asigur transmitere momentului de torsiune de la arborele
motor la arborele condus al standului pe care se fac msurtorile. Prin
intermediul arborilor 2 i 8 dispozitivul se monteaz ntre capetele de prindere
9 i 10 ale standului. Capul de prindere 10, legat solidar de arborele motor,
este antrenat n micare de rotaie manual cu ajutorul unui reductor melcat 11.
Capul de prindere 9, legat solidar de arborele condus, este legat de arcul
56
dinamometric 15 printr-un sistem de prghii. Deformaia (sgeata) arcului se
msoar cu ajutorul ceasului comparator 16 fixat pe batiul standului. Sania 12
permite deplasarea axial a ntregului ansamblu legat de arborele condus.
Aceast deplasare este realizat prin acionarea manual a roii 14 montat pe
urubul 13.
10 9
11
12
13 14 15 16
Fig.3
2
1
d
1
4 5
6
7
8
l
D
Fig.2
3
57
7.4. Desfurarea lucrrii
Se parcurg urmtoarele etape:
7.4.1. Calculul momentului de torsiune transmisibil
1. Se msoar cu micrometrul diametrul efectiv al arborelui i al
alezajului brrii. Se stabilete tipul (cu joc sau cu strngere).
2. Se identific, prin msurarea diametrului exterior, mrimea filetului
urubului 3 i se ia din STAS diametrul d
1
al acestuia.
3. Se calculeaz fora de strngere admisibil.
at sa
d
F
=
4
1
2
1
[N] (10)
unde:
=1,3 coeficientul care ine seama de rsucirea urubului n
momentul strngerii;
d
1
diametrul interior al filetului urubului;
at
=50 N/mm
2
rezistena admisibil la traciune pentru OL50,
materialul din care este confecionat urubul.
4. Se calculeaz forele efective F
si
la care facem ncercrile
experimentale i = 1...4:
sa s
F F =
4
1
1
;
sa s
F F =
2
1
2
;
sa s
F F =
4
3
3
;
sa s
F F =
4
(11)
5. Se calculeaz valoarea medie a presiunii de contact .
a) Dac brara se monteaz fr strngere iniial
d l
F
p
i
mi
= [N/mm
2
] (12)
unde, F
i
se calculeaz astfel:
pentru o brar rigid montat cu joc (vezi cazul I)
( )
d
d a F
F
si
i
+
=
2
[N] (13)
pentru o brar cu repartizare cosinusoidal a presiunii(vezi cazul II)
( )
d
d a F
F
si
i
+
=
2
4
[N] (14)
b) Dac brara se monteaz cu strngere iniial
58
mi i
p p p + = [N/mm
2
] (15)
unde p se determin cu relaia (5) iar p
mi
cu relaia(12)
6. Se stabilete valoarea
coeficientului de frecare n funcie
de presiunea de contact i de
rugozitatea suprafeei pe baza figurii 4
(curba 1 se refer la suprafee
prelucrate prin alezare, curba 2 la
suprafee rectificate). Pentru p se ia
valoarea determinat cu relaia (5).
Fig. 4
7. Se calculeaz momentul de torsiune transmisibil cu una din relaiile
1, 2 sau 3 n funcie de cazul n care se ncadreaz brara (vezi cazul I, II sau
III).
7.4.2. Determinarea experimental a momentului de torsiune capabil
1. Se face montajul din figura 2.
2. Se monteaz asamblarea pe stand.
3. Se fixeaz acul indicator al comparatorului 6 la zero.
4. Se strnge piulia 4 pn la realizarea forei F
si
Se utilizeaz n acest
scop o diagram de etalonare a arcului dinamometric 5.
5. Se fixeaz acul indicator al comparatorului 16 la zero.
6. Se rotete lent dar continuu manivela reductorului pn cnd brara
patineaz pe arbore. n acest moment se noteaz indicaia acului
comparatorului 16.
7. Din diagrama de etalonare a arcului dinamometric 15 se determin
momentul de torsiune capabil la care s-a produs patinarea.
8. Se repet operaiile 4...7 pentru toate forele F
si
.
7.5. Prelucrarea datelor
1. Se completeaz tabelul 1 cu datele teoretice i experimentale.
2. Se traseaz pe acelai grafic curba de variaie a momentului de
torsiune n funcie de fora de strngere F
si.
(o curb pentru determinri
experimentale i una pentru calcule teoretice).
3.Concluzii i comentarii.
0,10
0,06
0,14
0,18
0,22
0,26
50 100
P[N/mm
2
]
2
1
p
59
Tabelul 1
Nr.
crt.
Denumire Simbol U.M.
Val.
calc.
Val.
ms.
1 Diametrul efectiv al arborelui d
a
mm -
2 Diametrul efectiv al alezajului d
b
mm -
3 Jocul sau strngerea iniial d
b
-d
a
m -
4 Diametrul exterior al brrii D mm -
5 Diametrul nominal al arborelui d mm -
6 Raportul diametrelor D/d - -
7 Limea brrii l mm -
8 Diametrul exterior al filetului d
s
mm -
9 Diametrul interior al filetului d
1
mm -
10 Fora de strngere admisibil F
sa
N
-
11 Coeficientul de frecare
-
12 Presiunea datorat ajustajului p N/mm
2
-
p
m1
N/mm
2
-
p
m2
N/mm
2
-
p
m3
N/mm
2
-
12 Presiunea medie
p
m4
N/mm
2
-
T
1
Nm
T
2
Nm
T
3
Nm
14 Momentul de torsiune transmis
T
4
Nm
8. STUDIUL EXPERIMENTAL AL ASAMBLRILOR
PRIN STRNGERE PROPRIE (SERAJE)
8.1. Scopul lucrrii
Lucrarea urmrete trasarea diagramei de variaie a forei de presare i
a forei de depresare, precum i determinarea experimental a coeficienilor de
frecare la presare, depresare i rotire, pentru asamblrile tip arborebuc.
8.2. Consideraii teoretice
Serajele sunt asamblri realizate prin apsarea reciproc a pieselor pe
suprafee cilindrice folosind numai diferena de dimensiuni corespunztoare
ajustajelor presate, fr nici un alt organ suplimentar. Meninerea asamblrii se
face numai prin forele de frecare ce iau natere pe suprafeele de contact ale
pieselor asamblate. O asemenea asamblare tip arborebuc este prezentat n
figura 1.
Fig. 1
Aceste asamblri sunt frecvent ntlnite n construcia de maini la
montarea rulmenilor pe arbori i n carcase, a bandajelor roilor de vagon, a
coroanelor roilor dinate, a elementelor arborilor cotii etc. Ca avantaje ale
folosirii serajelor se pot meniona: capacitatea portant foarte mare,
economisirea de materiale deficitare, asamblarea nu necesit elemente
suplimentare. Ca dezavantaje, se constat practic c nu se pot face montri i
demontri repetate, iar la un lot aparent identic de seraje rezult strngeri
d
e
D
e
d
e
D
e
A
A
d
d
1
d
d
2
A - A
l
nainte de
presare
p
dup
presare
61
diferite, datorit caracterului probabilistic al formrii ajustajelor, ceea ce
implic o precizie de execuie relativ ridicat a suprafeelor cilindrice de
contact.
La aceste asamblri apar solicitri de diferite naturi: solicitarea de
strivire pe suprafeele de contact a arborelui i bucei, precum i tensiuni
radiale i tangeniale n cele dou piese.
Mrimea care caracterizeaz n mod deosebit asamblarea este
strngerea teoretic S:
e e
D d S = [m] (1)
unde:
d
e
este diametrul efectiv al arborelui nainte de presare;
D
e
diametrul efectiv al alezajului nainte de presare.
Strngerea S determin mrimea presiunii p ntre suprafeele n
contact, care influeneaz direct asupra capacitii asamblrii de a transmite
fore i momente, precum i asupra condiiilor tehnologice de realizare a
serajului.
Strngerea este influenat de o serie de factori: nlimea asperitilor
suprafeelor n contact, diferena dintre temperatura de montaj i cea de lucru,
deformaiile cauzate de forele exterioare. Deoarece n cadrul lucrrii,
experimentrile se fac la temperatura ambiant, fr a avea influen forele
exterioare, doar primul factor se ia n considerare la calculul strngerii efective
S
e
) ( 2 , 1
2 1 z z e
R R S S + = [m] (2)
unde:
R
z1
, R
z2
nlimile medii a rugozitii suprafeelor n contact, tabelul 1.
Tabelul 1
Felul prelucrrii R
z
[m] Felul prelucrrii R
z
[m]
Lustruire 0,1 0,4 Alezare 4,0 10,0
Lepuire fin 0,16 1,0 Strujire fin cu diamant 1,0 2,5
Lepuire 0,6 4,0 Strunjire fin cu metal dur 2,5 10,0
Honuire 0,1 1,0 Netezire prin strunjire 10,0 40,0
Rectificare foarte fin 0,1 1,0 Strunjire grosolan 40,0 100,0
Rectificare fin 1,0 4,0 Frezare fin 4,0 10,0
Rectificare 4,0 10,0 Netezire prin frecare 10,0 40,0
Broare 2,5 10,0 Netezire prin rabotare 10,0 40,0
Alezare fin 1,0 4,0 Rabotare grosolan 40,0100,0
62
ntre nlimea medie a rugozitii R
z
i abaterea medie aritmetic a
rugozitii R
a
, care se indic pe desenele de execuie, se poate scrie relaia:
a z
R k R = [m] (3)
unde:
k=5 dac 0,025 m R
a
1,6 m
k=4 dac 1,6 m R
a
100 m
Presiunea de contact p se calculeaz cu formula:
=
2
2
1
1
3
10
E
K
E
K
d
S
p
e
[N/mm
2
] (4)
unde:
S
e
strngerea efectiv, n m;
d diametrul mediu al asamblrii, n mm;
E
1
, E
2
modulul de elasticitate longitudinal al materialelor arborelui,
respectiv bucei, n N/mm
2
;
K
1
, K
2
coeficienii adimensionali, care au valorile:
1
2
1
2
2
1
2
1
+
=
d d
d d
K ;
2
2 2
2
2 2
2
2
+
+
=
d d
d d
K (5)
Unde d, d
1
, d
2
corespund notaiilor din figura 1 iar
1
i
2
sunt
coeficienii lui Poisson pentru materialul arborelui, respectiv al bucei, din
tabelul 2.
Tabelul 2
Materialul E [N/mm
2
]
Oel (2,0 2,1)10
5
0,3
Font cenuie (1,15 1,6) 10
5
0,23 0,27
Bronz 1,1510
5
0,32 0,35
Alam laminat la rece 0,910
5
0,32 0,42
Aliaje de aluminiu (0,67 0,71) 10
5
0,32 0,36
Fora necesar presrii este:
p p
p l d F = [N] (6)
unde:
l lungimea de presare (fig.1), n mm;
63
p
coeficientul de frecare la presare.
Fora de depresare este:
d d
p l d F = [N] (7)
unde:
d
coeficientul de frecare la depresare.
Momentul de torsiune transmisibil este:
r
p l d T =
2
3
2
10
[Nm] (8)
unde:
r
coeficientul de frecare la rotire.
Experimental coeficienii de frecare
p
,
d
,
r
nu sunt egali.
n tabelul 3 se dau valorile recomandate pentru
p
i
d
iar n tabelul 4
se dau valorile recomandate n cazul proiectrii asamblrilor prin strngere.
Tabelul 3
Materialul pieselor Presare la rece
Arbore Buc
Stare de
ungere
d
(proiectare)
Oel Oel
Cu ungere la
montare
0,06 0,22 0,08 0.20 0,09 0,17
Oel Font
Cu ungere la
montare
0,06 0,14 0,09 0,17 0,07 0,12
Oel
Aliaje
uoare
Fr ungere 0,02 0,08 0,03 0,09 0,02 0,06
Tabelul 4
Cuplul de
materiale
Starea suprafeelor
n contact
Calitatea suprafeelor
n contact
(proiectare)
Arbore rectificat
butuc alezat
0,1 0,3
Uscat, fr oxizi
Arbore rectificat fin
butuc rectificat
0,25 0,4
Arbore rectificat
butuc alezat
0,07 0,16
Oel pe oel
Bine uns
Arbore rectificat fin
butuc rectificat
0,05 0,13
64
Cuplul de
materiale
Starea suprafeelor
n contact
Calitatea suprafeelor
n contact
(proiectare)
Arbore rectificat
butuc alezat
0,15 0,25
Uscat, fr oxizi
Arbore rectificat fin
butuc alezat
0,17 0,33
Arbore rectificat
butuc alezat
0,06 0,13
Oel pe font sau
font pe font
Bine uns
Arbore rectificat fin
butuc rectificat
0,02 0,1
Uscat fr oxizi 0,13 0,25
Oel pe bronz
Bine uns
Arbore rectificat
butuc alezat 0,02 0,1
Oel pe aliaj de
aluminiu
Uscat fr oxizi 0,03 0,08
Oel pe materiale
plastice
Uscat fr oxizi
Arbore rectificat
butuc alezat
0,33
8.3. Utilajul i aparatura necesar
Epruveta se compune dintr-un arbore 1 (canelat la un capt) i o buc
2 (fig.2), adaptate la standul de ncercat.
Standul de ncercat din figura 3 se
compune din dou subansamble principale:
subansamblul de presare-depresare i
subansamblul de rotire.
Elementul principal al subansamblului
de presare este urubul de for 1, antrenat de
piulia 2 prin intermediul roii melcate 3, a
melcului 4 i a manivelei 5. urubul 1 este
blocat mpotriva rotirii cu dou pene paralele
6.
Subansamblul de rotire se compune din
butucul canelat 9 antrenat de roata melcat 10, Fig. 2
melcul 11 i manivela 12.
Fora de presare se transmite de la urubul de for la sistemul
cilindrupiston 15 prin intermediul epruvetei 7-8 a piesei 13 i a rulmentului
axial 14. Sistemul cilindrupiston 15 are n interior un arc de form special
16 i este umplut cu ulei. Sub influena forei de presare arcul 16 se
deformeaz, spaiul din interiorul cilindrului 15 se micoreaz iar uleiul este
transmis prin conducta 17 n indicatorul de for 18.
1
2
65
Fig. 3
Fora de presare se evalueaz cu ajutorul unei diagrame de etalonare a
indicatorului de for 18.
Rotind manivela 12 i odat cu ea butucul canelat 9, acesta din urm va
roti arborele-epruvet 7. Momentul de torsiune se transmite prin asamblarea
cu strngere la buca-epruvet 8 care este prevzut cu dou proeminene ce
permit rotirea piesei 13. Piesa 13 este legat prin articulaiile sferice 19 de
dou sisteme cilindrupiston 20, n interiorul crora se gsete cte un arc
elicoidal 21.
Sistemele 20 se reazem n partea opus de masa standului.
n urma rotirii, volumul din sistemul 20 se micoreaz iar uleiul ce se
gsete n interior va face s creasc nivelul lichidului din indicatorul de rotire
22. Indicatorul de rotire 22 permite determinarea momentului transmis,
utilizndu-se diagrama de etalonare.
Lungimea de presare se determin cu formula:
34
i
n
p l
i
i
= [mm] (9)
A
A
1
2
3 4
5
6
7
8
9
10
11
12
13
14
15
16
23
17
18
22
A-A
20
21
19
23
13
20
21
19
66
unde:
l
i
deplasarea arborelui 1 n raport cu buca 2;
p pasul urubului 1, n mm;
n
i
numrul de rotaii ale manivelei 5;
i
34
raportul de transmitere a angrenajului melcat 3-4.
8.4. Desfurarea lucrrii
Se msoar dimensiunile efective ale arborelui i bucei, se apreciaz
rugozitile suprafeelor de contact i se determin strngerea efectiv S
e
cu
formulele (1) i (2).
Se determin numrul de rotaii n
1
, n
2
, n
3
, n
4
ale manivelei 5, necesare
deplasrilor 5
1
= l mm, 10
2
= l mm, 15
3
= l mm i 20
4
= l mm.
Se introduc buca i arborele n standul de ncercat seraje.
Rotind manivela 5 se preseaz arborele n buc pe lungimea l
1
. Se
citete nivelul indicatorului de for nainte i dup presare.
Aceleai operaii se execut pentru lungimile l
2
, l
3
i l
4
.
Apoi se determin momentul de torsiune transmisibil. Pentru aceasta se
ridic urubul de for 1 de pe arbore, se rotete de manivela 12 pn cnd
arborele patineaz i se citete la indicatorul de rotire nivelul acestuia nainte
i dup rotire.
Pentru depresare se inverseaz ansamblul arbore-buc i se repet
aceleai operaii ca la presare. Cu ajutorul diagramelor de etalonare se
determin forele de presare i depresare corespunztoare lungimilor l
1
, l
2
, l
3
i
l
4
i momentul maxim transmis de mbinare.
8.5. Prelucrarea datelor
Din relaiile (6), (7) i (8) se calculeaz
p
,
d
i
r
:
p l d
F
i
pi
pi
= (10)
p l d
F
i
di
di
= (11)
p l d
T
r
=
4
3
10 2
(12)
unde presiunea p se calculeaz cu relaia (4) iar
pi
i
di
sunt coeficienii de
frecare corespunztori lungimilor de presare sau depresare l
i
( 4 1 = i )
respectiv forelor de presare sau depresare F
i
.
67
a. b.
Fig. 4
Cu valorile
pi
i
di
se calculeaz
pmediu
i
dmediu
. Toate valorile
msurate, determinate experimental sau calculate se trec n tabelul 5.
Avnd mrimea forelor de presare F
pi
i de depresare F
di
n funcie de
lungimea l
i
se traseaz diagramele: F
pi
= f
1
(l) i F
di
= f
2
(l) care teoretic au
aspectul din figura 4. Coeficienii de frecare obinui se vor compara cu
valorile recomandate n tabelele 3 i 4.
Tabelul 5
Denumire Simbol U.M. Observaii i formule Valori
Diametrul nominal d mm Msurare cu ublerul
Diametrul efectiv al
arborelui
d
e
mm
Msurare cu micrometrul
de exterior
Diametrul efectiv al
alezajului
D
e
mm
Msurare cu micrometrul
de interior
Diametrul alezajului din
arbore
d
1
mm Msurare cu ublerul
Diametrul exterior al
bucei
d
2
mm Msurare cu ublerul
E
1
N/mm
2
Tabelul 2
Modulele de elasticitate
longitudinale pentru
materialele arborelui,
respectiv bucei
E
2
N/mm
2
Tabelul 2
1
- Tabelul 2
Coeficienii lui Poisson
pentru materialele
arborelui, respectiv
bucei
2
- Tabelul 2
Rugozitatea arborelui
R
z1
m
Rugozitatea alezajului
R
z2
m
Se determin din tabelul 1
sau cu formula 3
F
p
cursa
Piesa
cuprins
Butucul
Operaia de depresare
F
d
cursa
F
d
F
p
F
d
68
Denumire Simbol U.M. Observaii i formule Valori
Strngerea efectiv S
e
m
( )
2 1
2 , 1
Z Z e e e
R R D d S + =
K
1
-
1 2
1
2
2
1
2
1
+
=
d d
d d
K
Coeficienii
adimensionali pentru
arbore, respectiv buc
K
2
-
2 2 2
2
2 2
2
2
+
+
=
d d
d d
K
Presiunea de contact p N/mm
2
=
E
K
E
K
d
S
p
e
2
1
1
3
10
n
i
rotaii
l
i
[mm]
Nivelul
indicato-
rului de
for
F
pi
[N]
p l d
F
i
pi
pi
=
=
=
n
i
pi pmed
n
1
1
n
1
= l
1
=5
n
2
= l
2
=10
n
3
= l
3
=15
P
r
e
s
a
r
e
n
4
= l
4
=20
n
i
rotaii
l
i
[mm]
Nivelul
indicato-
rului de
for
F
pi
[N]
p l d
F
i
di
di
=
=
=
n
i
di dmed
n
1
1
n
1
= l
1
=20
n
2
= l
2
=15
n
3
= l
3
=10
D
e
p
r
e
s
a
r
e
n
4
= l
4
=5
Nivelul
indicatorului de
rotire
T
[Nm]
p l d
T
r
=
4
2
3
10 2
R
o
t
i
r
e
9. DETERMINAREA EXPERIMENTAL A
CARACTERISTICII I RIGIDITII ARCURILOR
9.1. Scopul lucrrii
Lucrarea are drept scop determinarea experimental a caracteristicii i
rigiditii arcurilor elicoidale i compararea acestora cu rezultatele calculate pe
baze teoretice.
9.2. Consideraii teoretice
Caracteristica unui arc este curba ce definete variaia forei F care
solicit arcul, n funcie de sgeata sa, f (fig.1):
) ( f F = (1)
Pentru arcurile fr frecare
interioar (arcuri lamelare simple,
arcuri elicoidale etc.)
caracteristica este o dreapt
(fig.1).
Rigiditatea arcului C, fiind
raportul dintre for i deformaia
corespunztoare, la aceste arcuri
este constant:
= = = tan
i
i
f
F
C constant (2)
Cunoaterea rigiditii i a
caracteristicii arcurilor permite
determinarea energia potenial
acumulat, precum i a forei de
apsare a arcurilor la diferite
sgei.
La arcurile elicoidale, caracteristica i rigiditatea este aceeai la
ncrcare i descrcare.
La aceste arcuri relaia dintre sgeata f i fora F este:
Fig. 1
70
4
3
64
d G
F R n
f
= , (3)
iar rigiditatea C se calculeaz cu relaia:
3
4
64 R n
d G
C
= (4)
unde:
G modulul de elasticitate transversal al arcului;
d diametrul srmei;
R raza medie de nfurare a arcului;
n numrul de spire active ale arcului.
9.3. Descrierea aparaturii
Determinarea caracteristicii i a rigiditii arcurilor elicoidale se
efectueaz pe tandul prezentat n figura 2.
Ca epruvet se folosete un arc elicoidal, iar pentru msurarea
dimensiunilor principale un ubler.
Fora F care solicit arcul este exercitat de ctre urubul de for 12
prin rotirea unei manivele corp comun cu un melc 13, care angreneaz cu roata
melcat 11. Roata melcat 11 este montat pe piulia 10 care antreneaz
urubul de for 12 ntr-o micare de translaie. Rotirea urubului este anulat
datorit unei pene montate n coloana 14. Subansamblul inferior al standului
cuprinde sistemul de msurare a forei, care se compune din: arcul elicoidal
etalon 4, piesele 3, 5, 7, 8 i ceasul comparator 9, fixat pe piesa de sprijin 7.
Fora ce solicit arcul experimental deformeaz i arcul etalon, deformaie
sesizat de ceasul comparator 9. Mrimea forei F se determin cu ajutorul
unei diagrame de etalonare n funcie de indicaiile ceasului comparator,
sgeata f. Determinarea sgeii pentru arcul experimental se face prin
msurarea deplasrii urubului de for 12 i a piesei de sprijin 7.
Deplasarea urubului de for 12 se citete pe rigla gradat 15 cu
vernierul 16. Sgeata arcului elicoidal experimental este egal cu diferena
dintre deplasarea urubului 12 i a piesei de sprijin 7.
9.4. Desfurarea lucrrii
Se execut schia arcului de ncercat.
Se msoar dimensiunile arcului de ncercat cu un ubler i se
completeaz tabelul 1, apoi se aeaz arcul pe standul de ncercat arcuri (pe
masa 8 a standului de ncercat arcuri).
71
1
2
4
3
5
6
7
8
9
10
12
11
14
15
13
16
Fig. 2
72
Rotind de manivel se ncarc arcul cu sarcini progresive: F
1
, F
2
, F
3
,
F
4
.
Diferena dintre dou sarcini consecutive depinde de sensibilitatea
arcului. Pentru fiecare sarcin se noteaz sgeata corespunztoare f
im
. La
determinarea forei se utilizeaz o diagrama de etalonare, iar pentru stabilirea
sgeii se efectueaz diferena dintre deplasarea urubului de for 12 i
deplasarea piesei de sprijin 7 (v. fig.2).
Fiecare experien se repet de trei ori fcndu-se apoi media
msurtorilor.
9.5. Prelucrarea datelor
Cu relaia (3) se calculeaz sgeile teoretice f
it
corespunztoare
forelor F
i
care le-au produs, msurate pe tand;
Cu relaia (4) se calculeaz rigiditatea teoretic C
t
;
Cu relaia (2) se determin rigiditatea msurat C
t
utilizndu-se
pentru aceasta sgeata msurat f
im
.
Rezultatele experimentale se trec n tabelul 1. Se compar rezultatele
calculelor cu cele experimentale. Se traseaz graficul ) ( f F = .
Tabelul 1
Arcul nr.:
d = mm R = mm G = N/mm
2
n =
Valori msurate Valori calculate
Nr.
crt.
Sarcina F,
N
Nr.
ncercri
im
f ,
mm
m
C ,
N/mm
it
f ,
mm
t
C ,
N/mm
1
2
3
1.
M
1
2
3
2.
M
1
2
3
3.
M
Observaii:
*
M media msurtorilor
73
9.6. Concluzii
Determinarea valorilor rigiditii arcurilor elicoidale i cunoaterea
caracteristicii acestora are importan pentru cunoaterea comportrii arcurilor
elicoidale n funcionare.
Efectuarea determinrilor experimentale ofer, de asemenea,
posibilitatea comparrii valorilor teoretice cu valorile determinate pe tand.
10. DETERMINAREA RANDAMENTULUI
URUBURILOR CU BILE
10.1. Scopul lucrrii
n cadrul lucrrii se urmrete determinarea randamentului i unghiului
de frecare ntr-o cupl urubpiuli cu bile.
10.2. Consideraii teoretice
Pentru obinerea unei micri de rostogolire ntre elementele
transmisiei, att n urub ct i n piuli se prevd canale elicoidale ntre care
circul un convoi continuu de bile (fig.1), care dup ce ies din zona de lucru a
piuliei sunt reintroduse n circuit printr-un canal de recirculare.
Sistemele de recirculare cele mai utilizate sunt: printr-o pan exterioar
fixat n piuli (fig.2,a), printr-o eav exterioar fixat n piuli (fig.2,b) i
sisteme combinate (fig.2,c).
Fig. 1
75
Fig. 2
Bilele utilizate pot fi de acelai
diametru (fig.3,a) sau se pot utiliza i bile
intermediare executate din bronz sau
materiale plastice de diametru mai mic cu
0,05 ... 0,2 mm (fig.3,b) dect bilele
portante. Bilele intermediare au rolul de a
reduce frecarea i uzarea i de a crete astfel
randamentul. Scad ns capacitatea portant
a transmisiei prin reducerea numrului
bilelor principale. Indiferent de soluia
constructiv adoptat piuliele sunt
prevzute la capete cu sisteme de etanare
care s mpiedice ptrunderea impuritilor
n zona de lucru.
Performanele uruburilor cu bile
depind n mod hotrtor de geometria
contactului bileci de rulare. Profilul cilor
de rulare poate fi: semicircular (fig.4,a,b), Fig. 3
76
ogival (fig.4,c), triunghiular (fig.4,d), trapezoidal(fig.4,e), dreptunghiular
(fig.4,f) sau combinat (fig.4,g). La profilele circulare raza de curbur a
profilului este: r
c
= (1,03 ... 1,05)r
b
.
Fig. 4
Unghiul de contact este unghiul
format de linia de contact, care unete
punctele de contact ale bilei cu cile de
rulare i trece prin centrul bilei, i o
perpendicular pe axa urubului. Acest
unghi are un rol hotrtor asupra
performanelor transmisiei. Dependena
randamentului, a forei axiale maxime i a
rigiditii urubului funcie de unghiul de
contact sunt indicate n figura 5. Din
figur rezult c un unghi de contact = 90
ar fi ideal din toate punctele de vedere dar
problemele tehnologice deosebite ce apar au Fig. 5
fcut ca majoritatea firmelor productoare
de uruburi cu bile s adopte un unghi = 45... 50.
Calculul randamentului transmisiei pe baza momentului de nurubare
din cupla urubpiuli cu bile se face cu relaia:
f
a a
T
v F
=
2
10
3
(1)
77
unde:
F
a
ncrcarea axial a piuliei, N;
v
a
viteza de avans, mm/rot;
T
f
momentul de nurubare, Nm.
uruburile cu bile pot transforma micarea de rotaie n micare de
translaie sau invers (fig.6).
Fig. 6
n cazul antrenrii prin rotaie (urub sau piuli) randamentul teoretic
se poate calcula cu relaia:
( )
r m
m
+
=
tan
tan
(2)
unde:
m
unghiul de pant al elicei medii;
m
m
d
P
= arctan (3)
P pasul urubului;
d
m
diametrul nominal al urubului.
n cazul antrenrii prin translaie (urub sau piuli) randamentul
teoretic se calculeaz cu relaia:
( )
m
r m
=
tan
tan
(4)
Deoarece unghiul de frecare redus are valori extrem de mici (
r
= 0,2
firma A.Mannesmann;
r
= 0,23... 0,34 firma Warner,
r
= 0,3... 0,6
78
firma Eichenberger etc.) uruburile cu bile sunt n general fr autofrnare
(
m
>
r
). Randamentul acestor transmisii este de ordinul = 0,90 ... 0,95.
10.3. Descrierea standului
Standul prezentat schematic n figura 7 este astfel conceput nct s
permit realizarea urmtoarelor funcii: antrenarea urubului ntr-o micare de
rotaie, translaia piuliei (ridicarecoborre), ncrcarea axial a cuplei urub
piuli, msurarea momentului de nurubare din cupla urubpiuli cu bile.
Fig. 7
79
Principalele subansamble i repere ale standului sunt: motorul electric
de antrenare 1, tabloul electric de comand 2, batiul 3, coloanele 5, suportul de
ncrcare axial 6, urubul cu bile 7, piulia 8, cuplajul 9 i reductorul planetar
10. Sistemul de msurare 4 a momentului de nurubare este prezentat n
figura 8 i se compune din: arcul lamelar etalonat 11, suportul ceasului
comparator 12, ceasul comparator 13 i rola de ghidare 14.
Fig. 8
10.4. Desfurarea lucrrii
Lucrarea se desfoar n urmtoarea succesiune:
se cupleaz standul la sursa de tensiune;
se apas pe butonul jos al tabloului electric 2 pentru a aduce
piulia 8, suportul de ncrcare 6 i sistemul de msurare a
momentului de nurubare 4 n poziia minim;
se ncarc pe suportul taler 6 sarcina F
1
;
se rotete suportul de ncrcare 6 n sens trigonometric pn cnd
se ntrerupe contactul dintre rola de ghidare14 i coloana din stnga
batiului;
n aceast poziie se pune la zero ceasul comparator 13;
se las uor suportul 6 care va avea tendina de autodeurubare i
prin rotire liber n sens orar va aduce din nou n contact direct rola
de ghidare 14 cu coloana din stnga a standului;
ceasul comparator 13 va indica o sgeat iniial f
0
;
se apas pe butonul sus pentru ridicarea sarcinii F
1
;
la ceasul comparator 13 se va citi o sgeat f
1
a arcului lamelar
etalonat 11;
se repet operaiile de cel puin trei ori i se face media
msurtorilor f
1 med
;
se repet operaiile pentru alte sarcini axiale F
i
i se stabilesc
sgeile f
i med
.
80
Se precizeaz c masa ntregului subansamblu de ncrcare 6 (fig.7)
este m = 46,5 kg, iar greutatea sa va fi G=mg=456,16 N. Sarcina efectiv
axial va fi F
ie
=F
i
+G.
10.5. Prelucrarea datelor
La prelucrarea datelor se procedeaz astfel:
se msoar diametrul d al urubului i pe baza datelor din catalogul
firmei productoare se stabilete tipul i dimensiunile urubului cu
bile;
cu ajutorul relaiei 3 se calculeaz unghiul
m
;
pe diagrama de etalonare se marcheaz valorile sgeilor f
0
i f
i med
i se determin valoarea momentului de nurubare T
f
ca diferen
ntre momentele corespunztoare sgeilor respective;
cu ajutorul relaiei 1 se calculeaz randamentul transmisiei
i
pentru valorile F
ie
ale forei axiale;
din relaia 2 se calculeaz valoarea unghiului de frecare redus
ri
;
se compar valorile obinute pentru
ri
i
i
cu valorile
recomandate n literatura de specialitate;
mrimile msurate i calculate se trec n tabelul 1.
Tabelul 1
Nr.
crt.
Denumirea mrimii Simbol U. M.
Valori
numerice
Obs.
1. Diametrul nominal al asamblrii d
0
mm
2. Pasul urubului P mm
3. Diametrul nominal al urubului d
2
mm
4. Unghiul elicei urubului
m
grade
5. Fora axial efectiv F
ie
N
6. Sgeata iniial f
0
mm
7. Sgeata arcului lamelar etalonat f
i med
mm
8. Momentul de nurubare T
fi
Nm
9. Randamentul
i
10. Unghiul de frecare
ri
grade
11. DETERMINAREA DISTRIBUIEI PRESIUNII N
PELICULA DE LUBRIFIANT LA LAGRELE CU
ALUNECARE CU UNGERE HIDRODINAMIC
11.1. Scopul lucrrii
Lucrarea urmrete determinarea experimental a variaiei presiunii n
pelicula de lubrifiant la un lagr cu ungere hidrodinamic.
11.2. Consideraii teoretice
Analiza regimurilor de ungere existente n lagrele cu alunecare arat
c pentru asigurarea unei frecri fluide este necesar ndeplinirea urmtoarelor
condiii: vitez relativ suficient de mare a fusului n raport cu cuzinetul,
existena unui joc n form de pan ntre fus i cuzinet n care s existe
lubrifiant n exces, lubrifiantul utilizat s aib o vscozitate corespunztoare,
paralelismul axelor fusului i cuzinetului.
n regimul de frecare fluid, n pelicula continu de lubrifiant ce separ
fusul de cuzinet se nmagazineaz o presiune hidrodinamic suficient de mare
pentru a echilibra aciunea sarcinii exterioare aplicate pe fus.
Ecuaia diferenial a presiunii n cazul curgerii fluidului ntre dou
suprafee plane este:
0 6
3 3
=
x
h
z
p
h
z
p
x
p
h
x
(1)
iar dup integrare i adaptare la condiiile de funcionare a lagrelor cu
alunecare cu ungere hidrodinamic, primete forma:
+
+ +
=
1
.
) cos 1 (
) cos 1 ( ) cos 1 ( 6
3 2
d p
m
(2)
unde:
p
presiunea hidrodinamic ntr-un punct oarecare situat pe
periferia cuzinetului la unghiul fa de linia centrelor;
82
vscozitatea dinamic a lubrifiantului;
viteza unghiular a fusului;
jocul relativ din lagr;
excentricitatea relativa ( = e/);
m
unghiul ce poziioneaz punctul n care presiunea
hidrodinamic este maxim;
h grosimea filmului de lubrifiant.
Curba de distribuie a presiunii hidrodinamice p
pe periferia
cuzinetului este prezentat n figura 1,a iar distribuia presiunii p
pe lungimea
fusului n figura 1,b.
Fig. 1
Aa cum rezult din relaia (2) mrimea p
este funcie de calitatea
lubrifiantului, de mrimea jocului relativ din lagr, de viteza relativ dintre fus
i cuzinet, de poziia fusului n cuzinet prin valoarea excentricitii relative.
11.3. Utilajul i aparatura utilizat
ncercrile experimentale se fac pe standul pentru studiul lagrelor cu
alunecare cu ungere hidrodinamic prezentat n figura 2.
Schema cinematic a standului care asigur domeniul de turaii n = 250
3000 rot./min, este prezentat n figura 2,d, n care: 1 este motorul electric
de antrenare a standului; 2 o transmisie prin curele trapezoidale nguste,
3 suportul transmisiei, 4 arborele transmisiei; 5 variator PIV cu curele
linia centrelor
F
/ 2 l
/ 2 l
Ieire ulei
Intrare ulei
2
I
II
-z
+z
y
a.
b.
d
r
F
R
r
h
m
h
min
e
O
1
O
2
D
p
cos( -
1
)
p
sin( -
1
)
A
B
C
A
1
A
2
p
max
83
a. b.
c. d.
d.
Fig.2
e.
Fig. 2 G 17 18 F 19 15 20 21 22 23
5
8
4
3
2
1
8 7 6 5
4
3
2
1
M
16
15
14
13
12
11
10
9
ulei
F 7
Ieire ulei
84
trapezoidale; 6 arborele principal al standului; 7 cuzinetul lagrului cu
alunecare de ncercat.
Standul are un sistem centralizat de urmrire a parametrilor
(temperatur, turaie i presiune) format din:
Indicatorul de parametri 8, tip MICROTEMP, care indic
temperatura n dou puncte de msur, presiunea n patru puncte,
turaia i momentul forei de frecare;
2 traductori de msur a temperaturii tip TRANSTEMP 01KTY
montai pe stand pentru determinarea temperaturii n lagr i
respectiv n bazinul de alimentare cu ulei;
4 traductori de presiune;
1 traductor optic de turaie;
1 traductor de moment;
program soft de comunicare ntre indicatorul de parametri i
calculator.
n figurile 2,b i 2,c sunt prezentate: indicatorul de parametri 8, precum
i conexiunile de la traductori i cele la calculator.
Lagrul de ncercat este n consol, pe arborele 6 (fig.2,d) i este
format din cuzinetul 7 (fig.2,d i e) montat rigid cu pan n traversa 16, iar
fusul este de tipul unei buce schimbabile care se asambleaz prin pan pe
captul arborelui 6. ncrcarea lagrului se realizeaz prin sistemul de prghii
de tip paralelogram 14, 15,16 respectiv tiranii i traversele 13, 10, 11, 12 i
talerul de greuti 9. Raportul de amplificare este 100:1 astfel nct o sarcin
de 1 N pe taler asigur ncrcarea lagrului cu fora F = 100 N. Standul
permite determinarea forei de frecare dintre fus i cuzinet n timpul
funcionrii, prin balana de frecare format din prghiile 21 i 22, respectiv
greutile 23 i 19. Prghia 22 este scoas din poziia de echilibru de ctre
momentul de frecare care caut s antreneze n micare de rotaie cuzinetul
montat n traversa 16, ceea ce determin ridicarea prghiei 21 i totodat
dezechilibrarea prghiei balanei 22. Prin deplasarea greutii deplasabile 23 se
echilibreaz balana. Pe prghia 16 este montat traductorul de moment care va
determina deplasarea prghiei determinat de momentul de frecare din lagr,
n momentul echilibrrii balanei, deplasare transmis aparatului indicator i n
funcie de care softul va calcula coeficientul de frecare corespunztor.
Ungerea lagrului cu alunecare se realizeaz prin presiune (presiunea
are o valoare mic) de ctre o pomp cu roi dinate montat n baia de ulei a
standului i care este antrenat de motorul electric prin intermediul unei
transmisii cu curea trapezoidal. Reglarea debitului de ulei care intr n lagr
i a presiunii acestuia se poate face printr-un distribuitor montat n circuitul de
alimentare cu lubrifiant, mrimea presiunii de alimentare se citete pe
85
manometrul aflat n circuit naintea intrrii uleiului n lagr, respectiv pe
aparatul indicator 8. Intrarea uleiului n lagr se face n plan orizontal, la 90
fa de punctul de aplicare a forei ce ncarc lagrul. Msurarea presiunii n
filmul de ulei se face cu ajutorul a 4 manometre i respectiv a 4 traductori de
presiune, montai pe periferia cuzinetului (fig.3). Manometrul este n legtur
Fig.3
cu un canal nfundat, ceea ce face ca repartiia presiunii n filmul de lubrifiant
s nu fie modificat. Uleiul care asigur ungerea lagrului se scurge pe la
capetele lagrului i este reintrodus n baia de ulei.
11.4. Desfurarea lucrrii
1. Se verific respectarea msurilor de protecia muncii nainte de
nceperea lucrrii (montajul corect al curelelor pe roi, strngerea
manometrelor n locaurile lor, standul s nu fie ncrcat);
2. Se pornete standul n gol la turaia minim a fusului de 250
rot/min i se las s funcioneze pn cnd ntre fus i cuzinet se
asigur un film continuu de ulei, moment marcat de scurgerea
acestuia pe la partea frontal a lagrului;
3. Se echilibreaz balana aducnd la zero cursorul (greutatea) 23 prin
modificarea poziiei contragreutii 19;
4. Prin manevrarea distribuitorului se regleaz presiunea de
alimentare la o valoare p
a1
;
5. Se ncarc lagrul prin aezarea greutilor pe talerul 9, realiznd
astfel fora F
1
pe cuzinet;
1
4
3
2
Ieire ulei
Intrare
ulei
79
0
34
0
148
0
176
0
115
0
86
6. Se echilibreaz balana pentru msurarea forei de frecare, se
ateapt stabilirea echilibrului termic n lagr i respectiv
stabilizarea valorilor deplasrii traductorului de moment pe
indicatorul de parametri 8, apoi se noteaz n tabelul cu date,
respectiv se salveaz ntr-un fiier valorile corespunztoare pentru
presiunile din filmul de lubrifiant, deplasarea traductorului pentru
msurarea momentului de frecare, coeficientul de frecare
corespunztor, temperaturile din lagr i baia de ulei (t
1
, t
2
);
7. Se ncarc lagrul cu alte sarcini F
2
, F
3
,, F
n
i se repet operaia
6;
8. Se descarc lagrul;
9. Se echilibreaz la zero balana;
10. Se modific presiunea de alimentare cu ulei la valoarea p
a2
pentru a
urmri efectul acesteia asupra distribuiei presiunii n filmul de
ulei;
11. Se repet operaiile 59;
12. Pentru a urmri efectul vitezei periferice a fusului asupra
distribuiei presiunii n filmul de lubrifiant, dup descrcarea
lagrului se acioneaz asupra sistemului de reglare a variatorului
de turaie 5 i se modific turaia fusului la o valoare n
2
(500, 750
sau 1000 rot/min);
13. Se repet operaiile 211;
14. Dup ncheierea setului de ncercri se oprete standul avnd grij
ca mai nti s se descarce de greuti talerul 9.
11.5. Prelucrarea datelor
1. Datele experimentale se nscriu n tabelul 1.
Tabelul 1
Ulei tip: Dimensiunile fusului: - nominale: d = mm; l = mm;
Vscozitate: - efective: d
e
= mm; l
e
= mm;
p
m
= F/ld; = F
f
/F
Presiuni [N/mm
2
] G
[N]
F
[N] p
a1
p
1
p
2
p
3
p
4
F
f
[N]
t
1
[
0
C]
t
2
[
0
C]
p
m
[N/mm
2
]
n
[rot/min]
2. Pe baza datelor din tabel se traseaz distribuia presiunii n filmul de
ulei (fig.4) comparndu-se apoi cu distribuiile trasate pe calculator.
87
Diagramele de distribuie se traseaz pentru dou presiuni de
alimentare i pentru dou turaii ale fusului. Pentru trasarea acestor diagrame
se adopt o scar convenabil pentru presiuni iar apoi presiunile p
1
, p
2
, p
3
i p
4
se reprezint pe razele vectoare 1, 2, 3, 4 de la periferia cercului cu diametrul
egal cu diametrul fusului (fig.4).
Fig. 4 Fig. 5
4. Se compar diagramele obinute experimental cu distribuiile
teoretice prezentate la curs.
5. Se traseaz diagrama de variaie a coeficientului de frecare n funcie
de presiunea medie (fig.5).
F
1
1
4
3
2
Ieire ulei
Intrare
ulei
F
2
n
p
m
p
m
a.
n
1
= ct.
p
a1
= ct.
n
2
= ct.
p
a2
= ct.
b.
12. ARBORI ELASTICI. VIBRAII FLEXIONALE,
TURAIA CRITIC I FENOMENUL DE REZONAN
12.1. Scopul lucrrii
Lucrarea are drept scop familiarizarea cu termenii turaie critic i
fenomen de rezonan.
12.2. Consideraii teoretice
O tendin a tehnicii moderne este creterea vitezei de funcionare a
mainilor. Aceasta se justific prin:
reducerea gabaritului mainilor la aceeai putere de transmis. Din
relaia puterii P = Fv, rezult c, la aceeai putere, fora scade o
dat cu creterea vitezei i n consecin organele de maini pot
avea dimensiuni mai mici;
creterea vitezei de funcionare a mainii are, de regul, ca o
consecin important creterea capacitii ei de producie.
Creterea vitezei este ns limitat de forele de inerie care apar n
timpul funcionrii i care provoac vibraii i solicitri suplimentare n
organele de maini. Se tie c orice corp elastic scos din starea de echilibru
oscileaz cu o frecven proprie, pn la amortizarea energiei de deformaie.
Efectul forelor centrifuge i al vibraiilor constituie un factor important, de
care trebuie s se in seama la proiectarea arborilor.
Forele de inerie variaz periodic, rezultnd astfel vibraii att n
main ct i n fundaie. Dac la un moment dat, frecvena oscilaiilor forate
cauzate de forele de inerie (fora perturbatoare) coincid cu frecvena
oscilaiilor proprii ale unui element, mecanism sau main, apare fenomenul
de rezonan mecanic, ceea ce poate duce la ruperea elementului sau
distrugerea legturilor dintre elementele mecanismului. n consecin, n
practic trebuie folosite mecanisme i maini echilibrate.
12.2.1. Cazul unui arbore de mas neglijabil pe care este montat un
disc de mas m, la jumtatea arborelui
Cauzele apariiei vibraiilor sunt:
89
arborele se deplaseaz n raport cu poziia lui de echilibru
(deformaie static);
Fig. 1
discul este executat cu anumite tolerane (imprecizie de execuie);
imprecizie de montaj;
neomogenitatea materialului discului.
Aceste cauze fac ca centrul de greutate al discului s se gseasc la o
anumit distan e fa de axa lui i a arborelui. n timpul funcionrii apare
fora centrifug:
r m =
r
v m
=
Fc
2
2
for care crete o dat cu creterea lui i deci sgeata va crete i mai mult,
pn cnd fora elastic din arbore va echilibra aceast for:
( ) f + e m = r m =
F
din
c
2 2
unde:
r raza centrului de greutate n raport cu axa de rotaie;
f
din
sgeata provocat de fora F
c
:
I E
l F
f
c
din
=
48
3
Verificarea la vibraii flexionale const n determinarea frecvenei
proprii a arborelui i deci a turaiei corespunztoare care poart denumirea de
turaie critic. Scopul este ca turaia de regim s nu coincid cu turaia critic
sau s nu fie prea apropiat de ea. Coincidena turaiei critice cu cea de regim
este nsoit de apariia fenomenului de rezonan, situaie n care
amplitudinea vibraiei proprii poate crete pn la ruperea arborelui. Relaiile
de calcul sunt:
( ) ( )
g
e + f
I E
l G
=
I E
l e + f m
= f
din
2
din
din
48 48
3 3 2
S
e
G
e
f
d
i
n
F
c
a b
l
l
90
n care:
I E
l G
= f
st
48
3
(1)
deci:
1
2
st
din
f
g
e
= f (2)
n cadrul fenomenului de rezonan f
din
tinde spre ; pentru aceasta
este necesar ca:
0 1= -
. f
g
2
st
rezult:
f
g
. =
n
;
f
g
=
st
cr
st
cr
30
(3)
Pentru o bun funcionare este necesar ca turaia la care funcioneaz
arborele s nu fie egal cu turaia critic. Pentru evitarea fenomenului de
rezonan se recomand respectarea urmtoarelor condiii:
n < 0,7n
cr
= n
lim1
pentru arbori rigizi;
n > 1,3n
cr
= n
lim2
pentru arbori elastici.
Pentru cazurile n care turaia de regim este mai mare dect cea critic,
arborii se numesc elastici i se recomand ca trecerea prin zona critic s se
fac ntr-un timp ct mai scurt pentru ca efectul de rezonan s nu duc la
ruperea arborilor. Se consider c arborii utilizai n zona subcritic sunt arbori
rigizi.
Exist turaii critice flexionale cauzate de fore transversale variabile
(fore centrifuge), turaii critice torsionale determinate de momente de torsiune
variabile i turaii critice provocate de fore axiale variabile care ns nu
prezint importan pentru practic deoarece pulsaia proprie a arborilor este
foarte mare i nu exist pericolul apariiei fenomenului de rezonan.
12.3. Descrierea aparaturii
n vederea realizrii lucrrii se va utiliza Sistemul de diagnoz al
organelor de maini PT 500 pe care se monteaz modulul pentru arbori elastici
PT 500.10 (fig.2).
(4)
91
Fig. 2
Montajul prezentat n figura 2 se utilizeaz la determinarea vibraiilor
n lagr la un arbore elastic cu ajutorul senzorilor de acceleraie, la pornire i
oprire precum i turaia critic a arborelui. Montajul prezentat n figura 2 este
format din: 1 unitate de comand i motor electric, 2 cuplaj, 3 lagr
oscilant monobloc cu rulment cu bile, 4 senzor de acceleraie, 5 arbore
elastic, 6 lagr de siguran (necesar pentru a evita deformarea prea mare
respectiv ruperea arborelui la trecerea prin zona critic), 7 alezaje pentru
senzorii de poziie, 8 disc, 9 set de fixare, 10 reper de reflexie pentru
senzorul de referin, 11 senzor de acceleraie, 12 portmagnet, 13 senzor
de referin.
n tabelul 1 sunt date setrile pentru senzorul de acceleraie AS-20 iar
n tabelul 2 setrile de referin.
Tabelul 1
Setrile senzorului AS-20 pentru vibraiile rulmentului (Vibroport 41)
Setare 1 Setare 2
Intrare Activ Activ
Tipul senzorului De acceleraie De acceleraie
Sensibilitatea 100mV/g 100mV/g
Unitatea de msur m/s eff m/s eff
Domeniu de msurare 20 (variabile) 20 (variabile)
Filtru cu trecere nalt 10 Hz ISO 10 Hz ISO
Filtru cu trecere joas 1 kHz ISO 1 kHz ISO
92
Tabelul 2
Setri de referin (P-84)
Setare 1
Referine exterioare Activ
Nivelul mecanismului de declanare 50 %
Rigla mecanismului de declanare Pozitiv
Unitate de msur pentru turaie rpm
Viteza/referin 1/1
12.4. Desfurarea lucrrii
Montajul necesar (fig.2) precum i realizarea lucrrii necesit
parcurgerea urmtoarelor etape:
se fixeaz motorul electric pe placa de baz;
se conecteaz unitatea 1;
se monteaz mai nti rulmentul cu bile liber 3 de lng cuplaj;
se introduce arborele elastic cu lagrul de siguran 6 montat pe el,
direct prin rulmentul din lagrul monobloc 3 n cuplaj i se aeaz
pe placa de baz;
se pune discul de greutate pe arborele elastic cu ajutorul setului de
fixare;
se reazem arborele elastic pe al doilea rulment i se aeaz liber
lagrul pe placa de baz;
se aliniaz i se fixeaz lagrele;
se fixeaz discul 8 pe arborele elastic, pe ct posibil la mijlocul
acestuia;
se aplic reperul pentru senzorul de referin de pe arbore;
se fixeaz senzorul de referin pe marcaj;
se nurubeaz senzorul de acceleraie pe rulment i se conecteaz
senzorii la aparatul de msur al vibraiilor;
se pornete calculatorul care conine softul utilizat pentru
msurarea i nregistrarea mrimilor ce urmeaz s fie studiate n
cadrul lucrrii;
se deschide aplicaia PT 500 (din desktop);
din meniul Kind of test se alege varianta Traking Analyses;
se seteaz unul din cele dou canale i modul Continuous de
nregistrare a datelor;
din opiunile centrale se nlocuiete acceleraia cu viteza (apare pe
axa vertical de coordonate a diagramei);
93
se nchide ecranul de protecie;
se pornete unitatea de acionare pentru motorul electric;
se seteaz sensul de rotire;
se pornete motorul electric;
se ncepe msurarea reglnd ncet viteza, prin accelerare de la 0 la
3000 rot/min;
se salveaz imaginea cu diagrama nregistrat pe ecranul
calculatorului cu Print Screen i n continuare ntr-un fiier n
calculator;
se continu msurarea reglnd ncet viteza prin frnare, de la 3000
la 0 rot/min;
se salveaz imaginea cu diagrama nregistrat pe ecranul
calculatorului cu Print Screen i ntr-un fiier n calculator;
pe diagramele obinute se va identifica domeniul n care arborele
elastic atinge lagrul de siguran 6 trasndu-se cele dou linii
verticale scurte de delimitare (reprezentate cu portocaliu n figura
3) i se determin valoarea turaiei critice;
se calculeaz cu relaiile (4) valorile turaiei care delimiteaz
domeniul (zona) critic i se traseaz pe diagram liniile verticale
care delimiteaz zona critic.
Fig. 3
Se trece la evaluarea rezultatelor ncercrii experimentale: din figura 3
rezult clar domeniul de rezonan (domeniul critic) cu contact pe lagrul 6.
La aproximativ 1400 rot/min amplitudinea vibraiilor ncepe s creasc
(ncepe domeniul de rezonan). La aproximativ 2200 rot/min arborele atinge
lagrul de siguran 6. Peste 2600 rot/min arborele se detaeaz de lagrul 6,
amplitudinea vibraiilor scade n continuare, domeniul de rezonan este
V
i
t
e
z
[
m
m
/
s
]
Turaie [rot/min]
Domeniul maxim de rezonan
fr lagr de siguran
Turaie critic
Domeniul subcritic
Domeniul critic
Domeniul
supracritic
n
lim1
n
1
n
cr
n
2
n
lim2
94
depit (domeniul supracritic). Domeniul sub cel critic se numete domeniu
subcritic. Turaia critic (n cazul de fa aproximativ 2400 rot/min) este
turaia la care curba de rezonan atinge valoarea maxim fr a fi influenat
de prezena lagrului de siguran.
Fig. 4
Figura 4 arat vibraiile existente ale lagrului cnd turaia scade de la
3000 rot/min la 0. Curba rezonanei ncepe la aproximativ 2600 rot/min i la
2200 rot/min arborele se desprinde de lagrul 6. Lagrul protejeaz arborele
prin limitarea vibraiilor, i previne ruperea arborelui. La aproximativ 2000
rot/min arborele prsete domeniul critic.
12.5. Prelucrarea datelor
Datele obinute n cadrul ncercrilor efectuate i stabilite prin analiza
acestora (trasarea pe cele dou grafice a dreptelor care marcheaz domeniile)
se vor trece n tabelul 3 n coloanele corespunztoare. Pentru a compara aceste
date cu cele obinute prin calcul cu relaiile stabilite teoretic, se va determina
pentru nceput greutatea G a discului (cntrire) iar apoi cu relaia (1) se
determin sgeata static produs de aceast greutate, cu relaia (3) turaia
critic i cu relaiile 4 limitele domeniul critic. Rezultatele obinute se vor
trece n tabelul 3 n coloanele corespunztoare i se vor reprezenta pe cele
dou grafice cu o culoare diferit de cea cu care s-au trasat liniile rezultate din
analiz. Prin compararea acestor rezultate se va constata n ce msur datele
obinute prin calcul corespund celor obinute pe cale experimental. Se va
ncerca explicarea eventualelor abateri.
V
i
t
e
z
[
m
m
/
s
]
Turaie [rot/min]
Domeniul maxim de rezonan
cu contact pe lagrul de siguran
Turaie critic
Domeniul subcritic
Domeniul critic
Domeniul
supracritic
n
lim1
n
1
n
cr
n
2
n
lim2
95
Tabelul 3
Date experimentale Date calculate
Nr.
crt.
ncercarea n
cr
n
1
n
2
n
lim1
n
lim2
G f
st
n
cr
n
lim1
n
lim2
[rot/min] [Kg] [mm] [rot/min]
1
03000
rot/min
2
30000
rot/min
unde:
n
cr
turaia critic;
n
1
turaia corespunztoare momentului n care arborele atinge
lagrul de siguran;
n
2
turaia corespunztoare momentului n care arborele se desprinde
de pe lagrul de siguran;
n
lim1
=0,7n
cr
;
n
lim2
=1,3n
cr.
13. SIMULAREA PREZENEI UNEI FISURI NTRUN
ARBORE AFLAT N MICARE DE ROTAIE
13.1. Scopul lucrrii
Lucrarea are ca scop studiul influenei unei fisuri existente n interiorul
unui arbore aflat n micare de rotaie, asupra funcionrii acestuia.
Fisurile datorate oboselii materialului prezint pericol n cazul
elementelor aflate n micare de rotaie ntruct pot duce la distrugerea prin
oboseal a piesei, cu consecine posibil catastrofale.
Fisura situat n interiorul arborelui se dezvolt n timpul funcionrii
ca urmare a aciunii sarcinilor ciclice, pn ce ajunge la o dimensiune critic,
putnd pune n pericol funcionarea pe mai departe, n condiii de siguran, a
acestui organ de main.
Unitatea PT 500.11 Echipament pentru detectarea fisurii ntr-un
arbore aflat n micare de rotaie permite simularea comportamentului unui
arbore avnd o fisur, de diferite lungimi, n interiorul lui.
Fisura din interiorul arborelui influeneaz vibraiile acestuia datorit
modificrii rigiditii. Aceste modificri pot fi detectate prin msurarea
vibraiilor arborelui, utiliznd un program de analiz corespunztor.
Metoda experimental descris mai jos implic i utilizarea
echipamentului PT.500.02, Setul de aparatur Brel & Kjaer Vibro.
Oricum, ca alternativ, pot fi utilizate echipamente de msurare a
vibraiilor realizate de ali productori.
Rezultatele msurtorilor vor reflecta caracteristicile procesului, dar
depind calitativ de montajul provizoriu experimental.
13.2. Simularea prezenei fisurii n arbore
Comportamentul caracteristic al unui arbore cu o fisur n interior este
simulat printr-o mbinare cu flane asimetrice (fig.1).
mbinarea flanelor este realizat prin ase uruburi distribuite de-a
lungul circumferinei.
97
!
Prin strngerea ansamblului flanelor cu distaniere se realizeaz o
legtur care, n funcie de direcia de montare a bucelor, asambleaz flanele
cu sau fr joc.
Prin imprimarea micrii de rotaie, sub aciunea unei sarcini de
ncovoiere, aceast legtur ntre flane va prezenta o discontinuitate
temporar. Acest efect este similar cu cel produs de o fisur din arbore.
a) b) c)
Fig. 1
Figura 1,a corespunde cazului unui arbore fr fisur, cele dou flane
fiind unite prin toate cele ase uruburi. Figura 1,b corespunde unui arbore cu
o fisur mic (flanele sunt unite cu cinci din cele ase boluri) iar figura 1,c
corespunde unui arbore avnd fisura de dimensiune maxim (flanele sunt
prinse doar cu dou uruburi din cele ase).
Pentru a crea efectul dat de fisur, aceast mbinare a flanelor trebuie
supus ncrcrii sub un moment ncovoietor (de exemplu transmisia prin
curea Pt 500.14 sau prin dezechilibrarea ansamblului cu discul de mas).
Atenionare: n cazul asamblrii fr joc, asamblarea flanelor
se face cu cel puin dou uruburi strnse.
13.2.1. Descrierea echipamentului de simulare
n figura 2 se prezint asamblarea dintre cele dou flane, deci i a
arborilor, corespunztor cazului n care nu exist fisur n interiorul vreunui
arbore (toate cele ase uruburi sunt strnse).
Centrarea arborelui se face prin intermediul unui dorn de centrare 3,
care intr n alezajul prevzut n arborele lung cu flan 7 cu ieire la un disc
de mas mare.
Setul de strngere 2 este montat pe discul de prindere 4, iar uruburile
cu cap hexagonal 5 se monteaz cu distaniere n locaurile prevzute n
98
flane, poziionarea distanierelor fcndu-se astfel nct s se obin fie o
conexiune fix, fie un joc ntre flane.
Fig. 2
1 arbore conductor, 2 set pentru strngere, 3 dorn de centrare, 4 disc
de prindere, 5 uruburi cu cap hexagonal, 6 distanier, 7 arbore lung
(ieire pentru discul de mas), 8 flan cu arbore scurt (ieire pentru
transmisia prin curea)
13.2.2. Montarea flanelor pentru simularea fisurii
se aliniaz flana cu arborele (fig.2, poz.7 sau 8) i discul de
prindere 4 folosind dornul de centrare 3;
se introduc distanierele 6 n concordan cu funciile acestora i se
strng cu uruburile cu cap hexagonal 5:
- utilizarea distanierului pentru o conexiune liber este
prezentat n figura 3.a; cnd se utilizeaz un distanier, flana
i discul de prindere sunt inute mpreun cu joc prin
intermediul uruburilor;
- cnd se folosete distanierul pentru o conexiune fix se
inverseaz poziia acestuia, aa cum este prezentat n figura
3.b);
L = 220 mm
2
1 3 4 5
6 7 8
L= 85 mm
99
a b
Fig. 3
- utilizarea distanierului pentru o conexiune fix ntre flana i
discul de prindere este prezentat n figura 3,b; n acest caz
flana i discul de prindere sunt asamblate fr joc datorit
forelor din uruburi.
se introduce setul de strngere 2 n discul de prindere 4;
se monteaz unitatea arbore cu fisur n montajul provizoriu cu
setul pentru strngere la un capt al arborelui.
13.2.3. Asigurarea mbinrii flanei cu setul de strngere pe arbore
Pentru a asigura discul de prindere cu setul de strngere pe arbore
(fig.4) se procedeaz astfel:
cu setul de strngere slbit, se mpinge discul de prindere pe
arbore;
se verific dac setul de strngere este introdus la acelai nivel cu
discul de prindere;
se strnge urubul cu cap hexagonal exterior (A), n timp ce este
inut nemicat urubul hexagonal interior (B); filetul urubului
hexagonal exterior se nurubeaz pe conul (C) n buca
hexagonului interior. Acesta deformeaz arborele cu discul de
mas.
La slbirea setului de strngere se ine fix hexagonul interior (B) i se
deurubeaz hexagonul exterior. Dup depirea momentului de torsiune
iniial de separare, se continu rotirea pn cnd rezistena crete din nou.
Prin continuarea rotirii, setul de strngere este scos afar din montaj i
poate fi detaat cu mna.
joc
100
!
Fig. 4
Atenionri:
- exist riscul de rnire datorat componentelor aflate n micare
de rotaie; se va lucra numai cu capacul standului nchis;
- exist riscuri pentru echipamentul de lucru i anume:
- nu este voie s se depeasc valorile maxime permise ale
turaiei, ncrcrii transmisiei prin curele etc. (conform datelor
tehnice);
- cel puin dou uruburi hexagonale de pe circumferin trebuie
s fie strnse cu distaniere n cazul conexiunilor fixe fr joc.
- la ncercarea arbore cu fisur cu capt de arbore ncrcarea
maxim din curea este de 70 N.
13.3. Simularea fisurii n arbore n cazul unui arbore n
consol
13.3.1. Standul utilizat
O fisur ntr-un arbore n consol este simulat folosind arborele scurt
cu flan, conform montajului prezentat n figura 5.
A C B
Disc de prindere
A
r
b
o
r
e
101
Fig. 5
1 ntinztor de curea, 2 curea, 3 roat de curea mic, 4 arbore scurt cu
flan, 5 disc de prindere, 6 set pentru strngerea arborelui, 7 senzor de
acceleraie, 8 lagr cu rulmeni, 9 arbore scurt, 10 senzor de referin,
11 lagr cu rulmeni, 12 cuplaj, 13 mecanism de acionare, 14 plac
metalic pentru cadrul magnetic, 15 suport magnetic, 16 element de
reflexie, 17 roat de curea mare cu lagr cu rulmeni
ncrcarea radial constant este realizat de transmisia prin curea.
Se fac urmtoarele precizri:
n experimentul fr fisur n arbore, toate cele ase uruburi cu
distaniere sunt asamblate ca n cazul conexiunilor fixe fr joc
(fig.3,b).
n experimentul cu fisur n arbore, sunt slbite patru uruburi
consecutive i sunt asamblate cu distaniere pentru conexiuni libere
(fig.3,a).
Se procedeaz n felul urmtor:
se monteaz mecanismul de acionare 13 n cadrul de baz;
se conecteaz mecanismul de acionare;
7 8 9 10 11
12 13
15 14
3 4 5 6 2 1
17 16
102
se asambleaz arborele scurt 9 n lagrele cu rulmeni 11 i 8 astfel
nct acesta s poat fi conectat, prin intermediul cuplajului 12 la
mecanismul de acionare;
se asigur ntreaga asamblare coninnd discul de prindere 5 i
arborele scurt cu flan 4 (seciunea 13.2.2) cu setul de strngere 6
la captul arborelui 9. Pentru ncercrile arbore cu fisur flana
trebuie s fie montat aa cum sa artat n seciunea 13.2.3:
- 4 uruburi hexagonale cu distanier pentru conexiuni libere;
- 2 uruburi hexagonale cu distanier pentru conexiuni fixe;
se asigur roata de curea mic 3 cu setul de strngere la captul
arborelui cu flan;
se completeaz transmisia prin curea cu lagrul cu rulmeni i
ntinztorul de curea din PT 500.14, se aliniaz i se tensioneaz
transmisia prin curea;
se nurubeaz un senzor de acceleraie n alezajul orizontal din
lagrul cu rulmeni;
se poziioneaz i se aliniaz un senzor de referin pentru a
nregistra turaia;
se aplic pe arbore o banda adeziv de reflectare pentru senzorul de
referin (unghiul de reflexie pe arbore trebuie s fie diferit de 90
pentru c poate interfera cu nregistrarea turaiei).
Reglarea tensiunii din curea la arborele cu o fisur n interior se face
conform figurii 6.
Cureaua se tensioneaz pn cnd un calibru de grosime de 0.4 mm
intr ntre cele dou flane.
Msurtorile vor fi efectuate pe partea lagrului deprtat fa de
transmisia prin curele, pe faa unde acioneaz tensiuni de ntindere asupra
arborelui.
13.3.2. nregistrarea spectrului de frecven
Senzorul de frecven este AS 020.
Reglajele se fac conform tabelului 1.
Etapele de lucru sunt urmtoarele:
se nchide capacul de protecie;
se acioneaz dispozitivul de comand a motorului electric;
se alege sensul de rotaie;
se pornete motorul electric;
se regleaz turaia la valoarea dorit, rot/min;
103
Fig. 6
Tabelul 1
Reglarea spectrului de frecven
Intrare Activ
Tip senzor Acceleraie
Sensibilitate 100 mV/g
Unitate de msur m/s
2
Gama de msurare 20 (variabil)
Gama de frecven 0 200 Hz
setarea datelor pe calculator se face n succesiunea urmtoare:
Desktop PT 500 Kind of Test Frequency Spectrum
Velocity Channel 1 Maxim;
se nregistreaz spectrul pentru arbore cu fisur;
se reduce turaia pn la 0;
se oprete motorul;
0,4 mm
Set pentru ntinderea
curelei
104
se modific poziia arbore cu fisur n cea fr fisur i se
strng toate cele ase uruburi cu manon de strngere, ca pentru o
conexiune fix;
se pornete motorul electric pstrnd acelai sens de rotaie;
se regleaz turaia la aceeai valoare ca mai sus, rot/min;
se nregistreaz spectrul pentru arbore fr fisur;
se readuce turaia la 0;
se oprete motorul electric.
13.3.3. Evaluarea rezultatelor
Caracteristic pentru arborele cu fisur n interior sunt vibraiile
secundare (de ordinul al doilea) n spectrul de frecvene. Acestea sunt cauzate
de rigiditatea anizotropic a arborelui.
Arborele trece de dou ori prin gama de rigiditi sczute i tot de dou
ori prin gama de rigiditi mari, la fiecare rotaie. Acestea au ca rezultat
apariia vibraiilor la dublul valorii turaiei.
La nceput se prezint spectrul de frecven pentru arborele fr fisur.
n figura 7 se prezint spectrul de frecven al arborelui cu capt de
arbore fr fisur (6 uruburi strnse), corespunztor unei turaii de 2400
rot/min., respectiv = 40 Hz.
Aici este prezentat oscilaia fundamental la 40 Hz.
Fig. 7
n figura 8 se prezint spectrul de frecven al arborelui cu capt de
arbore cu fisur (2 uruburi strnse), pentru turaia de 2400 rot/min., respectiv
= 40 Hz.
De asemenea, este prezentat oscilaia fundamental a arborelui cu
fisur. Amplitudinea oscilaiilor fundamentale, cu sau fr fisuri, este aproape
aceeai (0,4/0,5 mm/s).
105
Fig. 8
La arborele cu fisur se constat o cretere caracteristic a oscilaiilor
secundare, aceasta fiind un indicator al prezenei fisurii.
13.4. Simularea fisurii n arbore la un rotor elastic
Simularea unei fisuri n arbore n cazul unui rotor elastic se realizeaz
cu ajutorul arborelui lung cu flan i a discului de mas.
Se vor determina curbele de ordinul unu i doi precum i curbele
orbitale.
13.4.1. Montajul utilizat
Determinrile se vor face pe stand, conform montajului din figura 9.
Accesoriile necesare sunt: PT 500 Machinery Fault Trainer, PT 500.2
Instrumentation Set from Brel & Kjaer Vibro, PT 500.10 Elastic Shaft Kit.
Modul de lucru este urmtorul:
se introduce unitatea de acionare 12 n cadrul suport;
se conecteaz unitatea de acionare;
se monteaz arborele scurt 8 n lagrul cu rulmeni 10, apoi inelul
pentru prindere 15, discul de mas 16 i lagrul de siguran 7,
astfel nct s se realizeze conectarea arborelui scurt la unitatea de
acionare, prin cuplajul 11;
se monteaz ntreaga asamblare (arbore cu fisur) coninnd discul
de prindere 4, arborele lung cu flan 3, cu setul de strngere 17 pe
cellalt capt al arborelui scurt 8; pentru o mai bun manevrare, cel
de-al doilea lagr cu rulmeni, 2, se va fixa pe captul liber al
arborelui cu flan;
se monteaz inelul 15 pentru fixarea axial a arborelui;
se nurubeaz senzorul de acceleraie 1 n orificiul orizontal din
lagrul cu rulmeni 2;
106
Fig. 9
1 senzor de acceleraie orizontal, 2 lagr cu rulmeni, 3 arbore lung cu
flan, 4 disc de prindere, 5 senzor de proximitate, vertical, 6 senzor de
distan, orizontal, 7 lagr de siguran, 8 arbore scurt, 9 senzor de
referin, 10 lagr cu rulmeni, 11 cuplaj, 12 unitate de acionare,
13 plac metalic pentru cadrul magnetic, 14 suport magnetic pentru
senzorul de referin, 15 inel pentru fixare axial, 16 disc cu set de
strngere, 17 set de strngere, 18 distanier, 19 uruburi cu cap
hexagonal
se poziioneaz i se aliniaz senzorul de referin 9 pentru
nregistrarea turaiei;
se aplic pe arbore o band adeziv de reflectare pentru senzorul de
referin (unghiul de reflexie pe arbore trebuie s fie diferit de 90
pentru c poate interfera cu nregistrarea turaiei);
se monteaz senzorii de distan n lagrul de siguran:
- Senzor canal 1 X (orizontal),
- Senzor canal 2 Y (vertical).
3 4 5 6 7 8 9 10 11 12
2 1
14 13 15
17
16
18 19
107
13.4.2. Montarea i ajustarea senzorilor
Pentru a efectua acest lucru se procedeaz n felul urmtor:
se nurubeaz senzorii de distan n lagrul de siguran astfel
nct acetia s nu poat intra n contact cu arborele;
se conecteaz senzorii de distan la Vibroport i se ajusteaz
distana (distan zero) folosind ecranul Vibroport DC;
din meniu (Task Characteristics Axial Position Numeric
Measure) se pot stabili valorile tensiunii curentului continuu
pentru senzorii de distan.
Tabelul 2
Reglajul pentru msurarea poziiei axiale, numeric
Reglaj 1
Intrare Activ
Tipul senzorului Distan
Sensibilitate 8 mV/m
Unitate de msur mm
Afiaj zero -4V
Pentru experimentul urmtor senzorii de distan trebuie s fie
deconectai de la Vibroport iar senzorii de acceleraie conectai pentru analiza
traseelor.
13.4.3. Analiza traseelor de ordinul 1 i 2
Reglajele se fac conform tabelului 3.
Tabelul 3
Reglaj pentru analiza traseelor
Intrare Activ
Tip senzor Acceleraie
Sensibilitate 100 mV/g
Unitate de msur mm/s
Gama de msurare 20 (variabil)
Se procedeaz dup cum urmeaz:
se nchide capacul de protecie;
108
se acioneaz dispozitivul de comand a motorului electric;
se alege sensul de rotaie;
se pornete motorul electric;
se crete ncet turaia de la 0 la turaia dorit rot/min;
setarea datelor pe calculator se face n succesiunea urmtoare:
Desktop PT 500 Kind of Test Tracking Analysis
Channel 1 Graph Order
se vizualizeaz pe monitor curbele obinute, se salveaz n
calculator sau se tipresc.
13.4.4. nregistrarea curbelor orbitale
Tipul senzorului de distan este IN085. Parametrii de reglare pentru
curbele orbitale sunt conform tabelului 4.
Tabelul 4
Reglarea pentru trasee
Reglaj 1 Reglaj 2
Intrare Activ Activ
Tip senzor Distan Distan
Sensibilitate 8 mV/m 8 mV/m
Unitate de msur mm m
Gama de msurare 200 (variabil) 200 (variabil)
Filtru de nalt frecven 10 Hz 10 Hz
Filtru de joas frecven 1 kHz 1 kHz
Operaiunile de lucru se desfoar dup urmtoarea metodologie:
se conecteaz 2 senzori de distan la lagrul de siguran, senzor
canal 1X, senzor canal 2 Y;
se nchide capacul de protecie;
se acioneaz dispozitivul de comand a motorului electric;
se stabilete sensul de rotaie;
se pornete motorul electric;
se regleaz turaia i se vizualizeaz pe monitor traseele; se
salveaz sau se tiprete rezultatul.
109
13.4.5. Evaluarea rezultatelor
n cazul arborilor elastici apariia oscilaiilor de ordinul doi depinde de
ncrcarea pe arbore. Aceasta se modific cu turaia datorit oscilaiilor de
rezonan.
n consecin, o msurtoare la o valoare fix a turaiei s-ar putea s nu
fie util. Este necesar o analiz a traseelor de-a lungul unei game largi de
frecven pentru determinarea oscilaiilor de ordinul doi.
Analizele traseelor de ordinul 1 i 2 pentru un rotor elastic fr fisur
sunt prezentate n figurile 10, respectiv 11.
Fig. 10
Fig. 11
Analizele traseelor de ordinul 1 i 2 pentru un rotor elastic cu fisur
sunt prezentate n figurile 12, respectiv 13.
110
Fig. 12
Fig. 13
Se observ o cretere semnificativ n amplitudine a oscilaiilor de
ordinul 2, la aproximativ 1850 rot/min.
Analize de acest gen ale traseelor se pot efectua pentru rotoarele
existente (de exemplu n cazul turbinele centralelor electrice) la verificrile
programate (scadente).
Un rol important n acest caz l au datele de referin pentru un rotor
iniial, n stare nedefectat.
Pentru a arta creterea oscilaiilor de ordinul 2, funcie de existena
fisurii, se suprapun mai multe trasee pe aceeai imagine.
Aici se constat, chiar i pentru o fisur mic (cinci boluri ajustate),
deviaii semnificative fa de arborele fr fisur.
nregistrarea traseelor de ordinul 1 i 2 pentru fisuri de dimensiuni
diferite se prezint n figurile 14 respectiv 15.
Caracteristic pentru arborele cu fisur sunt urmtoarele aspecte:
amplitudinea oscilaiior de ordinul 2 este, n anumite game, mai
mare dect cele de ordinul 1;
111
Fig. 14
Fig. 15
amplitudinea oscilaiior de ordinul 2 crete cu creterea fisurii.
Oscilaiile de ordinul 2 sunt, de asemenea, vizibile n curbele orbitale.
Setarea se face dup cum urmeaz: Desktop Kind of Test
Orbit Analysis Velocity
Prima dat se prezint curbele orbitale pentru un arbore fr fisur la
diferite turaii.
Analiza traseelor de ordinul 1
Turaie, rot/min
3 uruburi strnse
4 uruburi strnse
5 uruburi strnse
6 uruburi strnse
3 uruburi strnse
4 uruburi strnse
5 uruburi strnse
6 uruburi strnse
Analiza traseelor de ordinul 2
Turaie, rot/min
A
m
p
l
i
t
u
d
i
n
e
a
v
i
b
r
a
i
e
i
A
m
p
l
i
t
u
d
i
n
e
a
v
i
b
r
a
i
e
i
112
n = 1468 rot/min n = 1725 rot/min
Fig. 16
Se poate observa o form mai mult sau mai puin apropiat de un cerc.
n cazul existenei fisurii, oscilaiile de ordinul 2 apar ca o bucl n
curba orbital. n figura 17 se prezint, n funcie de turaie, diferite curbe
orbitale caracteristice, cu oscilaii majore de ordinul 2.
n = 1468 rot/min n = 1631 rot/min
n = 1720 rot/min n = 1780 rot/min
Fig. 17
13.5. Date tehnice ale dispozitivului
Lungime maxim: 250 mm;
Diametrul flanelor: 90 mm;
Greutate aproximativ: 5 kg;
uruburile cu cap hexagonal pentru flane: DIN 833-8.8, M8x20
mm;
113
Momentul ncovoietor maxim admisibil al arborelui scurt pentru
roata de transmisie este 15,9 Nm sau fora maxim perpendicular
pe arbore (pentru un bra de prghie de l=106 mm) este 150 N;
Momentul ncovoietor maxim admisibil al arborelui scurt pentru
discul de mas este 3,9 Nm respectiv fora maxim perpendicular
pe arbore (pentru un bra de prghie de l=220 mm) este 15,5 N;
Se va evita funcionarea continu n cazul ncovoierii la turaia critic.
Aceasta depinde de valorile fiecrui experiment individual.
14. PIERDERILE PRIN FRECARE N LAGRELE CU
RULMENI
14.1. Scopul lucrrii
Lucrarea are, n mod direct, un dublu scop: a. determinarea
experimental a pierderilor prin frecare n rulmenii cu bile seria 6210;
b. calculul coeficientului de frecare global (echivalent). Ea permite i
obinerea unor informaii inginereti suplimentare privind: utilizarea unui arc
dinamometric pentru msurarea forelor; modalitatea antrenrii unui arbore
astfel nct turaia sa s varieze n trepte; msurarea turaiei arborelui cu
ajutorul unui tahometru; metodica de msurare a unui moment al forelor de
frecare cu ajutorul unui pendul.
14.2. Consideraii teoretice
Pierderile de energie n rulmeni sunt relativ mici i ele rezult, mai
ales, din pierderile prin frecare. Acestea iau natere pe suprafeele de contact
dintre corpurile de rulare i cile de rulare, dintre corpurile de rulare i colivie,
precum i din rezistena opus de lubrifiant la deplasarea relativ a corpurilor
de rulare i coliviei fa de acesta.
Tipurile de frecri mai sus menionate i, ca urmare, frecarea total din
rulment, depind de o serie de factori care nu pot fi cuprini cu exactitate ntr-o
relaie teoretic. Uzual, coeficienii de frecare pentru diferitele tipuri
constructive de rulmeni, precum i legile de variaie a lor n funcie de sarcin
i de turaie, se stabilesc pe cale experimental. Astfel, de exemplu, s-a stabilit
c frecarea dintre corpurile de rulare i cile de rulare crete cu creterea
sarcinii, n timp ce frecarea ntre corpurile de rulare i colivie este aproape
independent de sarcin i turaie, mrimea sa fiind condiionat de precizia
formei geometrice a elementelor rulmentului.
Pierderile de energie cauzate de frecarea ntre corpurile de rulare,
colivie i lubrifiant depind de vscozitatea (sau consistena) lubrifiantului,
precum i de cantitatea de lubrifiant introdus n lagr. Pe msura creterii
sarcinii i a creterii temperaturii de funcionare, aceste pierderi se micoreaz
datorit micorrii vscozitii lubrifiantului.
115
n cazul turaiilor mari ale arborelui, pierderile prin frecarea prilor
mobile ale rulmentului cu lubrifiantul cresc datorit turbioanelor din lubrifiant.
Datorit complexitii fenomenelor privind pierderile prin frecare n
rulmeni, se poate lua n considerare, pentru turaii mici sau medii, un
coeficient de frecare global (echivalent)
0
, care depinde de tipul
rulmentului. n acest caz, momentul de frecare poate fi exprimat cu
urmtoarea relaie aproximativ:
2
0
d F
T
f
= [Nmm] (1)
unde:
F sarcina radial din rulment (este vorba de rulmeni radiali cu bile
seria 6210) [N];
d diametrul fusului [mm];
Observaie: Datorit faptului c etanarea 12 a rulmenilor (fig.1) este
cu contact, pierderile prin frecare care vor fi constatate n cursul desfurrii
lucrrii includ i frecrile din etanare. Lucrarea urmrete s se determine
pierderile prin frecare doar n rulmeni, nu i cele din etanare. De aceea, se va
determina, mai nti, momentul de frecare n gol (T
f0
), care va fi sczut din
valoarea momentului de frecare n sarcin T
f
. Calculele se vor efectua cu
diferena acestor momente (T
fnet
):
0 f f fnet
T T T = (2)
14.3. Descrierea aparaturii
Experimentul se realizeaz pe instalaia din figura 1. Prile
componente principale ale acesteia sunt urmtoarele:
lagrul oscilant, care este montat n consol la o extremitate a
arborelui. El conine rulmenii pentru care se studiaz pierderile
prin frecare. Pe corpul lagrului oscilant este montat un ac
indicator care evolueaz n faa unei scale unghiulare.
lagrul fix 8, n care se sprijin arborele 1.
modulul de antrenare, care conine motorul electric i cele dou roi
de curea. Roile au cte trei canale, la diferite diametre, pentru
cureaua trapezoidal. n felul acesta arborele poate avea trei turaii.
pendulul 31 cu greutile 32.
Cei patru rulmeni de studiat 14, sunt montai pe buca 27, asamblat
cu pan paralel cu arborele 1. Inelele exterioare ale rulmenilor marginali sunt
116
ajustate n corpul 23, respectiv n capacul 25. Inelele exterioare ale rulmenilor
centrali sunt ajustate n buca 22, care este liber fa de corpul 23.
Fig. 1
Rulmenii se ncarc de la urubul 17. Strngnd urubul, el va avansa
n jos, ncrcnd direct cei doi rulmeni centrali. Fora generat de urub poate
fi stabilit cu arcul dinamometric 19, pe care urubul l deformeaz. Sgeata
arcului se citete pe cadranul ceasului comparator ataat arcului. Din diagrama
de etalonare a arcului se poate citi mrimea forei, F
arc
, care a produs sgeata
respectiv. Fiecare rulment central este ncrcat cu F
arc
/2. Fora elastic a
arcului, F
e
= F
arc
, acioneaz n sus asupra urubului, deci i asupra pieselor 16,
20, 23. Rulmenii marginali vor fi ncrcai n mod direct de corpul 23, fiecare
rulment prelund o for F
arc
/2. Momentul de frecare T
f4
, corespunztor celor 4
rulmeni, tinde s antreneze, n sensul rotaiei arborelui, corpul 23 al lagrului
oscilant, deci i pendulul. Acesta va devia (fig.2) de la poziia de repaus cu un
unghi , a crui mrime se citete pe scala unghiular.
n poziia deviat, momentul de frecare este echilibrat de momentul de
revenire, generat de greutatea G a celor dou mase 32 fixate pe tija pendulului.
Conform figurii 2 se poate scrie:
= sin
4
r G T
f
(3)
117
unde:
r distana de la axa arborelui la centrul de
greutate al maselor 32 [mm].
Considernd c rulmenii contribuie n mod
egal la acest moment total de frecare, se poate scrie
relaia de calcul a momentului corespunztor unui
singur rulment:
= = sin
4
1
4
4
r G
T
T
f
f
(4)
Fig. 2
14.4. Desfurarea lucrrii
Premisele lucrrii sunt urmtoarele:
Turaiile la care se fac ncercrile sunt n
1
, n
2
, n
3
. Valorile acestora
se vor determina cu ajutorul tahomentrului. Atenie la regulile de
protecia muncii. Dup msurarea turaiei, capacul transmisiei
trebuie nchis.
Fora din arc, F
arc
, va avea urmtoarele valori (n N): 800, 1200,
1600, 2000. n consecin, fora radial F care ncarc un rulment
va avea valorile: 400, 1200, 1600, 2000 N.
Lucrarea se desfoar n urmtoarea succesiune:
a. Din diagrama de etalonare a arcului dinamometric se iau valorile
sgeilor, corespunztoare celor patru fore F
arc,i
.
b. Se pornete instalaia la o turaie n
1
, care se msoar cu
tahometrul. Dup o funcionare n gol de cteva minute, se noteaz
unghiul de deviaie a pendulului,
01
, n vederea determinrii
momentului de frecare n gol T
f01.
c. Cu instalaia n funciune, se ncarc rulmenii cu o for
F
arc1
=800N. Se noteaz deviaia
1
a pendulului. Se repet operaia
pentru celelalte valori ale forei din arc, F
arc,i
de 1200, 1600, 2000
N, notnd deviaiile
i
ale pendulului.
d. Se repet operaiile b i c pentru turaiile n
2
, respectiv n
3
ale
arborelui.
Observaie important: din motive de protecia muncii, nainte de
schimbarea turaiei prin mutarea curelei trapezoidale de pe un canal pe altul,
standul trebuie scos din priz.
Se procedeaz la prelucrarea datelor, astfel:
T
f4
118
Cunoscnd forele din arc, F
arc,i
, se calculeaz forele F
i
care
ncarc fiecare rulment: F
i
= F
arc,i
/2.
Avnd valorile deviaiilor pendulului, att la mersul n gol
0i
, ct
i n sarcin
i
, din diagrama de etalonare se determin valorile
momentelor de frecare n gol, T
f0i
, respectiv n sarcin T
fi
.
Pentru fiecare turaie i sarcin se calculeaz momentul de frecare
net T
fnet,i
din relaia (2).
Pentru fiecare caz se calculeaz coeficientul de frecare echivalent
0i
dintr-o relaie de tipul (1):
d F
T
i
i fnet
i
=
,
0
2
Datele i rezultatele se trec n tabele de tipul tabelului 1, cte un tabel
pentru fiecare turaie n
i
.
Tabelul 1
n
i
= ........... rot/min
Fora din arc, F
arc
[N] 800 1200 1600 2000
Fora radial pe rulment, F [N]
Sgeata arcului, f
arc
[10
-2
mm]
Deviaia pendulului n gol,
0
[grade]
Momentul de frecare n gol, T
f0
[Nmm]
Deviaia pendulului n sarcin, [grade]
Momentul de frecare n sarcin, T
f
[Nmm]
Momentul de frecare net, T
fnet
[Nmm]
Coeficientul de frecare global,
0
15. COMPORTAREA N FUNCIONARE A
RULMENILOR CU DETERIORRI
15.1. Scopul lucrrii
Lucrarea are drept scop detectarea deteriorrilor rulmenilor prin
compararea frecvenei vibraiilor care apar datorit acestora cu frecveele
teoretice ale defeciunilor respective i permite simularea a cinci tipuri de
deteriorri diferite ale rulmenilor.
15.2. Consideraii teoretice
Scoaterea din uz a rulmenilor exploatai corect poate fi determinat de
urmtoarele cauze:
- oboseala superficial a corpurilor i cilor de rulare apare la
rulmenii care se rotesc sub sarcin cu o turaie n > 10 rot/min
i se manifest prin apariia unor gropie (pitting) pe suprafaa
corpurilor de rostogolire sau a cilor de rulare. Are drept
consecine pierderea preciziei de rotire a rulmentului, creterea
brusc a zgomotului i a vibraiilor;
- deformaii plastice locale (amprente) ale suprafeelor de lucru
apar n special la rulmenii care nu se rotesc, la cei care au
micri de oscilaie sau turaie foarte mic ( 10 n rot/min),
cnd sarcina depete o anumit limit, dar pot s apar i la
rulmenii care se rotesc sub sarcin, la ncrcri cu ocuri mari,
aplicate n fraciuni de rotaie. Consecinele apariiei acestei
forme de distrugere asupra funcionrii rulmentului sunt
aceleai ca i n cazul precedent.
- uzare abraziv care este cauzat de impuritile dure care
ptrund in interiorul rulmentului datorit unor etanri
necorespunztoare, a unui lubrifiant cu impuriti sau a
mediului cu impuriti;
- ruperea unei piese din componena rulmentului reprezint cea
mai periculoas form de distrugere a rulmenilor, apare n
general brusc (la colivie, unul dintre inele sau corpuri de rulare)
120
i poare fi datorat, de exemplu, unei defeciuni de material sau
tratament termic.
Ieirea din uz a rulmenilor, n cazul unei exploatri corecte a lor, se
datoreaz solicitrilor variabile (la oboseal) produse de trecerile repetate ale
corpurilor de rostogolire ncrcate peste acelai punct al cilor de rulare. n
continuare se va analiza ce influen are asupra solicitrii la oboseal faptul c
se rotete inelul interior al rulmentului sau cel exterior. Pentru nceput se
consider cazul general, cnd se rotesc ambele inele ale rulmentului (fig.1). Se
consider rulmentul radial cu bile prezentat n figura 1. n cazul rostogolirii
B
C
A
v
B
v
C
v
A
n
e
n
i
D
e
D
c
D
i
Fig. 1
fr alunecare, viteza punctului A de pe corpul de rostogolire va fi egal cu
viteza periferic a unui punct de pe calea de rulare a inelului interior cu
diametrul D
i
, respectiv:
60
i i
i
n D
v
= , (1)
unde:
D
i
diametrul cii de rulare a inelului interior;
n
i
turaia inelului interior.
Viteza punctului B, n mod analog, este:
60
e e
e
n D
v
= , (2)
unde:
D
e
diametrul cii de rulare a inelului exterior;
n
e
turaia inelului exterior.
121
Deoarece bila este rigid, vitezele punctelor sale cuprinse ntre A i B
variaz liniar, deci viteza centrului corpului de rostogolire va fi egal cu media
aritmetic a vitezelor. Deoarece centrul corpului de rostogolire execut numai
o micare n jurul axei rulmentului, viteza sa liniar va fi egal cu viteza
coliviei. Se poate scrie:
c
c i e
c
n
D v v
v
=
+
=
60 2
, (3)
n care:
,
2
d D d D
D D
D
e i
e i
c
= + =
+
= , (4)
iar:
D
c
diametrul cercului centrelor rolelor;
d diametrul rolelor.
nlocuind relaiile (1) i (2) n (3), se obine:
.
2 2
c
e e
c
i i
c
D
D n
D
D n
n
= (5)
Cazul n care ambele inele se rotesc este ntlnit mai rar. n practic se
pot ntlni frecvent unul din urmtoarele cazuri:
I. Cazul cnd inelul interior este rotitor, iar cel exterior este fix, respectiv
pentru n
i
= n, n
e
= 0, relaia (5) devine:
. 1
2
=
c
cI
D
d n
n (6)
II. Cnd inelul interior este fix i cel exterior se rotete, respectiv pentru n
i
= 0
i n
e
= n, se obine:
. 1
2
+ =
c
cII
D
d n
n (7)
Comparnd relaiile (6) i (7) se observ c turaia coliviei este mai
mare cnd inelul exterior este rotitor.
Pentru aprecierea durabilitii rulmentului, este important numrul de
treceri ale corpurilor de rulare peste un anumit punct din zona ncrcat de pe
calea de rulare interioar sau exterioar. La o rotaie complet a coliviei fa
de inel, toate cele z corpuri de rulare trec peste un anumit punct al inelului,
122
deci z treceri. Dac fora radial F
r
are direcie constant i inelul exterior este
fix, turaia relativ a coliviei fa de inelul exterior este n
cI
.
Numrul de treceri n unitatea de timp peste punctul B al inelului
exterior este:
f
cI
= n
cI
z (8)
Turaia relativ a coliviei fa de inelul interior este (n-n
cI
), iar numrul
de treceri peste punctul A al inelului interior este:
f
cII
= (n n
cI
)z (9)
Deoarece inelul interior se rotete, iar fora are direcie constant,
jumtate din contacte se fac n zona nencrcat, deci numrul de treceri care
trebuie luat n considerare este:
z
n n
f
cI
I
=
2
. (10)
Cnd se rotete inelul exterior, iar inelul interior este fix, numrul
trecerilor n unitatea de timp peste punctul A al inelului interior fix, este:
f
II
= n
cII
z (11)
iar numrul de treceri peste punctul B al inelului exterior, analog cu (11) este:
z
n n
f
cII
I
=
2
. (12)
Comparnd relaiile (8), (10), (11) i (12), se observ c numrul cel
mai mare de treceri sub sarcin se realizeaz n cazul rotirii inelului exterior,
iar ncrcarea cea mai defavorabil este cea a inelului interior (punctul A,
relaia (12)). Inelul interior este deci partea cea mai solicitat a rulmentului i
ca urmare, el determin n final capacitatea de ncrcare a rulmentului.
Uzarea rulmenilor se manifest n mod normal printr-o nrutire
gradual a performanelor n funcionare. Uzrile rulmenilor pot fi detectate
prin msurarea vibraiilor provocate de acestea. Fiecare bil va produce un
impact/oc atunci cnd se rostogolete peste punctul n care exist o
deteriorare (uzare). Acest impact i viteza de repetare a acestuia se numete n
continuare frecven a deteriorrii.
Datele tehnice pentru ncercrile efectuate n acest studiu de caz sunt:
- Tipul rulmenilor studiai: - 6004, rulment radial cu bile, n
diferite stri provocate de uzare i fr;
- Dimensiunile rulmentului: d = 20 mm, D = 42 mm, B = 12 mm,
- Diametrul coliviei: D
c
= 31 mm,
123
- Diametrul bilelor: d = 6,35 mm,
- Numrul de bile: z = 9.
innd seama de relaiile stabilite anterior pentru cazul n care inelul
interior este rotitor i cel exterior fix (fig.1), frecvenele elementelor
componente ale rulmentului 6004 (n Hz) produse de turaia n n rot/min, a
arborelui pe care este montat se pot calcula cu relaiile:
- Frecvena/Viteza de rotaie a inelului interior:
f = 1,0n/60 [Hz],
- Frecvena deteriorrii inelului interior:
f
i
= 5,42n/60 [Hz],
- Frecvena deteriorrii inelului exterior:
f
e
= 3,58n/60 [Hz],
- Frecvena deteriorrii bilei:
f
b
= 4,68n/60 [Hz],
- Frecvena/Viteza de rotaie a coliviei:
f
c
= 0,398n/60 [Hz],
- Frecvena/Viteza de rotaie a bilei:
f
b
= 0,398n/60 [Hz].
n tabelul 1 sunt date valorile calculate (teoretice) ale acestor frecvene
pentru diferite turaii ale arborelui, n cazul rulmentului 6004.
15.3. Descrierea aparaturii
n vederea realizrii lucrrii se va utiliza Sistemul de diagnoz
al organelor de maini PT 500 pe care se monteaz modulul pentru detectarea
deteriorrilor rulmenilor PT 500.12, fiind necesar pentru simulare i modulul
transmisii prin curele PT 500.14 (fig. 2 a i b).
Modulul PT 500.12 este format dintr-un lagr 4 cu rulment fr
deteriorri (fig. 2,a) i lagrul 7 (fig. 2,a) care va conine unul din rulmenii cu
deteriorri. Modulul este dotat ase rulmeni cu diferite tipuri de defeciuni.
Pentru identificarea tipului de defeciune a rulmentului, acesta este marcat pe
inelul exterior cu litere, care au urmtoarele semnificaii:
- A - rulment fr deteriorri;
- B - rulment cu deteriorri pe inelul exterior;
- C - rulment cu deteriorri pe inelul interior;
124
- D - rulment cu deteriorri la unul din corpurile de rulare;
- E - rulment cu deteriorri pe inelul exterior, interior si pe unul
din corpurile de rulare;
- F - rulment cu uzare sever.
Montajul prezentat n figura 2,a este format din: 1 - unitate de comand
i motor electric, 2 cuplaj, 3 plac din oel cu suport magnetic, 4 lagr cu
rulment fr defeciuni, 5 senzor de referin, 6 arbore scurt cu reper de
reflexie pentru senzorul de referin, 7 lagrul cu unul din rulmenii cu
defeciuni, 8 transmisie prin curea, 9 senzor de acceleraie (orizontal).
Fig. 2
a.
b.
125
Tabelul 1
Inel exterior Inel interior Bil Colivie
f
e
f
i
f
b
f
c
n
[rot/min]
[Hz] [rot/min] [Hz] [rot/min] [Hz] [rot/min] [Hz] [rot/min]
200 11,9 716 18,1 1084 15,6 935 1,3 80
300 17,9 1073 27,1 1627 23,4 1403 2,0 119
400 23,9 1431 36,1 2169 31,2 1871 2,7 159
500 29,8 1789 45,2 2711 39,0 2339 3,3 199
600 35,8 2147 54,2 3253 46,8 2806 4,0 239
700 41,7 2505 63,3 3795 54,6 3274 4,6 278
800 47,7 2863 72,3 4337 62,4 3742 5,3 318
900 53,7 3220 81,3 4880 70,2 4209 6,0 358
1000 59,6 3578 90,4 5422 78,0 4677 6,6 398
1100 65,6 3936 99,4 5964 85,7 5145 7,3 437
1200 71,6 4294 108,4 6506 93,5 5612 8,0 477
1300 77,5 4652 117,5 7048 101,3 6080 8,6 517
1400 83,5 5010 126,5 7590 109,1 6548 9,3 557
1500 89,5 5367 135,5 8133 116,9 7016 9,9 596
1600 95,4 5725 144,6 8675 124,7 7483 10,6 636
1700 101,4 6083 153,6 9217 132,5 7951 11,3 676
1800 107,3 6441 162,7 9759 140,3 8419 11,9 716
1900 113,3 6799 171,7 10301 148,1 8886 12,6 755
2000 119,3 7156 180,7 10844 155,9 9354 13,3 795
2100 125,2 7514 189,8 11386 163,7 9822 13,9 835
2200 131,2 7872 198,8 11928 171,5 10290 14,6 875
2300 137,2 8230 207,8 12470 179,3 10767 15,2 914
2400 143,1 8588 216,9 13012 187,1 11225 15,9 954
2500 149,1 8946 225,9 13554 194,9 11693 16,6 994
2600 155,1 9303 234,9 14097 202,7 12160 17,2 1034
2700 161,0 9661 244,0 14639 210,5 12628 17,9 1073
2750 164,0 9840 248,5 14910 214,4 12862 18,2 7093
2800 167,0 10019 253,0 15181 218,3 13096 18,6 1113
2900 172,9 11377 262,1 15723 226,1 13563 19,2 1153
3000 178,9 10735 271,1 16265 233,9 14031 19,9 1193
3100 184,9 11093 280,1 16808 241,6 14499 20,5 1233
3200 190,8 11450 289,2 17350 249,4 14967 21,2 1272
3300 196,8 11808 298,2 17892 257,2 15434 21,9 1312
3400 202,8 12166 307,2 18434 265,0 15902 22,5 1352
3500 208,7 12524 316,3 18976 272,8 16370 23,2 1431
3600 214,7 12882 325,3 19518 280,6 16837 23,9 1471
3700 220,7 13239 334,3 20061 288,4 17305 24,5 1511
3800 226,6 13597 343,4 20603 296,2 17773 25,2 1551
126
Lagrul prezentat n figura 3, pe lng rulmentul care urmeaz s fie
montat n el prezint urmtoarele elemente: 1,5 - guri filetate M8x8 pentru
ataarea/montarea senzorilor; 2,4 - inele elastice 42x1,75; rulment cu bile cu
caneluri/nervuri; 6 corpul lagrului; 7 uruburile de fixare M8x25; 8 aibe
plate.
Fig. 3
Se va avea grij ca rulmenii s fie uni n mod corespunztor cu ulei
curat. Dac sunt expui unui mediu cu praf, atunci rulmenii se vor spla n
benzin din timp n timp i suflai cu aer comprimat. n continuare rulmentul
se va unge imediat cu ulei curat pentru a preveni coroziunea.
Tabelul 2
Setrile senzorului AS-20 pentru vibraiile rulmentului (Vibroport 41)
Setare 1 Setare 2
Intrare Activ Activ
Tipul senzorului De acceleraie De acceleraie
Sensibilitatea 100mV/g 100mV/g
Unitatea de msur m/s eff m/s eff
Domeniu de msurare 20 (variabile) 20 (variabile)
Filtru cu trecere nalt 10 Hz ISO 10 Hz ISO
Filtru cu trecere joas 1 kHz ISO 1 kHz ISO
127
Tabelul 3
Setri de referin (P-84)
Setare 1
Referine Ext. Activ
Nivelul mecanismului de declanare 50 %
Rigla mecanismului de declanare Pozitiv
Unitate de msur pentru turaie rpm
Viteza/referin 1/1
n tabelul 2 sunt date setrile pentru senzorul de acceleraie AS-20 iar
n tabelul 3 setrile de referin.
Atenie! tandul va fi pus n funciune numai dup ce s-a verificat
dac rulmenii sunt uni n mod corespunztor, montajul a fost fcut corect i
dup ce s-a nchis capacul de protecie. Exist riscul de accidentare/rnire cu
piesele aflate n micare de rotaie.
15.4. Desfurarea lucrrii
Pentru realizarea montajului (fig.2), necesar ncercrilor efectuate cu
primul rulment, cu defeciuni la inelul exterior, notat cu B, se parcurg
urmtoarele etape:
- se fixeaz motorul electric pe placa de baz;
- se conecteaz unitatea 1;
- se monteaz pe arborele scurt 6 cele dou lagre, 3 i cel
experimental 7 (avnd montat n el rulmentul B), i prin
intermediul cuplajului 2 se realizeaz legtura cu motorul
electric;
- se deplaseaz lagrul experimental 7 astfel nct roata de curea
mic s poat fi montat pe captul arborelui;
- se fixeaz roata mic de curea cu ajutorul setului de fixare;
- se completeaz transmisia prin curea cu lagrul pentru roata
mare de curea i mecanismul de tensionare a curelei (vezi
lucrarea nr. 23);
- se monteaz senzorii de acceleraie pe lagrul 7;
- se aplic reperul pentru senzorul de referin de pe arbore;
- se fixeaz senzorul de referin pe marcaj;
- se aliniaz senzorul de referin cu arborele, cu ajutorul
suportului magnetic i al plcii din oel pe placa de baz i se
fixeaz pe marcaj;
- se tensioneaz cureaua (vezi lucrarea nr. 23);
128
- se pornete calculatorul care conine softul utilizat pentru
msurarea i nregistrarea mrimilor ce urmeaz s fie studiate
n cadrul lucrrii;
- se deschide aplicaia PT 500 (din desktop);
- din meniul Kind of test se alege varianta Frequency
Spectrum;
- se seteaz canalul 1 i modul Continuous de nregistrare a
datelor;
- se seteaz senzorul de acceleraie AS-20 conform datelor din
tabelul 1 avnd n vedere setrile de referin date n tabelul 2 i
se trece la efectuarea ncercrilor;
- se nchide ecranul de protecie;
- se pornete unitatea de acionare pentru motorul electric;
- se seteaz sensul de rotire;
- se pornete motorul electric;
- se seteaz turaia la 1500 rot/min;
- se salveaz imaginea (fig.4) cu diagrama nregistrat pe ecranul
calculatorului cu Print Screen i n continuare ntr-un fiier n
calculator;
- pe diagrama obinut se va identifica frecvena cu care se
produce impactul. Valoarea citit pe diagram se va trece n
tabelul 4.
Pentru a efectua ncercri cu un alt rulment deteriorat, pentru
schimbarea rulmentului din lagrul 7 (fig.2,a) prezentat n figura 5, se
procedeaz n felul urmtor:
- se oprete unitatea de antrenare;
- se ridic aprtoarea de protecie de pe montajul utilizat la
ncercarea anterioar;
- se demonteaz senzorii de pe corpul lagrului;
- se detensioneaz cureaua de la transmisia prin curele;
- se demonteaz roata mic de curea (se reine roata cu cureaua i
se deurubeaz setul de fixare cu cheia);
- se desfac uruburile de prindere ale corpului 6 a lagrului 7
(fig.5) de pe placa de baz i se scoate din montaj;
- se demonteaz inelul elastic 2 cu ajutorul cletelui pentru inele
elastice;
- se depreseaz rulmentul 3 utilizat anterior;
- se monteaz rulmentul care urmeaz a fi ncercat;
129
Fig. 4
Fig. 5
130
- se fixeaz cu inelul elastic 2 cu ajutorul cletelui;
- se introduce i se fixeaz lagrul 7 n montajul prezentat n
figura 2,a.
Se repet ncercrile, respectnd etapele prezentate n cazul
rulmentului B, i pentru ceilali rulmenii cu defeciuni i anume cei notai pe
inelul exterior cu C, D, E, F i respectiv pentru rulmentul fr defeciuni A.
15.5. Evaluarea rezultatelor ncercrii experimentale
Diagramele obinute vor avea forma celei prezentate n figura 4. Din
analiza acestor diagrame rezult frecvena deteriorrii pentru fiecare caz n
parte, valori care vor fi trecute n tabelul 4 cu rezultatele obinute n cadrul
ncercrilor efectuate, tabel n care se vor trece i valorile teoretice scoase din
tabelul 1 pentru turaia utilizat, explicnd diferenele ntre cele dou valori.
Tabelul 4
Lagrul 1 Lagrul 2
Nr.
crt.
Rulmentul ncercat
Teoretic [Hz] Practic [Hz] [Hz]
1 B - cu deteriorri pe inelul
exterior
2 C - cu deteriorri pe inelul
interior
3 D - cu deteriorri pe
corpurile de rulare
4 E - cu deteriorri de tipul
A, B i C
5 F - cu deteriorri severe
6 A - fr deteriorri
16. NCERCAREA AMBREIAJELOR CU DISCURI DE
FRICIUNE
16.1. Scopul lucrrii
Ambreiajele cu discuri de friciune (multidisc) se utilizeaz pentru
cuplarea unui arbore conductor cu un arbore condus i fac posibil
ambreierea i debreierea lin n funcionare.
Momentul de torsiune se transmite prin forele de frecare dintre
discurile de oel clit, care sunt asamblate prin caneluri cu arborele conductor
i arborele condus i sunt montate alternativ. Discurile pot realiza mici
deplasri axiale n raport cu arborii, cuplarea realizndu-se prin apsarea
axial a discurilor.
n cadrul lucrrii se determin experimental dependena dintre
momentul de frecare i fora de apsare a discurilor. Din aceast dependen se
poate calcula coeficientul de frecare mediu al discurilor la diferite valori ale
forei de apsare. De asemenea se va urmri variaia coeficientului de frecare
n funcie de presiunea de contact dintre discuri.
16.2. Consideraii teoretice
Forma discurilor este reprezentat
n figura 1. Unul din discuri are caneluri
interioare i se numete disc interior, iar
cellalt are nite proeminene exterioare
numindu-se disc exterior.
Canelurile pot avea profil
dreptunghiular sau evolventic. Suprafaa de
frecare a discurilor are o form inelar.
Relaia de dependen dintre
momentul de frecare T
f
i fora de apsare
axial F
a
este:
z
D D
D D
F T
a f
=
2
1
2
2
3
1
3
2
3
1
(1)
D
1
D
2
Fig. 1
132
unde:
coeficientul de frecare;
z numrul suprafeelor de frecare;
D
1
diametrul minim al suprafeei de frecare;
D
2
diametrul maxim al suprafeei de frecare.
Pentru cazul cnd raportul 5 , 0
2
1
D
D
se poate utiliza i relaia
aproximativ:
z D F T
m a f
=
2
1
(2)
unde:
2
2 1
D D
D
m
+
= diametrul mediu al suprafeei de frecare.
Presiunea medie pe suprafaa de frecare este dat de relaia:
( )
2
1
2
2
4
D D
F
A
F
p
a a
m
= = (3)
Presiunile maxime admise pentru discurile din oel sunt de 0,4 0,6
N/mm
2
.
Coeficientul de frecare este diferit pentru starea de repaus relativ a
discurilor (cnd discurile nu alunec unul fa de altul), fa de starea de
micare (cnd discurile alunec), fapt pus n eviden prin observarea pe
dispozitivul de nregistrare a valorii momentului de frecare. Momentul de
frecare va avea valoarea maxim la nceputul alunecrii discurilor i o valoare
mai mic n timpul alunecrii discurilor.
Se face deci distincie ntre coeficientul de frecare static sau de repaus
i coeficientul de frecare cinematic sau de micare.
Coeficientul de frecare mai depinde de prezena i felul lubrifiantului,
de materialul discurilor, rugozitatea suprafeelor de frecare, presiunea dintre
discuri, viteza de alunecare i temperatura de lucru.
16.3. Utilajul i aparatura utilizat
Standul utilizat este prezentat n figura 2. Arborele motor 1 poate fi pus
n micare de rotaie fie manual cu ajutorul unei manivele, fie de la un motor
electric prin intermediul unei transmisii cu curele. Ambreiajul cu discuri
multiple este rigidizat de arborele motor prin intermediul discului 2, iar de
arborele condus 12 prin cuplajul cu gheare 13 i arborele canelat 6. Discurile
133
exterioare 4 sunt antrenate de arborele motor prin intermediul manonului 3,
iar discurile interioare 5 montate pe arborele intermediar 6 transmit momentul
de frecare la arborele condus prin cuplajul cu gheare. Fora de apsare axial
este realizat printr-o prghie (poziia 7) avnd raportul de amplificare 10 =
a
b
,
pe talerul creia se aeaz greuti. Pentru eliminarea forei de frecare dintre
captul prghiei i manonul de presiune este montat un rulment axial cu dou
rnduri de bile (poziia 14).
Fig. 2
1 arbore motor, 2 disc, 3 manon, 4 disc exterior, 5 disc interior,
6 arbore canelat, 7 prghie, 8 opritor, 9 ceas comparator, 10 frn
cu saboi, 11 arc, 12 arbore condus, 13 cuplaj cu gheare,
14 rulment axial, 15 arc lamelar
Mrimea forei axiale se determin cu relaia:
l
b
a
c
1
G
0
3 2
13
4 5 6 7 8
14
15
10 11 12
9
G
F
t
134
( )
a
b
G G F
a
+ =
0
(4)
unde:
G
0
greutatea proprie a talerului i greutatea redus a prghiei la
nivelul talerului G
0
=8 N;
G mrimea greutilor care se aeaz pe taler;
10 =
a
b
raportul de amplificare al prghiei.
Determinarea momentului de frecare transmis de cuplaj se poate face
prin blocarea arborelui condus cu ajutorul unui arc lamelar (poziia 15).
Deformaia arcului f va fi proporional cu fora tangenial.
I E
l F
f
t
=
3
3
(5)
unde:
l lungimea n consol a arcului lamelar pn la punctul de
aplicaie al forei F
t
;
E modulul de elasticitate al materialului arcului;
I momentul de inerie al seciunii arcului.
Momentul de torsiune (frecare) transmis de cuplaj va fi
t f
F c T = (6)
unde:
c braul forei F
t
fa de axa de rotaie.
Pentru operativitate se poate determina momentul cu ajutorul unei
diagrame de etalonare n funcie de sgeata f citit la ceasul comparator.
Standul poate fi acionat i electric. n acest caz, momentul rezistent este
generat de frna cu saboi 10, acionat de arcul dinamometric 11. Acionnd
electric arborele 1 i realiznd cuplarea cu ajutorul ambreiajului, este posibil
determinarea duratei de ambreiere t
a
i a lucrului mecanic pierdut prin frecare
L
p
. Pentru determinarea acestor mrimi este necesar montarea unui
tahogenerator sau stroboscop care s marcheze sincronizarea turaiilor.
16.4. Desfurarea lucrrii
se execut schia discurilor i a cuplajului;
se msoar dimensiunile limit (D
1
i D
2
) pentru suprafaa de
frecare i se afl numrul suprafeelor de frecare z;
135
se calculeaz aria de contact A i necesarul de greuti
1
G ,
2
G ,
3
G ,
4
G ,
5
G ,
6
G ce trebuie s fie aezate pe taler pentru a se realiza
presiuni de contact
1
p =0,05,
2
p =0,10,
3
p =0,15,
4
p =0,20,
5
p =0,25,
6
p =0,30 [N/mm
2
];
cu greutile existente n laborator se formeaz seturi de greuti
G
1
... G
6
ct mai apropiate de valorile G'
1
... G'
6
antecalculate;
cu valorile G
1
... G
6
se determin forele axiale F
a1
... F
a6
cu relaia
(4);
cu relaia (3) se determin presiunile medii pe suprafaa de frecare
p
1
... p
6
;
se pune ceasul comparator la zero, n stare debreiat (prghia fiind
ridicat cu ajutorul opritorului 8);
se aeaz greutatea G
1
pe talerul prghiei i se pune n micare
arborele motor cu ajutorul manivelei;
se va citi la ceasul comparator sgeata f
1
a arcului lamelar n
momentul de nceput al alunecrii (repaus) i n timpul alunecrii
uniforme (micare).
Observaie: Manivela se va roti n sensul indicat de sgeata nscris pe
stand, fr bruscri, iar dup ce ambreiajul ncepe s alunece se va roti ct mai
uniform.
se repet operaiile pentru toate greutile G
2
, G
3
, G
4
, G
5
, G
6
;
din diagrama de etalonare se determin momentul corespunztor
indicaiilor citite la ceasul comparator pentru sgeata arcului
lamelar;
din relaia (1) se va calcula
mediu
iar cu relaia (2)
aprox
;
se va reprezenta grafic dependena dintre momentul de frecare T
f
i
fora axial, precum i dependena dintre coeficientul de frecare i
presiunea de contact (fig.3).
Observaie: Existena unor puncte izolate pe diagram, arat abateri
prea mari ale msurtorilor i conduc la necesitatea de a repeta msurtorile
respective.
16.5. Prelucrarea datelor
Se completeaz datele cerute n tabelele 1 i 2 i se traseaz diagramele
de dependen T
f
= f(F
a
) i
med
= f
1
(p) respectiv
aprox
= f
2
(p).
Se vor analiza i explica dependenele trasate grafic.
136
Fig. 3
Tabelul 1
Diametrul exterior D
2
mm
Diametrul interior D
1
mm
Diametrul mediu D
m
mm
Aria de contact A mm
2
Numrul suprafeelor de frecare z
Tabelul 2
p , N/mm
2
0,05 0,10 0,15 0,20 0,25 0,30
G , N
G , N
F
a
, N
p , N/mm
2
repaus
f , mm
micare
repaus
T
f
, Nmm
micare
repaus
med
micare
repaus
aprox
micare
T
f
F
a
med
aprox
p
17. CARACTERISTICA STATIC A CUPLAJELOR
ELASTICE
17.1. Scopul lucrrii
Scopul declarat al lucrrii l constituie ridicarea, pe cale experimental,
a caracteristicii statice a unui cuplaj elastic cu elemente din cauciuc.
n afara acestui scop lucrarea d posibilitatea de a cunoate i alte
aspecte tehnice utile cum ar fi, de exemplu, utilizarea arcurilor dinamometrice
pentru msurarea unui moment de torsiune.
17.2. Consideraii teoretice
Cuplajele elastice se utilizeaz n urmtoarele scopuri:
atenuarea i amortizarea ocurilor la transmiterea momentelor de
torsiune;
compensarea abaterilor de la coaxialitate a arborilor;
modificarea frecvenei proprii a lanului cinematic pentru evitarea
rezonanei.
Cuplajele elastice sunt caracterizate prin:
rigiditate, care se definete prin momentul de torsiune necesar
pentru a produce o rotire relativ unitar a semicuplajelor;
amortizare, care reprezint capacitatea cuplajului de a disipa
energia mecanic. La cuplajele elastice cu elemente din cauciuc,
aceast proprietate se datoreaz frecrilor interne din elementele
respective. La cuplajele elastice cu elemente metalice, amortizarea
se datoreaz frecrilor dintre elementele elastice metalice care intr
n componena cuplajului (de exemplu, la cuplajele cu arcuri
lamelare multiple).
Caracteristica unui cuplaj elastic se definete ca fiind curba de
dependen dintre momentul de torsiune T transmis prin cuplaj i unghiul de
rotire relativ a semicuplajelor. Dac momentul de torsiune este aplicat lent,
caracteristica este static.
Cuplajele pot avea o caracteristic liniar sau una neliniar (fig.1,a).
Cele cu caracteristic liniar au rigiditatea k constant:
138
Fig. 1
a tipuri de caracteristici, b caracteristic avnd bucl de histerezis
(1 caracteristica la ncrcare; 2 la descrcare).
=
T
k [Nm/rad] (1)
Cuplajele cu caracteristic neliniar au rigiditatea variabil. Pentru
figura 1,a rigiditatea este cresctoare, de la ncrcarea cu un moment de
torsiune iniial, la unul final. La un asemenea cuplaj rigiditatea se definete
astfel:
( ) ( ) = T k
&
(2)
De pild, pentru punctul de coordonate T
0
,
0
, rigiditatea este
( )
0 0 0
tan = = T k
&
(3)
La un cuplaj la care exist frecrile amintite mai sus, caracteristica la
ncrcare (curba 1, figura 1,b) difer de cea la descrcare (curba 2), ntre
acestea nchizndu-se o bucl de histerezis. Aria acestei bucle reprezint
energia consumat pentru nvingerea frecrilor interne i este o msur a
capacitii de amortizare a cuplajului.
17.3. Descrierea aparaturii
tandul utilizat este prezentat schematic n figura 2.
Semicuplajele se monteaz n capetele de prindere 3 i 4. Pentru
aceasta se acioneaz roata de mn 8 i, printr-un mecanism urub 7 piuli
6, se asigur deplasarea saniei 5 mpreun cu elementele montate pe ea,
realizndu-se distana ntre capetele de prindere, necesar montrii
semicuplajelor. ncrcarea cuplajului cu un anumit moment de torsiune se
realizeaz astfel:
139
se antreneaz semicuplajul motor, montat n capul de prindere 3, de
la manivela 1 a reductorului melcat 2;
Fig. 2
levierul 9, asamblat pe arborele condus, tinde s se roteasc i
deplaseaz tija furcat 10 al crei capt este fixat, printr-o
asamblare sferic, n arcul dinamometric 11; fora elastic a
acestuia genereaz momentul de torsiune rezistent.
sgeata arcului se citete la comparatorul 12; cu ajutorul ei se
determin, din diagrama de etalonare a arcului, momentul de
torsiune.
La ncrcarea cuplajului elastic cu momentul de torsiune T, elementele
elastice din cauciuc se deformeaz, iar semicuplajele se rotesc relativ cu un
anumit unghi . Acest unghi se determin cu ajutorul montajului din figura 3.
Fig. 3
140
Pe arborele motor 1 se monteaz, printr-un colier, tija 2 care acioneaz
palpatorul comparatorului 5. Comparatorul este
fixat pe un element 4, care este asamblat cu
arborele condus 6. Legtura elastic ntre cei doi
arbori este realizat prin cuplajul elastic 3.
Cunoscnd raza r (fig.4) la care se msoar
deplasarea s a palpatorului, se poate determina
unghiul de rotire relativ a semicuplajelor:
=
180 10
2
r
s
[grade] (4)
unde r se exprim n mm, iar s n sutimi de
milimetru (indicaia comparatorului). Dac
comparatorul are diviziuni de 10
-3
mm, atunci n
relaia (4), n loc de 10
-2
se va scrie 10
-3
.
Fig. 4
17.4. Desfurarea lucrrii
Lucrarea se va derula n urmtoarea succesiune:
1. Se monteaz cuplajul ntre capetele de prindere ale tandului i se
fixeaz indicatoarele comparatoarelor la zero.
2. Se aleg cteva valori ale momentului de torsiune cu care va fi
ncrcat cuplajul. Un numr mai mare de valori (de exemplu 10)
permite trasarea unei caracteristici statice a cuplajului mai aproape
de realitate. Fie momentul de torsiune curent T
i
(i = 1...10). Din
diagrama de etalonare se scot valorile corespunztoare ale sgeilor
arcului 11 (fig.2) care vor fi citite la comparatorul 12 n cursul
experimentului.
3. Se acioneaz lent manivela reductorului, ncrcndu-se cuplajul,
succesiv, cu momentele de torsiune T
1
.....T
10
. Pentru fiecare
valoare T
i
a momentului se noteaz deplasarea s
i
(fig.4) a
palpatorului, citit pe cadranul comparatorului 5 (fig.3).
4. De la valoarea T
10
a momentului de torsiune, la care s-a ajuns prin
manevrele anterioare, se descarc treptat cuplajul, trecnd prin
aceleai valori ale momentelor de torsiune T
9
, T
8
, ..... T
1
din etapa
de ncrcare. Se noteaz, pentru fiecare moment de torsiune,
indicaia comparatorului (deci valoarea curent s
di
, n care indicele
d indic faptul c s corespunde etapei de descrcare).
141
5. Se calculeaz, cu relaia (4), pentru ambele etape (ncrcare-
descrcare) i pentru fiecare valoare a momentului de torsiune,
unghiul de rotire relativ a semicuplajelor.
Datele se trec n tabele de tipul 1 (pentru ncrcare) i 2 (pentru
descrcare). Se reprezint grafic caracteristica static experimental T = f() i
se constat existena histerezisului. Prezena histerezisului indic faptul c
acest cuplaj are o capacitate de amortizare.
Tabelul 1
Rotirea relativ a semicuplajelor Momentul de
torsiune
T
i
Nm
Sgeata
arcului
f
i
mm10
-2
Indicaia s
i
a
comparatorului
mm10
-2
Unghiul de rotire
relativ,
grade
T
1
= f
1
= s
1
=
T
2
= f
2
= s
2
=
T
3
= f
3
= s
3
=
T
4
= f
4
= s
4
=
T
5
= f
5
= s
5
=
T
6
= f
6
= s
6
=
T
7
= f
7
= s
7
=
T
8
= f
8
= s
8
=
T
9
= f
9
= s
9
=
T
10
= f
10
= s
10
=
Tabelul 2
Rotirea relativ a semicuplajelor Momentul de
torsiune
T
i
Nm
Sgeata
arcului
f
i
mm10
-2
Indicaia s
di
a
comparatorului
mm10
-2
Unghiul de rotire
relativ,
grade
T
10
= f
10
= s
d10
=
T
9
= f
9
= s
d9
=
T
8
= f
8
= s
d8
=
T
7
= f
7
= s
d7
=
T
6
= f
6
= s
d6
=
T
5
= f
5
= s
d5
=
T
4
= f
4
= s
d4
=
T
3
= f
3
= s
d3
=
T
2
= f
2
= s
d2
=
T
1
= f
1
= s
d1
=
18. RESTABILIREA PARAMETRILOR DIMENSIONALI
AI ANGRENAJELOR CU ROI DINATE CILINDRICE CU
DINI DREPI
18.1. Scopul lucrrii
Restabilirea parametrilor dimensionali ai unui angrenaj uzat sau
deteriorat are o importan deosebit, mai ales dac este necesar nlocuirea
acestuia cu unul nou, care s pstreze parametrii geometrici i cinematici
iniiali, n cazurile n care lipsete documentaia tehnologic a angrenajului
iniial.
Lucrarea prezint o metod pentru restabilirea parametrilor
dimensionali ai angrenajelor cilindrice cu dini drepi, deteriorate.
18.2. Consideraii teoretice
La roile dinate care trebuie nlocuite pot constata, n general,
urmtoarele deteriorri:
ruperea dinilor datorit suprasolicitrilor, uzrii pronunate sau din
cauza unui defect de material (fig.1,a);
deteriorarea flancurilor dinilor prin pitting, exfoliere etc. (fig.1,b).
a. b.
Fig. 1
143
Fig. 2
n situaiile de mai sus, se recomand nlocuirea ntregului angrenaj, cu
excepia angrenajelor de dimensiuni mari, respectiv n cazul roilor dinate
executate din materiale scumpe, caz n care se accept nlocuirea doar a roii
defecte.
Dac se impune nlocuirea angrenajului, trebuie examinai arborii i
lagrele deoarece, dac acestea sunt uzate, ele pot fi cauze ale scoaterii din uz
a noului angrenajului.
Se consider cazul unui angrenaj cilindric de uz general (fig.2) cu
profilul flancurilor dinilor n evolvent, executat cu o scul standardizat
avnd profilul de referin conform STAS 821.
Profilul cremalierei generatoare se definete prin urmtorii parametri:
unghiul de angrenare de referin, =20;
coeficientul nlimii capului de referin, h
a
*=1;
coeficientul jocului de referin la piciorul dintelui, c*=0,25.
Elementele geometrice ale angrenajului, necesare acestei lucrri de
laborator, sunt date de urmtoarele relaii:
distana axial de referin, mm:
144
( )
2
2 1
z z m
a
+
= (1)
unde:
m modulul cremalierei de referin, mm. Valorile modulilor sunt
standardizate conform STAS 822 (tabelul 1);
z
1,2
numerele de dini ai roilor.
Tabelul 1
Gama modulilor pentru angrenajele cilindrice i conice
(extras din STAS 822), mm
I II I II I II I II
0,11 1,125 11
0,12 1,25 12
0,14 1,375 14
0,15 1,5 16
0,18 1,75 18
0,2 2 20
0,22 2,25 22
0,25 2,5 25
0,28 2,75 28
0,3 3 32
0,35 3,5 36
0,4 4 40
0,45 4,5 45
0,05 0,5 5 50
0,055 0,55 5,5 55
0,06 0,6 6 60
0,07 0,7 7 70
0,08 0,8 8 80
0,09 0,9 9 90
0,1 1 10 100
Observaii:
1. Se admite folosirea modulilor 3,25 mm, 3,75 mm i 4,25 mm pentru construcia de
automobile i a modulului 6,5 mm pentru construcia de tractoare.
2. Valorile din irul I sunt prefereniale.
relaia dintre distana axial de referin i cea real (adeseori
standardizat sau impus) a angrenajului:
= cos cos a a
w w
(2)
145
unde:
a
w
distana axial (real), mm;
w
unghiul de angrenare real, .
Valorile nominale, n mm, ale distanei ntre axe la reductoarele de
turaie, conform STAS 6055, se prezint n tabelul 2.
Tabelul 2
Valorile nominale ale distanei dintre axe (extras din STAS 6055), mm
I II I II I II I II
40 125 400 1250
40
45
125
140
400
450
1250
1400
50 160 500 1600
50
56
160
180
500
560
1600
1800
63 200 630 2000
63
71
200
225
630
710
2000
2250
80 250 800
80
90
250
280
800
900
2500 2500
100 315 1000
100
112
315
355
1000
1120
Observaii:
1. Se admite folosirea valorii 320 mm n locul valorii 315 mm i a valorii 360 mm n locul
valorii 355 mm.
2. Valorile din irul I sunt prefereniale.
pasul pe cercul de baz, mm:
= cos m p
b
(3)
ecuaia fundamental a angrenajului:
2 1
tan 2
inv inv
z z
x
s
w
+
+ = (4)
x
s
suma coeficienilor deplasrilor de profil, x
1
i x
2
:
2 1
x x x
s
+ = (5)
Reamintim c funcia inv x (a unui unghi x dat n grade) este definit
astfel:
146
=
180
tan inv
x
x x (6)
coeficientul de variaie a distanei axiale:
m
a a z z
y
w
w
+
= 1
cos
cos
2
2 1
(7)
scurtarea specific a nlimii dinilor:
y x y
s
= (8)
diametrele cercurilor de baz, mm:
= cos
2 , 1 2 , 1
z m d
b
(9)
diametrele cercurilor de divizare, mm:
2 , 1 2 , 1
z m d = (10)
diametrele cercurilor de rostogolire, mm:
2 1
2 , 1
2 , 1 2 , 1 2 , 1
2
cos
cos
cos
cos
z z
z a
z m d d
w
w w
w
+
=
= (11)
distana axial (real):
2
2 1 w w
w
d d
a
+
= (12)
diametrele cercurilor de cap, mm:
( ) [ ] y x h z m d
a a
+ + =
2 , 1
*
2 , 1 2 , 1
2 (13)
diametrele cercurilor de picior, mm:
( ) [ ]
2 , 1
* *
2 , 1 2 , 1
2 x c h z m d
a f
+ = (14)
nlimea dintelui, mm:
( ) y c h m h
a
+ =
*
2 (15)
cotele peste N dini, mm (fig.3):
( ) [ ] + + = sin 2 cos inv cos 5 , 0
2 , 1 2 , 1 2 , 1
2 , 1
x z N m W
N
(16)
147
18.3. Metodologia determinrii modulului angrenajului
Pentru stabilirea elementelor dimensionale ale angrenajului ieit din
funciune, primul element geometric ce trebuie determinat este modulul. n
funcie de gradul de uzare a flancurilor dinilor, pot aprea dou cazuri:
18.3.1. Determinarea modulului n cazul n care flancurile dinilor nu
sunt uzate
Dac flancurile dinilor nu sunt uzate, se va utiliza metoda cea mai
precis de determinare a modulului, prin calcularea lui din relaia pasului pe
cercul de baz:
=
cos
b
p
m (17)
Fig. 3
Pasul de baz se determin prin msurarea cotei peste N dini (fig.3),
respectiv peste N+1 dini, pentru pinion, respectiv roat, cote care pot fi
exprimate prin relaiile:
( ) [ ] + + = sin 2 cos inv cos 5 , 0
2 , 1 2 , 1 2 , 1
2 , 1
x z N m W
N
(18)
( ) [ ] + + + =
+
sin 2 cos inv cos 5 , 0
2 , 1 2 , 1 2 , 1 1
2 , 1
x z N m W
N
(19)
Scznd membru cu membru relaiile de mai sus, se obine:
148
b N N
p m W W = =
+
cos
2 , 1 2 , 1
1
(20)
Astfel, modulul se poate determina practic, cu relaia:
=
+
cos
~ ~
2 , 1 2 , 1
1 N N
W W
m (21)
unde
1
2 , 1
~
+ N
W ,
2 , 1
~
N
W sunt valorile msurate ale cotelor peste N, respectiv N+1
dini, corespunztoare angrenajului care trebuie nlocuit (fig.3).
Din raiuni care in de posibilitatea msurrii cotelor
2 , 1 2 , 1
~
,
~
1 N N
W W
+
,
numerele de dini, N
1,2
se determin cu relaia:
5 , 0
9
2 , 1
2 , 1
+ =
z
N (22)
Valoarea obinut din relaia (22) se va rotunji la cea mai apropiat
valoare ntreag.
Valoarea modulului, obinut din relaia (21), se rotunjete la cea mai
apropiat valoare din STAS 822, tabelul 1.
18.3.2. Determinarea modulului n cazul n care flancurile dinilor sunt
foarte uzate
Dac roile care se nlocuiesc au flancurile dinilor distruse, msurarea
cotei peste N dini poate duce la obinerea unor rezultate eronate n
determinarea modulului.
n acest caz se consider c angrenajul este executat fr deplasri de
profil (x
1
=x
2
=0) i avnd profilul de referin conform STAS 821.
Modulul angrenajului se determin cu una din relaiile:
2
~
2 , 1
2 , 1
+
=
z
d
m
a
(23)
sau
5 , 2
~
2 , 1
2 , 1
=
z
d
m
f
(24)
De menionat faptul c relaiile de mai sus vor fi folosite n funcie de
elementele geometrice care pot fi msurate, iar semnul ~ se refer la faptul
c acele valori se obin prin msurare.
Msurarea valorilor reale ale diametrelor de cap, respectiv de picior
trebuie s in cont de numerele de dini ale roilor.
149
n cazul n care numrul de dini este impar, unui dinte i corespunde
diametral opus un gol, deci msurarea n mod direct a diametrelor produce
abateri fa de valoarea real a acestora (fig.4 i fig. 5).
Pentru a nltura acest neajuns, msurarea diametrelor de cap, respectiv
de picior se va face conform figurilor 5 a i b.
Pe baza figurilor 5 a i b se poate scrie:
2 , 1
2 , 1 2 , 1
2 2
~
e
D d
a
+ = (25)
2 , 1
2 , 1 2 , 1
2 2
~
f
D d
f
+ = (26)
unde
2 , 1
D sunt diametrele alezajelor roilor, msurate cu ublerul, mm.
Fig. 4
a. b.
Fig. 5
D
1
,
2
/
2
f
1
,
2
d
f
1
,
2
/
2
e
1
,
2
d
a
1
,
2
/
2
D
1
,
2
/
2
d
f2
d
a2
150
Valoarea obinut pentru modul cu relaiile (23) sau (24) se
standardizeaz la cea mai apropiat valoare din STAS 822, tabelul 1.
18.4. Utilajul i aparatura utilizat
Roile dinate ai cror parametri geometrici trebuie restabilii sunt
montate conform figurii 6.
Pentru msurarea cotelor peste dini se va folosi micrometrul, restul
dimensiunilor fiind msurate cu ublerul.
18.5. Desfurarea lucrrii
Pentru nceput se vor controla instrumentele de msur i, dac este
necesar, se vor pune la zero.
Fig. 6
1. Se numr dinii roilor dinate z
1
, z
2
i se msoar urmtoarele
elemente:
distana dintre axe
w
a
~
, mm (fig.6);
2 2
~ 2 1
D D
A a
w
= (27)
diametrele cercurilor de cap i de picior ale pinionului, respectiv
roii,
2 , 1 2 , 1
~
,
~
f a
d d ;
cotele peste N i N+1 dini,
1 1
2 2 1 1
~
,
~
,
~
,
~
+ + N N N N
W W W W ;
limea roilor, b;
Valorile msurate se trec n tabelul 3.
2. n continuare se determin modulul prin una din metodele prezentate
mai sus i se standardizeaz.
3. Se calculeaz distana axial de referin a, cu relaia (1).
151
4. Se stabilesc valorile coeficienilor deplasrilor de profil x
1
, x
2
i a
scurtrii specifice a nlimii dinilor y :
a) dac a a
w
=
~
atunci:
0
2 1
= + = x x x
s
i 0 = y (28)
Pentru a stabili concret valorile coeficienilor x
1
, x
2
se disting dou
situaii:
i) dac:
( )
*
2 , 1 2 , 1
2
~
a a
h z m d + = sau ( ) [ ]
* *
2 , 1 2 , 1
2
~
c h z m d
a f
+ =
atunci: 0
2 1
= = x x (29)
ii) n caz contrar x
1
= x
2
i se determin din relaiile:
* 2 , 1 2 , 1
2 , 1
2 2
~
a
a
h
z
m
d
x
= sau
* * 2 , 1 2 , 1
2 , 1
2 2
~
c h
z
m
d
x
a
f
+ +
= (30)
De menionat faptul c relaiile de mai sus vor fi folosite n
funcie de posibilitile de msurare i semnul ~ se refer la
valori msurate.
b) dac a a
w
~
atunci
2 1 2 1
, 0 x x x x x
s
+ = i 0 y . Pentru
calculul acestor valori se procedeaz succesiv:
unghiul de angrenare real:
=
w
w
a
a
~
cos
arccos (31)
involutele unghiurilor de angrenare:
=
180
tan inv (32)
=
180
tan inv
w
w
w
(33)
Observaie: valorile involutelor se vor determina cu cel puin ase zecimale.
suma coeficienilor deplasrilor de profil:
( )
2 1
tan 2
inv inv
z z x
w
S
+
= (34)
modificarea specific a distanei axiale:
152
m
a a
y
w
=
~
(35)
scurtarea specific a nlimii dinilor:
y x y
s
= (36)
sau:
m
d d
c h y
f a
a
+ =
2
~ ~
2
2 , 1 2 , 1 * *
(37)
coeficienii deplasrilor de profil ai roilor dinate se pot determina
n funcie de diametrele cercurilor de cap,
2 , 1
~
a
d sau de picior,
2 , 1
~
f
d
msurate:
y h
z
m
d
x
a
a
+
=
* 2 , 1 2 , 1
2 , 1
2 2
~
(38)
sau:
* * 2 , 1 2 , 1
2 , 1
2 2
~
c h
z
m
d
x
a
f
+ +
= (39)
De menionat faptul c relaiile de mai sus vor fi folosite n funcie de
posibilitile de msurare i semnul ~ se refer la valori msurate.
Se face observaia c dac se dorete modificarea repartizrii existente
a valorilor coeficienilor deplasrii de profil atunci acetia pot fi
determinai din x
sn
pe baza relaiilor existente n literatura de
specialitate sau a conturelor de blocare.
5. Cu valorile coeficienilor deplasrilor de profil
1
x ,
2
x i a scurtrii
specifice a nlimii dinilor y se calculeaz elementele geometrice
ale angrenajului cu ajutorul relaiilor (9)...(16).
6. Valorile obinute se trec n tabelul 3.
18.6. Prelucrarea datelor
Rezultatele obinute n urma msurtorilor i calculelor fcute se trec
n tabelul 3. Unitatea de msur utilizat pentru lungimi va fi milimetrul iar
valorile unghiurilor vor fi notate n grade ().
153
Tabelul 3
Elemente msurate
=
w
a
~
=
1
~
a
d =
1
~
N
W
=
1
z =
2
~
a
d =
2
~
N
W
=
2
z =
1
~
f
d =
+1
1
~
N
W
Coeficienii
cremalierei
generatoare
25 , 0 ; 1
* *
= = c h
a
k , b = =
2
~
f
d =
+1
2
~
N
W
Elemente calculate
Nr.
crt.
Denumirea mrimii Simbol
Relaia de
calcul
Rezultat
1
N
1
Numerele de dini peste
care se msoar cota
2
N
(22)
2 Modulul standardizat m
(21) sau (23)
sau (24)
3 Distana axial de referin a (1)
4 Unghiul de angrenare real
w
(31)
5
Suma coeficienilor
deplasrilor de profil
s
x
(28) sau (34)
6
Coeficientul de variaie a
distanei axiale
y
(35)
7
Scurtarea specific a
nlimii dinilor
y
(28) sau (36)
sau (37)
1
x
8
Coeficienii deplasrilor de
profil
2
x
(29) sau (30)
sau (38) sau
(39)
1 b
d
9
Diametrele cercurilor de
baz
2 b
d
(9)
1
d
10
Diametrele cercurilor de
divizare
2
d
(10)
1 w
d
11
Diametrele cercurilor de
rostogolire
2 w
d
(11)
12
Distana axial real,
calculat, (pentru control)
w
a
(12)
154
1 a
d
13
Diametrele cercurilor de
cap calculate
2 a
d
(13)
1 f
d
14
Diametrele cercurilor de
picior calculate
2 f
d
(14)
15 nlimea dintelui, calculat h (15)
1
N
W
16
Cotele peste N dini,
calculate
2
N
W
(16)
18.7. Concluzii
Se vor constata gradul de uzur a flancurilor, principalele particulariti
ale angrenajului, existena sau nu a unor diferene ntre valorile msurate i
cele calculate, precum i cauzele care pot fi responsabile de acest lucru.
19. RESTABILIREA PARAMETRILOR DIMENSIONALI
AI ANGRENAJELOR CU ROI DINATE CILINDRICE CU
DINI NCLINAI
19.1. Scopul lucrrii
Lucrarea prezint o metod pentru restabilirea parametrilor
dimensionali ai angrenajelor cilindrice cu dini nclinai (elicoidal
evolventice), deteriorate n procesul de funcionare.
19.2. Consideraii teoretice
Angrenajele cilindrice cu dini nclinai, n comparaie cu cele cu dini
drepi prezint cteva avantaje i anume:
zgomot mai mic i funcionare mai lin;
grad de acoperire i capacitate portant mai mari.
Ca dezavantaje se poate meniona apariia forelor axiale i, deci,
necesitatea utilizrii unor lagre radialaxiale.
Modul de angrenare pentru acest tip de roi dinate exclude poziiile de
angrenare singulare deoarece dinii intr, respectiv ies din angrenare progresiv,
astfel nct pe toat durata de funcionare exist, simultan, mai multe perechi
de dini n contact, cu diferite lungimi de contact.
Dinii roilor cilindrice cu dini nclinai pot avea nclinarea spre
dreapta sau spre stnga, dup cum elicele au nfurarea nspre dreapta sau
nspre stnga.
Specific acestor angrenaje este definirea mai multor plane:
planul normal: plan perpendicular pe direcia dintelui, definit pe
cilindrul de divizare (sau rostogolire);
- cremaliera cu dini nclinai are elementele standardizate n
seciunea normal pe dinte, seciune care coincide cu
cremaliera de referin (STAS 821);
- toate elementele angrenajului aferente acestui plan au indicele
n (de exemplu m
n
, x
n
etc.);
- modulul este standardizat n plan normal, m
n
;
156
planul frontal: plan perpendicular pe axa roii;
- profilul dintelui n acest plan este evolventic;
- toate elementele angrenajului aferente acestui plan au indicele
t (de exemplu m
t
, x
t
etc.);
planul axial: plan care cuprinde axele angrenajului;
- toate elementele angrenajului aferente acestui plan au indicele
x (de exemplu m
x
).
Pentru profilul cremalierei generatoare se cunosc:
unghiul de angrenare de referin n plan normal, = 20
n
;
coeficientul nlimii capului de referin, n seciune normal,
1
*
=
an
h ;
coeficientul jocului de referin la capul dintelui, n seciune
normal, 25 , 0
*
=
n
c .
Fig. 1
Elementele geometrice ale angrenajului, necesare acestei lucrri de
laborator (fig.1), sunt date de urmtoarele relaii:
distana axial de referin, mm:
( )
2
2 1
z z m
a
t
+
= (1)
unde:
t
m modulul cremalierei de referin, n plan frontal, mm:
157
=
cos
n
t
m
m (2)
n
m modulul cremalierei deci i a roilor dinate n plan normal,
mm; valorile modulilor n plan normal sunt standardizate
conform STAS 822 (tabelul 1, lucrarea 18);
unghiul de nclinare al cremalierei, numit i nclinaie nominal;
- coincide cu unghiul de nclinare a danturii pe cilindrii de
divizare, ;
- cu ct valoarea acestui unghi este mai mare, cu att gradul de
acoperire total al angrenajului este mai mare dar, totodat, cresc
i valorile forelor axiale;
- n proiectare se recomand adoptarea unei valori = 20 ... 8 ;
2 , 1
z numerele de dini ale roilor.
unghiul de angrenare de referin n plan frontal:
=
cos
tan
tan
n
t
(3)
relaia dintre distana axial de referin i cea real (adeseori
standardizat sau impus, tabelul 2 din lucrarea 18) a angrenajului:
t wt w
a a = cos cos (4)
unde:
w
a distana axial (real), mm;
wt
unghiul de angrenare real, n plan frontal, .
ecuaia fundamental a angrenajului:
2 1
tan 2
inv inv
z z
x
t ts
t wt
+
+ = (5)
unde:
st
x suma coeficienilor deplasrilor de profil n plan frontal x
t1
i
x
t2
:
2 1 t t ts
x x x + = (6)
= cos
2 , 1 2 , 1 n t
x x (7)
unde:
x
n1
, x
n2
coeficienii deplasrilor de profil n plan normal;
158
Reamintim c funcia inv x (a unui unghi x dat n grade) este definit
astfel:
=
180
tan inv
x
x x (8)
coeficientul de modificare a distanei axiale, n plan frontal:
t
w
wt
t
t
m
a a z z
y
=
+
= 1
cos
cos
2
2 1
(9)
coeficientul de modificare a distanei axiale, n plan normal:
n
w
n
m
a a
y
= (10)
scurtarea specific a nlimii dinilor, n plan frontal:
t ts t t t t
y x y x x y = + =
2 1
(11)
scurtarea specific a nlimii dinilor, n plan normal:
n ns n n n n
y x y x x y = + =
2 1
(12)
diametrele cercurilor de divizare, mm:
= =
cos
2 , 1
2 , 1 2 , 1
z m
z m d
n
t
(13)
diametrele cercurilor de baz, mm:
t b
d d = cos
2 , 1 2 , 1
(14)
diametrele cercurilor de rostogolire, mm:
wt
t n
wt
t
t
wt
t
w
z
m
z m d d
=
cos
cos
cos cos
cos
cos
cos
2 , 1 2 , 1 2 , 1 2 , 1
(15)
distana axial (real):
2
2 1 w w
w
d d
a
+
= (16)
diametrele cercurilor de cap calculate, mm:
159
( ) [ ] + +
= cos 2
cos
2 , 1
*
2 , 1 2 , 1 n n an
n
a
y x h z
m
d (17)
diametrele cercurilor de picior calculate, mm:
( )
=
2 , 1
* * 2 , 1
2 , 1
2
cos
n n an n f
x c h
z
m d (18)
nlimea dintelui calculat, mm:
( )
n n an n
y c h m h + =
* *
2 (19)
cotele peste N dini calculate, mm:
( )
( ) [ ]
+ + =
cos
sin
2 cos inv 5 , 0
2 , 1 2 , 1 2 , 1
2 , 1
n
t n t n
n
N
x z N m W (20)
unde notaia
( ) n
arat faptul c acele elemente sunt aferente planului normal,
figura 2.
Fig. 2
160
Pentru stabilirea elementelor dimensionale ale angrenajului ieit din
funciune, primul element geometric ce trebuie determinat este modulul n
plan normal.
n funcie de gradul de uzare a flancurilor dinilor, pot aprea dou
cazuri:
19.2.1. Determinarea modulului normal n cazul n care flancurile
dinilor nu sunt uzate
Dac flancurile dinilor nu sunt uzate, se va utiliza metoda cea mai
precis de determinare a modulului normal prin calcularea lui cu ajutorul
lungimilor msurate n plan normal ale cotelor peste N, respectiv N+1 dini la
pinion i roat (similar lucrrii 18) pe baza relaiei:
( ) ( )
n
n
N
n
N
n
W W
m
=
+
cos
~ ~
2 , 1 2 , 1
1
(21)
unde:
( ) n
N
W
2 , 1
~
cotele peste N dini pentru pinion, respectiv roat, msurate n
plan normal, mm;
( ) n
N
W
1
2 , 1
~
+
cotele peste N+1 dini pentru pinion, respectiv roat, msurate
n plan normal, mm.
Din punct de vedere al notaiilor se face precizarea c semnul ~ se
refer la faptul c acele valori se obin prin msurare iar
( ) n
arat faptul c
acele elemente au fost msurate n plan normal.
Din raiuni care in de posibilitatea msurrii cotelor
( ) n
N
W
2 , 1
~
,
( ) n
N
W
1
2 , 1
~
+
(similar lucrrii 18), numerele de dini, N
1,2
se determin cu relaia:
5 , 0
180 cos
3
2 , 1
2 , 1
+
=
n
a
z
N (22)
unde
a
este unghiul de nclinare a dinilor pe cilindrul exterior, .
Acest unghi se determin prin rostogolirea roii pe o coal de hrtie
alb, aezat pe o mas plat (fig.3).
n scopul obinerii unor urme clare ale dinilor, vrfurile acestora se
ung cu un strat foarte subire de ulei.
Din figura 3 rezult c:
1
1
tan
a
b
a
= deci
=
1
1
arctan
a
b
a
(23)
161
Fig. 3
Valorile numerelor de dini obinute din relaia (22) se vor rotunji la
cele mai apropiate valori ntregi.
Valoarea modulului normal obinut din relaia (21) se standardizeaz
la cea mai apropiat valoare din STAS 822, tabelul 1 din lucrarea 18.
19.2.2. Determinarea modulului n cazul n care flancurile dinilor sunt
foarte uzate sau limea roii este prea mic pentru a msura
cotele peste dini
n cazul n care limea roii este prea mic, fcnd imposibil
msurarea cotelor peste N dini, respectiv N+1 dini sau n cazul n care
flancurile dinilor sunt distruse, stabilirea modulului normal se poate face prin
determinarea direct a valorii unghiului de nclinare a danturii pe cilindrul de
divizare
~
, folosind dispozitivul din figura 5 care funcioneaz pe principiul
angrenrii roii de msurat cu cremaliera generatoare.
Metodologia de msurare este prezentat n detaliu n paragraful 19.4.
n urma determinrii valorii unghiului
~
i a msurrii diametrelor de
cap
2 , 1
~
a
d , modulul normal se poate obine din relaia:
a
a
n
z
d
m
tan
~
sin
~
2 , 1
2 , 1
= (24)
162
Valoarea modulului, obinut din relaia (24), se standardizeaz la cea
mai apropiat valoare din STAS 822, tabelul 1 din lucrarea 18.
19.3. Utilajul i aparatura utilizat
Roile dinate ai cror parametri geometrici trebuie restabilii sunt
montate conform figurii 4.
Dac aceste roi permit msurarea cotelor peste N, respectiv N+1 dini,
msurarea elementelor geometrice necesare se va face innd cont de
precizrile fcute n lucrarea 18 privind numerele de dini ale roilor.
Pentru msurarea cotelor peste dini se va folosi micrometrul, restul
dimensiunilor fiind msurate cu ublerul.
Fig. 4
n cazul n care nu este posibil msurarea cotelor peste dini, n
vederea determinrii modulului normal se va proceda la msurarea unghiului
de nclinare a danturii pe cilindrul de divizare
~
, cu ajutorul dispozitivului
prezentat n figura 5.
Acesta funcioneaz pe principiul angrenrii roii de msurat cu
cremaliera generatoare. Materializarea cremalierei se realizeaz prin vrful de
msurare 1 care are parametrii constructivi identici cu ai cremalierei de
referin, STAS 821.
Simularea angrenrii dintre roat i cremalier duce la rotirea vrfului
1 cu un unghi necesar aezrii lui n golul dintre doi dini ai roii. Aceast
rotire se transmite arborelui 2 cu care vrful 1 este cuplat, care la rndul su
rotete rola 4 pe care se nfoar dou fire 5.
Rotindu-se, rola va antrena firele 5 (fie unul, fie cellalt, funcie de
sens) care, la rndul lor vor trage pe ghidaje traversa 6. Aceasta va aciona
palpatorul comparatorului cu cadran 7 care va nregistra mrimea deplasrii.
163
Fig. 5
1 vrf palpator, 2 arbore, 3 capac, 4 rol, 5 fir, 6 prghie,
7 comparator cu cadran, 8 suport metalic , 9 roat de mn,
10 carcas, 11 roat dinat, 12 axul ppuii fixe, 13 ppu fix,
14 dorn elastic, 15 mecanism de blocare
Roata cilindric de msurat 11 se prinde pe un dorn elastic 14, ntre
vrfurile 12 ale ppuilor fixe 13, care au posibilitatea de reglare a poziiei
roii fa de palpatorul 1. Acesta se poate deplasa pe ghidaje n direcia
perpendicular pe axa roii de msurat astfel nct s poat fi utilizat o gam
variat de diametre ale roilor.
Diametrul maxim al roii care se poate msura pe acest dispozitiv este
de 260 mm.
Vrful de msurare este schimbabil.
1 2 3 4 5 6 8 7 9
14
15
13
12 11 10
164
Dispozitivul este dotat cu un set de vrfuri de msur i cu un set de
dornuri elastice pentru fixarea i centrarea roii de msurat.
Pentru determinarea unghiului
~
se procedeaz n felul urmtor
(fig.6):
se verific dac indicaia de pe arborele 2 coincide cu cea de pe
capacul 3;
se monteaz comparatorul cu cadran 7 n locaul din carcasa 10,
astfel nct, dup atingerea prghiei 6 acul s execute aproximativ
o rotaie pe cadran pentru eliminarea jocurilor;
se fixeaz comparatorul n aceast poziie i se aduce la zero;
se alege din setul de dornuri un dorn potrivit cu alezajul roii i se
monteaz roata pe dorn;
se fixeaz dornul ntre vrfurile 12, dup care vrfurile se
blocheaz cu manetele de blocare 15;
cu ajutorul roii de mn 9 se aduce capul de msur lng roat;
se aeaz cu mna vrful de msur, apropiind n continuare capul
de msur pn se aeaz vrful n golul dintre doi dini;
se citete indicaia s a comparatorului i, conform notaiilor din
figura 5, se determin unghiul
~
cu relaia:
[ ] [ ]
= = =
180
rad
arcului lungimea ~
r
s
r
s
r
AB
(25)
unde:
r raza rolei pe care se nfoar firul, mm;
s lungimea arcului AB citit pe comparatorul 6, mm.
Fig. 6
165
19.4. Desfurarea lucrrii
Pentru nceput se vor controla instrumentele de msur i, dac este
necesar, se vor pune la zero.
1. Se numr dinii roilor dinate
1
z ,
2
z i se msoar urmtoarele
elemente:
distana dintre axe
w
a
~
, mm (fig.4);
2 2
~ 2 1
D D
B a
w
= (26)
diametrele cercurilor de cap i de picior ale pinionului, respectiv
roii,
2 , 1 2 , 1
~
,
~
f a
d d innd cont de precizrile fcute n lucrarea 18
paragraful 18.3.2;
unghiul de nclinare a danturii pe cilindrul de cap
a
din relaia
(23);
limea roilor b
~
;
2. Se determin modulul normal, funcie de posibilitile de msurare:
n cazul n care dinii nu sunt uzai iar limea roii permite, se
determin numerele de dini peste care se msoar cotele (relaia
22) apoi se msoar cotele peste N respectiv N+1 dini n plan
normal,
1 1
2 2 1 1
~
,
~
,
~
,
~
+ + N N N N
W W W W i apoi se calculeaz modulul
normal cu relaia (21);
Se reia precizarea c, din punct de vedere al notaiilor, semnul ~
se refer la faptul c acele valori se obin prin msurare iar
( ) n
arat
faptul c acele elemente au fost msurate n plan normal;
n caz contrar, se msoar unghiul
~
cu dispozitivul prezentat n
figurile 5 respectiv 6 i apoi se determin modulul normal cu
relaia (24);
se standardizeaz valoarea obinut prin una din cele dou metode
la cea mai apropiat valoare a modulului normal din STAS 82282
i se trece n tabelul 1; n relaiile de calcul ale dimensiunilor roilor
dinate se va utiliza valoarea standardizat a modulului normal;
3. Valorile msurate se trec n tabelul 1;
4. Se calculeaz valoarea unghiului de nclinare pe cilindrul de divizare
cu relaia:
166
=
a
a
n
d
z m
tan
~
arcsin
2 , 1
2 , 1
(27)
Se rotunjete la o valoare convenabil la care minutele s fie un numr
ntreg (de exemplu 2030')
5. Se calculeaz distana axial de referin a, mm:
( )
+
=
cos 2
2 1
z z m
a
n
(28)
4. Se stabilesc valorile coeficienilor deplasrilor de profil n plan normal
1 n
x ,
2 n
x i a scurtrii specifice a nlimii dinilor n plan normal
n
y :
a) dac a a
w
=
~
atunci 0
2 1 2 1
= + = +
n n t t
x x x x i 0 =
n
y .
Pentru a stabili concret valorile coeficienilor
1 n
x ,
2 n
x se disting
dou situaii:
i) dac:
( ) [ ] +
= cos 2
cos
~
* *
2 , 1 2 , 1 n an
n
f
c h z
m
d
atunci: 0
2 1 2 1
= = = =
n n t t
x x x x , 0 = =
ns ts
x x , 0 =
n
y (29)
ii) n caz contrar:
2 1 2 1
;
n n t t
x x x x = = , 0 = =
ns ts
x x , 0 =
n
y (30)
iar valorile coeficienilor deplasrilor de profil n plan normal
se determin cu relaia:
* * 2 , 1 2 , 1
2 , 1
cos
~
2
1
n an
n
f
n
c h
z
m
d
x + +
= (31)
b) dac a a
w
~
atunci 0 ; 0
2 1 2 1
+ = + =
n n ns t t ts
x x x x x x
2 1 2 1
;
n n t t
x x x x i 0 ; 0
n t
y y .
Pentru calculul acestor valori se procedeaz succesiv:
unghiul de angrenare de referin n plan frontal, :
=
cos
tan
arctan
n
t
(32)
167
unghiul de angrenare real n plan frontal, :
=
w
t
wt
a
cos a
arccos (33)
involutele unghiurilor de angrenare n plan frontal:
=
180
tan inv
t
t t
(34)
=
180
tan inv
wt
wt
wt
(35)
Observaie: valorile involutelor se vor determina cu cel puin ase zecimale;
suma coeficienilor deplasrilor de profil n plan normal:
( )
2 1
tan 2
inv inv
z z x
n
t wt
ns
+
= (36)
modificarea specific a distanei axiale n plan normal
n
y , relaia
(10);
scurtarea specific a nlimii dinilor; se constat existena a dou
cazuri:
i) dac
w
a are valoare standardizat conform STAS 6055:
n sn n
y x y = (37)
ii) dac
w
a nu are valoare standardizat, atunci:
n
f a
n an n
m
d d
c h y
+ =
2
~ ~
2
2 , 1 2 , 1 * *
(38)
coeficienii deplasrilor de profil ai roilor, n plan normal, se
determin n funcie de diametrele cercurilor de picior msurate:
* * 2 , 1 2 , 1
2 , 1
cos
~
2
1
n an
n
f
n
c h
z
m
d
x + +
= (39)
5. Cu valorile coeficienilor deplasrilor de profil
1 n
x ,
2 n
x i a scurtrii
specifice a nlimii dinilor n plan normal
n
y se calculeaz
elementele geometrice ale angrenajului cu ajutorul relaiilor (13)...(20).
168
6. Valorile obinute se trec n tabelul 1.
19.5. Prelucrarea datelor
Rezultatele obinute n urma msurtorilor i calculelor fcute se trec
n tabelul 1. Unitatea de msur utilizat pentru lungimi va fi milimetrul iar
valorile unghiurilor vor fi notate n grade ().
Tabelul 1
Elemente msurate
=
w
a
~
=
1
~
a
d
( )
=
n
N
W
1
~
=
1
z =
2
~
a
d
( )
=
n
N
W
2
~
=
2
z =
1
~
f
d
( )
=
+
n
N
W
1
1
~
= b
~
=
2
~
f
d
( )
=
+
n
N
W
1
2
~
Coeficienii
cremalierei
generatoare
25 , 0 ; 1
* *
= =
n
c h
an
=
a
=
~
Elemente calculate
Nr.
crt.
Denumirea mrimii Simbol Relaia de calcul Rezultat
1
N
1
Numerele de dini peste care
se msoar cota n plan
normal
2
N
(22)
2 Modul normal STAS 822
n
m (21) sau (24)
3
Unghiul de nclinare
(calculat) a dinilor pe
cilindrul de divizare
(27)
4 Distana axial de referin a (28)
5
Unghiul de angrenare de
referin n plan frontal
t
(32)
6
Unghiul de angrenare real n
plan frontal
wt
(33)
7
Suma coeficienilor
deplasrilor de profil n plan
normal
ns
x
(36)
8
Coeficientul de modificare a
distanei dintre axe
n
y (10)
169
9
Scurtarea specific a
nlimii dinilor
n
y
(37) sau (38)
1 n
x
10
Coeficienii deplasrilor de
profil n plan normal
2 n
x
(29) sau (30) sau
(39)
1 t
x
11
Coeficienii deplasrilor de
profil n plan frontal
2 t
x
(7)
1
d
12
Diametrele cercurilor de
divizare
2
d
(13)
1 b
d
13
Diametrele cercurilor de
baz
2 b
d
(14)
1 w
d
14
Diametrele cercurilor de
rostogolire
2 w
d
(15)
15
Distana axial real (pentru
control)
w
a
(16)
1 a
d
16
Diametrele cercurilor de cap
calculate
2 a
d
(17)
1 f
d
17
Diametrele cercurilor de
picior calculate (pentru
control)
2 f
d
(18)
18 nlimea dintelui h (19)
( ) n
N
W
1
19 Cotele peste N dini
( ) n
N
W
2
(20)
19.6. Concluzii
Se vor identifica, respectiv se vor constata planele definite ale
angrenajului, sensul de nclinare a dinilor pinionului, respectiv roii, gradul de
uzur a flancurilor, principalele particulariti ale angrenajului, existena sau
nu a unor diferene ntre valorile msurate i cele calculate, precum i cauzele
care pot fi responsabile de acest lucru.
20. RESTABILIREA PARAMETRILOR DIMENSIONALI
AI ANGRENAJELOR CU ROI DINATE CONICE CU
DINI DREPI
20.1. Scopul lucrrii
n lucrarea de fa se prezint o metod de restabilire a parametrilor
dimensionali la un angrenaj conic ortogonal cu dini drepi, care n procesul de
funcionare sa defectat i trebuie s fie nlocuit.
20.2. Consideraii teoretice
Angrenajele conice au axele roilor dou drepte coplanare concurente,
iar axoidele micrii (suprafeele lor de rostogolire) sunt dou conuri tangente
care se rostogolesc unul peste altul fr alunecare avnd vrfurile situate n
punctul de intersecie al axelor celor dou roi.
Dac ntr-un angrenaj conic una din roi se distruge, trebuie nlocuit
ntregul angrenaj din dou motive:
determinarea unghiului de angrenare dintre roat i scul este
dificil;
nu se poate stabili dac maina de danturat a executat roile dup o
roat plan imaginar aproximativ sau precis. Roile executate
dup cele dou roi plane nu angreneaz corect ntre ele.
Dup forma liniei dinilor angrenajele conice pot fi:
cu dantur dreapt;
cu dantur nclinat;
cu dantur curb: n arc de cerc (Gleason); n arc de epicicloid
alungit (dantur eloid, procedeul OerlikonSpiromatic); n arc de
evolvent (dantur paloid, procedeul Klingelnberg).
Lucrarea de fa studiaz doar angrenajele conice cu dantur dreapt.
Dou roi dinate conice care angreneaz ntre ele admit o generatoare
comun definit prin unghiurile
1
i
2
, unghiul dintre axele roilor fiind:
2 1
+ = (1)
171
unde:
unghiul dintre axele angrenajului;
2 1
, unghiurile conurilor de divizare (unghiurile dintre axele
roilor i generatoarele conurilor de divizare), n grade, ().
Lucrarea de fa are n vedere angrenajele conice ortogonale, cel mai
des utilizate, pentru care = 90 ;
Geometria unui astfel de angrenaj este prezentat n figura 1.
Fig.1
Elementele geometrice ale roilor conice variaz n lungul dinilor,
avnd valorile maxime pe conul frontal exterior. Conurile frontale (exterior,
median, interior) sunt definite conform STAS 915/4 ca fiind conurile ale cror
generatoare sunt perpendiculare pe cele ale conului de divizare (la
extremitatea exterioar, la mijlocul respectiv la extremitatea interioar) a
danturii.
172
Limea danturii este limitat de conul frontal exterior i conul frontal
interior.
Profilul de referin standardizat (STAS 6844) este raportat la linia pe
care grosimea dinilor este egal cu golul dintre dini (linia de referin). La
roile dinate cu dini drepi, seciunea n care este definit corespunde conului
frontal exterior.
Se presupune c angrenajul a fost executat conform STAS 6844 cu:
unghiul de presiune, = 20 ;
coeficientul nlimii capului de referin, 1
*
=
a
h ;
coeficientul jocului radial de referin, 20 , 0
*
= c .
Modulul m este standardizat pe conul frontal exterior conform STAS
822.
innd cont de faptul c n practic angrenajele conice nu sunt riguros
evolventice, aceste tipuri de angrenaje sunt realizate numai ca angrenaje
nedeplasate sau zerodeplasate, ntruct angrenajele deplasate reprezint o
particularitate specific angrenajelor evolventice.
Datorit acestui fapt conurile de rostogolire sunt i conuri de divizare,
iar cercul cu diametrul d
1,2
(fig.1) se numete cerc de divizare.
Astfel, se consider c, n cazul general, coeficienii deplasrilor
radiale normale de profil sunt compensai:
2 1 r r
x x = (2)
Elementele geometrice ale angrenajului, necesare acestei lucrri de
laborator, sunt date de urmtoarele relaii:
unghiul conului de divizare al pinionului, :
2
1
1
tan
z
z
= (3)
unde z
1
, z
2
sunt numerele de dini ai pinionului, respectiv roii;
unghiul conului de divizare al roii, :
1 2
90 = (4)
diametrele cercurilor de divizare, mm:
2 , 1 2 , 1
z m d = (5)
lungimea (exterioar) a generatoarei conului de divizare, mm:
2 , 1
2 , 1
2 , 1
2 , 1
sin 2 sin 2
=
=
z m d
R (6)
173
diametrele cercurilor de cap (la exterior), mm:
( ) [ ]
2 , 1 2 , 1
*
2 , 1 2 , 1
cos 2 + + =
r a a
x h z m d (7)
diametrele cercurilor de picior (la exterior), mm:
( ) [ ]
2 , 1 2 , 1
* *
2 , 1 2 , 1
cos 2 + =
r a f
x c h z m d (8)
nlimea capului dintelui (la exterior), mm:
( )
2 , 1
*
2 , 1 r a a
x h m h + = (9)
nlimea piciorului dintelui (la exterior), mm:
( )
2 , 1
* *
2 , 1 r a f
x c h m h + = (10)
nlimea dintelui (la exterior), mm:
( )
* *
2 c h m h
a
+ = (11)
unghiul capului dintelui la pinion, respectiv roat, :
=
R
h
a
a
2 , 1
2 , 1
arctan (12)
unghiul piciorului dintelui la pinion, respectiv roat, :
=
R
h
f
f
2 , 1
2 , 1
arctan (13)
unghiurile conurilor de cap la pinion, respectiv roat, :
2 , 1 2 , 1 2 , 1 a a
+ = (14)
unghiurile conurilor de picior la pinion, respectiv roat, :
2 , 1 2 , 1 2 , 1 f f
= (15)
20.3. Metodologia determinrii modulului angrenajului
Pentru stabilirea elementelor dimensionale ale angrenajului ieit din
funciune, primul element geometric ce trebuie determinat este modulul,
corespunztor cercului de divizare.
n funcie de posibilitatea msurrii lungimii (exterioare) R a
generatoarei conului de divizare pot s apar dou cazuri:
174
20.3.1. Determinarea modulului pe baza lungimii generatoarei conului
de divizare la exteriorul danturii
Modalitatea cea mai precis de determinare a modulului este cea
rezultat prin msurarea dublului lungimii exterioare a generatoarei conului de
divizare, R
~
2 , cot msurat conform figurii 2:
2 , 1
2 , 1
sin
~
2
z
R
m
= (16)
unde R
~
este lungimea exterioar msurat a generatoarei conului de divizare,
mm;
Valoarea modulului preliminar obinut cu relaia (16) se standardizeaz
la cea mai apropiat valoare din STAS 82282, tabelul 1 lucrarea 18.
20.3.2. Determinarea modulului pe baza nlimii dintelui la exteriorul
danturii
Dac valoarea R
~
2 este prea mare pentru a putea fi msurat, o alt
modalitate de determinare a modulului este cea dat de msurarea nlimii
dintelui pe conul frontal exterior, h
~
.
n acest caz modulul se determin cu relaia:
* *
2
~
c h
h
m
a
+
= (17)
Dup determinarea modulului preliminar, valoarea acestuia se
standardizeaz la valoarea cea mai apropiat din STAS 822.
Indiferent de modalitatea de stabilire a modulului, n calculele
elementelor geometrice ale angrenajului se va lucra cu valoarea standardizat
a acestuia.
20.4. Utilajul i aparatura utilizat
Roile dinate ai cror parametri dimensionali urmeaz a fi restabilii
sunt montate conform figurii 2.
Pentru msurarea dublului lungimii generatoarei conului de divizare, a
diametrelor i a nlimii dintelui pe conul frontal exterior se va utiliza un
ubler.
175
Fig. 2
20.5. Desfurarea lucrrii
1. Se numr dinii roilor dinate
1
z ,
2
z i se msoar urmtoarele
elemente:
dublul lungimii generatoarei conului de divizare, R
~
2 , mm;
nlimea dinilor la exterior, h
~
, mm;
limea roilor, b , mm;
diametrele cercurilor de cap i de picior ale pinionului, respectiv
roii, la exterior,
2 , 1 2 , 1
~
,
~
f a
d d , mm;
Se face observaia c semnul ~ se refer la faptul c valorile
respective se obin prin msurare.
2. Datele obinute se trec n tabelul 1.
3. Se calculeaz unghiul conului de divizare
1
cu relaia:
=
2
1
1
arctan
z
z
(18)
iar
2
cu relaia (4);
176
3. n continuare se determin modulul prin una din metodele prezentate
mai sus i se standardizeaz conform STAS 82282;
4. Se stabilesc valorile coeficienilor deplasrilor radiale normale de
profil
1 r
x ,
2 r
x funcie de cazurile de mai jos:
a) n cazul n care se constat c este satisfcut una din egalitile:
( ) [ ]
2 , 1
* *
2 , 1 2 , 1
cos 2
~
+ = c h z m d
a f
(19)
sau
( )
2 , 1
*
2 , 1 2 , 1
cos 2
~
+ =
a a
h z m d (20)
atunci se consider c valorile coeficienilor deplasrilor radiale
normale de profil sunt:
0
2 1
= =
r r
x x (21)
b) n caz contrar:
2 1 r r
x x = (22)
iar valorile acestora se determin, n funcie de posibilitile de
msurare a diametrelor, cu una din relaiile:
- corespunztor diametrelor cercurilor de picior (la exterior)
2 , 1
~
f
d , msurate:
* *
2 , 1
2 , 1
2 , 1
2 , 1
2 , 1
cos 2 cos 2
~
c h
z
m
d
x
a
f
r
+ +
= (23)
- corespunztor diametrelor cercurilor de cap (la exterior)
2 , 1
~
a
d ,
msurate:
*
2 , 1
2 , 1
2 , 1
2 , 1
2 , 1
cos 2 cos 2
~
a
a
r
h
z
m
d
x
= (24)
5. Cu valorile coeficienilor deplasrilor de profil
1 r
x ,
2 r
x se calculeaz
elementele geometrice ale angrenajului cu ajutorul relaiilor (5)...(15).
6. Valorile obinute se trec n tabelul 1.
177
20.6. Prelucrarea datelor
Rezultatele obinute n urma msurtorilor i calculelor fcute se trec
n tabelul 1. Unitatea de msur utilizat pentru lungimi va fi milimetrul iar
valorile unghiurilor vor fi notate n grade ().
Tabelul 1
Elemente msurate
= R
~
2
=
1
~
a
d
=
1
z =
2
~
a
d
=
2
z =
1
~
f
d
= h =
2
~
f
d
Elementele profilului de
referin
20 , 0 ; 1
* *
= = c h
a
= b
Elemente calculate
Nr.
crt.
Denumirea mrimii Simbol Relaia de calcul Rezultat
1 Modulul standardizat m (16) sau (17)
1
(18)
2
Unghiurile conurilor de
divizare
2
(4)
1
d
3
Diametrele cercurilor de
divizare
2
d
(5)
4
Lungimea generatoarei
conului de divizare (la
exterior)
R (6)
1 r
x
4
Coeficienii deplasrilor
radiale normale de profil
2 r
x
(21) sau (23) sau
(24)
1 a
d
5
Diametrele cercurilor de
cap (la exterior)
2 a
d
(7)
1 f
d
6
Diametrele cercurilor de
picior (la exterior)
2 f
d
(8)
178
1 a
h
7
nlimea capului dintelui
(la exterior)
2 a
h
(9)
1 f
h
8
nlimea piciorului
dintelui (la exterior)
2 f
h
(10)
9
nlimea dintelui,
calculat, (la exterior)
h (11)
1 a
10
Unghiurile capului dintelui
la pinion, respectiv roat
2 a
(12)
1 f
11
Unghiurile piciorului
dintelui la pinion, respectiv
roat
2 f
(13)
1 a
12
Unghiurile conurilor de cap
la pinion, respectiv roat
2 a
(14)
1 f
13
Unghiurile conurilor de
picior la pinion, respectiv
roat
2 f
(15)
20.7. Concluzii
Se vor constata principalele particulariti ale angrenajului, conurile
frontale, existena sau nu a unor diferene ntre valorile msurate i cele
calculate, precum i cauzele care pot fi responsabile de acest lucru.
21. RESTABILIREA PARAMETRILOR DIMENSIONALI
AI ANGRENAJELOR MELCATE CILINDRICE
21.1. Scopul lucrrii
Lucrarea prezint o metod de restabilire a parametrilor dimensionali
la un angrenaj melcat cilindric, deteriorat n procesul de funcionare i care
trebuie nlocuit.
21.2. Consideraii teoretice
Angrenajele melcate servesc la transmiterea unor puteri mici i mijlocii
ntre dou axe, care se ncrucieaz n spaiu sub un unghi de 90.
Angrenajele melcate, fa de celelalte angrenaje, prezint avantajul c
realizeaz rapoarte mari de transmitere pe o singur treapt, funcioneaz fr
zgomot i, de asemenea, pot asigura autofrnarea n cazul mainilor de ridicat.
Angrenajele melcate au un randament mai mic dect al celorlalte tipuri
de angrenaje, necesit folosirea unor materiale cu proprieti antifriciune
deosebite, mai scumpe n comparaie cu materialele celorlalte roi dinate.
De asemenea implic o tehnologie de execuie i montaj mai
complex.
Angrenajul melcat este format dintr-o roat dinat cilindric cu dini
nclinai numit roat melcat aflat n angrenare cu o roat dinat cu un
numr mic de dini ( 4 ... 1
1
= z ) numit melc.
Melcul are diametrul mult mai mic fa de roata melcat i un unghi
mare de nclinare a dinilor. n consecin dintele nfoar melcul dup o
elice, de-a lungul a mai multor pai, ca n cazul spirei filetului.
n funcie de forma melcului i a roii melcate exist dou tipuri de
angrenaje i anume (fig.1):
angrenaj melcat cilindric (fig.1,a) la care melcul este cilindric iar
roata are o form globoidal (dintele roii melcate nfoar
melcul);
angrenaj melcat globoidal (fig.1,b) la care att melcul ct i roata
melcat sunt globoidale.
180
a. b.
Fig. 1
Lucrarea de fa are n vedere doar angrenajele melcate cilindrice.
n funcie de tehnologia de realizare, angrenajele melcate cilindrice
cuprinse n STAS 6845 pot fi:
cu melc de tip ZA (arhimedic), avnd profil rectiliniu n seciune
axial;
cu melc de tip ZN 1 (convolut), melc cilindric cu flancurile
generate geometric de dou drepte cuprinse ntrun plan
perpendicular pe elicea median (de referin) a melcului;
cu melc de tip ZN 2 (convolut), avnd profil rectiliniu n seciunea
normal pe elicea medie a golului;
cu melc de tip ZE (evolventic), melc cilindric cu flancurile generate
geometric de dou drepte tangente la un cilindru director (de baz);
cu melc de tip ZK 1, melc cilindric cu flancurile nfurate de o
scul cilindric biconic, cu profil axial rectiliniu i de tip ZK 2,
melc prelucrat cu o scul conic, frez deget sau piatr deget de
rectificat i avnd forma profilului o curb oarecare n seciune
axial i frontal.
Din punct de vedere geometric, un angrenaj melcat cilindric este
definit de: melcul de referin, numerele de nceputuri ale melcului
1
z ,
respectiv numrul de dini ai roii melcate
2
z , distana dintre axe i deplasarea
de profil a roii.
Parametrii danturii melcului de referin sunt standardizai conform
STAS 6845:
coeficientul nlimii capului dintelui, 1
*
=
a
h ;
181
coeficientul jocului radial:
- 2 , 0
*
= c pentru melci prelucrai pe strung i pentru roi melcate
prelucrate cu freze melc;
- 3 , 0 ... 2 , 0
*
= c pentru melci prelucrai cu freze deget sau freze
disc;
coeficientul nlimii piciorului dintelui,
* *
1 c h
f
+ = ;
coeficientul nlimii dintelui,
* *
2 c h + = .
Melcul angrenajului are forma i dimensiunile identice cu melcul de
referin, cu excepia grosimii dintelui, micorat pentru a obine jocul n
angrenaj. Melcul generator al roii melcate difer de melcul de referin prin
aceea c are diametrul mrit n scopul realizrii jocului radial la baza dinilor
roii melcate.
Conform STAS 915/5 se definete un angrenaj echivalent. Este
angrenajul care corespunde planului median al roii, n care se afl i axa
melcului. Geometria angrenajului melcat este definit pentru acest angrenaj
echivalent.
La angrenajul melcat deplasat, la care corijarea danturii se face numai
la roata melcat (scula materializnd melcul), cercul de rostogolire al roii
melcate coincide cu cercul de divizare al acesteia, n seciune median,
rezultnd un cilindru de divizare al melcului echivalent liniei de divizare a
cremalierei.
Deplasrile de profil se fac, cel mai frecvent, n scopul realizrii unei
distane dintre axe impuse precum i pentru mbuntirea condiiilor de
funcionare. Valorile deplasrilor de profil trebuie alese astfel nct s se evite
subtierea sau ascuirea dinilor roii melcate. Deplasarea specific de profil se
recomand a avea valori [ ] 5 , 0 ... 5 , 0 + x .
Avnd n vedere faptul c att melcul ct i roata melcat sunt roi
dinate cu dini nclinai iar angrenajul are axele ncruciate n spaiu, pe lng
modulul normal
n
m i cel frontal
t
m , apare i modulul axial
x
m .
n cazul angrenajelor melcate cilindrice modulul este standardizat n
plan axial
x
m , conform STAS 822 (tabelul 1).
Elementele geometrice ale angrenajului, necesare acestei lucrri de
laborator, sunt date de urmtoarele relaii:
modulul axial,
x
m , mm:
=
x
x
p
m (1)
182
unde
x
p este valoarea msurat a pasului melcului n seciune
axial (fig.2), mm.
coeficientul diametral q , standardizat conform STAS 684582
(tabelul 2); pentru fiecare domeniu de moduli sunt indicate trei
valori ale lui q , prin aceasta limitndu-se numrul de scule freze
melc necesare prelucrrii roilor;
Tabelul 1
Gama modulilor pentru angrenaje cu melc cilindric
x
m , mm
0,1 0,125 0,16 0,2 0,25 0,315 0,4 0,5 0,63 0,8
1 1,25 1,6 2 2.5 3,15 4 5 6,3 8
10 12,5 16 20 25
Observaie: Se admite i folosirea modulilor 0,12; 0,15; 0,30; 0,60; 1,5; 3; 3,5; 6; 7 i
12 mm.
Fig. 2
Tabelul 2
Valorile coeficientului diametral q , STAS 6845
x
m
11,6 2 i 2,5 34 56,3 710 1216 20 i 25
12 10 10 9 9 8 7
14 12 11 10 10 9 8
q
16 14 12 12 11 10 9
Observaie: Coeficienii diametrali tiprii cu caractere aldine sunt de preferat.
plan median
183
unghiul elicei de referin , ():
q
z
1
tan = (2)
diametrul cilindrului de referin al melcului, mm:
q m d
x
=
1
(3)
diametrul cercului de divizare (rostogolire) al roii melcate, mm:
2 2
z m d
x
= (4)
distana axial de referin, mm:
( )
2
2
z q m
a
x
+
= (5)
relaia dintre distana axial real a
w
(adeseori standardizat, STAS
6055, sau impus) i cea de referin a:
x w
m x a a + = (6)
diametrul cilindrului de divizare al melcului, mm:
( ) x q m d
x w
+ = 2
1
(7)
diametrul cercului de rostogolire (de divizare) al roii melcate, mm:
2 2 2
z m d d
x w
= = (8)
distana axial real (pentru control), mm:
2
2 1 w w
w
d d
a
+
= (9)
diametrul de cap al melcului, respectiv al roii melcate, mm:
( )
*
1
2
a x a
h q m d + = (10)
( ) [ ] x h z m d
a x a
+ + =
*
2 2
2 (11)
diametrul de picior al melcului, respectiv al roii melcate, mm:
( ) [ ]
* *
1
2 c h q m d
a x f
+ = (12)
( ) [ ] x c h z m d
a x f
+ =
* *
2 2
2 (13)
184
nlimea dintelui, mm:
( )
* *
2 c h m h
a x
+ = (14)
diametrul de strunjire al roii, mm:
2
6
1
2 2
+
+ =
z
m
d d
x
a e
(15)
limea roii melcate (valori recomandate), mm:
1
75 , 0
a
d b pentru 3
1
z (16)
1
67 , 0
a
d b pentru 4
1
= z (17)
lungimea melcului (valori recomandate), mm:
( )
x
m z L + =
2
06 , 0 11 pentru 2 sau 1
1
= z (18)
( )
x
m z L + =
2
09 , 0 5 , 12 pentru 4 sau 3
1
= z (19)
21.3. Utilajul i aparatura utilizat
Pentru determinarea pasului axial
x
p
~
i a distanei axiale reale
w
a
~
a
angrenajului se va folosi dispozitivul de msurare prezentat n figura 3, iar
pentru msurarea diametrelor
2 2 1 1
~
,
~
,
~
,
~
e a f a
d d d d precum i a cotelor b i L se
va utiliza ublerul.
Se face precizarea c semnul ~ se refer la faptul c acele valori se
obin prin msurare.
Dispozitivul de msurare este format din suportul 16, ppuile fixe 18
ntre ale cror vrfuri 14 se fixeaz dornul schimbabil 17, pe care sa montat
melcul de msurat 9. Pe dornul schimbabil 12 se monteaz roata melcat 13
care, prin intermediul mecanismului urubpiuli 78, se aduce n angrenare
cu melcul. Pentru aceast poziie se determin distana axial
w
a
~
prin citirea
valorii pe rigla gradat cu vernier 11.
Pasul axial al melcului se msoar cu ajutorul capului de msurare,
prin intermediul vrfului 6. Acesta se poate deplasa n direcie perpendicular
pe axa melcului cu ajutorul mecanismului urubpiuli 35, respectiv n
direcie paralel cu axa melcului cu ajutorul mecanismului urubpiuli 24,
deplasnd vrful de msur 6 n dou goluri succesive ale melcului.
185
Fig. 3
1 rigl gradat cu vernier, 2,4 mecanism urubpiuli, 3,5 mecanism
urubpiuli, 6 vrful capului de msurare, 7,8 mecanism urub
piuli, 9 melc, 10 suportul roii melcate, 11 rigl gradat cu vernier,
12 dorn schimbabil pentru roata melcat, 13 roat melcat de msurat,
14 vrful ppuii fixe, 15 comparator cu cadran, 16 plac suport,
17 dorn schimbabil pentru melc, 18 ppu fix
a
w
3 4 6 7 8 12 10 13 11 2 1
18
17
16
9 5
15
14
186
Pasul axial
x
p
~
pentru valori pn la 10 mm se msoar cu ajutorul
comparatorului cu cadran 15, iar pentru valori mai mari se va folosi rigla
gradat cu vernier 1.
Pentru determinarea valorilor
w
a
~
i
x
p
~
se procedeaz astfel:
se alege din setul de dornuri dou dornuri corespunztoare
alezajelor melcului i roii melcate i se monteaz pe ele roile;
se fixeaz dornul cu melcul ntre vrfurile ppuilor fixe;
se monteaz dornul cu roata melcat n suportul 10 i, prin
intermediul mecanismului urub-piuli 78, se aduce n angrenare
cu melcul;
se citete distana axial real a angrenajului
w
a
~
pe rigla cu vernier
11;
se apropie vrful de msurare 6 de melc pn cnd acesta ptrunde
n golul dintre spire i se noteaz poziia de pe rigla gradat cu
vernier 1;
se scoate vrful de msurare din golul dintre spire i se deplaseaz
n direcie paralel cu axa melcului pn intr n golul urmtor i se
citete din nou poziia. Diferena dintre cele dou citiri reprezint
pasul axial al melcului
x
p
~
;
aceast operaiune se va repeta n diferite seciuni axiale, valoarea
pasului axial adoptnduse ca fiind media aritmetic a valorilor
msurate;
pentru pai mai mici de 10 mm, la prima citire se fixeaz acul
comparatorului 15 la zero urmnd ca a doua citire s se fac pe
ceasul comparator.
21.4. Desfurarea lucrrii
1. Se msoar cu ublerul diametrele
2 2 1 1
~
,
~
,
~
,
~
e a f a
d d d d precum i cotele
b
~
i L
~
ale angrenajul melcat care urmeaz a fi nlocuit, iar
x
p
~
i
w
a
~
se
determin cu dispozitivul prezentat n figura 3.
Se reamintete observaia conform creia semnul ~ se refer la faptul
c acele valori se obin prin msurare.
2. Se determin modulul axial cu relaia (1) n funcie de valoarea pasului
axial msurat; pentru mrirea siguranei asupra obinerii unei valori
corecte a modulului se recomand i o verificare cu relaia:
187
( ) 4 , 4
~ ~
2 2
~ ~
1 1
* *
1 1 f a
a
f a
x
d d
c h
d d
m
=
+
= (20)
Modulul axial se standardizeaz la cea mai apropiat valoare din STAS
822 (tabelul 1); n calculele pentru determinarea elementelor
geometrice ale angrenajului melcat restabilit se va folosi valoarea
standardizat a modulului axial;
3. Se calculeaz diametrul de referin (preliminar) al melcului, mm:
x a prel
m d d = 2
~
1 . 1
(21)
4. Se determin coeficientul diametral cu relaia:
x
prel
m
d
q
. 1
= (22)
Se standardizeaz valoarea coeficientului diametral conform STAS
6845, tabelul 2.
Observaie: Dac modulul a fost corect stabilit i d
a1
bine msurat, iar valoarea
coeficientului diametral nu se ncadreaz n valorile indicate n tabelul 2, atunci
nseamn c melcul are dimensiunile nestandardizate i dimensiunile geometrice se
vor calcula cu valoarea lui q nestandardizat.
4. Se calculeaz unghiul elicei de referin , :
=
q
z
1
arctan (23)
5. Se calculeaz distana axial de referin cu relaia (5);
6. Se calculeaz valoarea coeficientului deplasrii de profil al roii
melcate astfel:
a) dac a a
w
=
~
atunci
0 = x (24)
b) n caz contrar 0 x iar valoarea coeficientului se obine cu relaia:
x
w
x
w
m
a a z q
m
a
x
=
+
=
2
2
(25)
7. Cu valorile stabilite mai sus se calculeaz parametrii dimensionali ai
angrenajului care va nlocui angrenajul uzat, cu relaiile (7)...(15).
8. Valorile calculate se trec n tabelul 3.
188
21.5. Prelucrarea datelor
Rezultatele obinute n urma msurtorilor i calculelor fcute se trec
n tabelul 3. Unitatea de msur utilizat pentru lungimi este milimetrul iar
valorile unghiurilor vor fi notate n grade ().
Tabelul 3
Elemente msurate
=
1
z =
1
~
a
d
= b
~
=
2
z =
1
~
f
d
= L
~
=
w
a
~
=
2
~
a
d
Parametrii melcului
de referin
2 , 0 ; 1
* *
= = c h
a
=
x
p
~
=
2
~
e
d
Elemente calculate
Nr.
crt.
Denumirea mrimii Simbol
Relaia de
calcul
Rezultat
1 Modulul axial
x
m
(1) sau (20)
2
Diametrul de referin
preliminar al melcului
. 1 prel
d
(21)
3 Coeficientul diametral
q
(22)
4 Unghiul elicei de referin
(23)
5
Diametrul cilindrului de
referin al melcului
1
d (3)
6
Diametrul cercului de divizare
al roii melcate
2
d (4)
7 Distana axial elementar a (5)
8
Coeficientul deplasrii de
profil al roii melcate
x (24) sau (25)
9
Diametrul cilindrului de
divizare al melcului
1 w
d
(7)
10
Diametrul cercului de
rostogolire al roii melcate
2 w
d
(8)
11 Distana axial real, calculat
w
a
(9)
1 a
d
(10)
12
Diametrele cercurilor de cap,
calculate
2 a
d
(11)
189
1 f
d
(12)
13
Diametrele cercurilor de picior,
calculate
2 f
d
(13)
14 nlimea dintelui h (14)
15
Diametrul de strunjire al roii
melcate
2 e
d
(15)
21.6. Concluzii
Se vor constata elementele geometrice ale melcului i ale roii melcate,
principalele particulariti ale angrenajului, existena sau nu a unor diferene
ntre valorile msurate i cele calculate, precum i cauzele care pot fi
responsabile de acest lucru.
22. MONTAREA I DEMONTAREA
REDUCTOARELOR
22.1. Scopul lucrrii
n cadrul lucrrii se vor studia urmtoarele aspecte eseniale:
cunoaterea construciei i elementelor componente din ansamblul
unui reductor, n corelaie cu rolul lor funcional;
stabilirea caracteristicilor principale geometrice, cinematice i
tehnologice ale reductorului analizat.
22.2. Consideraii teoretice
Reductoarele fac parte din marea categorie a transmisiilor mecanice.
Servesc la reducerea numrului de turaii la arborele de ieire i creterea
corespunztoare a momentului de torsiune. Sunt transmisii prin angrenare cu
raport de transmitere constant, montate de regul n carcase nchise.
Dup tipul angrenajelor componente reductoarele pot fi: cu roi
cilindrice, conice, pseudoconice, elicoidale, melcate i combinate.
Elementele principale ale unui reductor, indiferent de tip, sunt
urmtoarele: angrenajele, arborii, lagrele, carcasa, elementele de etanare,
elementele de asamblare (fig.1).
Angrenajele constituie partea funcional principal a unui reductor.
Cele mai frecvent utilizate angrenaje n construcia de reductoare de uz
general sunt: cilindrice (cu dini drepi, nclinai i n V), conice (cu dini
drepi, nclinai i curbi) i melcroat melcat. n funcie de cerinele locului
de utilizare se va alege angrenajul sau combinaia de angrenaje care s
ntruneasc cele mai multe avantaje.
La reductoarele cu mai multe trepte se impune mprirea raional a
raportului de transmitere pe fiecare treapt pentru obinerea unor construcii cu
gabarite care s rspund ct mai bine scopului, ungerea corespunztoare a
tuturor treptelor etc.
Arborii pe care sunt montate roile dinate sunt arbori drepi. Ei sunt
proiectai ct mai scuri pentru a avea o rigiditate ct mai mare (important n
funcionare) i pentru a asigura o construcie compact reductorului.
191
Fig. 1
1 roat condus cilindric; 2 pan paralel; 3 arbore condus; 4 capac lateral + plcue
reglare; 5 manet de rotaie; 6 arbore motor; 7 rulment radial axial; 8 dop de golire +
garnitur; 9 joj; 10 inel de ridicare; 11- urub; 12 capac de vizitare; 13 aerisitor +
garnitur; 14 urub; 15 capac reductor; 16 urub; 17 piuli; 18 tift de centrare;
19 corp reductor; 20 rulment radial axial; 21 manet de rotaie;
22 urub+aib Grower; 23 capac lateral+plcue de reglare.
8
9
10 11 12 13 14 15
16, 17
23 22 21 20 19 18
1 2 3 4 5 6 7
192
Orice reductor are un arbore de intrare i un arbore de ieire prevzui
cu capete de cuplare. La reductoarele cu mai multe trepte exist i arbori
intermediari. Exist construcii de reductoare cu dou capete de cuplare la
ieire sau cu ieiri pe arborii intermediari. Arborii pot fi amplasai n plan
orizontal sau vertical n funcie de tipul i de poziia relativ a angrenajelor,
soluia constructiv aleas, locul de utilizare a reductorului etc.
Lagrele sunt n marea majoritate a cazurilor lagre de rostogolire.
Tipul i mrimea rulmenilor vor fi funcie de valoarea i de sensul forelor ce
solicit arborii, tipul construciei alese etc. Se menioneaz faptul c la
construcii speciale de reductoare de mare turaie, care lucreaz cu sarcini
importante, lagrele cu rulmeni sunt nlocuite total sau parial prin lagre cu
alunecare.
Carcasa reductoarelor de uz general este format n general din corp i
capac. Se execut n general din font, prin turnare. Carcasa trebuie s asigure
poziia relativ corect a arborilor (prin intermediul lagrelor) i roilor
dinate, servind i ca baie de ulei. Este prevzut cu nervuri care au rolul de a
mri rigiditatea ansamblului, de a reduce zgomotul i vibraiile i de a mri
suprafaa efectiv de rcire a reductorului.
La nivelul planului de separaie corpul i capacul reductorului se
prelucreaz fin pentru a sigura etaneitatea la montare i n funcionare. Pentru
etanare se folosesc lacuri sau vopsele de etanare cu care se acoper planul de
separaie nainte de asamblarea carcasei. Exist soluii constructive n care la
nivelul planului de separaie sunt prevzute canale de ungere care au rolul de a
ghida un debit suplimentar de ulei spre lagre.
Carcasa reductorului se asambleaz prin uruburi, iar cele dou pri
componente se centreaz cu tifturi de centrare.
Corpul reductorului (semicarterul inferior) este prevzut cu un dop de
golire a uleiului uzat, dup rodaj sau dup timpul normat de utilizare. Pe corp
se monteaz vizorul de nivel de ulei sau joja, pentru indicarea nivelului de ulei
din baia reductorului. La unele construcii corpul reductorului este prevzut cu
umeri de ridicare.
Capacul reductorului (semicarterul superior) este prevzut cu un
orificiu de vizitare acoperit cu un capac metalic sau transparent prin care se
poate urmri periodic starea angrenajelor i se introduce lubrifiantul n
reductor. n partea superioar a capacului este montat un aerisitor. Capacul
reductorului are montate, n general, dou inele de ridicare care s permit
manevrarea mecanizat a reductorului.
n dreptul lagrelor carcasa reductorului are prevzute capace care se
monteaz cu uruburi pe carcas, sau n locauri prevzute anume n pereii
carcasei.
193
Trebuie menionate i elementele de etanare de la capacele arborilor
de intrare i ieire, respectiv de la capacele arborilor intermediari. De
asemenea, elementele de fixare i poziionare a rulmenilor i roilor dinate pe
arbori i n carcas: piulie i aibe de siguran pentru rulmeni, plcue de
reglare, buce i inele distaniere, pene etc.
Ungerea reductoarelor de uz general se face cu ulei. Metodele de
ungere se aleg funcie de viteza periferic a roilor dinate. Pentru viteze
periferice pn la 10 ... 15 m/s ungerea se realizeaz prin barbotare.
La angrenajele cilindrice roata mare se scufund n ulei pe cel puin
dou nlimi de dinte, dar nu mai puin de 10 mm. Roile de turaie mic de pe
treptele a doua sau a treia se pot scufunda pn la 1/3 din diametrul lor
exterior.
La angrenajele conice roata mare se scufund n ulei cel puin pe toat
nlimea dintelui, iar ca limit maxim pn la 1/3 din diametrul ei exterior.
Melcul angrenajului melcat se scufund n ulei pe o nlime de
(2,5...4)m
x
. Dac roata melcat este n ulei iar melcul se afl deasupra ei, se
vor aplica recomandrile de la angrenajele cilindrice sau se va opta pentru
soluia ungerii prin presiune de ulei.
Rulmenii se ung n general cu uleiul barbotat de ctre roile dinate. La
viteze sub 4 ... 5 m/s rulmenii se pot unge cu unsori consistente, prevzndu-
se n astfel de cazuri elemente de protecie care s mpiedice ptrunderea
produselor de uzur n rulmeni sau amestecarea unsorii cu uleiul din baie.
22.3. Utilajul i aparatura necesar
Pentru efectuarea lucrrii se vor utiliza reductoarele existente n cadrul
laboratorului de organe de maini, reprezentate schematic n figura 2. Ca
accesorii se vor folosi: trus de chei fixe sau inelare, ublere, micrometre,
urubelnie, dornuri etc. funcie de particularitile constructive ale fiecrui
reductor.
22.4. Desfurarea lucrrii
Obiectivele urmrite n cadrul lucrrii sunt:
demontarea i montarea unui reductor dat ntr-o anumit ordine
bine stabilit;
cunoaterea construciei i rolului funcional al fiecrui
subansamblu i reper component;
determinarea principalelor caracteristici geometrice, cinematice i
tehnologice;
identificarea i notarea rulmenilor conform STAS 1679;
194
Fig. 2
195
notarea reductorului conform STAS 6848.
Demontarea reductorului se va face pe subansamble i repere n
urmtoarea ordine:
se deurubeaz dopul de golire pentru scurgerea lubrifiantului din
baia de ulei;
se demonteaz uruburile capacelor laterale i se scot aceste capace
mpreun cu garniturile de etanare sau plcuele de reglare;
se demonteaz uruburile de asamblare a carcasei i se separ
capacul reductorului;
se scot subansamblele arboriroi dinaterulmeni, fr a demonta
roile dinate i rulmenii de pe arbori;
se demonteaz capacul de vizitare, aerisitorul, inelele de ridicare,
joja sau vizorul de nivel de ulei;
se vor analiza rolul funcional i particularitile constructive
pentru fiecare reper component al reductorului.
La reductorul astfel demontat se vor stabili urmtoarele:
tipul angrenajelor componente i numrul de trepte;
numerele de dini ale roilor;
rapoartele pariale de transmitere i raportul total;
distanele axiale;
modulele roilor dinate;
principalele elemente geometrice.
Msurtorile se fac cu reductorul demontat conform aliniatului trei de
mai sus, cu capacul nlturat.
Montarea reductorului se face n ordine invers demontrii, avnd grij
s nu fie omise anumite repere.
Efectuarea operaiunilor de demontare i montare se va face cu ajutorul
SDV-urilor menionate la punctul 3.
22.5. Prelucrarea datelor
Pentru reductorul studiat se va ntocmi un desen de ansamblu n dou
proiecii (schi de mn cotat) i alturat schema cinematic conform STAS
1543 sau figurii 2. Cele dou proiecii sunt: vedere din fa i vedere de sus cu
seciune n planul de separaie a carcasei. Pe desenul de ansamblu se vor
indica elementele componente dup modelul prezentat n figura 1.
Datele msurate i calculate se vor nscrie n tabelele 1 i 2.
Se vor formula observaii privind soluiile constructive i rolul
funcional al elementelor componente ale reductorului.
196
Tabelul 1
Roat dinat Angrenaj
Simbol
reductor
STAS
6848
Poz. Tip
z
m
(m
n
, m
x
)
mm
d
(d
w
)
mm
() Poz.
a
mm
a
w
mm
i
Tabelul 2
Reductor Rulmeni Obs.
Simbol
reductor
STAS
6848
a
t
i
t
Poz. Tip
Simbol
STAS 1679
23. STUDIUL FACTORILOR DE INFLUEN ASUPRA
FUNCIONRII TRANSMISIILOR PRIN CURELE
23.1. Scopul lucrrii
Transmisiile prin curele corect proiectate, montate i reglate asigur o
funcionare silenioas, durabil i ntreinere minime. Existena acestor
caracteristici impune evitarea vibraiilor i alunecrii curelei n funcionare.
Lucrarea permite studiul comparativ al vibraiilor n diferite tipuri de montaje
(cu fulie excentric, curea deteriorat) la transmisiile prin curele POLY V.
Este posibil, de asemenea, studiul influenei diferitelor valori ale ntinderii
(pretensionrii) curelei, n diferite montaje, asupra vibraiilor i alunecrii
curelei POLY V.
23.2. Consideraii teoretice
Transmisia prin curea este o transmisie cu element intermediar flexibil
i elastic fr sfrit, nfurat pe roile de curea montate pe arborii ntre care
se realizeaz transmiterea puterii. Acest tip de transmisie funcioneaz prin
frecarea dintre roile de curea i curea sau prin efectul de angrenare dintre
cureaua dinat sau banda perforat ori profilat i roile de curea profilate
corespunztor.
Frecarea dintre roile de curea i curea se obine n urma ntinderii
(pretensionrii) curelei, respectiv apsrii ei pe roi pentru transmisiile prin curea
lat, band metalic neted, curea trapezoidal, POLY V i curea cu profil
rotund.
Aceste transmisii au aplicaii numeroase n transmisiile de putere, trans-
misii de micare (putere redus), benzi transportoare, transmisii cu band-scul etc.
Transmisiile prin curele sunt foarte diverse, n funcie de forma curelei,
regimul de funcionare, materialele utilizate pentru construcia curelei,
lungimea curelei, dispunerea axelor, modul de acionare i sistemele de
ntindere.
Forma curelei de transmisie influeneaz n msura cea mai mare
performanele transmisiei, metoda de proiectare a acesteia i comportarea n
funcionare.
198
Deoarece lucrarea de laborator i propune studiul experimental al
vibraiilor la transmisiile prin curele POLY V elementele geometrice,
cinematice i dinamice ale transmisiei se vor referi n special la acest tip de
transmisie. n figura 1 se prezint elementele geometrice ale curelei POLY V
(fig.1,a) i dimensiunile roilor de curea (fig.1,b).
Fig. 1
Geometria transmisiei este prezentat n figura 2, unde
2 , 1
d este
diametrul caracteristic (primitiv) pentru roata de curea 1, 2 (v. fig.1,b).
n general diametrul
1
d poate fi corelat, pentru gabarit redus i
rezisten acceptabil, cu grosimea curelei h. Astfel, pentru curele POLY V,
h d 9
min 1
.
Distana dintre axe, a, se afl n intervalul:
) ( 2
2 1 min
d d a a + , [mm]. (1)
Unghiul + = 180
2
, iar unghiul este dat de relaia:
[ ] ) 2 ( ) ( arcsin 2
1 2
a d d = , [grade]. (2)
d
1,2
diametrul primitiv, mm;
de
1,2
diametrul exterior, mm;
h
m
=(d
1,2
de
1,2
)/2, mm;
f distana fa de margine, mm;
e pasul canalelor, mm;
b
r
limea roii de curea, mm
h nlimea, mm
b limea, mm
t pasul de profil, mm
Clasice nguste
b / h = 1,6 b / h = 1,25
Profil ISO
4184
b
Profil DIN
7753T1
b
Y
Z
A
B
C
D
E
6
10
13
17
22
32
40
SPZ
SPA
SPB
SPC
9,7
12,7
18,3
22,0
b
r
h
m
199
Fig. 2
1 roat motoare (fulie mic); 2 roat condus (fulie mare); 3 curea de transmisie.
Lungimea curelei la nivelul diametrelor
2 , 1
d este:
+ + + = 360 ) 180 ( 360 ) 180 ( ) 2 cos( 2
2 1
d d a L , [mm]. (3)
Elementele cinematice principale ale transmisiei sunt:
raportul geometric al transmisiei:
1 2
d d u = (4)
raportul real de transmitere
2 , 1
i pentru curele late, trapezoidale i
POLY V, considernd efectele de alunecare elastic:
) 1 (
2 , 1
= u i , (5)
fiind coeficientul de alunecare;
viteza periferic a roii 1:
60 10
3
1 1 1
= d n v , [m/s] (6)
1
n fiind turaia roii 1, n rot/min, iar
1
d diametrul roii 1, n mm;
frecvena ndoirilor, la nfurarea pe dou roi, cu viteza periferic
v, n m/s i lungimea curelei L, n mm, este:
L v f
3
10 2 = , [1/s]
sau, n general L v x f 1000 = , [1/s] (7)
x fiind numrul de roi pe care se ndoaie cureaua.
200
Funcionarea transmisiei prin curea presupune apsarea curelei pe roi,
obinut prin ntinderea curelei. Cureaua se monteaz pe roi astfel nct s
existe o for de ntindere iniial
0
F . ntre F
0
i forele din ramurile de curea
2 , 1
F (fig.3) exist relaia:
0 1 2
2 F F F = + , [N]. (8)
Fig. 3
Frecarea dintre roat i curea, datorat apsrii curelei pe roi asigur
transmiterea unei fore periferice
u
F for util de transmis:
1 2
F F F
u
= , [N] (9)
sau
v
P
d
T
F
u
=
=
1000 2
1
1
, [N] (10)
1
T fiind momentul de torsiune de transmis, N/m; P puterea de transmis, kW;
1
d diametrul roii motoare 1, m; v viteza periferic, n m/s.
Aceste fore provoac tensiuni n curea, de forma:
1 2 t t tu
= i
c t
A F
0 0
= , (11)
sau
( )
( )
tc tu t
e
e
+
+
=
1 2
1
0
, (12)
n care
c
A este aria seciunii transversale a curelei, mm
2
; iar
tc
tensiunea
provocat de forele centrifuge.
201
n baza relaiilor de calcul a forelor i tensiunilor principale prezentate
rezult unele aspecte practice privind montarea, funcionarea i reglarea
transmisiilor prin curele. Astfel:
dependena dintre fora respectiv tensiunea de ntindere i fora
util de transmis impune realizarea unei ntinderi controlate a
curelei, precum i a unor verificri i reglaje (datorit
caracteristicilor mecanice reale de tip elasto/plastic al materialelor
pentru curele;
creterea vitezei periferice are ca rezultat creterea forelor i
tensiunilor de ntindere (prin forele i tensiunile centrifuge
tc
);
pentru un anumit material, n condiii de funcionare date, exist un
domeniu de ntindere optim, n baza urmtoarelor restricii:
- apare patinarea dac
tc tu t
e e + + <
) 1 ( 2 ) 1 (
0
i
- apare ruperea dac 2
lim 2 0 tu t t
> , pentru
lim 2 t
care se
consider caracteristicile limit ale curelei n structur compac-
t sau complex.
Pretensionarea transmisiei prin curele (ntinderea curelei), realizeaz
condiia obligatorie pentru asigurarea funcionrii transmisiei prin curele care
presupune apsarea curelei pe roi.
Fora de ntindere iniial
0
F , este corelat cu forele din ramurile de
curea i n funcie de tipul curelei are relaii specifice de calcul. Astfel pentru
transmisiile prin curele POLY-V (cele de pe stand), unde 1 >>
e valoarea
forei de ntindere iniial
0
F este:
2
0
2
1
1
5 , 2
v m
K
F F
c
+
= , [N] (13)
cu valori pentru coeficientul K date de relaia:
[ ] ) 5 1 ( 1 25 , 1
= K , (14)
i masa unitar 1000 / b s m = , n kg/m; densitatea materialului curelei,
n kg/m
3
; b limea curelei, n m; s mrime caracteristic structurii curelei,
n m; v viteza periferic, n m/s.
Msurarea forei de pretensionare se poate realiza direct sau indirect, n
funcie de instalaia experimental.
202
F
i
g
.
4
203
Deoarece deformaia elastic a curelei se transform, n timp, n defor-
maie remanent, este necesar ntinderea periodic a curelei pentru a fi
tensionat la parametrii iniiali. ntinderea curelei, necesar funcionrii, se
realizeaz prin deplasarea relativ a arborilor transmisiei, sub un control
deformaie-solicitare. Soluiile constructive n acest sens sunt multiple, unele
dintre acestea fiind prezentate n figura 4: deplasarea unei dintre roi odat cu
motorul, pe patine, cu ajutorul uruburilor (fig.4,a); ntinderea prin greutate
(fig.4,b); printr-o rol de ntindere (fig.4,c); prin role duble (fig.4,d), sau prin
role de ntindere acionate de o greutate (fig.5,a) sau de un arc (fig.5,b) care
ofer posibiliti de reglare.
Fig. 5
23.3. Descrierea aparaturii (standului experimental)
ncercrile experimentale se efectueaz pe un montaj cu o transmisie
prin curele POLY V, care, echipat cu o unitate de frnare i ncrcare PT500 i
setul PT500.02 Brel & Kjaer Vibro, face posibil studierea condiiilor care
duc la apariia vibraiilor i a nivelului acestora.
n figura 6 este prezentat montajul cu o curea POLY V dubl (de pe
standul experimental), avnd role pentru reglarea ntinderii curelei 9 pe fiecare
curea. Roata conductoare 5 (fulia mic) se monteaz pe arborele unitii de
baz. Roata condus 2 (fulia mare) este asamblat pe un lagr cu rulmeni 1.
Reglarea forei de ntindere din curea se realizeaz prin rolele 9 i uruburile
de reglaj 8, fixate n dispozitivul 10.
Cureaua de transmisie POLY V, 3, poate fi nlocuit cu o curea de
acelai tip deteriorat, iar roata motoare a transmisiei 5 poate fi nlocuit cu o
fulie excentric 11 (B), n funcie de tipul ncercrilor experimentale.
Realizarea ncercrilor experimentale este posibil prin includerea
montajului n construcia unui stand experimental prezentat n figura 7, dotat
cu unitate de for 1, unitatea de ncrcare/frnare 12 i setul PT500.02 Brel
& Kjaer Vibro cu senzorii de msur. Legtura la unitatea de for se
204
realizeaz prin montarea fuliei mici 8 pe arborele scurt 7 al unitii de for 1,
iar prin cureaua (sau curelele) 14 i fulia mare 13 se face cu dispozitivul de
frnare/ncrcare 12.
Fig. 6.
1 lagr cu rulmeni; 2 fulie condus; 3 curea POLY V; 4 ntinztor;
5 fulie motoare; 6 urub de fixare; 7 buc elastic; 8 urub de reglaj
al ntinztorului; 9 rola ntinztorului; 10 dispozitiv de fixare al
ntinztorului; 11 fulie mic, excentric (B).
23.4. Desfurarea lucrrii
Vibraiile n transmisia prin curea se msoar pe standul experimental
prezentat n figura 7, n care este nglobat montajul cu curele POLY V (fig.6),
parcurgnd urmtoarele etape:
se fixeaz unitatea de for 1, a standului experimental, pe placa de
baz;
se conecteaz motorul electric;
se monteaz arborele scurt 7 pe cele dou lagre cu rulmeni 9 i se
realizeaz legtura cu motorul electric 1 prin intermediul cuplajului
2;
205
b c
Fig. 7
1 unitatea de for; 2 cuplaj; 3 suport metalic; 4 suport magnetic; 5 senzor de reper;
6 marcaj de reflecie; 7 arbore scurt; 8 fulie mic; 9 lagre cu rulmeni; 10 senzor de
acceleraie 1; 11 senzor de acceleraie 2; 12 dispozitiv de frnare/ncrcare; 13 fulie
mare; 14 curea de transmisie; 15 dispozitiv de reglare a ntinderii curelei.
a
206
se fixeaz fulia mic 8 pe captul liber al arborelui scurt, cu o
buc elastic;
se fixeaz fulia mare 13 pe arborele de intrare n unitatea de
ncrcare/frnare 12;
se monteaz cureaua POLY V, 14;
se pretensioneaz (ntinde) cureaua, prin poziionarea rolelor 9 de
reglare a tensiunii din curea (v. fig.6);
reglarea tensiunii din curea se execut cu urubul de reglaj al
dispozitivului de reglare 15 a ntinderii curelei;
se msoar fora de ntindere (pretensionare) a curelei, cu un
dispozitiv din trusa de msurare;
se verific apoi montajul executat prin acionarea motorului 1 la
turaie joas;
dac curelele sar de pe rolele de (ntindere) reglaj a tensiunii din
curea, se corecteaz alinierea acestora i ntinderea curelei;
se conecteaz frna la unitatea de reglaj;
se fixeaz senzorii de acceleraie 10 i 11 pe lagrul cu rulmeni i
respectiv pe frn;
se ataeaz discul 3 al suportului magnetic 4 pe placa de baz;
se aliniaz senzorul de referin 5 mpreun cu suportul magnetic 4,
la marcajul de pe curea;
se aplic marcajul de reflexie 6 de pe arbore pentru senzorul de
reper;
se conecteaz senzorii la dispozitivul de msurare a vibraiilor.
Urmtoarea faz este setarea senzorului de acceleraie AS020
conform datelor din tabelul 1, pe baza setrilor de referin din tabelul 2. Apoi
se pot efectua msurtorile.
Tabelul 1
Setri pentru senzorul AS-020 la vibraii
Setare 1 Setare 2
Intrare Activ Activ
Tipul senzorului De acceleraie De acceleraie
Sensibilitate 1,0 mV/g 1,0 mV/g
Unitate de msur mm/s/eff mm/s/eff
Domeniu de msurare (20) variabil (20) variabil
Domeniu de frecven 0 100 Hz 0 100 Hz
Numrul de linii 1600 1600
Fereastra Hanning Hanning
207
Tabelul 2
Condiii iniiale de referin la senzorul AS-020
Referina extern Activ
Nivelul de declanare 50%
Limita de declanare Pozitiv
Turaia (frecvena) Hz
Turaia/referina 1/1
nainte de nceperea msurtorilor se nchide capacul de protecie.
Apoi, etapele sunt urmtoarele:
se pornete unitatea de acionare i reglare a motorului electric;
se verific sensul de rotaie;
se regleaz turaia la valori care s produc valori ntregi i pare ale
frecvenei, evitndu-se frecvenele de rezonan;
se pornete unitatea de reglare a frnei;
se regleaz cuplul de frnare, cu ajutorul poteniometrului;
se acioneaz frna;
se regleaz cuplul de frnare;
se nregistreaz spectrul de frecven cu ajutorul dispozitivului de
msurare, pentru montajul A.
nregistrarea spectrului frecvenelor se efectueaz pentru trei tipuri de
montaje cu o curea POLY V, i anume:
A montaj cu o curea cu fulie centric;
B montaj cu o curea cu fulie excentric;
C montaj cu o curea POLY V deteriorat.
Pentru montajul B, cu fulia mic excentric, standul experimental este
acelai, dar n acest caz senzorul de referin este aliniat la semnul de pe dosul
curelei de transmisie POLY V (la fel ca pentru montajul A), iar parametrii
regimului de msurare sunt cei din tabelul 4 (nu se utilizeaz unitatea de
frnare).
Spectrul de frecvene (fig.8) se nregistreaz pentru fiecare tip de
montaj i fiecare regim de msurare (turaie, ncrcare, for de pretensionare a
curelei) i se pot compara.
Pe spectrul de frecven obinut la fiecare msurtoare, se pot determina
valorile vitezei de oscilaie (amplitudinii, A) pentru oscilaiile fundamentale,
R
f
(30 Hz) i pentru armonica de ordinul 1,
D
f (60,3 Hz). Aceste date se
nregistreaz n tabelul 5 i pot fi analizate.
208
Fig. 8
Tabelul 3
Montaj Nr.
crt.
Date iniiale Simbol UM
A B C
1. Tipul curelei POLY V SP2
2. Distana axial a mm 300
3. Diametrul fuliei mici
1
d mm 63 63 63
4. Diametrul fuliei mari
2
d mm 125
5.
Diametrul clemei de
fixare
c
D
mm 14
6. Lungimea curelei L mm 912
Tabelul 4
Montaj Nr.
crt.
Parametrul Simbol UM
A B C
1. Tipul curelei POLY V SP2 Bun Bun Deteriorat
2. Turaia (constant) n rot/min 1800 1800 1800
3.
ncrcarea
(constant)
F A 0,16 0 0
4.
Pretensionarea
curelei
o
F
N 130 70 70
5.
Frecvena ndoirilor
curelei
f Hz 6,5 6,5 6,5
Observaie: Frecvena curelei f a fost calculat pentru dimensiunile
montajului realizat.
209
La montajul C, cu o curea POLY V deteriorat, se parcurg etapele
prezentate pentru montajul A, pe standul experimental prezentat, dar senzorul
de referin se aliniaz cu semnul de pe arbore (nu se utilizeaz unitatea de
frnare).
Dimensiunile principale ale transmisiei prin curele sunt date n tabelul
3, parametrii regimului de msurare-n tabelul 4, iar datele msurtorilor se
nregistreaz n tabelul 5.
Tabelul 5
Oscilaia
fundamental, Hz
Armonica de
ordinul 1
Tipul montajului
f,
Hz
A,
mm
f,
Hz
A,
mm
Montaj cu o curea cu fulie
centric
30 60
Montaj cu o curea cu
fulie excentric
60 60
Montaj cu o curea
POLY V deteriorat
30 60
23.5. Concluzii
Pe baza spectrelor de vibraii i a valorii amplitudinilor nregistrate,
prin comparare se poate face o apreciere asupra influenei diferiilor factori
(pretensionare, ncrcare, turaie, stare de uzare) asupra intensitii vibraiilor
i a funcionrii transmisiei prin curele, deci o apreciere calitativ a
funcionrii transmisiei prin curele.
MECANISME
24. CUPLE CINEMATICE I REPREZENTAREA
STRUCTURAL A MECANISMELOR CU BARE
24.1. Scopul lucrrii
Lucrarea are drept scop determinarea clasei unor cuple cinematice,
reprezentarea schematic a acestora precum i ntocmirea schemelor
cinematice i structurale ale mecanismelor.
24.2. Consideraii teoretice
Un solid rigid care intr n componena unui mecanism poart numele
de element cinematic. Dou elemente cinematice, aflate n contact permanent
printr-o legtur care s permit mobilitate pentru cel puin unul dintre
elemente, formeaz o cupl cinematic. Cuplele cinematice reprezint cea mai
simpl combinaie structural care intr n construcia mecanismelor i care
introduce anumite restricii n micarea relativ a elementelor care o compun.
Aceste restricii poart numele de condiii de legtur i se noteaz cu S.
Un corp solid rigid liber n spaiu are ase grade de libertate, respectiv
poate s execute ase micri simple i anume: trei micri de translaie de-a
lungul celor trei axe de coordonate (v
x
, v
y
, v
z
) i trei micri de rotaie n jurul
acelorai axe (
x
,
y
,
z
). Dac se noteaz cu L numrul micrilor simple care
pot fi efectuate de ctre elementele cuplei cinematice i cu S numrul
condiiilor de legtur introduse de cupl, respectiv a micrilor suprimate,
atunci se poate scrie:
L S = 6 (1)
Cuplele cinematice se mpart n clase, clasa cuplei fiind dat de
numrul S (1 S 5) a micrilor suprimate de legtura realizat prin cupl.
n direcia micrii blocate cu ajutorul cuplelor, se pot transmite fore
F, dac micarea blocat este de translaie sau cupluri M dac micarea blocat
este de rotaie.
n tabelul 1 sunt prezentate variantele reprezentative ale cuplelor
cinematice din cele cinci clase. Micrile permise de cuple sunt indicate prin
sgei n raport cu un sistem de referin Oxyz legat de unul din elemente. De
214
Tabelul 1
Numrul
micrilor
Exemple de cuple cinematice
Nr.
crt.
S L Clasa
Denumirea
cuplei
Schema constructiv Simbol
0 1 2 3 4 5 6
1 1 5 I
Cupl cinema-
tic superioar
plan: o sfer
pe un plan
2 2 4 II
Cupl cinema-
tic superioar
plan: un
cilindru pe un
plan
3 3 3 III
Cupl
cinematic
sferic
4 4 2 IV
Cupl
cinematic
cilindric
Cupl
cinematic de
rotaie
Cupl
cinematic de
translaie
5 5 1 V
Cupl
cinematic
elicoidal
2
1
1
2
y
x
v
x
x
y
z
z
v
z
2
1
2
1
x
x
z
z
y
y
1
2
x
y
z
x
v
x
1
2
y
1
2
y
1
2
x
v
z
z
1
2
y
x
v
x
y
2
1
z
z
v
z
1
2
x
x
z
1
2
1
2
y
x
x
v
x
z
2
1
215
regul micrile permise de cuple sunt n ambele sensuri, dar prin convenie,
n reprezentrile grafice se va indica un singur sens.
Cupla cinematic elicoidal, format dintr-un urub i o piuli (tabelul
1), dei permite efectuarea a dou micri i anume: translaia urubului de-a
lungul axei sale i rotaia sa n jurul aceleiai axe, este de clasa a V-a, ntruct
cele dou micri nu sunt independente.
Filetul, avnd pasul p i unghiul de nclinare
2
al elicei pe cilindrul
mediu de raz r
2
, realizeaz o legtur impus ntre viteza de translaie v
z
i
viteza unghiular de rotaie
z
. Pentru a evidenia legtura dintre cele dou
micri se desfoar elicea n plan, obinndu-se planul nclinat prezentat n
figura 1. Unei rotaii complete (2) i corespunde o deplasare p, iar pentru o
rotaie cu unghiul , o deplasare z. Se poate scrie (fig.1):
Fig. 1
2 2
2
2
tan
r
p
r
z
=
= (2)
de unde:
=
=
z
h
p
z
2
(3)
Derivnd n raport cu timpul, rezult:
z z z z
h
p
v =
=
2
(4)
Constanta h
z
reprezint parametrul micrii elicoidale sau deplasarea
axial corespunztoare unui unghi de rotaie egal cu un radian. Relaia (4)
exprim dependena celor dou micri, rotaie i translaie, n consecin
cupla elicoidal este o cupl de clasa a V-a.
n cadrul schemelor structurale i cinematice ale mecanismelor, cuplele
cinematice sunt reprezentate prin simbolizri convenionale (STAS 1543-86).
n tabelul 1 sunt reprezentate simbolurile celor mai utilizate cuple cinematice.
p
z
2
r
2
2r
2
216
n componena mainilor i a mecanismelor, n foarte multe cazuri
elementele cinematice sunt legate ntre ele prin cuple speciale compuse. n
acest caz cele dou elemente principale ale cuplei nu fac contact direct, ci ntre
ele sunt intercalate elemente intermediare. Aceste cuple sunt subansamble sau
organe de maini complexe.
Clasa cuplelor compuse se stabilete prin echivalare, apreciind
micrile permise sau blocate ale elementelor cinematice principale.
O mare diversitate de cuple compuse se ntlnete la rulmeni.
Corpurile de rostogolire avnd forme geometrice de sfer, cilindru, trunchi de
con sau butoi pot s se rostogoleasc pe cile de rulare prevzute pe cele dou
elemente cinematice sau pe elemente intermediare fixate rigid de elementele
cinematice.
La stabilirea clasei unei cuple format din rulmeni nu se iau n
considerare micrile relative ale corpurilor de rulare fa de suprafeele de
rulare i colivie (convenional), ci numai micrile dintre elementele
cinematice n care sunt montate inelul interior respectiv inelul exterior al
rulmentului.
a.
2
3
1
x
y
z
z
O
1
2
b.
x
y
z
O
y
2
1
1
2
Fig. 2
De exemplu, n figura 2,a este reprezentat o cupl compus, unde
ntre elementele principale, arborele 1 i carcasa 2, sunt intercalate dou
rnduri de bile. Aceast cupl reprezint un rulment oscilant. Cupla
echivalent permite trei rotaii i blocheaz toate translaiile, prin urmare este
o cupl de clasa a III-a.
x
x
z
z
y
y
z
217
n figura 2,b este reprezentat o cupl compus, la care ntre
elementele principale, arborele 1 i carcasa 2, este intercalat un rnd de role
conice. Cupla reprezint un rulment radial-axial cu role conice. Cupla
echivalent permite o micare de rotaie (
x
) i blocheaz celelalte micri.
Prin urmare, aceast cupl este o cupl de clasa a V-a.
Uneori cuplele montate n mecanisme i schimb clasa. Cauza
schimbrii clasei este faptul c elementele cinematice intr de obicei n
componena diferitelor cuple cinematice. Dac o cupl analizat izolat permite
anumite micri, atunci este posibil ca o parte dintre aceste micri s nu poat
fi realizate datorit restriciilor impuse de celelalte cuple din care face parte
elementul.
De exemplu, n figura 3, cupla cinematic format de pistonul 3 i
batiul 4, considerat izolat este de clasa a IV-a, avnd blocate urmtoarele
micri: v
y
, v
z
,
y
,
z
. Elementul 3, ns, face parte i din cupla de rotaie
format de biela 2 i pistonul 3, care blocheaz rotaia pinionului n jurul axei
Ox, prin urmare cupla de rototranslaie devine n mecanism o cupl de
translaie de clasa a V-a, avnd blocate cinci micri (v
y
, v
z
,
z
,
x
,
y
).
Fig.3
24.3. Reprezentarea structural a mecanismelor cu bare
O reuniune de elemente cinematice legate ntre ele prin cuple
cinematice formeaz un lan cinematic.
Mecanismul se definete ca fiind lanul cinematic nchis care are un
element fix sau considerat fix i care se bucur de proprietatea c la o micare
dat a elementului conductor sau elementelor conductoare, pentru toate
celelalte elemente rezult micri univoc determinate.
Pentru reprezentarea structural a mecanismelor este necesar ca pe
lng cuple s fie cunoscut i reprezentarea elementelor cinematice.
1
1
2
A
B
3
4
z
x
y
1
218
Elementele cinematice se reprezint (STAS 1543-86) printr-un
segment de dreapt sau o figur geometric poligonal nedeformabil (fig.4).
Fig. 4
De exemplu, n figura 4,a este reprezentat simbolizat un tachet cu
talp, n figura 4,b o biel iar n figura 4,c o manivel cu element triunghiular.
Elementele fixe sau considerate fixe (batiurile) se marcheaz n
reprezentri convenionale prin cteva linii de haur (fig.4,d).
Schema structural a mecanismelor const din reprezentarea
convenional plan a elementelor cinematice componente i a cuplelor
cinematice echivalente.
Pe baza schemelor structurale pot fi stabilite numrul de elemente
cinematice, numrul i clasa cuplelor cinematice precum i gradul de
mobilitate al mecanismului.
24.4. Desfurarea lucrrii
n vederea realizrii lucrrii vor fi utilizate machetele cu cuple
cinematice i mecanisme existente n laborator. Etapele de desfurare a
lucrrii sunt:
se vor forma grupuri de studeni n funcie de numrul machetelor
existente;
se va distribui fiecrui grup cte o machet de cupl cinematic;
se vor schia cuplele cinematice indicnd prin sgei micrile
permise;
se stabilete clasa cuplelor cinematice;
se va realiza reprezentarea simbolic a cuplelor cinematice;
se vor schimba machetele de cuple cinematice ntre grupurile de
studeni astfel nct fiecare grup s analizeze toate machetele
existente i se vor urma aceleai etape ca la prima machet;
grupurilor de studeni li se vor repartiza cte o machet de
mecanism;
studenii vor ntocmi schema structural convenional, stabilind
numrul elementelor, numrul i clasa cuplelor cinematice.
a. b.
c.
d.
25. STUDIUL STRUCTURAL AL MECANISMELOR
PLANE
25.1. Scopul lucrrii
Lucrarea are drept scop analiza structural a unor mecanisme plane.
25.2. Consideraii teoretice
Mecanismul este un lan cinematic nchis la care un element este fix
sau considerat fix i care se bucur de proprietatea c, la o micare dat a
elementului conductor sau a elementelor conductoare, pentru toate celelalte
elemente rezult micri univoc determinate (se spune c este desmodrom).
Un mecanism are elemente conductoare, ale cror legi de micare n
raport cu un batiu sau cu un alt element sunt cunoscute i elemente conduse,
ale cror legi de micare sunt determinate de legile de micare ale elementelor
conductoare.
Gradul de mobilitate M al unui mecanism se definete ca fiind egal cu
numrul micrilor independente pe care le poate primi din afar.
Deoarece mecanismele provin din lanuri cinematice la care s-a fixat
un element, lanul cinematic fiind o reuniune de elemente cinematice legate
ntre ele prin cuple cinematice, atunci, gradul de mobilitate al mecanismului se
va determina scznd din numrul gradelor de libertate L ale lanului
cinematic cele ase micri blocate de batiu, deci:
6 = L M
adic:
1 2 3 4 5
2 3 4 5 6 C C C C C n M = (1)
unde:
n numrul de elemente cinematice mobile ale mecanismului;
C
5
numrul de cuple cinematice de clasa a V-a;
C
4
numrul de cuple cinematice de clasa a IV-a;
C
3
numrul de cuple cinematice de clasa a III-a;
C
2
numrul de cuple cinematice de clasa a II-a;
220
C
1
numrul de cuple cinematice de clasa I.
Relaia (1) este cunoscut sub denumirea de formula structural sau
formula mobilitii mecanismelor.
Gradul de mobilitate al mecanismelor de diferite familii se poate
determina astfel:
Familia 0:
1 2 3 4 5 0
2 3 4 5 6 C C C C C n M = (2)
Familia 1:
2 3 4 5 1
2 3 4 5 C C C C n M = (3)
Familia 2:
3 4 5 2
2 3 4 C C C n M = (4)
Familia 3:
4 5 3
2 3 C C n M = (5)
Familia 4:
5 4
2 C n M = (6)
Mecanismele de familia m au formula:
( ) ( ) ( )
( ) ( ) ( )
1 2 3
4 5
1 2 3
4 5 6
C m C m C m
C m C m n m M
m
=
(7)
unde:
m numrul micrilor simple suprimate simultan, prin construcie,
tuturor elementelor cinematice mobile din mecanism, adic
familia sa:
; , , , , m 4 3 2 1 0 =
n numrul de elemente cinematice mobile din mecanism.
Relaiile de mai sus, de calcul a gradului de mobilitate sunt valabile
pentru mecanisme de familie ntreag, respectiv cnd m=0, 1, 2, 3, 4. Exist
ns, mecanisme a cror familie nu este ntreag. Un astfel de mecanism este
compus din mai multe lanuri cinematice independente, de familii diferite.
Uneori, n structura unor mecanisme, pe lng elementele cinematice i
cuplele cinematice care determin caracterul micrilor elementelor, mai pot
interveni i alte elemente, respectiv cuple cinematice care n-au nici o influen
asupra micrilor celorlalte elemente. Asemenea elemente i cuple cinematice
221
se numesc pasive. Elementele i cuplele cinematice pasive apar n construcia
mecanismelor i mainilor din motive constructive fiind necesare din punct de
vedere dinamic, pentru mbuntirea transmiterii forelor, evitarea uzrii
premature etc. Prezena lor poate atrage dup sine i apariia unor grade de
libertate pasive.
La determinarea gradului de mobilitate nu se vor lua n considerare
legturile pasive existente n mecanism.
De exemplu, la mecanismul paralelogram (fig.1), elementul cinematic
CD i cuplele cinematice C respectiv D sunt pasive, deoarece nu influeneaz
cu nimic micrile celorlalte elemente cinematice. Introducerea lor n
construcia mecanismului se face cu scopul de a-i mri rigiditatea i de a
facilita transmiterea forelor n condiii mai bune.
Pentru determinarea corect a gradului de mobilitate al mecanismului
din figura 1 este necesar s se nlture elementul pasiv precum i cuplele
cinematice pasive, deci:
1 4 2 3 3 2 3
4 5
= = = C C n M .
Dac, din neatenie, nu s-ar elimina elementul pasiv, gradul de
mobilitate ar fi
0 6 2 4 3 = = M ,
ceea ce nu concord realitatea, deoarece se vede c i n prezena constructiv
a elementului CD, mecanismul este desmodrom i are un grad de libertate.
Fig. 1
Deci, pentru determinarea corect a gradului de mobilitate al unui
mecanism, este necesar s se determine corect familia din care face parte i s
se nlture elementele cinematice i cuplele cinematice pasive, precum i
gradele de mobilitate pasive.
C
O
1
O
2
D
A
B
1
2
3
4
O
1
A=O
2
B
AB=O
1
O
2
=CD
222
Sesizarea elementelor, a cuplelor i a gradelor de mobilitate pasive
presupune cunoaterea temeinic a funcionrii mecanismelor.
Majoritatea mecanismelor plane sunt de familia 3. n structura acestor
mecanisme pot intra cuple cinematice de clasa a V- a, de rotaie i translaie,
precum i cuple cinematice superioare de clasa a IV- a, cu contact punctiform
n plan.
n vederea uurrii analizei cinematice i dinamice a mecanismelor
plane, cuplele cinematice superioare se nlocuiesc cu lanuri cinematice ce
conin numai cuple cinematice de clasa a V- a. Mecanismul astfel obinut
poart denumirea de mecanism nlocuitor sau echivalent.
nlocuirea cuplelor cinematice de clasa a IV- a trebuie fcut astfel
nct s fie ndeplinite urmtoarele condiii:
a. Gradul de mobilitate al mecanismului nlocuitor s fie identic cu
gradul de mobilitate al mecanismului iniial (fr elemente pasive);
b. Micrile relative instantanee ale mecanismului nlocuitor s rmn
aceleai ca i la mecanismul iniial.
De exemplu, pentru mecanismul din figura 2, nlocuirea se va face n
felul urmtor:
n punctul de contact C al celor dou profile ce formeaz cupla
cinematic superioar ce urmeaz a fi nlocuit (fig.2,a) se duce
normala n-n la cele dou profile;
pe normala n-n se determin centrele de curbur C
1
i C
2
ale
profilelor (centrele cercurilor osculatoare), n care se pune cte o
cupl de rotaie C
1
i C
2
;
Fig. 2
se unesc cele dou cuple printr-un element cinematic (elementul 3);
A B
1
2
3
n
n
C
1
C
2
C
B
A
1
2
3
C
1
C
2
a. b.
223
se unesc cuplele C
1
i C
2
cu restul mecanismului (adic C
1
cu A i
C
2
cu B) obinndu-se mecanismul nlocuitor (fig.2,b) al
mecanismului dat.
Deoarece, razele de curbur CC
1
i CC
2
ale celor dou curbe (fig.2),
deci i C
1
C
2
, se modific de la o poziie la alta, mecanismul nlocuitor este
valabil doar pentru o poziie instantanee.
Cnd curbele ce formeaz cupla cinematic superioar de clasa a IV-a
sunt cercuri, atunci C
1
C
2
=const. i mecanismul nlocuitor rmne acelai
pentru orice poziie.
Dac unul din profilele care formeaz cupla superioar este o dreapt,
cum este cazul mecanismului cu cam cu tachet talp (fig.3), se procedeaz
analog, cu precizarea c n locul cuplei de rotaie C
2
, care ar trebui plasat la
pe direcia n-n, se va pune o cupl de translaie cu direcia de micare
perpendicular pe n-n. n acest mod, micrile relative dintre elementele
cinematice ale mecanismului nainte (fig.3,a) i dup nlocuire (fig.3,b) rmn
aceleai.
Fig. 3
Uneori, unul din cele dou profile se reduce la un punct cum este cazul
mecanismului cu cam cu tachet oscilant (fig.4,a). Procedeul de nlocuire al
cuplei de clasa a IV-a rmne acelai, cu sublinierea c centrul de curbur C
2
al vrfului tachetului 2 este chiar n punctul de contact.
n
a. b.
C
1
C
2
n
1
2
3
A A
1
3
2
C
1
224
Fig. 4
25.3. Clasificarea mecanismelor plane dup criteriul
grupelor cinematice.
Dup nlocuirea cuplelor cinematice superioare, n structura
mecanismelor plane de familia 3 se gsesc numai cuple cinematice de clasa a
V-a, de rotaie i de translaie.
Formula gradului de libertate al acestor mecanisme poate fi pus sub
forma:
5
2 3 C n M = (8)
Un mecanism poate fi descompus n grupe cinematice i elemente
motoare legate de batiu (adic elemente care introduc micarea n mecanism).
La descompunerea unui mecanism n grupe cinematice, care este unic
pentru un element motor precizat, trebuie avut n vedere faptul c un element
sau o cupl cinematic nu poate aparine concomitent la dou grupe.
Prin definiie, grupa cinematic este cel mai simplu lan cinematic cu
gradul de mobilitate zero, respectiv dac se leag de batiu prin toate cuplele
sale marginale se transform ntr-o construcie rigid. Pe baza acestei definiii
(M = 0) din ecuaia (8) rezult relaia de legtur ntre numrul de elemente
cinematice i numrul de cuple cinematice de clasa a V-a ce compun grupele
cinematice, astfel:
0 2 3
5
= C n
A B
1
2
3
n
n
C
1
C
2
C
B
A
1
2
3
C
1
C
2
a. b.
225
Rezolvnd n mulimea numerelor ntregi, aceast relaie, se obine:
Tabelul 1
n 2 4 6 8 10 .......
C
5
3 6 9 12 15 .......
Clasa unei grupe cinematice este dat de numrul laturilor conturului
nchis cu cel mai mare numr de laturi din grup. Ordinul grupei cinematice
este dat de numrul cuplelor libere (marginale), cu care aceasta se leag de
batiu, de elementul conductor (motor) sau de alte grupe.
Tabelul 2
Nr. Grupe structurale de clasa a doua ordinul doi
crt. Aspectul
grupei
Schema Exemple de mecanism
1 1
( RRR)
2 2
(RRT)
3 3
(RTR)
4 4
(TRT)
5 5
(RTT)
A
B
C
1 2
C
O
1
A
B
mecanismul
patrulater
C
O
1
1
2
O
2
A B
mecanismul
pentagonal
C
A
2
1
O
1
A
C
1
mecanismul
biel -manivel
O
1
A
B
1
mecanismul cu
patin oscilant
C
mecanismul
cosinus
O
1
1
A
A B
1
2
1
2
O
1
C
1
mecanismul
tangent
A
1
2
226
Cele mai simple grupe cinematice au n structura lor dou elemente
cinematice i trei cuple de clasa a V-a. Aceste grupe cinematice sunt de clasa a
II-a i de ordinul doi. Dup numrul i poziia cuplelor de rotaie i translaie
existente n structura grupelor cinematice, acestea pot fi de cinci aspecte
(tabelul 2). Grupele cinematice care au n structura lor patru elemente i ase
cuple cinematice de clasa a V-a sunt de clasa a III-a, ordinul 3 (fig.5,a). n
structura acestor grupe pot intra cuple de clasa a V-a de rotaie i de translaie,
dar numai cu cuple de translaie nu se pot forma asemenea grupe.
n mod analog se pot forma grupe cinematice ce au n structura lor ase
elemente i nou cuple cinematice (fig.5,b), opt elemente i dousprezece
cuple cinematice (fig.5,c) etc.
25.4. Desfurarea lucrrii
n vederea desfurrii lucrrii se vor folosi machetele unor mecanisme
simple existente n laborator. Etapele de lucru sunt:
Se constituie grupe de studeni n funcie de numrul machetelor
supuse spre analiz:
a. Fiecrui grup i se atribuie spre analiz cte o machet;
b. Se studiaz modul de alctuire a fiecrui mecanism i se noteaz
numrul de elemente cinematice respectiv numrul de cuple
cinematice;
Fig. 5
227
c. Se identific elementul motor;
d. Se stabilete i se descrie modul de funcionare al mecanismului;
e. Se identific gradele de libertate pasive precum i legturile pasive
din structura mecanismului;
f. Se ntocmete schema cinematic a mecanismului;
g. Se stabilete familia mecanismului, se reprezint mecanismul
nlocuitor (dac este cazul) i apoi se determin gradul de
mobilitate al mecanismului;
h. Se descompune mecanismul n grupe cinematice, specificndu-se
clasa i ordinul fiecrei grupe i apoi clasa ntregului mecanism.
26. ANALIZA CINEMATIC A MECANISMELOR
PLANE CU AJUTORUL FUNCIILOR DE TRANSMITERE
26.1. Scopul lucrrii
Lucrarea urmrete determinarea pe cale analitic, cu ajutorul
funciilor de transmitere, a parametrilor cinematici pentru mecanismele plane,
cu gradul de mobilitate 1.
26.2. Consideraii teoretice
Analiza cinematic a mecanismelor const n studierea micrii
elementelor din punct de vedere geometric fr a lua n considerare forele
care determin micarea. n cadrul analizei cinematice se urmrete rezolvarea
urmtoarelor probleme:
determinarea poziiilor elementelor i a traiectoriilor pe care le
descriu punctele elementelor;
determinarea vitezelor unghiulare ale elementelor i a vitezelor
liniare ale punctelor elementelor;
determinarea acceleraiilor unghiulare ale elementelor i a
acceleraiilor liniare ale punctelor elementelor.
Metodele de analiz cinematic pot fi: grafice, grafo-analitice i
analitice, ele utilizndu-se n funcie de precizia necesar. Metodele analitice
sunt mai precise. O astfel de metod este cea a funciilor de transmitere.
Funciile de transmitere (de transfer) reprezint acele funcii care
stabilesc o legtur ntre starea cinematic a unui element condus i starea
cinematic a elementului conductor (sau a elementelor conductoare).
Funcia de transmitere de ordinul zero (funcia de poziie) ( )
k k
q q R ,
1
se
definete ca fiind funcia care stabilete legtura ntre parametrul
k
q care
fixeaz poziia elementului condus k i parametrul
1
q (coordonat
independent) care fixeaz poziia elementului conductor 1. Aceast funcie
poate fi pus sub forma:
( ) 0 ,
1
=
k k k
R q q R (1)
229
n care
k
q q ,
1
pot fi deplasri unghiulare (
1
,
) sau deplasri liniare (s
1
,s
k
),
dup cum elementele 1 i k execut micri de rotaie sau de translaie.
Funcia ( ) 0 ,
1
=
k k
q q R este specific unui anumit mecanism i n ea
intr ca nite constante lungimile elementelor mecanismului.
Derivnd relaia (1) n raport cu timpul se obine:
1
q R q
k k
& & = (2)
unde:
dt
dq
q
k
k
= & ;
dt
dq
q
1
1
= & (3)
k
k
k
k
q
R
q
R
R
=
1
(4)
Expresia
k
R este funcia de transmitere de ordinul nti, ea stabilete
legtura ntre viteza
k
q& a elementului condus k i viteza
1
q& a elementului
conductor 1.
Derivnd relaia (1) de dou ori n raport cu timpul se obine:
1
2
1
q R q R q
k k k
& & & & & + = (5)
unde:
2
2
dt
q d
q
k
k
= & & ;
2
1
2
1
dt
q d
q = & &
( )
k
k
k
k
k
k
k
k
k
k
q
R
q
R
R
q q
R
R
q
R
R
=
2
2
2
1
2
2
1
2
2
(7)
Expresia
k
R este funcia de transmitere de ordinul doi i alturi de
funcia de transmitere de ordinul nti
k
R , stabilete legtura ntre acceleraia
(6)
230
k
q& & a elementului condus k i viteza
1
q& , respectiv acceleraia
1
q& & ale
elementului conductor 1.
Determinarea vitezelor i acceleraiilor unui element condus este
condiionat de cunoaterea funciilor de transmitere de ordinul nti i doi.
Aceste funcii se pot obine prin efectuarea unor derivate pariale ale funciei
de transmitere de ordinul zero scris sub form implicit.
Funciile de transmitere de diferite ordine (zero, nti, doi etc.) sunt
caracteristici geometrice ale mecanismelor, ele putnd fi determinate
independent de starea cinematic a elementului sau a elementelor
conductoare.
Funciile de transmitere de ordinul zero, n form implicit, se pot
obine prin diferite metode. O posibilitate de determinare a acestora este
scrierea ecuaiei de nchidere a fiecrui contur independent al mecanismului.
26.3. Analiza cinematic a mecanismului patrulater
La mecanismul patrulater prezentat n figura, se consider cunoscute
viteza unghiular
1
i acceleraia
1
ale elementului conductor 1. Se
determin vitezele i acceleraiile unghiulare ale elementelor 2 i 3 ale
mecanismului patrulater cu ajutorul funciilor de transmitere.
Proiectnd conturul poligonal O
1
ABO
2
pe cele dou axe ale sistemului
de coordonate Oxy se obine:
0 cos cos cos
4 3 3 2 2 1 1
= + + l l l l
0 sin sin sin
3 3 2 2 1 1
= + + l l l
(8)
4
3
2
1
2
l
3
l
4
l
1
l
1
2
2
O
1
O
2
A
B
1
x
y
Fig. 1
231
Eliminnd din relaia (8) pe
3
i apoi pe
2
se obin funciile de
transmitere de ordinul zero:
( ) ( ) 0 cos 2 cos 2 cos 2 ,
2 4 2 1 4 1 2 1 2 1
2
4
2
3
2
2
2
1 2 1 2
= + + + = l l l l l l l l l l R
( ) ( ) 0 cos 2 cos 2 cos 2 ,
3 4 3 1 4 1 3 1 3 1
2
4
2
3
2
2
2
1 3 1 3
= + + + = l l l l l l l l l l R
Funciile de transmitere de ordinul nti i doi vor fi:
2
2
1
2
2
=
R
R
R ;
3
3
1
3
3
=
R
R
R (10)
( )
2
2
2
2
2
2
2
2
2 1
2
2
2 2
1
2
2
2
2
+
+
=
R
R
R
R
R
R
R
( )
3
3
2
3
3
2
2
3
3 1
3
2
3 2
1
3
2
3
2
+
+
=
R
R
R
R
R
R
R
Derivnd parial relaiile (9) n raport cu
2 1
, i
3
succesiv de
dou ori se determin valorile:
( )
1 4 1 2 1 2 1
1
2
sin 2 sin 2 + =
l l l l
R
( )
2 4 2 2 1 2 1
2
2
sin 2 sin 2 + =
l l l l
R
( )
1 4 1 2 1 2 1 2
1
2
2
cos 2 cos 2 + =
l l l l
R
( )
2 4 2 2 1 2 1 2
2
2
2
cos 2 cos 2 + =
l l l l
R
(9)
(11)
232
( )
2 1 2 1
2 1
2
2
cos 2 =
l l
R
(12)
( )
1 4 1 3 1 3 1
1
3
sin 2 sin 2 + =
l l l l
R
( )
3 4 3 3 1 3 1
3
3
sin 2 sin 2 + =
l l l l
R
( )
1 4 1 3 1 3 1 2
1
3
2
cos 2 cos 2 + =
l l l l
R
( )
3 4 3 3 1 3 1 2
3
3
2
cos 2 cos 2 + =
l l l l
R
( )
3 1 3 1
3 1
3
2
cos 2 =
l l
R
nlocuind valorile acestor derivate pariale n relaiile (10) i (11) se
obin funciile de transmitere:
( )
( )
( )
( )
( )
( )
;
sin sin
sin sin
;
sin sin
sin sin
3 4 3 1 1
1 4 3 1 3
3
1
1
'
3
2 4 2 1 1
1 4 2 1 2
2
1
1
'
2
+
=
+
=
l l
l l
l
l
l l
l l
l
l
R
R
(13)
( )
( ) [ ] ( ) [ ] ( ) [ ]
( ) [ ]
2 4 2 1 1 2
2 4 2 1 1
2
1 2 2 1 4 2 1 2 1
1 2
+
+
=
sin sin
cos cos R cos cos
R
l l l
l l l l l l
( )
( ) [ ] ( ) [ ] ( ) [ ]
( ) [ ]
3 4 3 1 1 3
3 4 3 1 1
2
1 3 3 1 4 3 1 3 1
1 3
+
+
=
sin sin
cos cos R cos cos
R
l l l
l l l l l l
Unghiurile
2
i
3
se determin din figura 1:
1 2 2
= ; ( ). 360 360
2 1
0 0
3
+ = = (15)
Din triunghiurile ACO
2
, ABO
2
i O
1
AO
2
se pot scrie relaiile:
(14)
233
1 1 4
1 1
1
cos
sin
arctan
=
l l
l
;
2 3
2
2
2
2
2
3
2
2
arccos
+
=
l
l l
; (16)
2 2
2
3
2
2
2
2
2
2
arccos
+
=
l
l l
;
1 2 1
2
4
2
1 2
cos 2 + = l l l l .
Pe baza relaiilor (16) i a faptului c
1 1
= ecuaiile (15) vor avea
forma:
1 1 4
1 1
1 4 1
2
4
2
1 2
1 4 1
2
4
2
3
2
2
2
1
2
cos
sin
arctan
cos 2 2
cos 2
arccos
+
+ +
=
l l
l
l l l l l
l l l l l l
;
1 1 4
1 1
1 4 1
2
4
2
1 3
1 4 1
2
4
2
3
2
2
2
1
3
cos
sin
arctan
cos 2 2
cos 2
arccos 360
+
+ +
=
l l
l
l l l l l
l l l l l l
o
Se poate determina viteza unghiular i acceleraia unghiular a
elementului 2 respectiv a elementului 3:
2 1 2
R =
2 1 2
2
1 2
R R + =
3 1 3
R =
3 1 3
2
1 3
R R + =
Cunoscnd
3 2 2
, , i
3
se poate determina viteza i acceleraia
oricrui punct al elementului condus 2 sau a elementului condus 3.
De exemplu viteza i acceleraia punctului B va fi:
=
2 3
v ;
+ =
2 2
a a a ; (19)
=
2
3
2
a O
2
; =
3
2
a O
2
.
(17)
(18)
234
26.4. Analiza cinematic a mecanismului manivel-piston
Se consider c elementul conductor este manivela O
1
A iar elementul
condus este pistonul 3 (fig.2).
Fig. 2
Proiectnd conturul poligonal OAB pe cele dou axe se obine:
0 cos cos
4 2 2 1 1
= + l l l
0 sin sin
2 2 1 1
= + l l
Dup eliminarea lui
2
se obine funcia de transmitere de ordinul
zero.
( ) 0 cos 2 ,
1 4 1
2
4
2
2
2
1 4 1 4
= + = l l l l l l R (21)
Funciile de transmitere de ordinul nti i doi sunt:
4
4
1
4
4
l
=
R
R
R ; (22)
4
2
1
v
B
a
B
B
2
l
4
l
1
l
2
O
1
A
1
x
y
3
(20)
235
( )
4
4
2
4
4
2
2
4
4 1
4
2
4 2
1
4
2
4
2
l
l l
=
R
R
R
R
R
R
R . (23)
Derivatele pariale ale funciei (21) vor fi:
1 4 1
1
4
sin 2 =
l l
R
1 1 4
4
4
cos 2 2 =
l l
l
R
1 4 1 2
1
4
2
cos 2 =
l l
R
(24)
2
2
4
4
2
=
l
R
1 1
4 1
4
2
sin 2 =
l
l
R
nlocuind valorile acestor derivate pariale n relaiile (22) i (23) se
obine:
( )
1 1 4
1 4 1
1 4
cos
sin
=
l l
l l
R (25)
( )
( ) [ ] ( ) [ ]
1 1 4
2
1 4 1 1 1 4 1 4 1
1 4
cos
sin 2 cos
+ +
=
l l
l l l R R
R (26)
Cursa
4
l = s rezult din relaia (21):
1
2 2
1
2
2 1 1 4
sin cos + = l l l l (27)
Viteza
v i acceleraia
a ale pistonului se determin, conform
relaiilor (2) i (5) cu formulele:
1 4
=
R v (28)
236
1 4
2
1 4
+ =
R R a (29)
26.5. Desfurarea lucrrii
n cadrul lucrrii studentul va primi un mecanism pentru care va face
analiza cinematic prin metoda funciilor de transmitere, respectnd
urmtoarele etape:
se ntocmete schema cinematic a mecanismului pentru care
urmeaz s se fac analiza cinematic;
se determin dimensiunile elementelor mecanismului;
se stabilete legea de micare a elementului conductor;
se calculeaz funciile de transmitere de ordinul unu i doi pentru
mecanismul considerat;
se determin vitezele unghiulare ale elementelor mecanismului i
respectiv vitezele liniare ale punctelor mecanismului pentru
poziiile stabilite ale mecanismului, utiliznd programul de calcul
MathCAD;
rezultatele obinute se trec n tabelul 1.
Tabelul 1
Schema cinematic a mecanismului: Date iniiale:
1
= s
-1
;
1
= ;
. mm
; mm
; mm
; mm
=
=
=
=
4
3
2
1
l
l
l
l
Nr.
crt.
Caracteristica
cinematic
Relaia de calcul Rezultat
1.
2.
3.
27. ANALIZA CINEMATIC A MECANISMELOR
PLANE PE CALE GRAFO-ANALITIC
27.1. Scopul lucrrii
Lucrarea urmrete determinarea pe cale grafo-analitic a parametrilor
cinematici pentru mecanismele plane, cu gradul de mobilitate 1.
27.2. Consideraii teoretice
Metodele grafo-analitice de analiz cinematic a mecanismelor plane
asigur n general o precizie suficient pentru necesitile practice i prezint
avantajul c dau o imagine clar i general despre micarea analizat. n
vederea efecturii analizei cinematice este necesar s se cunoasc schema
structural a mecanismului i legea de micare a elementului sau elementelor
conductoare. Analiza cinematic a unui mecanism se va face pentru
elementul conductor (mecanismul fundamental de clasa I) i pentru grupele
cinematice care l compun.
Cele mai expeditive i mai intuitive metode de analiz cinematic sunt
cele grafice, iar dintre acestea cea mai utilizat este metoda planelor de viteze
i a planelor de acceleraii. Planele vitezelor i acceleraiilor se construiesc
pentru o poziie a mecanismului; schimbnd poziia elementului conductor,
deci i a mecanismului, se va schimba configuraia planului vitezelor i al
acceleraiilor.
n vederea efecturii analizei cinematice este necesar s se ntocmeasc
schema structural a mecanismului i s se cunoasc legea de micare a
elementului conductor. Schema structural scoate n eviden clasa cuplelor
cinematice cu care se leag elementele ntre ele i de batiu, precum i
dimensiunile elementelor, care influeneaz caracterul micrii mecanismului.
Legea de micare, n general, se d sub forma unei relaii, care exprim
deplasarea unghiular sau liniar a elementului conductor n funcie de timp.
La nceput, este necesar s se fac analiza structural prin care se
stabilete felul grupelor din care este format mecanismul i ordinea n care
acestea sunt legate ntre ele. n continuare, se face analiza cinematic pentru
fiecare grup n parte, ncepnd cu grupa legat direct de elementul
238
conductor. O astfel de ordine n efectuarea analizei cinematice este impus de
faptul c este necesar s se cunoasc poziiile, vitezele i acceleraiile cuplelor
cinematice prin intermediul crora grupele se leag unele de altele sau de batiu
(grupele marginale).
La reprezentarea grafic a schemei structurale se adopt scara
l
k
.
Scara
l
k
reprezint raportul dintre lungimea din natur a unui element
cinematic, exprimat n metri i lungimea de pe desen a aceluiai element,
exprimat n milimetri, adic
l
k
[m, din natur/mm, din desen].
La reprezentarea grafic a vitezei unui punct de pe mecanism se adopt
scara
v
k .
Scara
v
k
reprezint raportul dintre viteza din natur a unui punct
exprimat n [m/s] i lungimea de pe desen a aceleiai viteze, exprimat n
[mm], adic
v
k
[m/s, din natur/mm, din desen]. Pentru reprezentarea grafic a
acceleraiei unui punct de pe mecanism se adopt scara
a
k
. Scara
a
k
reprezint raportul dintre acceleraia din natur a unui punct exprimat n
[m/s
2
] i lungimea de pe desen a aceleiai acceleraii exprimat n [mm], adic
a
k
[m/s
2
, din natur/mm, din desen].
27.3. Determinarea grafo-analitic a caracteristicilor
cinematice ale elementelor i punctelor elementelor
pentru grupele de clasa II de diferite aspecte
Se determin n prealabil, viteza i acceleraia unui punct notat cu C. n
cazul grupelor cinematice de clasa II aspectele 1, 2 i 4 (tabelul 1) un
asemenea punct C este centrul cuplei de rotaie interioar, iar n cazul grupelor
de aspect 3 i 5 punctul C este rigid legat de elementele care execut micarea
de transport i la momentul dat se suprapune cu una din cuplele de rotaie.
Pentru fiecare grup se pot scrie cte dou ecuaii, care exprim
vitezele i acceleraiile punctului C n raport cu vitezele i acceleraiile
punctelor B i D aparinnd elementelor grupelor respective (tabelul 1). n
cazul n care punctele aparin aceluiai element, pentru determinarea vitezelor
i acceleraiilor se utilizeaz formulele lui Euler, iar cnd punctele aparin la
elemente diferite, dar la momentul dat se suprapun, se pot folosi ecuaiile
pentru viteze i acceleraii corespunztoare micrii relative.
Astfel de relaii se scriu pentru punctul C n raport cu punctele B i D
4
(tab.1, coloana I, rndul 3) care aparin elementelor 1, respectiv 4, la
momentul dat punctele C i D
4
suprapunndu-se.
La determinarea caracteristicilor cinematice ale grupelor se consider
cunoscute vitezele i acceleraiile tuturor punctelor rigid legate de elementele1
i 4 (de care se leag grupa respectiv), inclusiv ale punctelor B i D.
239
Tabelul 1
Nr.
crt.
I II III IV V VI VII
CB
v
CD
v
2
3
1
CB B C
v v v + =
CD D C
v v v + =
r sau
CB
c sau
CB B C
a a a a
+ + =
r sau
CD
c sau
CD D C
a a a a
+ + =
r sau
CB
a
r sau
CD
a
c sau
CB
a
c sau
CD
a
2
3
2
Aspectul 1
CB
CD
CB
CB
l
v
2
CB
CD
CD
l
v
2
CD
CB
CB
l
v
CB
CB
l
a
CD
CD
l
v
CD
CD
l
a
3
Aspectul 2
CB
xx
CB
CB
l
v
2
CB
4
4
2
CD
v
xx
CB
CB
l
v
CB
CB
l
a
4
4
4
Aspectul 3
xx
BD
C
v
3
3
2
xx
BD
D C
l
v
2
3
BD
3
3
D C
D C
l
v
3
3
D C
D C
l
a
3
3
5
Aspectul 4
xx
yy
CB
v
1
2
xx
4
4
2
CD
v
yy
1
1
4
4
6
Aspectul 5
xx
yy
B C
v
3
2
2
xx
4 3
4
2
D C
v
yy
3
3
4
4
1
C
B
D
2
3
4
x
x
B
1
, D
4
C
2
3
1
4
y
y
2
x x
3
D
S
4
1
B C
3
x
1
3
C , D
4
B
2
4
x
y
y
x
C
3
1
B, D
4
x
3
4
240
n tabelul 1, n coloana I, rndul 2, se dau n forma general, ecuaiile
vectoriale cu care se pot determina vitezele i acceleraiile punctului C. Se
menioneaz c vectorii subliniai cu dou linii sunt definii complet iar cei
subliniai cu una singur se cunosc numai ca direcie. n coloana I, rndurile 2,
3, 4, 5 i 6 sunt reprezentate schemele cinematice ale grupelor de clasa II de
ordinul 2 de cele cinci aspecte.
Dac se utilizeaz ecuaiile incluse n coloana I, rndul 1, pentru
determinarea vitezelor i acceleraiilor punctului C
3
n cazul grupei de clasa 2,
aspectul 5 (tab.1, coloana I, rndul 6) care la momentul dat se suprapune cu
punctele B i D
4
, ale cror caracteristici cinematice sunt cunoscute, se pot scrie
relaiile:
B C B C
3 3
v v v + = ;
4 3 4 3
D C D C
v v v + = ;
r
B C
c
B C B C
3 3 3
a a a a + + = ;
r
D C
c
D C D C
a a a a
4 3 4 3 4 3
+ + = .
Avnd n vedere c micrile de transport ale elementelor 2 i 4 sunt
plan paralele, respectiv de rotaie apare acceleraia Coriolis.
Rezolvarea ecuaiilor din coloana I, rndul 1 (tab.1) se face grafic prin
construirea planelor vitezelor i acceleraiilor. Direciile vitezelor i
acceleraiilor liniare pentru fiecare grup sunt date n coloanele II i III, iar
formulele pentru determinarea valorilor numerice ale acceleraiilor normale i
Coriolis sunt prezentate n coloanele IV i V. Vitezele i acceleraiile
unghiulare respective se obin din coloanele VI i VII.
Tabelul 1, n care sunt prezentate toate cele cinci grupe cinematice de
clasa a II-a i diferite aspecte, d toate formulele necesare la construirea
planelor vitezelor i acceleraiilor, indicnd totodat fazele i succesiunea de
utilizare a formulelor respective.
27.4. Exemplu
S se determine viteza i acceleraia punctului M a mecanismului biel
manivel cu patin oscilant (fig.1), fiind date: viteza unghiular a elementului
conductor
1
=constant, lungimile elementelor
A O
1
l ,
AB
l ,
BM
l ,
MA
l i
unghiul
1
.
Mecanismul este reprezentat la scara
l
k [m/mm]; el este format dintr-o
grup de clasa II, aspectul 3. Planul vitezelor (fig.1,b) i planul acceleraiilor
(fig.1,c) sunt construite la scara
v
k [ms
-1
/m], respectiv
a
k [ms
-2
/m]. Pentru
construirea planului vitezelor se alege un pol p, iar la construirea planului
acceleraiilor se alege un pol p`.
(1)
241
Viteza punctului A este
1
1
=
A O A
v l . Segmentul pa din planul
vitezelor se obine astfel:
v
A
k
v
pa = [mm] (2)
Pentru rezolvarea grupei de aspectul 3 din punct de vedere cinematic
se scriu ecuaiile:
A C A C
v v v
2 2
+ =
2 2 2 2
O C O C
v v v + =
Rezolvnd grafic aceste ecuaii vectoriale se determin mrimea,
direcia i sensul vitezei
2
C
v i modulele i sensurile vitezelor
A C
v
2
i
2 2
O C
v .
2
O
v =0, deoarece elementul 2 se leag prin articulaie la batiu. Vitezele
punctelor B i M se determin prin metoda asemnrii:
Fig. 1
3
1
c
O C
a
2 2
2 2
O C
v
2
c`
2
b`
2 2
O C
c
O2
p`,o`
2
A C
n
2
a`
m`
c
2
AB
b
a
p,o
2
m
2
O
1
1
O
2
C
2
B
M
1
A
AB
b. c.
d.
a.
(3)
242
( )
( )
( )
( )
( ) ( )
( )
( ) A C
BA
a c ba
BA
ba
A C
a c
2
2
2
2
= = , (4)
i deoarece
abm ABM ,
rezult:
( )
( )
( )
( )
( )
( )
( ) ( )
( )
( ) AB
BM
ab bm
BM
bm
AM
am
AB
ab
= = =
i ( ) ( )
( )
( ) AB
AM
ab am =
Valorile reale ale acestor viteze vor fi;
( )
v C
k pc v =
2
2
;
( )
v A C
k a c v =
2
2
;
( )
2 2 2
2 2 C v O C
v k o c v = = ; (6)
( )
v B
k pb v = ;
( )
v M
k pm v = .
Acceleraia punctului A este
2
1
1
=
A O A
a l . Segmentul a p din planul
acceleraiilor se obine astfel:
a
A
k
a
a p = [mm] i
1
AO a
A
(7)
Acceleraia punctului C
2
se determin prin rezolvarea grafic a
urmtoarelor ecuaii vectoriale:
+ + =
A C A C A C
a a a a
2 2 2
r
O C
c
O C O C
a a a a
2 2 2 2 2 2
+ + =
n ecuaiile de mai sus 0
2
=
O
a . Se cunosc sensurile lui AB a
A C
2
i
AB a
r
A C
2
. Acceleraia normal
( )
( )
2
2
2
2
2
2
2
AC
ac
k
AC
v
a
a
A C
A C
= =
i AB a
A C
2
. n
planul acceleraiilor aceasta e reprezentat prin segmentul orientat
A C
n a
2
.
(5)
(8)
243
Acceleraia Coriolis
2 2
2
2 2 2 2
2
3
2 2
O C
A C
O C
c
O C
v
AC
v
v a = = . Direcia i
sensul acceleraiei Coriolis se determin prin rotirea vitezei relative
2 2
O C
v cu
90
(fig.2,d) n sensul vitezei unghiulare de transport
2
. n planul
acceleraiilor acceleraia Coriolis e reprezentat de segmentul
2 2
O C
c p .
Acceleraiile punctelor B i M se determin prin metoda asemnrii:
( )
( )
( )
( )
( ) ( )
( )
( )
2
2
2
2
AC
AB
c a b a
AB
b a
AC
c a
=
=
(9)
( )
( )
( )
( )
( )
( ) BM
m b
AM
m a
AB
b a
m b a ABM
=
=
,
de unde:
( ) ( )
( )
( ) AB
BM
b a m b = i ( ) ( )
( )
( ) AB
AM
b a m a = . (10)
Mrimile scalare ale acceleraiilor se determin cu relaiile:
( )
a C
k c p a =
2
2
;
( )
a A C A C
k c n a =
2
2 2
;
( )
a O C
r
O C
k c c a =
2
2 2 2 2
; (11)
( )
a B
k b p a = ;
( )
a M
k m p a = .
27.5. Desfurarea lucrrii
n cadrul lucrrii studentul va primi un mecanism pentru care va face
analiza cinematic prin metoda grafo-analitic, respectnd urmtoarele etape:
se adopt scara lungimilor
l
k i se ntocmesc la scar, schema
cinematic i cea structural a mecanismului pentru care urmeaz
s se fac analiza cinematic;
se face analiza structural a mecanismului, determinndu-se clasa
i aspectul grupelor care formeaz mecanismul, ordinea n care
244
acestea sunt legate ntre ele, stabilindu-se n acelai timp ordinea n
care trebuie s se fac analiza cinematic;
se stabilete legea de micare a elementului conductor;
se calculeaz viteza periferic a butonului manivelei A, care
reprezint viteza cuplei cinematice de legtur cu manivela a
primei grupe cinematice din mecanismul considerat;
se adopt polul vitezelor p, scara vitezelor k
v
i se reprezint la
aceast scar viteza punctului A, prin segmentul pa;
se scriu ecuaiile vectoriale ale vitezelor punctelor grupei pentru
care se face analiza cinematic;
se rezolv grafic ecuaiile vitezelor punctelor, construind planul
vitezelor, determinndu-se astfel vitezele liniare ale punctelor
mecanismului pentru poziia stabilit a mecanismului i se
calculeaz vitezele unghiulare ale elementelor mecanismului;
rezultatele obinute se trec n tabelul 2.
se calculeaz acceleraia normal a butonului manivelei A, care
reprezint acceleraia cuplei cinematice de legtur cu manivela a
primei grupe cinematice din mecanismul considerat;
se adopt polul acceleraiilor p, scara acceleraiilor i se reprezint
la aceast scar acceleraia punctului A prin segmentul pa;
se scriu ecuaiile vectoriale ale acceleraiilor punctelor grupei
pentru care se face analiza cinematic;
se rezolv grafic ecuaiile acceleraiilor punctelor, construind
planul acceleraiilor, determinndu-se astfel acceleraiile liniare ale
punctelor mecanismului pentru poziia stabilit a mecanismului i
se calculeaz acceleraiile unghiulare ale elementelor
mecanismului;
rezultatele obinute se trec n tabelul 2.
245
Tabelul 2
Schema cinematic a mecanismului: Date iniiale:
1
= s
-1
;
1
= ;
. mm
; mm
; mm
; mm
=
=
=
=
4
3
2
1
l
l
l
l
Nr.
crt.
Caracteristica
cinematic
Relaia de calcul Rezultat
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
28. ECHILIBRAREA DINAMIC (N DOU PLANE)
28.1. Scopul lucrrii
Lucrarea are drept scop prezentarea unei metode de echilibrare
dinamic (n dou plane) a organelor de maini n micare de rotaie, prin
msurarea vibraiilor produse de dezechilibrul pieselor.
28.2. Consideraii teoretice
Echilibrarea mecanismelor i a mainilor are ca scop anularea sau
micorarea aciunii duntoare a forelor de inerie.
Forele de inerie au mrimi i direcii variabile. n consecin, n
cuplele cinematice (lagre), n elementele mecanismului, n fundaia mainii,
apar solicitri dinamice. Deci pe lng solicitrile statice, la dimensionare
trebuie s se in seama i de cele dinamice, fapt care ar conduce la dimensiuni
mai mari, la materiale speciale i mai scumpe.
Forele de inerie variaz periodic, rezultnd astfel vibraii att n
main ct i n fundaie. n cazul cnd, la un moment dat, frecvena
oscilaiilor forate cauzate de forele de inerie (fora perturbatoare) coincide
cu frecvena oscilaiilor proprii ale unui element, mecanism sau main, apare
fenomenul de rezonan mecanic, ceea ce poate duce la ruperea elementului
sau distrugerea legturilor dintre elementele mecanismului. n consecin, n
practic trebuie folosite mecanisme i maini echilibrate.
28.2.1. Echilibrarea organelor de maini n micare de rotaie
n diferite maini sau mecanisme exist o serie de organe de maini
(manivele, came, roi dinate etc.) care execut micri de rotaie n jurul unor
axe fixe. Datorit neomogenitii materialului, a impreciziei de prelucrare a
toleranelor de montaj, este posibil ca axa principal de inerie s nu coincid
cu axa de rotaie. Dezechilibrul pieselor duce la apariia forelor de inerie i a
momentelor forelor de inerie care produc vibraii i ncarc suplimentar
lagrele i arborii. Toate aceste fenomene trebuie eliminate n cazul
mecanismelor i a mainilor, n special a celor cu turaie ridicat, prin
echilibrarea pieselor ce se rotesc. Echilibrarea este o problem inginereasc
247
foarte important, care trebuie avut n vedere de la proiectare pn la
asamblarea final i apoi n exploatare.
Se presupune c un corp (fig.1), la care centrul de greutate situat pe
axa principal nu se afl i pe axa de rotaie (axa fusurilor i a lagrelor). La
micarea de rotaie a corpului apare o for de inerie radial (centrifugal)
dat de relaia:
2
= e m F
e
(1)
unde:
m masa corpului,
e excentricitatea (distana radial de la axa de rotaie la centrul de
greutate a piesei);
viteza unghiular.
Fig. 1
Aceast for este echilibrat de reaciunile care apar n lagre. Suma
algebric a reaciunilor este egal cu fora centrifugal, sensul acestora fiind
opus ei. Pentru anularea acestor reaciuni este necesar ca centrul de greutate s
fie adus pe axa de rotaie (axa fusurilor), ceea ce s-ar putea realiza n mai
multe moduri: a) se modific fusurile n aa fel nct axa lor s coincid cu axa
ce trece prin centrul de greutate, lucru dificil de realizat practic; b) este mai
simplu s se deplaseze centrul de greutate pe axa de rotaie, adugnd mase
suplimentare la masa corpului. n acest scop, innd seama de relaia (1)
rezult:
e m r m
s
= (2)
unde:
m
s
masa suplimentar (adugat);
r distana la care se gsete aceast mas fa de axa de rotaie.
Echilibrarea prin care se realizeaz coincidena dintre centrul de
greutate al corpului i axa de rotaie se numete echilibrare static sau ntr-un
singur plan. Un corp echilibrat static nu se va roti dac se afl numai sub
e
C
248
influena gravitaiei. El poate fi rotit n orice poziie i, lsat liber, va rmne
nemicat n aceast nou poziie. Dac corpul nu este echilibrat static, atunci
din orice poziie, el va tinde s se roteasc astfel nct centrul de greutate va
ocupa poziia cea mai de jos posibil (fig.2). n practic se poate utiliza
echilibrarea static, n cazul cnd micarea de rotaie se produce cu n < 10.000
rot/min i B/D < 1,5, unde D este diametrul piesei iar B este limea ei.
Fig. 2
Dac pe arborele care se rotete se monteaz diferite piese (pinioane,
aibe, manivele, etc.) este necesar s se fac o echilibrare dinamic (n dou
plane). Pentru a obine o echilibrare perfect n cazul unui corp echilibrat
static, axa principal de inerie trebuie rotit n jurul centrului de greutate pn
cnd se suprapune peste axa de rotaie. Aceast rotire se poate realiza
ndeprtnd sau adugnd dou mase suplimentare, de mrime egal la masa
iniial a corpului. n acest scop se aleg dou plane radiale n aa fel nct s se
produc un cuplu. Planele se aleg la distan ct mai mare unul de altul, pentru
a reduce ct mai mult mrimea maselor aplicate. Dac un corp este echilibrat
dinamic, prin definiie, el este echilibrat i static; reciproca ns nu este
adevrat.
Echilibrarea dinamic a diferitelor organe de maini care execut
micri de rotaie, se face pe maini speciale. Cu ajutorul acestora se pot
determina masele care trebuie plasate n planele I i II pentru echilibrarea
piesei.
28.3. Descrierea aparaturii
n vederea realizrii lucrrii se va utiliza Sistemul de diagnoz al
organelor de maini modulul de baz PT 500 cu montajul prezentat n figura
(fig.3).
Montajul experimental pentru echilibrarea dinamic (n dou plane)
este prezentat n figura 3 i este format din: 2, 5 greuti, 1, 6 senzori de
acceleraie montai pe lagrele cu rulmeni pe care este rezemat arborele lung
utilizat la aceast echilibrare, 7 cuplaj elastic, 8 motorul de antrenare.
Acest montaj se realizeaz n felul urmtor:
249
Se fixeaz motorul de antrenare 8 pe masa standului;
Se conecteaz motorul de antrenare;
a.
b.
Fig. 3
250
Fig. 4
Se monteaz liber arborele lung din modulul de baz, coaxial
(aliniat) cu motorul de antrenare, cele dou lagre cu rulmeni i
ntre ele cele dou greuti gradate 2 i 5 (fig.4);
Se cupleaz motorul de antrenare 8 cu arborele lung prin
intermediul cuplajului elastic;
Se verific alinierea i se fixeaz lagrele cu rulmeni astfel nct s
se lase aproximativ 10 mm fa de umrul arborelui i fa de
greuti. Se aliniaz lagrele cu rulmeni astfel nct gurile filetate
orizontale pentru senzorii de vibraii s fie toate nspre utilizator;
Se monteaz senzorii de acceleraie (fig.5) (de preferin n gurile
filetate din partea superioar a lagrelor cu rulmeni) i se
conecteaz prin intermediul unui amplificator la calculatorul pe
care n prealabil s-a instalat placa de achiziii de date i softul
necesar prelucrrii acestor date;
Se aplic timbrul argintiu 9 de referin pe greutate astfel nct s
fie plasat la 0 fa de senzorul optic utilizat pentru msurarea
turaiei;
251
Fig. 5
Se conecteaz senzorul de referin la calculator i se ataeaz cu
suportul magnetic la stand folosind placa metalic;
Se aliniaz senzorul de referin la timbrul 9.
28.4. Desfurarea lucrrii
Vibraiile produse de dezechilibru se msoar la lagre cu ajutorul
senzorilor de acceleraie 2 i 5.
Atenie! ntotdeauna trebuie nchis capacul de protecie nainte de
pornirea instalaiei.
Echilibrarea dinamic, cu montajul prezentat anterior, se realizeaz
parcurgnd urmtoarele operaii:
1. Funcionare iniial
Se pornete motorul de antrenare i se regleaz turaia ntre limitele
0 ... 2400 rot/min;
9
252
se deschide aplicaia PT 500 (din desktop);
din meniul Kind of test se alege varianta 2 Plane Balancing;
Dup nregistrarea msurtorilor pe ecranul calculatorului se obine
imaginea prezentat n figura 8, cu detaliile din figurile 6, 7, 9, 10
i 11;
Fig. 6
Fig. 7
253
F
i
g
.
8
254
Fig. 9
Fig. 10
Fig. 11
se pornete calculatorul care conine softul utilizat pentru
msurarea i nregistrarea mrimilor ce urmeaz s fie studiate n
cadrul lucrrii,
se citete mesajul care apare (fig.11) i n vederea aplicrii lui
(etapa a doua) se aduce turaia la zero i se oprete motorul de
antrenare;
2. Funcionare de testare 1
Se monteaz n primul plan o greutate de dezechilibrare de testare
(1,6 g, 135), nregistrndu-se automat n csuele corespunztoare
valoarea acesteia i unghiul la care a fost montat (fig.12 i 15);
255
F
i
g
.
1
2
256
Fig. 13
Fig. 14
Fig. 15
257
Fig. 16
Fig.17
Se pornete motorul de antrenare i se regleaz turaia ntre limitele
0 ... 2400 rot/min;
Dup nregistrarea msurtorilor pe ecranul calculatorului se obine
imaginea prezentat n figura 12, cu detaliile din figurile 13, 14, 15,
16 i 17;
Se citete mesajul care apare (fig.17) i n vederea aplicrii lui
(etapa a treia) se aduce turaia la zero i se oprete motorul de
antrenare.
3. Funcionare de testare 2
Se monteaz n al doilea plan greutatea de dezechilibrare de testare
(1,4 g, 180), nregistrndu-se automat n csuele corespunztoare
valoarea acesteia i unghiul la care a fost montat (fig.18 i 21);
Se pornete motorul de antrenare i se regleaz turaia de la zero la
2400 rot/min;
Dup nregistrarea msurtorilor pe ecranul calculatorului se obine
imaginea prezentat n figura 18, cu detaliile din figurile 19, 20, 21,
22 i 23;
Se citete mesajul care apare (fig.23) i pentru aplicarea lui (etapa a
treia) se aduce turaia la zero i se oprete motorul de antrenare.
258
F
i
g
.
1
8
259
Fig. 19
Fig. 20
Fig. 21
260
Fig. 22
Fig. 23
4. Funcionare de verificare
Se monteaz greutile calculate n cele dou plane i anume: n
planul 1 3,42 g la 295,17 (cu componentele 1,11 g la 285 i
2,33 g la 300) iar n planul 2 0,92 g la 66,31 (cu componentele
0,54 g la 60 i 0,39 g la 75) i se ndeprteaz greutatea de
dezechilibrare de testare din planul II;
Se pornete motorul de antrenare i se regleaz turaia ntre limitele
0 ... 2400 rot/min;
Dup nregistrarea msurtorilor pe ecranul calculatorului se obine
imaginea prezentat n figura 24, cu detaliile din figurile 25, 26, 27,
28 i 29;
Se citete mesajul care apare (fig.29) de unde rezult dezechilibrul
rezidual i se compar cu cel iniial. Se poate constata uor c n
planul I acesta a sczut de ~ 4 ori iar n planul II de ~ 3 ori;
Se vor trece datele nregistrate pe ecran n tabelul 1 i se vor trasa
diagramele cu vectorii vibraie corespunztori fiecrei etape de
lucru pentru cele dou plane, dup exemplul din figurile 25 i 26.
Se vor face aprecieri legate de gradul de realizare al echilibrrii.
261
F
i
g
.
2
4
262
Fig. 25
Fig.26
Fig. 27
263
Fig. 28
Fig. 29
Tabelul 1
Dezechilibru
Iniial De testare Rezidual Nr.
crt.
Etapa Plan
Mrime
[mm/s]
Faza
[
0
]
Mrime
[mm/s]
Faza
[
0
]
Mrime
[mm/s]
Faza
[
0
]
I
1.
Funcionare
iniial II
I
2.
Funcionare
de testare 1 II
I
3
Funcionare
de testare 2 II
I
4
Funcionare
de verificare II
29. DETERMINAREA CARACTERISTICILOR MASICE
I INERIALE PENTRU ELEMENTELE MECANISMULUI
PATRULATER PLAN
29.1. Scopul lucrrii
Studiul dinamicii mecanismelor implic cunoaterea forelor i
momentelor care acioneaz asupra mecanismului, precum i a valorilor
caracteristicilor masice i ineriale pentru fiecare element al mecanismului. n
cadrul acestei lucrri se vor determina valorile caracteristicilor masice i
ineriale pentru fiecare element al unui mecanism patrulater plan. Pentru
determinarea valorilor menionate se vor utiliza aplicaii moderne pe
calculator n domeniul CAD 3D.
29.2. Consideraii teoretice
29.2.1. Ecuaia de micare a mecanismului
Pentru stabilirea ecuaiei de micare a mecanismului se vor utiliza
noiunile:
fora redus, respectiv momentul redus este o for, respectiv un
moment fictiv, care acionnd asupra unui element al
mecanismului, numit element de reducere, dezvolt aceeai putere
ca i ntregul sistem de fore i momente ce acioneaz asupra
mecanismului.
masa redus ntr-un punct oarecare al unui mecanism este o mas
fictiv considerat concentrat n acel punct, care n timpul micrii
punctului de reducere dezvolt o energie cinetic Ec egal cu suma
energiilor cinetice ale tuturor elementelor mecanismului.
Momentul de inerie redus al unui mecanism este un moment de
inerie fictiv, care n timpul micrii elementului de reducere
dezvolt o energie cinetic Ec egal cu suma energiilor cinetice ale
tuturor elementelor mecanismului.
Notaii utilizate (fig.1):
265
F
r
, M
r
fora, respectiv momentul redus;
m
r
, I
r
masa redus, respectiv momentul de inerie redus;
v
A
,
1
viteza punctului A de aplicaie a forei reduse, respectiv viteza
unghiular al elementului de reducere;
v
Gk
viteza centrului de greutate G
k
a elementului k care execut o
micare general plan;
k
viteza unghiular a elementului k n micare general plan;
F
i
, M
j
fora, respectiv momentul care acioneaz asupra elementului
i, respectiv j;
i
unghiul dintre vectorii
i
F respectiv
i
v ;
m
k
, I
Gk
masa, respectiv momentul de inerie mecanic n raport cu o
ax ce trece prin centrul de greutate al elementului k;
n
1
numrul de fore care acioneaz asupra elementelor
mecanismului;
Fig. 1
n
2
numrul de momente care acioneaz asupra elementelor
mecanismului;
n
3
numrul de elemente ale mecanismului care execut micare de
translaie;
n
4
numrul de elemente ale mecanismului care execut micare de
rotaie;
n
5
numrul de elemente ale mecanismului care execut micare
general plan.
F
i
v
i
A
F
r
v
A
M
r
O
1 O
2
i
G
k
k
j
j
M
j
266
innd seama de notaiile utilizate, relaiile de calcul pentru fora
redus, momentul redus, masa redus i momentul de inerie redus sunt:
= =
+
=
2 1
1 1
cos
n
j A
j
j
n
i A
i i i
r
v
M
v
v F
F (1)
= =
=
2 1
1 1 1 1
cos
n
j
j
j
n
i
i i i
r
M
v F
M ; (2)
= = =
=
5 4 3
1
2 2 2
1 1
2
n
k A
k
k G
A
Gk
k
n
j A
j
Oj
n
i A
i
i r
v
I
v
v
m
v
J
v
v
m m ; (3)
= = =
=
3 2 1
1
2
1
2
1
2
1 1 1
2
1
n
k
k
k G
Gk
k
n
j
j
Oj
n
i
i
i r
I
v
m J
v
m J . (4)
Pentru a obine ecuaia diferenial de micare al mecanismului se
aplic teorema energiei cinetice pentru elementul redus:
dE
C
=dL (5)
n relaia (5)
C
dE reprezint variaia elementar a energiei cinetice a
elementului de reducere la o deplasare elementar a acestuia, energia cinetic
calculndu-se cu relaia:
2
2
1
A r C
v m E = , (6)
n cazul n care elementul de reducere execut micare de translaie. n cazul
n care elementul de reducere execut micare de rotaie, energia cinetic se va
calcula cu formula:
2
1
2
1
=
r C
I E . (7)
Lucrul mecanic elementar efectuat de fora sau momentul redus (n
timpul deplasrii elementare) se calculeaz cu urmtoarele relaii:
ds F dL
r
= , (8)
dac elementul de reducere execut micare de translaie,
1
= d M dL
r
, (9)
267
dac elementul de reducere execut micare de rotaie.
Dac elementul de reducere efectueaz micare de rotaie atunci n
baza relaiilor (5) i (7) se poate scrie:
( ) ( )
1 1
2
1 1
2
1
=
d M I d
r r
. (10)
Integrnd relaia (10) se obine:
( ) ( ) ( )
=
0
1 1
2
0 0
2
1 1
2
1
2
1
d M I I
r r r
. (11)
n relaia (11)
0 0
, reprezint viteza unghiular iniial, respectiv
poziia iniial a elementului de reducere iar
1
are urmtoarea semnificaie:
1
1
1
=
= &
dt
d
(12)
Integrnd ecuaia diferenial (11) se obine:
( )
( )
( )
=
1
0
0
2
0
0
2
2
d M
I
I
d
t
r
r
r
(13)
Dup integrare, din relaia (13) se obine o ecuaie algebric
transcendent, care exprim poziia n funcie de timp a mecanismului:
) (
1 1
t = . (14)
29.2.2. Determinarea caracteristicilor masice ale elementelor
mecanismului
Pentru calculul masei reduse m
r
sau a momentului de inerie redus I
r
,
aa cum rezult din relaiile de definiie ale acestora (3) i (4), este necesar s
se determine masele elementelor n micare de translaie, precum i
momentele de inerie ale elementelor n micare de rotaie sau n micare
general plan. n continuare se prezint modul de calcul al momentelor de
inerie.
n figura 2 este reprezentat un element oarecare al unui mecanism.
Poziia centrului de greutate G (fig.2), de coordonate x
G
, y
G
n raport cu
sistemul de referin Axy legat de element, se calculeaz cu urmtoarele
formule:
268
Fig. 2
m
xdm
x
D
G
= ; (15)
m
ydm
y
D
G
= (16)
n relaiile (15), (16) m reprezint masa elementului, iar dm este
elementul infinitezimal de mas.
Momentele de inerie axiale I
x
, I
y
i momentul centrifugal I
xy
, fa de
sistemul de referin Gxy (fig.2) legat de element se calculeaz cu urmtoarele
formule:
=
D
2
x
dm y I ; (17)
=
D
2
y
dm x I ; (18)
=
D
xy
yxdm I . (19)
O
X
Y
A
x
y
G
x
G
y
G
x
y
Elementul
Axa principal de inerie
Axa principal de inerie
1
269
Unghiul
1
dintre axa principal de inerie (fig.2)
1
i axa Gx are
urmtoarea expresie:
. tan
1
x y
xy
I I
I
= (20)
n sistemul de referin G
1
2
(fig.2) momentul de inerie centrifugal
se anuleaz, iar energia cinetic al elementului se va calcula cu formula:
2 2
3
2
1
2
1
G C
v m I E + = (21)
n relaia (21) v
G
reprezint viteza centrului de greutate, viteza
unghiular a elementului, iar I
3
este momentul de inerie principal n raport cu
axa ce trece prin G, perpendicular pe planul de micare i se calculeaz cu
urmtoarea formul:
y x
I I I + =
3
. (22)
29.2.3. Dinamica mecanismului patrulater
Pentru conturul nchis (fig.3) O
1
ABO
2
se poate scrie urmtoarea relaie
vectorial:
0
2 1 2 1
= + + + O O BO AB A O . (23)
Explicitnd relaia (23) dup cele dou axe se obin relaiile:
. 0 sin sin sin
; 0 cos cos cos
3 3 2 2 1 1
4 3 3 2 2 1 1
= + +
= + +
l l l
l l l l
(24)
Din relaia (24) se obin urmtoarele relaii de calcul a unghiurilor
2
,
3
de poziionare a bielei, respectiv a balansierului mecanismului patrulater
(fig.3) n funcie de unghiul de poziionare a bielei:
1 1 4
1 1
1 4 1
2
4
2
1 2
1 4 1
2
4
2
3
2
2
2
1
2
cos
sin
arctan
cos 2 2
cos 2
arccos
+
+ +
=
l l
l
l l l l l
l l l l l l
;
1 1 4
1 1
1 4 1
2
4
2
1 3
1 4 1
2
4
2
3
2
2
2
1
3
cos
sin
arctan
cos 2 2
cos 2
arccos 360
+
+ +
=
l l
l
l l l l l
l l l l l l
o
(25)
270
Fig. 3
Expresia energiei cinetice a manivelei este:
( )
2
1
2
1
= &
maniv Cmaniv
I E . (26)
Poziia centrului de greutate a bielei n raport cu reperul fix se exprim
cu relaia matricial:
.
cos sin
sin cos
2 2
2 2
2
2
G
G
A
A
G
G
y
x
Y
X
Y
X
+ = (27)
innd cont de notaiile din figura 3 relaia (27) devine:
.
cos sin
sin cos
sin
cos
2 2
2 2
1 1
1 1
G
G
G
G
y
x
Y
X
+
=
l
l
(28)
Derivnd relaia (28) n raport cu timpul se obine relaia:
.
sin cos
cos sin
cos
sin
2 2
2 2
2
1 1
1 1
1
G
G
G
G
y
x
Y
X
+
=
l
l
&
&
(29)
Expresia modulului vitezei centrului de greutate se determin cu
relaia:
1
l
2
l
3
l
4
l
O
1
A
B
O
2
1
X
Y
Manivel
Biel
Balansier
3
x
y
G(X
G
,Y
G
)
271
2 2 2
G G Gbiela
Y X v
& &
+ = (30)
Utiliznd relaiile (28), (29) i (30) expresia modulului vitezei centrului
de greutate al bielei este:
( )
[ ]
G G
G G G G Gbiela
y x
y x Y X v
+ + +
+ + + = + =
) sin (cos ) cos (sin 2
2 2 2 2 2 1
2 2 2
2
2
1
2
1
2 2 2
& &
& & l
& &
(31)
n baza relaiilor (21), (30) i (31) expresia energiei cinetice a bielei
este:
( ) [ ] [ ]
.
2
1
) sin (cos ) cos (sin 2
2
1
2
2
2 2 2 2 2 1
2 2 2
2
2
1
2
1
+
+ + + + + +
=
&
& & & & l
biela
G G G G
biela Cbiela
I
y x y x
M E
Energia cinetic a balansierului se calculeaz cu relaia:
( )
2
2
2
1
= &
balansier Cbalansier
I E (33)
Energia cinetic total a mecanismului patrulater se compune din suma
energiilor cinetice ale manivelei a bielei i a balansierului.
Cbalansier Cbiela Cmaniv Ctot
E E E E + + = (34)
Dac elementul de reducere este manivela atunci n baza relaiilor (4),
(26), (32) i (33) expresia momentului de inerie redus este:
( ) [ ]
2
1
3
2
1
2
2 2 2 2
1
2
2 2
2
1
2 2
1
) sin (cos ) cos (sin 2
+
+
+ +
+ +
+ +
+ =
&
&
&
&
&
&
&
&
l
balans biela
G G G G biela
maniv r
I I
y x y x M
I I
Expresiile:
1
2
1
2
=
&
&
;
=
3
1
3
&
&
; (36)
sunt funciile de transmitere de ordinul 1 ale mecanismului.
(32)
(35)
272
29.3. Desfurarea lucrrii
n cadrul lucrrii studentul va primi un mecanism patrulater pentru care
va determina valorile caracteristicilor masice i ineriale ale fiecrui element,
respectnd urmtoarele etape:
Se pornete aplicaia SolidWorks prin dublu click pe icoana
aflat pe desktop.
Dup pornirea aplicaiei, se apas butonul din meniul principal
i se va deschide caseta de dialog Open (fig.4).
n caseta de dialog Open (fig.4) la caseta derulant Look in se
alege calea ctre fiierul care conine modelul CAD 3D al
manivelei unui mecanism patrulater. Modelul CAD 3D pentru toate
elementele mecanismului au fost efectuate n prealabil i sunt
stocate pe Harddisk n Folderul C:\STUDENTI.
Fig. 4
Dup deschiderea fiierului C:\STUDENTI \MANIVELA.
SLDPRT, se apas click dreapta pe Annotation i se selecteaz
Show Feature Dimensions (fig.5).
n funcie de valorile primite se vor modifica cotele modelului.
Cotele modelului se modic n felul urmtor:
a. Se poziioneaz mouseul pe valoarea cotei de modificat (fig.6).
n acel moment va aprea un chenar rou n jurul cotei.
b. Se apas dublu click pe caset, iar n caseta de dialog Modify se
scrie valoarea impus (fig.7). Pentru a valida data introdus se
apas
273
c. Se observ c aceste modificri nu s-au produs n modelul CAD
3D al manivelei. Pentru ca modificrile s se produc este necesar
s se apese butonul Rebuild de pe meniul principal.
Fig. 5
Pentru a determina caracteristicile masice i ineriale a unei piese
cu ajutorul aplicaiei SolidWorks este necesar utilizarea barei de
instrumente Tools. Activarea ei se face prin click dreapta pe o bar
activ a aplicaiei i din meniul scurt se va alege Tools .
Fig. 6
274
Fig. 7
n cazul manivelei pentru a determina caracteristicile masice i
ineriale se va selecta piesa, iar apoi se apas click stnga pe
butonul Mass Properties . Aplicaia SolidWorks
calculeaz toi parametrii masici i ineriali, iar rezultatele sunt
afiate n caseta de dialog Mass Properties (fig.8).
Pentru determinarea caracteristicilor masice i ineriale ale
manivelei (fig.9) i a balansierului (fig.10) se vor parcurge etapele
2 - 7.
Se nchid cele trei fiiere. Se apas butonul New de pe bara
principal, iar apoi Assambly. Se salveaz fiierul de ansamblu n
directorul propriu al studentului sub denumirea de
MECANISM_PATRULATER.ALDASM. Se va asambla
mecanismul prin asamblarea manivelei de batiu urmat de
asamblarea manivelei de biel, a bielei de balansier i a
balansierului de batiu. Pentru a se asambla manivela de batiu se
parcurg urmtoarele etape:
a. Insert -> Component -> From File (fig.11)
b. Se selecteaz piesa Suport (fig.12).
c. n mod analog se procedeaz i la inserarea n ansamblu a
manivelei.
d. Se selecteaz faa interioar a alezajului suportului i faa
cilindric a captului manivelei (fig.14).
e. Se apas butonul Mate de pe bara de unelte Assembly.
275
Fig. 8
Fig. 9
276
Fig. 10
Fig. 11
f. Din caseta de dialog Mate se alege opiunea Concentric (fig.13)
i se apas Ok.
g. Pentru finalizarea montajului manivelei n alezajul suportului
mai este necesar un Coincident Mate ntre suprafeele frontale. Se
selecteaz cele dou fee se apas butonul Mate se selecteaz
opiunea Coincident (fig.13), iar apoi Ok. Rezultatul obinut este
vizibil n figura 15.
Se va parcurge etapa 9 n vederea finalizrii asamblrii
componentelor mecanismului patrulater (fig.16).
Rezultatele obinute se trec n tabelul 1.
277
Fig. 12
Fig. 13
Fig. 14
Fig.15
Fig. 16
278
Tabelul 1
Schema cinematic a mecanismului: Date iniiale:
1
= s
-1
;
1
=
0
;
. mm
; mm
; mm
; mm
=
=
=
=
4
3
2
1
l
l
l
l
Nr.
crt.
Caracteristica masic
sau inerial
Relaia de calcul Rezultat
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
30. STUDIUL CINEMATICII I DINAMICII
MECANISMULUI PATRULATER PLAN FOLOSIND
METODE MODERNE DE SIMULARE
30.1. Scopul lucrrii
Studiul dinamicii mecanismelor implic cunoaterea forelor i
momentelor care acioneaz asupra lui, precum i a valorilor caracteristicilor
masice i ineriale pentru fiecare element. n cadrul acestei lucrri, utiliznd
aplicaii moderne n domeniul CAD 3D, se va efectua pe calculator studiul
cinematic i dinamic al unui mecanism patrulater plan. Rezultatele obinute
prin simulare se vor compara cu rezultatele obinute pe standul existent n
laborator, pe care se msoar viteza unghiular a elementului conductor i,
respectiv, condus la diferite valori ale momentului rezistent i diferite valori
ale turaiei motorului de antrenare.
30.2. Consideraii teoretice
Consideraiile teoretice ale acestei lucrri coincid cu ale lucrrii
anterioare intitulate Determinarea caracteristicilor masice i ineriale pentru
elementele mecanismului patrulater plan.
30.3. Desfurarea lucrrii
Se pornete aplicaia Visual Nastran prin dublu click pe icoana
de pe Desktop.
Pentru a se realiza simularea pe calculator a cinematicii i
dinamicii mecanismului plan patrulater este necesar ca modelul
CAD 3D, realizat n SolidWorks, s fie importat n softul Visual
Nastran Desktop. Pentru aceasta se apas click pe butonul Open al
meniului principal (fig.1) i n caseta de dialog, care se deschide, se
indic calea ctre fiierul n care este stocat modelul CAD 3D al
mecanismului.
280
Aplicaia Visual Nastran va recunoate automat, pe baza mateurilor
definite n Solid Works, cuplele dintre elementele mecanismului
(fig.2).
Fig. 1
Fig. 2
Cupla motoare
Manivel
Biela
Balansier
281
Se stabilete cupla motoare prin click stnga pe cupl urmat de
click dreapta i se alege Properties -> Revolute Motor -> Close
(fig.3).
Fig. 3
Primul pas n simularea cinematicii const n impunerea vitezei
unghiulare a cuplei motoare. Pentru aceasta se aplic click dreapta
pe cupl i n caseta de dialog Properties se introduce valoarea
turaiei primite (fig.4). n acest caz se activeaz csua Angular
Velocity.
Fig. 4
282
Al doilea pas n simularea cinematicii const n definirea
instrumentelor de msur, care ataate elementelor mecanismului
ne vor furniza informaii despre poziia, viteza i acceleraia
elementului considerat. n figura 5 este exemplificat modul n care
se ataeaz un instrument de msurare a poziiei (Meter) centrului
de greutate al bielei mecanismului.
Fig. 5
Se ataeaz un instrument de msur a poziiei centrului de greutate
al bielei. n figura 6 este reprezentat variaia n timp a
coordonatelor centrului de greutate al bielei.
Se ataeaz un instrument de msur a vitezei centrului de greutate
al bielei. Variaia n timp ale vitezei centrului de greutate a bielei
este reprezentat n figura 7.
Se ataeaz un instrument de msur a acceleraiei centrului de
greutate al bielei. Variaia n timp a acceleraiei centrului de
greutate al bielei este reprezentat n figura 8.
283
Fig.6
Fig. 7
284
Se ataeaz bielei un instrument de msurare a vitezei i unul de
msurare a acceleraiei unghiulare. n figura 9 sunt reprezentate
variaiile n timp ale acceleraiei i vitezei unghiulare a bielei.
Fig. 8
Fig. 9
285
Pentru simularea cinematicii bielei i a balansierului se vor urma
paii 6 - 10. Rezultatele obinute sunt prezentate n figurile 1013.
Fig. 10
Fig. 11
286
Fig. 12
Fig. 13
Primul pas n simularea dinamicii const n impunerea mrimii
cuplului motor. Pentru aceasta se aplic click dreapta pe cupla
motoare i n caseta de dialog Proprties se introduce valoarea
287
cuplului motor primit (fig.14). n acest caz csua Torque trebuie s
fie activ.
Fig. 14
Al doilea pas n simularea dinamicii l constituie definirea
cuplurilor, respectiv a forelor rezistente. Cuplul rezistent care
acioneaz asupra balansierului se definete conform figurii 15. Se
apas click pe butonul de pe bara de unelte Sketch , iar
apoi click stnga pe elementul dorit, care n cazul nostru este
balansierul. Dup click dreapta pe pictograma momentului rezistent
se completeaz valoarea momentului rezistent conform figurii 16.
Pentru fiecare element al mecanismului se vor ataa diferite
instrumente de msur conform etapelor 610. Rezultatele
obinute sunt prezentate n figurile 17 19.
288
Fig. 15
Fig. 16
Click dreapta
289
Fig. 17
Fig.18
290
Fig. 19
Rezultatele obinute, parcurgnd etapele anterioare se vor compara
cu cele determinate pe cale experimental pentru un mecanism
manivel-balansier, utiliznd standul prezentat n figurile 20, 21 i
22.
Standul este format dintr-un motor electric de curent continuu 5 care
antreneaz un mecanism patrulater plan manivel-balansier, acestea fiind
montate pe batiul 16. Manivela mecanismului este materializat prin piesa 3
montat pe arborele motorului electric. Biela 9 este articulat pe balansierul
10, fixat pe arborele 15, pe al crui capt este montat un cuplaj unisens i o
frn cu saboi 11 prin intermediul creia se realizeaz momentul rezistent.
Construcia mecanismului permite reglarea lungimii manivelei. n acest scop,
cu ajutorul urubului special 6 (cu dou poriuni filetate n sensuri opuse) se
deplaseaz piuliele 4 i 8, asigurndu-se prin aceasta reglarea lungimii
manivelei i n acelai timp i echilibrarea acesteia. Forma balansierului a fost
astfel determinat nct s se realizeze echilibrarea sarcinilor excentrice
cauzate de grupul biel-balansier. Cuplajul unisens este montat n consol i
este ncrcat cu ajutorul frnei cu saboi 11. Reglarea turaiei motorului
electric de curent continuu 5 se face cu ajutorul unui reostat, turaia lui
msurndu-se prin intermediul unui traductor optic i al unui tahometru digital
TED 439.
291
Fig. 20
Fig. 21
5
16
3
9
10
15
11
6
8
4
292
Fig. 22
Viteza unghiular a arborelui condus, deci a balansierului, se va
nregistra grafic cu ajutorul unui aparat X-Y (fig.22) i se va compara cu cea
obinut prin studiul efectuat anterior pe calculator.
Etapele care trebuie s fie parcurse pentru realizarea prii
experimentale vor fi:
cu ajutorul urubului special 6, innd seama de gradaiile existente
pe manivela 3, se regleaz lungimea manivelei la valoarea dat i
utilizat la studiul efectuat pe calculator;
se elimin cu mna jocul din urubul 17 de ncrcare al frnei11;
se conecteaz aparatul X-Z la arborele pe care este montat
balansierul;
se verific corectitudinea montajului din stand;
se pornete motorul electric de antrenare;
se regleaz turaia motorului cu ajutorul reostatului;
se las standul s mearg n gol timp de 5 minute;
se strnge urubul de ncrcare al frnei pn la fora axial
necesar realizrii momentului rezistent considerat;
se pornete aparatul X-Y i se nregistreaz viteza unghiular a
acestuia;
se compar legea de variaie a vitezei unghiulare obinut grafic cu
cea obinut la etapa 14 din cadrul studiului efectuat pe calculator
i se analizeaz cauzele eventualelor diferene.
31. GENERAREA CU CREMALIERA A DINILOR
ROILOR DINATE CILINDRICE CU DINI DREPI
31.1. Scopul lucrrii
Lucrarea are ca scop prezentarea metodei de danturare cu o scul care
materializeaz cremaliera generatoare, precum i influena pe care o au
deplasrile de profil asupra formei dinilor.
31.2. Consideraii teoretice
Evolventa cercului, curba , este descris n planul P fix al cercului C
b
de punctul M de pe dreapta D
1
aparinnd planului mobil , prin micare
relativ astfel nct dreapta D
1
s se rostogoleasc fr alunecare pe cercul C
b
de raz r
b
(fig.1).
Fig. 1
Evolventa astfel obinut este generat ca rulet (traiectorie a unui
punct).
Aceeai evolvent poate fi generat i prin micarea tangentei tt
legat rigid de raza de curbur TM (fig.1).
(P)
()
C
b
r
b
M
D
1
t
t
t
t
I
O
T
294
n acest caz evolventa este generat ca nfurtoare a poziiilor
succesive ale tangentei tt.
Cercul de baz C
b
reprezint locul geometric al centrelor de curbur
pentru evolventa .
Fig. 2
Alegnd puncte echidistante pe dreapta D
1
, ele, respectiv
perpendicularele pe dreapta D
1
n aceste puncte vor genera, evolvente
echidistante ca rulete, respectiv ca nfurtoare.
Metoda de generare prezentat are valoare pur teoretic datorit
dificultii de realizare practic (micrile necesare generrii sunt fcute numai
de punctul M) precum i faptului c numai acelai punct M fie c aparine
dreptei D
1
sau dreptei tt va profila evolventa, ceea ce duce la uzur exagerat
i neuniform a sculei.
Generarea aceleiai evolvente de ctre punctul M de pe dreapta D
1
(fig.2) care se deplaseaz dup o direcie fix poate fi conceput i prin
micarea tangentei tt legat rigid de raza de curbur TM.
n acest caz sunt necesare dou micri: una de rotaie a planului
C
b
(semifabricatului) n jurul punctului O cu viteza unghiular i una de
translaie a tangentei tt (muchia achietoare a sculei) cu viteza v
b
astfel ca
(fig.2):
v
b
= r
b
(1)
n acest caz centroidele micrii relative sunt dreapta D
1
i cercul de
raz r
b
astfel c:
T
r
b
b
v
r
D
1
t
t
O
I
M
(C
b
)
295
s TM
)
= (2)
La generarea dup aceast schem, tot acelai punct M al profilului
generator al sculei va profila evolventa, cu aceleai consecine ca la schema de
generare anterioar.
Pentru a se evita aceste fenomene soluia utilizat n majoritatea
cazurilor este cea prezentat n figura 3, centroidele micrii relative fiind
dreapta D
2
i cercul C
d
.
Fig. 3
Tangenta tt la evolvent, normal pe dreapta D
1
este rigid legat de
centroida D
2
care se deplaseaz cu viteza v
d
dup o direcie fix dar n acelai
timp centroida C se rotete cu viteza unghiular astfel nct v
d
= r.
Datorit micrii dreptei generatoare tt simultan cu dreapta D
2
metoda
de generare se numete generarea cu dreapta mobil.
Unghiul fcut de dreptele D
1
i D
2
se numete unghi de angrenare.
Dac de dreapta D
2
se leag rigid mai multe drepte paralele i
echidistante cu tangenta tt, aceast dreapt devine dreapt de divizare i
centroid a conturului generator, rostogolindu-se pe un cerc mai mare dect
cel de baz numit cerc de divizare de raz:
=
cos
b
r
r .
n mod obinuit unghiul se ia egal cu 20, dar mai rar poate avea
valorile 14,5, 15, 17, 22,5 i 30.
O alt posibilitate de generare este cea cu dreapt fix, cnd cercul de
divizare se rotete cu viteza unghiular n jurul centrului su O i simultan
se deplaseaz cu viteza v
d
= r. Dreapta generatoare tt este fix.
C
r
r
b
D
2
I
M
v
d
t
t
t
t
D
1
s
)
C
d
296
Pentru a obine dou ramuri de evolvent, pe dreapta i pe stnga
necesare flancurilor antiomologe ale tuturor dinilor roii, se consider dou
familii de profile generatoare rectilinii, cu sensuri opuse de nclinare, care
unite ntre ele dau conturul standardizat al cremalierei generatoare.
Pe linia de referin a cremalierei grosimea dintelui este egal cu
grosimea golului.
Linia de referin a cremalierei generatoare poate coincide cu dreapta
D
2
cnd se obine o roat dinat zero (fig.3) sau poate fi paralel cu aceasta
(fig.4) cnd se obine o roat dinat deplasat. Dac linia de referin a
cremalierei se ndeprteaz de centrul cercului de divizare deplasarea de profil
este pozitiv iar dac se apropie, deplasarea de profil este negativ.
Fig. 4
Fig. 5
D
2
(D
2
)
C
C
1
t
t
v
d
r r
r
b
r
b
O
1
O
p=m
linie de referin
linie de divizare
=20 =20
2
c
c
c
h
h
f
h
a
h
a
mx
m/2 m/2
297
Dou roi dinate generate cu aceeai cremalier se pot mperechea
formnd un angrenaj a) zero, b) zero deplasat sau c) deplasat dup cum ambele
roi s-au generat a) fr deplasri de profil, b) cu deplasare pozitiv, respectiv
negativ, egale n valoare absolut, sau c) cu deplasri de profil ce nu se
ncadreaz n nici unul din cele dou cazuri de mai sus.
31.3. Descrierea aparaturii
Dispozitivul de trasare a profilului evolventic al dintelui (fig.6) este
format din stativul 1, pe care se monteaz discul 2, care se poate roti n jurul
bolului 3, fixat de stativ.
Fig. 6
La partea inferioar a discului exist dou caneluri circulare, pe care
sunt nfurate dou benzi flexibile de oel 4.
F
0
0
v
0
0
m
x
m
x
D
2
C
d
C
D
15
14
13
12
10
11
1
2
3
4
5
6
7
8
9
298
Acestea materializeaz dreapta D
2
iar canelurile materializeaz cercul
de divizare C
d
. Diametrul exterior al discului este mai mare dect diametrul de
cap al roii de prelucrat.
Cremaliera 5 este fixat prin uruburile 6 de sania 7 care este ghidat
pe stativ prin dou role metalice 8 i una de cauciuc 9.
Rostogolirea fr alunecare a discului 2 pe sania 7 este asigurat de
cele dou benzi metalice legate la un capt de sanie iar la cellalt capt de
disc, prin intermediul unui sistem de pretensionare realizat cu arcul elicoidal
10 urubul 11 i piulia 12.
Benzile sunt nfurate pe canelurile discului 2 n sensuri opuse
permind deplasarea saniei n ambele sensuri.
Translatnd cremaliera mpreun cu sania, o ramur a benzii se
nfoar pe cercul de divizare, iar alta se desfoar realizndu-se astfel o
rostogolire pur.
Translaia cremalierei mpreun cu sania se realizeaz prin intermediul
unui mecanism cu clichet ce acioneaz asupra rolei de cauciuc 13, care prin
friciune antreneaz sania 7.
Prghia 14 a clichetului se apas manual n sensul sgeii, iar revenirea
sa face prin arc.
Pentru schimbarea sensului de deplasare, se trage uor de aiba striat
15 legat de axa clichetului i se rotete cu 180.
La o singur apsare a prghiei, cremaliera se va translata cu 4-5 mm.
Dac se urmrete o translaie rapid, se elibereaz clichetul rotind
aiba 15 doar cu 90.
Cremaliera 5 poate avea diferite poziii pe sania 7, adic poate fi mai
apropiat sau mai ndeprtat de axa de rotaie a discului.
Apropiind sau ndeprtnd cremaliera de centrul roii de prelucrat, pe
cercul de divizare al discului se va rostogoli o alt linie a cremalierei dect
linia de referin, numit linie de divizare.
Distana ntre aceast linie de divizare i linia de referin este chiar
deplasarea de profil mx, care se regleaz cu ajutorul celor dou gradaii.
Profilele evolventelor nfurate de cremalier se traseaz pe un carton
care se fixeaz de discul 2 prin intermediul a trei tifturi.
Pentru efectuarea lucrrii laboratorul este utilat cu dispozitive, cu
ajutorul crora se pot realiza roi cu modul 16 i cu numerele de dini cuprinse
n tabelul 1.
Tabelul 1 mai cuprinde i diametrele D ale discurilor corespunztoare
celor 6 numere de dini.
299
Tabelul 1
Nr. crt z D [mm]
1 7 192
2 8 208
3 9 224
4 10 240
5 14 304
6 17 352
31.4. Desfurarea lucrrii
Lucrarea se va desfura dup urmtoarele etape:
se vor repartiza cte doi studeni pe dispozitivele existente n
laborator;
se efectueaz calculele elementelor geometrice ale roilor dinate
date n tabelul 2, cu o precizie de cel puin patru zecimale.
Deplasrile de profil se adopt dup criteriul evitrii interferenei
iar n cazul z=7, se adopt relaia aproximativ prin care
interferena nu este complet evitat, n schimb se evit ascuirea
dinilor;
n continuare cu ajutorul unui carton duplex, de diametru D, fiecare
din cei doi studeni va genera, controla i decupa individual,
profilul roii calculate dup cum urmeaz:
pe discul din carton se vor trasa cercurile de cap, de picior, de
divizare i de rostogolire;
n continuare discul de carton se fixeaz n cele trei tifturi pe
discul 2 al dispozitivului, astfel ca centrele lor s se suprapun;
se regleaz n continuare poziia cremalierei astfel nct linia sa de
referin s fie situat la distana mx de cercul de divizare,
realizndu-se astfel deplasarea de profil calculat, poziia corect
fiind realizat atunci cnd dreapta de cap a cremalierei este
tangent la cercul de picior al roii;
se trage butonul 15, cremaliera 5 se elibereaz de mecanismul cu
clichet i se aduce n poziia extrem din dreapta. n aceast poziie
vrful unui creion se conduce pe conturul cremalierei astfel ca pe
carton s se reproduc ct mai exact muchiile cremalierei;
se apas prghia 14, cremaliera se translateaz spre stnga cu 4-5
mm dup care se traseaz din nou conturul cremalierei pe carton cu
ajutorul creionului;
300
se repet aceste operaii pn cnd cremaliera ocup poziia
extrem din stnga, obinndu-se astfel profilele a doi sau trei dini;
se realizeaz nfurarea prin rostogolire i pentru poziia zero a
cremalierei (linia de referin a cremalierei tangent la cercul de
divizare);
se msoar arcul de divizare s i de cap s
a
al dintelui obinut prin
nfurare i se compar cu valoarea calculat;
se compar profilele nfurate i efectele deplasrilor de profil;
rezultatele obinute se trec n tabelul 2.
Tabelul 2
Date iniiale: - modulul cremalierei generatoare m = 16 mm
- unghiul de presiune de referin = 20
- coeficientul de nlime a capului de referin
*
a
h = 1
- coeficientul jocului de referina la cap c
*
= 0,25
- numrul de dini z =
Nr.
crt.
Elementul geometric Relaia de calcul Rezultat
1 Pasul de divizare p = m
2 Pasul de baz p
b
= pcos
3 Raza de divizare r = mz/2
4 Raza de baz r
b
= rcos
5 Coeficientul deplasrii de
profil
17
z c
x
= , c=17, dac z > 7
c=14, dac z = 7
6 Raza de picior
r
f
= r - m( x c h
a
+
* *
)
7 Raza de cap de referin (cu
dini nescurtai)
r
a
= r + m( )
*
x h
a
+
8 Unghiul de presiune la capul
dintelui
a
= arccos(
a
r
r
cos)
9 Arcul de divizare al dintelui:
s = ( +
tan 2
2
x )m
10 Arcul de cap al dintelui:
s
a
= 2r
a
(
r
s
2
+invinv
a
)
TRIBOLOGIE
32. DETERMINAREA FORELOR DE FRECARE I A
COEFICIENILOR DE FRECARE N CAZUL FRECRII
USCATE
32.1. Scopul lucrrii
Lucrarea are ca scop determinarea pe cale experimental a forelor de
frecare i a coeficienilor de frecare pentru diferite cuple de frecare, n cazul
frecrii uscate. Msurtorile efectuate corespund frecrii de alunecare.
32.2. Consideraii teoretice
Frecarea uscat presupune absena lubrifiantului ntre suprafeele de
contact aflate n micare relativ. La nivel microgeometric frecarea uscat se
realizeaz prin contactul direct dintre neregularitile suprafeelor, avnd ca
rezultat obinerea unor valori mai mari ale coeficienilor de frecare i un grad
ridicat de uzur a cuplei de frecare.
32.2.1. Teorii ale frecrii uscate
1. Teoria mecanic (Amontons)
n cazul acestei teorii, forei de frecare i corespunde energia necesar
pentru a depi (escalada) microasperitile celor dou suprafee aflate n
micare relativ.
2. Teoria adeziunii moleculare (Dezaguillet, Ewing, Tomlinson,
Dereaghin)
Aceast teorie arat c fenomenul de frecare este un rezultat al
nvingerii forelor de interaciune moleculare (forelor de aderen) dintre
vrfurile asperitilor suprafeelor aflate n micare relativ, forele de aderen
fiind datorate energiei libere de suprafa care particip la formarea
jonciunilor de la interfa.
3. Teoria molecularmecanic (Coulomb)
Conform acestei teorii se consider c frecarea apare att ca rezultat al
nvingerii forelor de aderen dintre suprafee ct i ca rezultat al nvingerii
forei necesare escaladrii rugozitilor.
304
4. Teoria punilor de sudur (Bowden, Tabor)
Se consider c fora de frecare este fora necesar ruperii punilor de
sudur create ntre vrfurile asperitilor, puni datorate interaciunilor
moleculare la temperaturi locale mari.
5. Teoria deformrii
Aceast teorie consider c frecarea se datoreaz energiei consumate
pentru deformarea elastic, plastic sau elasto-plastic a neregularitilor
suprafeelor n contact.
32.2.2. Fora de frecare, coeficientul de frecare
n condiii industriale, la scurt timp dup prelucrare, datorit mediului
ambiant suprafeele cuplei se acoper cu straturi de oxizi sau cu molecule
adsorbite (H
2
O, N
2
etc.). Totodat, n condiii de exploatare sau prin
manipulare, pe suprafeele pieselor se depun straturi moleculare de lubrifiani
(de origine animal sau vegetal) existnd astfel condiiile pentru realizarea
unui alt tip de frecare i anume frecarea limit (boundary friction), avnd ca
rezultat obinerea unor valori mai reduse ale forelor de frecare precum i ale
coeficienilor de frecare.
innd seama de cele artate mai sus, se va admite o frecare uscat
tehnic i nu o frecare teoretic (sau pur) care se poate obine numai n
condiii speciale de laborator.
Pe baza unor cercetri experimentale ntreprinse asupra frecrii uscate,
Amontons (1699) a formulat urmtoarele legi ale frecrii uscate:
1. Fora de frecare este direct proporional cu sarcina normal de
contact.
2. Fora de frecare este independent de aria aparent de contact.
Ulterior, Coulomb (1785) a formulat cea de a treia lege, dar avnd o
arie de aplicabilitate mai restrns:
3. Fora de frecare este independent de viteza de alunecare.
n conformitate cu teoriile de mai sus, literatura de specialitate prezint
diferite relaii ntre forele de frecare i coeficienii de frecare.
Astfel, dup vechiul concept al forei de frecare, relaia dintre fora de
frecare la alunecare i sarcina de ncrcare normal este dat de legea
AmontonsCoulomb:
n a f
F F = (1)
unde:
f
F fora de frecare [N];
n
F sarcina normal care ncarc cupla de frecare [N];
305
a
coeficient de proporionalitate sau coeficient de frecare la
alunecare;
Se deosebesc dou tipuri de coeficieni de frecare i anume:
as
coeficient de frecare static;
ak
coeficient de frecare cinetic.
innd seama de cele dou tipuri ale coeficienilor de frecare, relaia
(1) poate fi scris sub formele:
fora de frecare static:
n as fs
F F = (2)
fora de frecare cinetic:
n ak fk
F F = (3)
Pe baza teoriei punilor de sudur (Bowden, Tabor), coeficientul de
frecare de aderen se consider ca fiind efectul combinat al tensiunilor
normale i tangeniale n cazul frecrii de natur molecular (adeziv sau
coeziv). Aceast frecare poate fi apreciat prin energia disipat sau lucrul
mecanic efectuat la formarea i ruperea legturilor formate la punctele de
contact dintre cele dou suprafee aflate n micare relativ. Astfel:
n cazul suprafeelor rugoase din metale (aliaje) elasto-plastice, aria
real
r
A datorat forei normale
n
F se formeaz la tranziia de la
regimul de deformare elastic la cel plastic:
=
r n
A F (4)
unde:
r
A aria real de contact [mm
2
];
n
F fora normal de apsare [N];
tensiunea de curgere a materialului mai moale [MPa].
suprafaa real
r
A , a corpului mai moale ader la suprafaa
conjugat formnd microjonciuni, fora de frecare fiind fora
necesar ruperii acestora n timpul procesului de alunecare. Astfel:
=
r f
A F (5)
Din relaiile (1), (4), (5) rezult:
= (6)
306
unde:
tensiunea de forfecare a stratului aderent (la limit fiind
tensiunea de forfecare a stratului mai moale [MPa].
Coeficientul de frecare molecular
mol
are expresia:
+
=
0
mol
(7)
unde:
0
tensiunea tangenial de forfecare [MPa];
piezocoeficientul componentei moleculare a frecrii.
n tabelul 1 sunt redate valorile
0
i pentru cteva materiale.
Tabelul 1
Material
0
, MPa
Material
0
, MPa
Vanadiu 18 0,250 Argint 6,50 0,090
Crom 50 0,240 Aluminiu 3,00 0,043
Beriliu 4,5 0,250 Zinc 8,00 0,020
Platin 95 0,100 Cositor 1,25 0,012
Alam 10 0,110 Plumb 0,90 0,014
32.3. Aparatura utilizat
32.3.1. Construcia i funcionarea tribometrului
Pentru msurarea forei de frecare precum i a coeficienilor de frecare
se utilizeaz n principal metoda cu traductor tensometric rezistiv. Aceasta se
bazeaz pe faptul c fora de frecare produce deplasarea sau tendina de
deplasare a uneia din piesele cuplei de frecare, avnd ca rezultat deformarea
unei lamele elastice pe care se afl montat un traductor tensometric de o
anumit rezisten electric (R
), producndu-se o variaie R a rezistenei
electrice care poate fi msurat.
Tribometrul (fig.1) este alctuit din urmtoarele elemente principale:
un cadru metalic 14 pe care se afl montat dispozitivul de ncercare
i motorul electric de antrenare 1 al acestuia;
cupla de frecare constituit din dou elemente: un disc 2 montat pe
discul principal 11 care execut micarea de rotaie i epruvetele 3
de form cilindric, n numr de 3, montate n 3 dispozitive de
fixare.
307
Fig. 1
1 motor electric de antrenare, 2 disc, 3 epruvet cilindric,
4 corp (disc fix), 5 greuti, 6 pies de centrare, 7 tift cilindric,
8 tensometru electronic, 9 arc lamelar, 10 traductor tensometric rezistiv,
11 disc rotitor, 12 arbore, 13 lagre, 14 cadru metalic vertical
Discul principal 11 pe care se monteaz discul 2 este fixat rigid de
arborele principal 12 care la rndul lui este montat pe dou lagre cu rulmeni
radial-axiali 13. Arborele principal 12 primete micarea de rotaie de la un
motor electric de antrenare 1 prin intermediul unei transmisii prin curele
trapezoidale.
Turaia arborelui principal 12, respectiv a discului 2 este n = 350
rot/min.
Corpul 4 se sprijin pe discul 2 prin intermediul celor trei epruvete
cilindrice 3 i este oprit n tendina lui de rotire de ctre arcul lamelar 9 prin
intermediul tiftului 7, presat n discul 4.
10
1
14
11
2
9
7 8
6
3
4
5
13
12
308
ncrcarea cu sarcin normal a cuplei de frecare se face atand
greuti 5 de diferite valori pe corpul 4 (vezi fig.1 i fig.4).
32.3.2. Msurarea forelor de frecare
Aa cum s-a artat anterior, pentru msurarea forelor de frecare se
utilizeaz traductori tensometrici rezistivi.
Fig. 2
1 urub, 2 aib, 3 buc de fixare, 4 urub de fixare, 5 epruvet cilindric
Dup cum rezult din figura 1, datorit forei de frecare ce apare ntre
elementele 2 i 3 ale cuplei de frecare, corpul 4 are tendina de a se roti, ns
este oprit de arcul lamelar 9 pe care sunt fixate dou traductoare tensometrice
rezistive 10. Pentru msurarea deformaiei arcului lamelar, traductoarele sunt
legate la un tensometru electronic 8.
Din figura 2 rezult c momentul total al forelor de frecare este dat de
relaia:
( )
2 2
3 2 1
D
F
D
F F F T
f f f f tf
= + + = (8)
unde:
tf
T momentul total de frecare [Nmm];
3 , 2 , 1 f
F forele de frecare date de cele 3 epruvete cilindrice 3 n
contact cu discul 2 [N];
D diametrul cercului pe care se afl epruvetele 3 [mm].
Din relaia (8) rezult:
A
F
s
R
s
F
f1
F
f2
F
f3
D
A
1 2
4 5
3
AA
309
nr. div.
0
F
s
= k nr. div.
F
s
[N]
Fig. 3
R
T
D
T
F
tf tf
f
=
=
2
(9)
Valoarea forei de frecare F
s
se stabilete din caracteristica arcului
lamelar n funcie de numrul de
diviziuni citite la tensometrul
electronic (fig.3), unde k este o
constant de proporionalitate
obinut prin etalonarea timbrului
tensometric.
Avnd n vedere c D poate
fi modificat prin deplasarea radial a
epruvetelor 3 n cazul general fora
de frecare se poate determina cu
relaia (10).
R
R F
F
s s
f
= (10)
unde:
s
F reaciunea arcului lamelar asupra tiftului cilindric [N];
s
R distana fix de la centrul tiftului 7 la centrul discului 4;
s
R
= 50 mm.
32.4. Desfurarea lucrrii
Se parcurg urmtoarele etape:
se monteaz primele trei epruvete cilindrice 3 n dispozitivele de
fixare;
se cupleaz la reea tensometrul electronic i se apas pe butonul de
pornire poziia STATIC;
se face verificarea reglrii tensometrului electronic. Se verific
sensibilitatea traductorului tensometric prin apsarea captului
arcului lamelar 9. La cea mai uoar apsare a acestuia, trebuie s
apar devieri ale acului indicator al tensometrului electronic;
se degreseaz cu o crp curat impregnat cu diluant suprafeele
celor dou elemente ale cuplei de frecare ce urmeaz s vin n
contact;
310
se monteaz corpul 4 pe discul mobil 11; acestea se rotesc
mpreun pn cnd tiftul 7 ajunge n contact cu arcul lamelar 9;
se cupleaz la reea motorul electric de antrenare a tribometrului;
se ncarc cupla de frecare cu sarcinile normale ( )
5 1
...
n n
F F , (fig.4);
Fig. 4
se regleaz la zero tensometrul electronic;
se pornete instalaia i se fac msurtorile pentru cupla de frecare
numrul 1 cu cele cinci sarcini normale. Durata unei ncercri nu
trebuie s depeasc 4 10 secunde;
dup aplicarea fiecrei sarcini, pentru aceeai cupl de frecare, se
modific valorile diametrului D i se noteaz n tabelul 2;
rezultatele msurtorilor se trec n tabelul 2;
se schimb tiftul obinndu-se astfel o alt cupl de frecare i se
reiau msurtorile conform punctelor de mai sus;
dup ncercarea fiecrei cuple de frecare, discul 2 i epruvetele
cilindrice 3 se lefuiesc cu hrtie abraziv, se cur de impuriti i
se degreseaz.
32.5. Prelucrarea datelor
se aleg elementele cuplei de frecare, raza R i sarcina
n
F ;
se citete numrul de diviziuni la tensometrul electronic;
se determin
s
F din diagrama prezentat n figura 3;
se calculeaz fora de frecare
f
F ;
se calculeaz coeficienii de frecare ; 5 1 , = i
i
se calculeaz coeficientul de frecare mediu cu relaia:
F
n1
= G
1
+G
3
= 10+2,8 = 12,8 N
F
n2
= F
n1
+G
2
= 12,8+3,2 = 16 N
F
n3
= F
n2
+G
4
= 16+2,2 = 18,2 N
F
n4
= F
n3
+G
5
= 18,2+1,45 = 19,65 N
F
n5
= F
n4
+G
6
= 19,65+0,8 = 20,45
G
1
G
6
G
5
G
4
G
2
G
3
311
5
5 4 3 2 1
+ + + +
=
m
(11)
valorile medii obinute se compar cu valorile coeficienilor de
frecare redai n literatura de specialitate, prezentate n tabelul 3;
cu valorile din tabelul 2 se traseaz diagramele ( )
n iak
F f = i
( )
n f
F f F = .
Tabelul 2
Nr.
crt.
Cupla de
frecare
R
[mm]
F
n
[N]
Nr.
div.
F
s
[N]
F
f
[N]
m
Obs.
1
2
3
Tabelul 3
ak
Tipul frecrii
Cuplul de
materiale
Uscat Limit, Mixt
Observaii
Alam-oel 0,60-0,80 0,10-0,26 Funcie de compoziia chimic;
Oel-oel 0,35-0,40
0,10-0,15
Funcie de HB i starea suprafeei
Font-font 0,13-0,18 0,10-0,15 Funcie de compoziia chimic;
Font-oel 0,18-0,20
0,10-0,15
Valorile
pot fi mai mari;
Oel-Cu cu strat
de Sn
0,15-0,18 0,08-0,10
Se poate reduce la straturi mai
subiri;
Oel-bronz fosf. 0,67-0,74 0,09-0,19 Funcie de compoziia chimic;
Oel-aliaj de Al 0,79-0,82
0,09-0,12 Valorile
pot fi mai mari;
Al-oel 0,70-0,90
0,098 Valorile
pot fi mai mari;
Cu-oel 0,30-0,40
0,093 Valorile
pot fi mai mari;
33. DETERMINAREA FORELOR DE FRECARE I A
COEFICIENILOR DE FRECARE N FUNCIE DE VITEZA
DE ALUNECARE PENTRU DIFERITE CUPLURI DE
MATERIALE, N CAZUL FRECRII USCATE
33.1. Scopul lucrrii
Scopul lucrrii este determinarea pe cale experimental a modului de
variaie a forelor de frecare i a coeficienilor de frecare n funcie de viteza
relativ de alunecare, pentru diferite cupluri de materiale.
Importana cunoaterii acestui mod de variaie se regsete n cazul
funcionrii cuplelor de frecare reale (frne, ambreiaje etc.).
33.2. Consideraii teoretice
Una din legile frecrii uscate enunate de ctre Coulomb arat faptul c
fora de frecare este invariabil cu viteza de alunecare. Cercetrile ulterioare
au dovedit ns c fora de frecare i, implicit, coeficientul de frecare variaz
n anumite limite n funcie de viteza de alunecare.
n cazul frecrii uscate, variaia forei de frecare i a coeficientului de
frecare n funcie de viteza de alunecare nu a putut fi cuprins ntr-o relaie
matematic, datorit complexitii fenomenului.
Astfel, pentru diferitele cupluri de materiale este necesar determinarea
pe cale experimental a modului de variaie a forelor si a coeficienilor de
frecare.
33.3. Desfurarea lucrrii
Aparatura utilizat este aceeai cu cea folosit n lucrarea nr.32.
Msurarea forei de frecare, respectiv determinarea coeficienilor de
frecare, se vor face n conformitate cu relaiile de calcul i cu diagramele
prezentate n lucrarea anterioar.
Se parcurg urmtoarele etape (standul de la lucrarea nr.32, figura 1):
se monteaz epruvetele cilindrice 3 n dispozitivele de fixare;
313
se cupleaz la reea tensometrul electronic i se apas pe butonul de
pornire poziia STATIC;
se verific funcionarea corect a tensometrului electronic;
se lefuiesc cu hrtie abraziv suprafeele celor dou elemente care
urmeaz s vin n contact, apoi se degreseaz cu o lavet
impregnat cu diluant;
se monteaz corpul 4 peste discul mobil 11 i se aduce n contact
tiftul 7 cu arcul lamelar 9;
se cupleaz la reea motorul electric de antrenare a tribometrului 1;
se ncarc cupla de frecare (pentru toate ncercrile) cu sarcina:
N 8 , 12 . const
1
= = =
n n
F F (1)
se face punerea la zero a tensometrului electronic;
se pornete instalaia i se fac msurtorile pentru cupla de frecare
nr. 1, pstrnd sarcina normal constant i dnd diferite valori
razei R (notate n tabelul 1) prin deplasarea radial a
dispozitivelor de fixare a epruvetelor 3;
se citete numrul de diviziuni pe scala tensometrului;
dup fiecare ncercare (respectiv pentru fiecare valoare R),
epruvetele 3 se lefuiesc cu hrtie abraziv, se degreseaz i se
terg cu o lavet curat;
rezultatele msurtorilor se trec n tabelul 1 i se traseaz pe hrtie
milimetric graficele din figura 1;
se schimb materialele elementelor cuplei de frecare i se reiau
msurtorile, respectnd succesiunea etapelor de mai sus.
33.4. Prelucrarea datelor
se consider sarcina normal N 8 , 12 =
n
F i valorile R = 40; 45;
50; 55; 60 mm;
se calculeaz viteza periferic de alunecare v [m/s] cu relaia:
1000 60
=
n D
v (2)
unde:
D diametrul cercului pe care sunt aezate epruvetele cilindrice,
R D = 2 [mm];
n turaia discului 2 (n = 350 rot/min).
se citete numrul de diviziuni la tensometrul electronic;
314
se determin
s
F din figura 3, lucrarea nr.32;
se calculeaz fora de frecare F
f
cu relaia:
R
R F
F
s s
f
= (3)
considernd c R
s
= 45 mm;
se calculeaz coeficientul de frecare cu relaia:
n
f
ak
F
F
= (4)
rezultatele obinute se trec n tabelul 1 i se traseaz diagramele:
( ) ( ) v f F v f
f ak
= = ; .
Tabelul 1
Nr.
crt.
Cupla de
frecare
R
[mm]
F
n
[N]
nr.
div.
F
s
[N]
F
f
[N]
ak
v
[m/s]
Obs
40
45
50
55
1.
60
12,8
40
45
50
55
2.
60
12,8
40
45
50
55
3.
60
12,8
34. STUDIUL ALUNECRII CU INTERMITENE
(STICK-SLIP) N FUNCIE DE CUPLUL DE MATERIALE
I DE SARCINA NORMAL DE NCRCARE
34.1. Scopul lucrrii
Scopul lucrrii const n determinarea pe cale experimental a forelor
de frecare precum i a coeficienilor de frecare n cazul alunecrii cu
intermitene a dou elemente ale cuplei de frecare sub aciunea sarcinilor
normale pe suprafaa de contact.
34.2. Consideraii teoretice
Funcionarea cuplelor de frecare cu viteze de alunecare foarte mici
(0,18..180 mm/min.), n regim de frecare uscat sau limit, duce la apariia
unei micri cu intermitene ntre elementele cuplei. Aceast situaie poart
denumirea de stickslip.
Ea poate aprea att n cazul micrii de rotaie (ambreiaje, lagre,
procese de roluirea tablelor etc.) ct i al micrii de translaie (ghidaje,
cilindri hidraulici, filiere de trefilare, ascensoare etc.) i are o influen
nefavorabil asupra funcionrii unor cuple de frecare reale, deci implicit a
utilajului din care acestea fac parte (ghidajele mainilor unelte, ghidajele
preselor etc.).
Fenomenul de alunecare cu intermitene poate fi modelat cu ajutorul
elementelor tribometrului din figura 1. Acesta cuprinde cupla de frecare
format din elementele 3, respectiv 4 (contact pe suprafee plane) arcul
elicoidal 2 cu ajutorul cruia elementul 3 este legat de un punct fix i
amortizorul de vibraii 1.
Variaia forei de frecare n raport cu timpul este prezentat n figura 2.
Trecerea de la un tip de micare la altul depinde de viteza de antrenare precum
i de caracteristicile sistemului mecanic (mas, rigiditate, cuplul de materiale
etc.).
Se pot deduce teoretic amplitudinea liniar (sau unghiular) a micrii
sacadate (A, ) i viteza maxim de antrenare la care poate s apar micarea
sacadat (v
max
,
max
).
316
Fig. 1
1 amortizor de vibraii, 2 arc elicoidal, 3,4 elementele cuplei de frecare
Fig. 2
Considernd c micarea este de translaie iar regimul de frecare este
uscat (fr lubrifiant lichid, deci fr amortizare), amplitudinea liniar a
micrii
u
A [m] are expresia:
2
1
2
0
2
4
.
=
v
v
D
h k
F
A
m
n
u
(1)
1
2 3 4
a
F
n
v
a
x
F
n
F
f
[N]
t t
2
t
3
t
4
t
5
t
6
t
7
t
8
F
f max
F
f min
t
0
t
1
1 3 5 7
2 4 8 6
t
0
-t
1
,t
2
-t
3
,t
4
-t
5
,t
6
-t
7
perioada de STICK:
as
t
1
-t
2
,t
3
-t
4
,t
5
-t
6
,t
7
-t
8
perioada de SLIP:
ak
317
unde:
F
n
sarcina normal [N];
k rigiditatea sistemului n direcia vitezei de antrenare [N/m];
h
m
adncimea de interaciune mecanic a rugozitilor celor dou
suprafee ca urmare a aciunii sarcinii F
n
[m];
D parametrul de difuzie (pentru cuple din aliaje Fe-C,
D510
-13
m
2
/s);
0
pulsaia proprie a sistemului n direcia de antrenare [rad/s];
v viteza de antrenare [m/s].
Viteza optim de antrenare v
0
[m/s] (viteza la care amplitudinea
micrii este minim) este:
0 0
= D
h k
F
v
m
n
(2)
n cazul micrii de rotaie (n condiiile frecrii uscate tehnice),
amplitudinea unghiular a micrii
u
[rad] este:
2
1
2
0
2 4
=
t
a
a m t
u
D
h k
T
(3)
unde:
T momentul de torsiune transmis [Nm];
k
t
rigiditatea torsional a sistemului [Nm/rad];
a
viteza unghiular de antrenare [rad/s];
0t
pulsaia proprie a sistemului n sensul de rotire [rad/s]:
I
k
t
t
=
0
(4)
n care:
I momentul masic de inerie al sistemului antrenat [kg m
2
].
Viteza unghiular optim de antrenare (la care amplitudinea micrii
este minim) este:
t
m t
pa
D
h k
T
0 0
= (5)
Conform figurii 1, epruveta 4 este acionat de un sistem mecanic
exterior, cu o vitez de alunecare constant, v
a
. Iniial elementele 3 i 4 se
mic mpreun, lipite. n acest timp fora de frecare variaz de la 0 la
max f
F .
318
Pentru aceast perioad de timp (t
0
t
1
, conform figurii 2, perioada de
stick) fora de frecare static poate fi determinat cu relaia:
n as fs
F F = (6)
unde:
F
fs
fora de frecare static [N];
as
coeficient de frecare static;
F
n
sarcina normal [N].
n momentul cnd fora elastic din arc ( x k F
e
= , unde k este
constanta arcului [N/mm], iar x este sgeata arcului [mm]) depete fora de
frecare static (
fs e
F F > ) apare dezlipirea i alunecarea relativ dintre
elementele cuplei de frecare 3, respectiv 4, cu viteza relativ v
s1
(perioada de
slip, aferent curbei 12 din figura 2).
Viteza relativ de deplasare v
s1
este mult mai mare dect viteza de
alunecare v
a
, (v
s1
>>v
a
).
n timpul alunecrii relative dintre elementele cuplei de frecare cu
viteza v
s1
, se manifest fora de frecare cinetic:
n ak fk
F F = (7)
unde:
fk
F fora de frecare cinetic [N];
ak
coeficient de frecare cinetic;
n
F sarcina normal [N].
Practic, coeficientul de frecare
ak
se va determina cu relaia:
n
f f
ak
F
F F
+
=
2
min max
(8)
Variaia forelor de frecare n funcie de timp, n cadrul fenomenului de
alunecare cu intermitene este prezentat n figura 2.
34.3. Construcia i funcionarea tribometrului
Tribometrul pentru studiul alunecrii cu intermitene este prezentat n
figura 3.
Cupla de frecare este format din elementul 1 de form cilindric i
elementul 2 de form prismatic. Piesa 3 n care se fixeaz elementul 2 al
cuplei are forma unui crucior, se deplaseaz pe dou ghidaje 4 i este
319
antrenat n micare de translaie de ctre un fir de oel 5 trecut peste dou role
de ghidare cu rulmeni 6 i 12. Firul din oel 5 este legat de captul tijei 7 a
unui piston 9 care se deplaseaz n interiorul cilindrului hidraulic 8.
Fig. 3
1 epruvet cilindric, 2 epruvet prismatic, 3 crucior, 4 ghidaje, 5 fir
din oel ( 0,3 mm), 6 , 12 role de sprijin, 7 tij piston, 8 cilindru hidraulic,
9 piston, 10 taler i greuti pentru deplasarea cruciorului, 11 taler i
greuti pentru echilibrare, 13 arc lamelar, 14 bra suport, 15 traductoare
tensometrice rezistive, 16 comparator cu cadran, 17 bra oscilant,
18 greuti pentru ncrcarea cuplei de frecare.
Prin montarea greutilor 10 se produce deplasarea spre dreapta a
cruciorului. Pistonul se va deplasa n jos oblignd lichidul hidraulic s treac
15
13
11
12
2 1 4 3
6
5
8
7
10
9
16 17 18
14
320
0
F
f
[N]
F
f
= 0,0357 f
f este numrul de diviziuni citite
la ceasul comparator
20 40 60 80 100 120
5
1
2
3
4
f x 0,01 [mm]
Fig. 4
printr-o fant a pistonului n partea de deasupra pistonului 9. n acest mod se
obine o vitez mic de deplasare a cruciorului.
Pentru meninerea firului
din oel 5 ntins, n partea stng
a cruciorului 3 este ataat un
taler pe care se aeaz greutile
11.
Fora de frecare se
determin din diagrama de
etalonare a arcului lamelar
(fig.4) n funcie de mrimea
sgeii arcului lamelar 13 citit
cu ajutorul comparatorului cu
cadran 16.
Sarcinile normale care
acioneaz asupra cuplei sunt
realizate prin montarea
diferitelor greuti 18 pe braul
suport 17.
34.4. Desfurarea lucrrii
Se parcurg urmtoare etape:
se aduce cruciorul 3 n poziie de lucru (cu pistonul n partea
superioar a cilindrului). Pentru aceasta, se monteaz 3 greuti 11
n valoare total de 65 N pe talerul din stnga;
rigla gradat pentru msurarea spaiului parcurs de crucior se
aduce cu reperul zero n dreptul reperului de msurare a
cruciorului;
se monteaz elementele cuplei de frecare. Epruveta prismatic se
fixeaz prin intermediul a dou cleme, iar epruveta cilindric se
monteaz n locaul din braul oscilant 17;
se unge cu un strat subire de lubrifiant (ulei) epruveta prismatic;
se monteaz greutile G = 65 N de pe talerul 11 pe talerul 10 iar
pe talerul 11 se monteaz o greutate de 10 N;
se efectueaz o curs cu cruciorul pe spaiul s = 100 mm. Aceasta
se consider c este o curs de rodaj i nu se fac msurtori;
se readuce cruciorul n dreptul reperului zero de pe rigl prin
mutarea greutilor 10 pe talerul 11;
321
se monteaz comparatorul cu cadran 16 n braul suport 14 i se
regleaz la poziia zero (punnd ntre cele dou elemente ale
cuplei de frecare o bil sau o rol cilindric pentru ca forele de
frecare s fie minime);
se ncarc cupla de frecare prin montarea greutilor 18
corespunztoare sarcinii normale;
se repet operaiile de la etapa a 5-a pentru punerea n micare a
cruciorului;
simultan cu punerea n micare a cruciorului, se pornete
cronometrul i se msoar timpul n care cruciorul se deplaseaz
pe o distan de 50 mm;
n perioada ct cruciorul 3 este n micare, se urmresc indicaiile
comparatorului cu cadran (valorile minime i maxime). n funcie
de aceste valori se vor determina (din figura 4) valorile forelor de
frecare (minim i maxim);
se efectueaz cte dou msurtori pentru fiecare valoare a sarcinii
normale ( =
1 n
F 20 N, =
2 n
F 40 N);
se repet msurtorile pentru diferite materiale ale epruvetei 1:
CuSn14, Fc200, OLC45 etc. Epruveta prismatic 2 este
confecionat din OLC45.
34.5. Prelucrarea datelor
se noteaz timpul t (n secunde) n care cruciorul parcurge distana
= s 50 mm;
se calculeaz viteza de deplasare a cruciorului
a
v cu relaia:
t
s
v
a
= (9)
se noteaz valorile maxime i minime nregistrate de comparatorul
cu cadran i se trec n tabelul 1;
funcie de numrul de diviziuni citite la comparatorul cu cadran, se
determin din figura 4 fora maxim de frecare (
max f
F ) i cea
minim (
min f
F );
cu datele din tabelul 1 se calculeaz coeficienii de frecare:
- static, cu relaia
n
f
as
F
F
max
= (10)
322
- cinetic, cu relaia
n
f f
ak
F
F F
+
=
2
min max
(11)
Tabelul 1
Nr. diviz. F
f
[N]
Cupla de
frecare
F
n1,2
[N]
max min F
fmax
F
fmin
as
ak
as
/
ak
v
a
[mm/
min]
s
[mm]
t
[s]
20 50
20 50
media 50
40 50
40 50
media 50
20 50
20 50
media
50
40 50
40 50
media 50
35. STUDIUL ALUNECRII CU INTERMITENE
(STICK-SLIP) N FUNCIE DE LUBRIFIANT I DE
RUGOZITATEA SUPRAFEELOR DE ALUNECARE
35.1. Scopul lucrrii
Scopul lucrrii este studiul fenomenului de alunecare cu intermitene
(amplitudinea fenomenului, forele de frecare i coeficienii de frecare) n
funcie de tipul lubrifiantului, orientarea asperitilor i rugozitatea
suprafeelor.
35.2. Consideraii teoretice
Att din punct de vedere teoretic, ct i experimental s-a demonstrat c
scderea vscozitii lubrifiantului duce la creterea amplitudinii fenomenului
stick-slip, precum i la creterea forelor de frecare, respectiv a coeficienilor
de frecare. De asemenea, creterea rugozitii suprafeelor i modul de
orientare a asperitilor duc la modificarea forelor de frecare i a amplitudinii
fenomenului stickslip.
n cazul frecrii limit i mixt, amplitudinea micrii de translaie
(A
1-m
) poate fi stabilit cu relaia:
,
2
1
1
2
1
2
0 0
2
0
2
4
2
1
2
0
1
2
0
2
0
m m
v
D
h k
F
m
h k
F D v
v
D
h k
F
e A
m
(1)
unde:
parametrul de amortizare vscoas:
m
=
2
(2)
324
coeficientul de amortizare a fluidului [Ns/m];
m masa sistemului antrenat [kg];
2 2
0
= (3)
Viteza maxim de antrenare pn la care micarea sacadat poate
aprea este dat de relaia:
2
2
3 1
1
2
max
1 1
a
a a
a
a
v
+
= (4)
n care:
( )
=
+
2 4 3
2 1
1
1
e a (5)
=
D
h k
F
a
m
2
2
(6)
2
2
0
2
4
3
=
D
h k
F
a
m
(7)
= arctg (8)
( ) [ ]
= 2 ,
2
3
/ / / arctg
2 2
D h k F v
m
(9)
n cazul micrii de rotaie, amplitudinea unghiular a micrii este:
,
2
1
1
2
1
2
0 0
2
0
2
2
4
2
0
1
2
0
2
0
m t t t
t
t
a
a m t
t
t
D
h k
T
m
h k
T D D
h k
T
e
a
t
m t t
t
(10)
unde:
t
parametrul de amortizare vscoas [rad/s]
m 2
t
t
= (11)
325
t
coeficientul de amortizare la torsiunea fluidului;
2 2
0 t t t
= (12)
Viteza unghiular maxim de antrenare pn la care poate s apar
micarea sacadat este:
2
2
3 1
1
2
max
1 1
t
t t
t
t
a
a
a a
a
a
+
= (13)
unde:
( )
=
+
t t
t
t
e a
t
t
2 4 3
2 1
1
1
(14)
t m t t
t
t
D
h k
T
a
=
2
2
(15)
2
2
0
2
4
3
t
t
m t
t
D
h k
T
a
= (16)
t
t
t
= arctg (17)
( ) [ ]
= 2 ,
2
3
/ / / arctg
2 2
t m t a t t t
D h k T (18)
Din analiza teoretic a micrii sacadate se poate aprecia durata fazei
de stick precum i a celei de slip, raportul lor dnd o indicaie asupra
intensitii de uzare n absena micrii i n prezena ei.
Se poate aprecia, pe baze experimentale, c viteza sau intensitatea de
uzare este mai mic n prezena micrii sacadate dect n absena ei.
Acest aspect poate fi explicat prin reducerea drumului de frecare
parcurs de epruveta mobil. Astfel:
pentru micarea de translaie:
v
A
t
stick
= (19)
0
2
+
=
slip
t (20)
326
pentru micarea de rotaie:
a
stick
t
= (21)
t
t
slip
t
0
2
+
= (22)
35.3. Construcia i funcionarea tribometrului
Aceste elemente au fost descrise n detaliu n lucrarea nr.34.
35.4. Desfurarea lucrrii
elementele care rmn nemodificate n timpul desfurrii lucrrii
sunt:
- cuplul de materiale;
- sarcina normal de ncrcare a cuplei;
- viteza de alunecare relativ, v
a
.
parametrii care se modific sunt:
- tipul lubrifiantului;
- rugozitatea suprafeelor cuplei de frecare.
Pentru desfurarea lucrrii se vor parcurge urmtoarele etape:
se monteaz elementele 1 i 2 ale cuplei de frecare i se aduce
cruciorul 3 n poziie de lucru, montnd pe talerul din stnga 11
trei greuti n valoare total de 65 N;
se monteaz comparatorul cu cadran n braul suport 14 i se
regleaz la poziia zero punnd ntre cele dou suprafee n
contact ale cuplei o bil sau un mic cilindru;
se unge suprafaa de frecare a epruvetei prismatice 2 cu lubrifiantul
de ncercat, ntr-un strat ct mai uniform;
se face punerea la zero a riglei cu care se msoar spaiul parcurs
prin aducerea reperului zero n dreptul reperului de pe crucior;
se transfer greutile G = 65 N de pe talerul din stnga 11 pe
talerul din dreapta 10, pe talerul din stnga atandu-se o greutate
G = 10 N pentru meninerea firului din oel 5 ntins.
se pornete cronometrul simultan cu nceperea deplasrii
cruciorului;
se execut o curs de rodaj (s
r
= 100 mm), fr s se fac
msurtori;
327
se readuce cruciorul n poziie de lucru; se regleaz rigla de
msurare pe poziia zero; se ncarc cupla de frecare prin
montarea greutilor 18 corespunztoare sarcinii normale; se
efectueaz operaiile necesare punerii n micare a cruciorului i
se pornete cronometrul simultan cu nceperea deplasrii
cruciorului; se citete la comparator sgeata minim i maxim a
arcului lamelar (numrul minim i maxim de diviziuni) nregistrate
pe spaiul s=50 mm;
se fac cte dou msurtori pentru fiecare lubrifiant ncercat;
se terge i se spal cu diluant elementele cuplei de frecare, se
nlocuiete lubrifiantul i se reiau msurtorile.
Observaie: Pentru ncercrile n funcie de rugozitate se monteaz
epruvete cu diferite rugoziti ale suprafeelor ce vin n contact i diferite
orientri ale asperitilor. Se pstreaz acelai lubrifiant i se efectueaz
msurtorile n succesiunea de mai sus.
35.5. Prelucrarea datelor
se noteaz timpul t [s] necesar parcurgerii de ctre crucior a
spaiului prevzut (s = 50 mm);
se calculeaz viteza de deplasare a cruciorului v
a
[mm/s]:
t
s
v
a
= (23)
se noteaz valorile maxime i minime indicate de comparatorul cu
cadran 16 i se trec n tabelul 1;
n funcie de numrul de diviziuni indicate de comparatorul cu
cadran, din diagrama de etalonare a arcului lamelar (fig.4 din
lucrarea nr.34, F
f
= 0,0357 nr. diviziuni), se determin valoarea
forei maxime (F
fmax
) i a celei minime de frecare (F
fmin
);
cu datele din tabelul 1 se calculeaz coeficienii de frecare:
- static, cu relaia
n
f
as
F
F
max
= (10)
- cinetic, cu relaia
n
f f
ak
F
F F
+
=
2
min max
(11)
328
datele pentru ncercrile n funcie de rugozitate, de direcia de
orientare a asperitilor, se completeaz n tabelul 2;
se comenteaz rezultatele obinute.
Tabelul 1
Nr. div. F
f
[N]
Tip
lubrifiant
max min F
fmax
F
fmin
as
ak
as
/
ak
v
a
[mm/
min]
s
[mm]
t
[s]
Tabelul 2
Nr. div. F
f
[N]
Orientarea
asperitilor
max min F
fmax
F
fmin
as
ak
as
/
ak
v
a
[mm/s]
s
[mm]
t
[s]
v
a
v
a
36. DETERMINAREA PE CALE GRAVIMETRIC
A UZURII ELEMENTELOR CUPLELOR DE
FRECARE CU CONTACT LINIAR N FUNCIE DE
CALITATEA MATERIALELOR, N REGIM DE
FRECARE MIXT
36.1. Scopul lucrrii
Scopul lucrrii l constituie determinarea pe cale gravimetric a uzurii
diferitelor cupluri de materiale ale unei cuple de frecare n condiii de ungere
mixte cu acelai lubrifiant astfel nct s poat fi stabilit alegerea corect a
cuplului de materiale din punct de vedere al uzurii materialelor.
36.2. Consideraii teoretice
Uzarea cuplelor de frecare este un fenomen complex, cu evoluie la
nivelul ariei reale de contact, deci a contactului i a deformaiilor dintre
microasperiti.
Definiie: Uzarea reprezint un proces prin care are loc pierderea
de material i modificarea strii iniiale a suprafeelor corpurilor, avnd
ca rezultat uzura.
Procesele de uzare sunt, n esen, influenate de urmtoarele grupe de
caracteristici mecanice:
ansamblul condiiilor de solicitare, compus din:
- caracteristicile solicitrii (sarcin, vitez, temperatur, durata
solicitrii);
- tipul micrii (alunecare, rostogolire, pivotare, ciocnire);
- evoluia n timp a micrii (continu, discontinu, intermitent);
structura sistemului tribologic, specificndu-se:
- componentele participante la procesul de uzare (semicuplele 1
i 2, lubrifiantul, mediul de lucru);
- proprietile elementelor componente (material, caracteristici
macro i microgeometrice ale suprafeelor de frecare).
Cteva dintre efectele uzrii, care pot fi observate, sunt:
330
vibraiile (longitudinale sau transversale);
fenomene termice (temperatura medie, temperatura instantanee);
modificri geometrice;
transformri mecanice i tribochimice (oxidri, ecruisare,
distrugerea grunilor etc.);
modificarea masei, care poate fi determinat prin cntrire,
evidenierea gradului de contaminare a lubrifiantului etc.;
evoluia n timp a forei de frecare sau a momentului de frecare
(evoluie constant, aleatoare, sacadat, oferind informaii asupra
fenomenului de uzare a suprafeelor cuplei de frecare).
36.2.1. Regimul de frecare mixt n cuplele superioare
n cazul regimului de frecare mixt valoarea grosimii filmului de
lubrifiant este comparabil cu valoarea rugozitii compuse a suprafeelor.
Parametrul filmului de lubrifiant este:
5 , 1 ... 1 =
=
h
(1)
unde:
h grosimea filmului de lubrifiant;
abaterea medie ptratic a nlimilor asperitilor.
Experimentele au evideniat faptul c fora de frecare (F
f
), momentul
de frecare(M
f
) sau coeficientul de frecare () sunt dependente de raportul
n
r
F
v
(pentru cuple superioare) sau
p
(pentru cuple inferioare) unde:
vscozitatea lubrifiantului;
v
r
viteza de rostogolire;
F
n
sarcina de contact;
viteza unghiular;
p presiunea medie de contact.
Graficul obinut n coordonate F
f
, M
f
, = f
1
(v
r
/F
n
) sau F
f
, M
f
, =
f
2
(/ p ) ofer informaii cu privire la localizarea att a regimului de frecare
mixt ct i a regimurilor adiacente acestuia (fig. 1).
n cazul cuplelor superioare, curba Stribeck poate fi explicat prin
aciunea combinat a celor dou componente ale frecrii (fluid i uscat) n
funcie de valorile parametrului . Valorile acestui parametru corespunztoare
regimului mixt determin ca raportul dintre fora de frecare corespunztoare
331
frecrii fluide (F
l
) i fora de frecare corespunztoare frecrii uscate (F
a
) s
aib valori apropiate de unitate.
Fig. 1
Din figura 1,b se observ c:
la valori sczute ale lui , dominant este frecarea uscat;
la valori mari ale lui , dominant este frecarea fluid.
Pentru = 11,5 cele dou componente au valori apropiate.
Frecarea mixt apare la viteze mici i ncrcri mari, cnd regimul
EHD nu se poate menine.
n funcie de valorile parametrului , regimurile de frecare (ungere) din
cuplele superioare se pot defini dup cum urmeaz (fig.1,a):
zona I, dac < 1 regim limit (L);
zona II, dac 1 < < 1,5 regim mixt (M);
zona III, dac 1,5 < < 3 regim elastohidrodinamic (EHD);
zona IV, dac 3 regim hidrodinamic (HD).
36.2.2. Tipuri de uzare
Principalele tipuri de uzare sunt:
1. Uzarea de adeziune
Aceasta este des ntlnit n cuplele de frecare cu micare de alunecare
i se produce prin sudarea i ruperea punilor de sudur ntre microzonele de
contact.
a
b
F
f
M
f
EHD
I
M
II
III
L
p
log
IV
HD
(limit) (mixt) (hidrodinamic)
= (F
l
+F
a
)/F
n
F
l
F
a
F
f
F
f
= F
l
+F
a
332
Pentru dou corpuri metalice contactul se realizeaz, n zone distincte,
prin intermediul asperitilor. Dac presiunea de contact depete duritatea
unuia dintre corpuri, se produc att deformri elastice ct i plastice, iar
apropierea dintre atomii fiecrui corp poate da natere unor jonciuni metalice
care la temperaturi reduse formeaz suduri reci, iar la temperaturi apropiate de
cele de topire ale materialelor formeaz suduri calde.
Forma cea mai sever a uzurii de adeziune este gripajul (scuffing) i
apare n condiii extreme de utilizare (presiune ridicat, viteze de alunecare
mari, ungere insuficient), atunci cnd ntre suprafeele de frecare se formeaz
jonciuni prin sudarea la cald a vrfurilor asperitilor, care nu mai pot fi
forfecate, avnd ca efect blocarea cuplei de frecare (conform teoriei Bowden -
Tabor).
2. Uzarea de abraziune
Reprezint un proces de deteriorare a cuplelor de frecare printr-o
microachiere realizat de ctre un alt corp (provenit dintr-o surs exterioar
sau generat de o uzare adeziv).
Rezistena la uzarea abraziv (
w
) este raportul dintre uzura liniar a
unui eantion standard i cea a eantionului studiat i crete liniar cu duritatea
suprafeei.
Forma blnd a uzrii de abraziune se numete zgriere i se manifest
prin rizuri liniare, paralele, care apar fie prin interpunerea ntre suprafeele de
frecare a unor particule mai dure, fie prin aciunea direct a asperitilor.
Forma sever a abraziunii se numete brzdare i se manifest prin
rizuri late i adnci (fiind produs de particule interpuse, mai dure, de
dimensiuni mai mari sau de contrapies).
3. Uzarea de oboseal
Uzarea de oboseal se produce n urma unor solicitri ciclice ale
suprafeelor n contact.
Acest fenomen poate aprea att n cazul contactelor directe
(metal/metal), ct i n cazul n care suprafeele sunt separate printr-un film de
lubrifiant. El poate fi explicat prin asocierea tensiunilor de contact cu existena
unor microdefecte n materialul solicitat (microfisuri provenite din procesul de
prelucrare, defecte de turnare, goluri, incluziuni etc.).
Acest tip de uzare poate fi recunoscut prin:
deformaii plastice (la materiale ductile);
fisuri, crestturi (la materiale fragile);
ciupituri, exfolieri i microexfolieri (n contacte EHD, de exemplu
la rulmeni).
Tot aici poate fi amintit uzarea de tip pitting care reprezint o form
de deteriorare prin oboseal de contact a elementelor unei cuple de frecare,
333
care au contact liniar sau punctiform, greu ncrcate i care funcioneaz n
regim de lubrifiere EHD (specific rulmenilor, angrenajelor, mecanismelor cu
came etc.).
4. Uzarea de coroziune
Uzarea de coroziune reprezint un proces de deteriorare cu pierderi de
material datorit aciunii agenilor chimici agresivi existeni n mediul de lucru
(ap, oxigen, medii chimice acide etc.).
Cteva exemple de asemenea tipuri de uzare sunt:
ruginirea, coroziune chimic datorat mediului ambiant;
electrocoroziunea sau coroziunea electrochimic, care poate fi
ntlnit n medii de lubrifiere care pot favoriza formarea de
microcelule electrolitice;
tribocoroziunea sau coroziunea tribochimic, n care factorii de
natur chimic se asociaz cu cei de natur mecanic;
coroziunea de contact (fretting), coroziune tribochimic
caracteristic contactelor puternic solicitate ale cror suprafee
execut micri relative, oscilatorii, de mic amplitudine.
Aceste tipuri de uzri pot aprea att n cazul frecrii uscate ct i n
prezena lubrifianilor.
n practic aceste patru forme de uzare pot fi ntlnite separat numai n
cazuri speciale.
Principalii indicatori ai procesului de uzare sunt:
Uzura (U)
n funcie de metoda de msurare a uzurii se disting:
- uzura liniar (U
h
), reprezint grosimea stratului uzat [mm] sau
[m];
- uzura volumetric (U
v
), reprezint volumul stratului uzat
[mm
3
];
- uzura gravimetric (U
g
), reprezint masa stratului uzat [g] sau
[mg].
Viteza de uzare (v
u
)
Viteza de uzare se definete ca fiind raportul dintre uzur i timp:
dt dU v
u
/ = (2)
n funcie de modul de exprimare a uzurii, viteza de uzare poate fi:
- liniar, (v
uh
) [mm/h] sau [m/h];
- volumetric, (v
uv
) [mm
3
/h];
- gravimetric, (v
ug
) [g/h] sau [mg/h].
Intensitatea de uzare (I
u
)
334
Reprezint raportarea uzurii la una dintre cauzele principale i anume,
frecarea (lungimea de frecare, lucrul mecanic consumat prin frecare); din acest
punct de vedere, intensitatea de uzare poate fi:
- intensitatea liniar, adimensional, de uzare:
( ) ( )
f uh f h f h f h f h uh
v v t v U t v U L U dL dU I / / / / / = = = = (3)
unde:
L
f
lungimea de frecare n cursul creia sa mrit grosimea stratului
uzat cu U
h
;
v
f
viteza de frecare, reprezentnd viteza de alunecare sau de
rostogolire dintre cele dou elemente ale cuplei de frecare.
- intensitatea volumetric de uzare:
( )
f h n f v f v uv
L U A L U dL dU I = = / / / (4)
n care A
n
este aria nominal de contact; dac configuraia geometric a cuplei
de frecare permite ca n timpul uzrii A
n
s rmn constant, atunci (4)
devine:
I
uv
= A
n
I
uh
;
- intensitatea gravimetric de uzare:
( )
f v f g f g ug
L U L U dL dU I = = / / / (5)
unde:
este densitatea materialului elementului cuplei de frecare care
se analizeaz; pentru majoritatea materialelor densitatea este
constant, deci:
I
ug
= I
uv
.
- intensitatea energetic de uzare:
( ) ( )
f f v f f v mf v ue
L F U L F d dU dL dU I = = / / / (6)
unde:
L
mf
lucrul mecanic consumat prin frecare care a condus la uzura U
v
;
F
f
fora de frecare.
n funcie de specificul geometric i cinematic al cuplei de frecare se
definesc, suplimentar, aria de frecare A
f
, coeficientul de acoperire reciproc a
suprafeelor = A
n
/A
f
i lungimea specific de frecare L
0f
.
n tabelul 1 se expliciteaz mrimile A
n
, A
f
, L
0f
i pentru cteva cazuri
particulare.
335
Datorit complexitii fenomenului de uzare n care o serie de
parametri se modific n timpul procesului de frecareuzare, relaiile teoretice
de calcul nu satisfac pe deplin.
n aceste cazuri se recurge la determinarea uzurii pe cale
experimental.
Tabel 1 Lungimea i aria de frecare
Schema cuplei de
frecare
Ciclul de
micare
Parametrii principali Aplicaii Obs.
Din O n O
1
A
n
= lL
A
f1
=(d+l)L
A
f2
= lL
L
0f1
=x pt. x[0,l]
=l pt. x[l, d]
=d+lx pt. x[d, d+l]
L
0f2
=d
1
=[l/(d+l)];
2
=1
Ghidaje,
mecanisme
cu culise,
sisteme de
copiat,
piston
cilindru.
L lung. de
contact
l lime
de contact
O rotaie a
elementului
1
A
n
=[z(R
e
2
R
i
2
)]/2
A
f1
=[z(R
e
2
R
i
2
)]/2
A
f2
=(R
e
2
R
i
2
)
L
0f1
=2r pt. R
i
r R
e
L
0f2
=zr pt. R
i
r R
e
1
=1
2
=(z)/(2)
Cuplaje,
ambreiaje,
etanri
frontale,
frne disc
z nr.
segmentelor
O rotaie a
elementului
1
A
n
=2
0
R
1
L
A
f1
=2R
1
L
A
f2
=2
0
R
2
L
L
0f1
=2
0
R
1
L
0f2
=2R
2
1
=
0
/
2
=1
Lagre cu
alunecare,
frne cu
tambur
L lung. de
cont. n
direcie
axial,
R
1
R
2
R
0
unghiul de
contact
O rotaie a
fiecrui
element
A
n
=2
1
R
1
L=2
2
R
2
L
A
f1
=2R
1
L
A
f2
=2R
2
L
L
0f1
=2
1
R
1
[1(
2
R
2
/
1
R
1
]
L
0f2
=2
2
R
2
[(
1
R
1
/
2
R
2
)1]
1
=
1
/
2
=
2
/
Came,
transmisii
cu friciune,
variatoare
1
,
2
depind de
sarcin,
material i
dimensiuni;
L lung. de
cont.
x
O
d
L
l
O
1
2R
e
2R
i
1
2
2
0
R
2 R
1
1
2
R
2
1
2
1
2
R
1
336
36.3. Construcia i funcionarea tribometrului
Schema cinematic a tribometrului pe care se determin uzura
gravimetric pentru o cupl de frecare de tip Timken (cupl de frecare cu
contact liniar, de clasa a II a, fig.3), este prezentat n figura2.
Fig. 2
1 disc, 2, 12 epruvete, 3, 10 prghii, 4 motor electric, 5, 11 prghii,
6, 8 roi de curea, 7 lagre, 9 arbore vertical, 13 vas cu ulei
a = 85 mm, b = 135 mm, c = 470 mm, d = 25 mm
Cupla de frecare este alctuit din discul 1 avnd diametrul de 62 mm,
montat pe captul de arbore conic al arborelui vertical 9 i epruvetele
cilindrice 2, respectiv 12 avnd diametrul 16 mm. Arborele vertical este
antrenat n micarea de rotaie de ctre un motor electric 4 prin intermediul
unei transmisii prin curele trapezoidale 6, 8.
Turaiile obinute la arborele vertical sunt: n
1
= 980 rot/min, n
2
= 2025
rot/min. ncrcarea cuplei cu sarcina normal se face printr-un sistem de
prghii 3, respectiv 10 prin ataarea diferitelor greuti pe talerele prghiilor 5
i 11.
5
7
4
6
F
1
1
2
3
F
n
10
11
13
9
12
F
1
8
d
c
b
a
F
n
337
Fig. 3
1 disc, 2 epruvet.
36.4. Determinarea uzurii
Determinarea uzurii se face pe cale gravimetric. Epruvetele 2 i 12 ale
cuplei de frecare sunt cntrite la o balan analitic att nainte ct i dup
ncercarea la uzare.
nainte de cntrire, epruvetele se spal n diluant i se terg cu o lavet
curat sau se usuc n curent de aer.
Uzura se determin ca diferena dintre masele epruvetelor nainte i
dup uzare.
36.5. Desfurarea lucrrii
Se parcurg urmtoarele etape:
epruvetele 2 se spal n diluant, se usuc i se cntresc la balana
analitic cu precizia de 0,1 mg;
se monteaz epruvetele 2, respectiv 12, n braele 3, respectiv 10;
se monteaz pe talerele prghiilor 5 i 11 greutile care realizeaz
sarcina F
1
= 30 N;
se fixeaz cureaua de transmisie pe treapta corespunztoare
turaiei: n
1
= 980 rot/min;
cupla de frecare se scufund ntr-un vas cu lubrifiant 13. Nivelul
lubrifiantului trebuie s depeasc cu 2 5 mm discul 1;
se monteaz paravanul de protecie mpotriva stropirii cu ulei;
se pornete instalaia simultan cu pornirea cronometrului prin care
se msoar timpul de ncercare. Timpul de ncercare se va alege n
funcie de cuplul de materiale i de lubrifiant, astfel nct s poat
fi obinut o uzur msurabil (t 40 minute);
dup efectuarea ncercrii pe durata t prestabilit se oprete
instalaia, se demonteaz epruvetele, se spal n diluant, se usuc i
se cntresc;
se modific turaia arborelui 9 la valoarea n
2
= 2025 rot/min, se
monteaz epruvetele a cror mas iniial este cunoscut i se reiau
operaiile de la etapele 6, 7 i 8.
62
1
6
1
2
338
36.6. Prelucrarea datelor
masa iniial m
0i
i cea final m
1i
a epruvetelor 2 i 12 se trec n
tabelul 2;
se determin sarcina normal total
n
F [N] care ncarc cupla de
frecare:
2 1 n n n
F F F + = (7)
unde:
1 n
F cota parte din sarcina normal total datorat greutilor
montate pe prghiile 5, respectiv 11;
=
1 n
F 10 N cota parte din sarcina normal total datorat greutilor
proprii ale prghiilor 5, respectiv 11.
( ) c a F b a d F
n
= +
1 1
(8)
b a
a
d
c
F F
n
+
=
1 1
(9)
unde: a=85 mm; b=135 mm; c=470 mm; d=25 mm.
se calculeaz viteza periferic v [m/s] cu relaia:
1000 60
=
n D
v (10)
se calculeaz diferena (m
0i
m
1i
) care reprezint masa materialului
pierdut prin uzare;
se completeaz tabelul 2 cu datele obinute;
se discut rezultatele obinute.
Tabelul 2
Cupla de
frecare
m
0i
[g]
m
1i
[g]
m
0i
m
1i
[g]
t
[min]
Lubrif.
n
[rot/min]
v
[m/s]
37. DETERMINAREA PE CALE GRAVIMETRIC
A UZURII ELEMENTELOR CUPLELOR DE
FRECARE CU CONTACT LINIAR N FUNCIE DE
TIPUL LUBRIFIANTULUI, N REGIM DE FRECARE
MIXT
37.1. Scopul lucrrii
Lucrarea are ca scop determinarea pe cale gravimetric a uzurii
elementelor cuplelor de frecare cu contact liniar n condiiile utilizrii
diferitelor tipuri de lubrifiani lichizi.
37.2. Consideraii teoretice
Utilizarea lubrifianilor lichizi n cuplele de frecare se face cu scopul
reducerii frecrii i uzrii suprafeelor n contact, a protejrii anticorozive a
suprafeelor cuplelor de frecare precum i a rcirii elementelor cuplei prin
transportul energiei termice (rezultat n urma procesului de frecare) din zona
de contact.
ntr-o cupl de frecare, tipul lubrifiantului (considerat a fi cel de-al
treilea corp) poate fi stabilit nc din faza de proiectare a cuplei.
Dup starea de agregare i dup consisten, lubrifianii pot fi: gazoi,
lichizi, semisolizi, solizi.
Pe baza experienelor practice, tipurile lubrifianilor utilizai pentru
ungere pot fi recomandate n funcie de tipul cuplei de frecare, regimul de
lucru, condiiile de funcionare etc.
n multe situaii, mai ales n cazul unor cuple de frecare speciale, n
literatura de specialitate nu se regsesc recomandri privind utilizarea
lubrifianilor optimi pentru ungerea acestor cuple. n aceste cazuri se recurge
la modele experimentale la scar, care s funcioneze n regimuri i din
materiale identice cu cupla real.
340
37.3. Construcia i funcionarea tribometrului
Tribometrul pe care se efectueaz lucrarea practic utilizeaz o cupl
de frecare de tip Timken (cupl de frecare cu contact liniar, fig.1).
Discul este confecionat din OLC 45, durificat superficial prin CIF, la
o duritate 48 HRC.
Fig. 1
1 disc, 2 epruvet.
Schema cinematic a tribometrului este prezentat n lucrarea nr.36,
figura 2.
Conform acesteia, cupla de frecare este alctuit din discul 1 montat pe
captul de arbore conic al arborelui vertical 9 i epruvetele 2, respectiv 12.
Arborele vertical este antrenat n micare de rotaie de ctre un motor electric
4 prin intermediul unei transmisii prin curele trapezoidale 6, 8.
Turaiile care pot fi obinute la acest arbore sunt: n
1
= 980 rot/min,
respectiv n
2
= 2025 rot/min.
ncrcarea cuplei de frecare se face printr-un sistem de prghii, prin
montarea de greuti pe talerele celor dou brae 5 i 11.
37.4. Determinarea uzurii
Principalele tipuri de uzare care apar n cupla de frecare sunt: uzarea
adeziv i uzarea abraziv.
Determinarea uzurii se face pe cale gravimetric. Epruvetele 2 i 12
sunt cntrite (nainte i dup uzare) cu o balan analitic cu precizia de
msurare de 0,1 mg.
Uzura se determin prin diferena dintre masele epruvetelor nainte i
dup uzare (m
0
m
1
) [g].
37.5. Desfurarea lucrrii
Se parcurg urmtoarele etape:
epruvetele 2 se spal n diluant, se usuc i se cntresc la balana
analitic cu precizia de 0,1 mg;
sarcina care se aeaz pe talerele 5 i 11 este =
1
F 30 N;
62
1
6
1
2
341
se determin sarcina normal total
n
F [N] care ncarc cupla de
frecare, scriind ecuaia de echilibru:
b a
a
d
c
F F
n
+
=
1 1
(1)
n care F
n1
este cota parte din sarcina normal total datorat
sarcinii F
1
, iar ceilali termeni sunt: a=85 mm, b=135 mm, c=470
mm, d=25 mm;
n afar de sarcina normal
1 n
F , se va ine seama de greutatea
proprie a braelor 5 i 11 precum i a talerelor care, mpreun,
produc o ncrcare suplimentar =
2 n
F 10 N. Sarcina normal total
este:
2 1 n n n
F F F + = (2)
se monteaz epruvetele 2 i12 n prghiile 3 i 10;
se monteaz cureaua trapezoidal pe treapta corespunztoare
turaiei n
1
= 980 rot/min.;
se alege o anumit cupl de frecare (epruvetele fiind din aceeai
arj de material, prelucrate la aceeai rugozitate, duritate etc.) i
unul dintre diferitele tipuri de lubrifiani lichizi (M30, T90EP2,
L100, Te12);
se scufund cupla de frecare n vasul cu ulei 13. Nivelul
lubrifiantului trebuie s depeasc cu 4 5 mm discul 1;
se monteaz paravanul de protecie mpotriva stropirii cu ulei;
se pornete instalaia, simultan cu pornirea cronometrului care
trebuie s nregistreze timpul de ncercare. Acest timp se stabilete
n funcie de materialele cuplei de frecare i de lubrifiant, astfel
nct s poat fi obinut o uzur msurabil. Informativ t = 40
minute;
se oprete instalaia, se scot epruvetele 2 i 12, se spal de resturile
de lubrifiant, se usuc i se cntresc;
se alege un alt tip de ulei i se reiau operaiunile precedente;
dup fiecare ncercare, discul 1 este lefuit cu hrtie abraziv fin
(cu granulaie 320) pentru a menine aceeai rugozitate (R
a
= 1,6).
342
37.6. Prelucrarea datelor
n tabelul 1 se noteaz valoarea maselor iniiale (m
0
) i dup uzare
(m
1
) ale epruvetelor, cntrite cu balana analitic;
se calculeaz viteza periferic i se noteaz n tabelul 1;
se calculeaz masa pierdut prin uzare (m
0
m
1
);
se analizeaz rezultatele obinute.
Tabelul 1
Tip
lubrifiant
Masa
iniial
m
0
[g]
Masa dup
uzare
m
1
[g]
Masa pierdut
prin uzare
m
0
m
1
[g]
Timpul de
ncercare
t [s]
Viteza de
alunecare
[m/s]
38. DETERMINAREA VARIAIEI FORELOR DE
FRECARE I A COEFICIENILOR DE FRECARE N
FUNCIE DE SARCINA DE NCRCARE PENTRU
DIFERITE CUPLURI DE MATERIALE DIN MASE
PLASTICEELEMENTE METALICE, N CAZUL FRECRII
USCATE
38.1. Scopul lucrrii
Lucrarea are ca scop determinarea variaiei coeficienilor de frecare n
funcie de ncrcare a diferitelor cuple de frecare formate din materiale
plastice i metale.
38.2. Consideraii teoretice
Cuplele de frecare utilizate n construcia de maini folosesc o gam
larg de materiale printre care i masele plastice. Acestea sunt folosite din ce
n ce mai mult fie ca lubrifiani (sub forma unor straturi subiri din nylon,
teflon etc. depuse pe suprafeele de frecare ale unor organe de maini), fie ca
liani ai unor lubrifiani solizi.
Dei caracteristicile mecanice ale maselor plastice sunt n general
inferioare celor ale aliajelor feroase i neferoase, totui aceste materiale sunt
utilizate pe scar larg ca materiale antifriciune (sau autolubrifiante) chiar i
n medii abrazive sau corozive, fiind mult mai puin sensibile dect metalele la
absena ungerii.
Particularitile tribologice ale maselor plastice sunt determinate de
proprietile vscoelastice ale acestora. Fora de frecare are n expresia sa i o
component de histerezis. Aceast component variaz cu viteza de alunecare
i cu temperatura din cupla de frecare.
38.3. Construcia i funcionarea tribometrului
Schema cinematic a tribometrului pe care se efectueaz lucrarea este
prezentat n figura 1. Cupla de frecare este format din elementul 1 cilindric
(diametrul d = 16 mm, nlimea h = 6 mm) i elementul 2 prismatic
344
(150x30x8 mm). Contactul dintre elementele cuplei se realizeaz pe o
suprafa plan (cuple de clasa a III a). Cruciorul 3 pe care se fixeaz
epruveta 2 se poate deplasa pe dou ghidaje prismatice 4 i este antrenat de un
fir de oel care este trecut peste dou role de ghidare 6 alctuite din doi
rulmeni radiali. Firul din oel 5 este legat de crucior i de captul unei tije 7 a
pistonului 9 care se deplaseaz n cilindrul hidraulic 8.
Fig. 1
1 epruvet cilindric, 2 epruvet prismatic, 3 crucior, 4 ghidaje, 5 fir
din oel ( 0,3 mm), 6 , 12 role de sprijin, 7 tij piston, 8 cilindru hidraulic,
9 piston, 10 taler i greuti pentru deplasarea cruciorului, 11 taler i
greuti pentru echilibrare, 13 arc lamelar, 14 bra suport, 15 traductoare
tensometrice rezistive, 16 comparator cu cadran, 17 bra oscilant,
18 greuti pentru ncrcarea cuplei de frecare.
15
13
11
12
2 1 4 3
6
5
8
7
10
9
16 17 18
14
345
0
F
f
[N]
F
f
= 0,0357 f
f este numrul de diviziuni citite
la ceasul comparator
20 40 60 80 100 120
5
1
2
3
4
f x 0,01 [mm]
Fig. 2
La deplasarea spre dreapta a cruciorului (ca urmare a montrii
greutilor 10), pistonul 9 se va deplasa n jos oblignd lichidul hidraulic s
treac, printr-o fant practicat pe piston, din partea de jos a cilindrului
hidraulic deasupra pistonului. n acest mod se obine o vitez redus i
constant a cruciorului.
ncrcarea cuplei de frecare se face cu greutile 18 aezate pe un bra
oscilant 17 care, la rndul lui este legat de un arc lamelar 13. La deplasarea
spre dreapta a cruciorului 3, fora de frecare din cupl deplaseaz braul
oscilant 17 spre dreapta i produce o deformaie a arcului lamelar care poate fi
msurat cu ajutorul unui comparator cu cadran 16 sau al unor traductoare
tensometrice rezistive 15.
Din diagrama de etalonare a
arcului lamelar 13 (fig.2), se
determin valoarea forei de frecare
F
f
, n funcie de deformaia arcului.
Viteza medie de alunecare v
[mm/s] a elementului 2 fa de
elementul 1 se determin prin
cronometrarea timpului t de
parcurgere a unui spaiu s
cunoscut (de exemplu s = 50 mm)
care este msurat cu ajutorul unei
rigle gradate montat pe batiul
dispozitivului i a unui reper de pe
crucior.
Astfel:
t
s
v = (1)
unde:
s spaiul parcurs de crucior [mm];
t timpul n care s-a parcurs spaiul s [s].
Epruvetele cilindrice 1 sunt confecionate din PTFE, POLIAMID,
FERODO, TEXTOLIT, iar epruveta prismatic 2 din OLC45.
38.4. Desfurarea lucrrii
Se parcurg urmtoare etape:
se aduce cruciorul 3 n poziie de lucru (cu pistonul n partea
superioar a cilindrului). Pentru aceasta, se monteaz 3 greuti 11
n valoare total de 65 N pe talerul din stnga;
346
rigla gradat pentru msurarea spaiului parcurs de crucior se
aduce cu reperul zero n dreptul reperului de msurare a
cruciorului;
se monteaz elementele cuplei de frecare. Epruveta prismatic se
fixeaz prin intermediul a dou cleme, iar epruveta cilindric se
monteaz n locaul din braul oscilant 17;
se monteaz greutile G = 65 N de pe talerul 11 pe talerul 10 iar
pe talerul 11 se monteaz o greutate de 10 N pentru meninerea
firului de oel 5 ntins;
se efectueaz o curs cu cruciorul pe spaiul s = 100 mm. Aceasta
se consider c este o curs de rodaj i nu se fac msurtori;
se readuce cruciorul n dreptul reperului zero de pe rigl prin
mutarea greutilor pe talerul 11;
se monteaz comparatorul cu cadran 16 n braul suport 14 i se
regleaz la poziia zero (punnd ntre cele dou elemente ale
cuplei de frecare o bil sau o rol cilindric pentru ca forele de
frecare s fie minime);
se ncarc cupla de frecare prin montarea greutilor 18
corespunztoare sarcinii normale F
n
, conform tabelului 1;
se repet operaiile pentru punerea n micare a cruciorului;
simultan cu punerea n micare a cruciorului, se pornete
cronometrul i se msoar timpul n care cruciorul se deplaseaz
pe o distan de 50 mm;
n perioada ct cruciorul 3 este n micare, se urmresc indicaiile
comparatorului cu cadran (valorile minime i maxime). n funcie
de aceste valori se vor determina (din figura 2) valorile forelor
medii de frecare;
se efectueaz msurtori pentru diferitele ncrcri normale i
pentru diferitele cupluri de materiale;
38.5. Prelucrarea datelor
se noteaz n tabelul 1 valorile minime i maxime ale deformaiilor
arcului lamelar 13, n
1i
i n
2i
, corespunztoare cuplurilor de
materiale studiate;
se calculeaz valoarea medie a deformaiilor;
n funcie de valoarea medie calculat, din figura 2 se determin
valorile medii ale forelor de frecare, F
fi
;
se calculeaz coeficienii de frecare
i
cu relaia:
347
ni
fi
i
F
F
= (2)
cu valorile coeficienilor de frecare notai n tabelul 1 se traseaz
diagrama de variaie a acestora n funcie de sarcina normal i
cuplurile de materiale utilizate, =
i
f (
ni
F ), figura 3.
Tabelul 1
Nr. de
diviziuni
Cupla de
frecare
F
ni
[N]
n
1
n
2
Media
(n
1i
+n
2i
)/2
F
fi
[N]
i
v
[mm/s]
16
21
26
31
36
16
21
26
31
36
Fig. 3
F
ni
[N]
i
39. DETERMINAREA UZURII DE ABRAZIUNE PE
DISC ROTATIV CU HRTIE DE LEFUIT
39.1. Scopul lucrrii
Scopul lucrrii este determinarea rezistenei la uzarea de abraziune (pe
disc rotativ cu hrtie de lefuit) pentru diferite tipuri de materiale n
comparaie cu un material considerat etalon.
Pentru anumite tipuri de cuple de frecare care funcioneaz ntr-un
mediu abraziv se poate determina uzura relativ.
39.2. Consideraii teoretice
Uzarea de abraziune reprezint un proces de deteriorare a cuplelor de
frecare prin microachiere, datorit prezenei n interiorul cuplei de frecare a
unor particule de duritate mai mare dect ale materialelor cuplei, sau datorit
unor asperiti mai dure ale uneia dintre suprafeele de contact fa de cele ale
suprafeei conjugate.
Particulele dure pot proveni fie din exteriorul cuplei ca urmare, de
exemplu, a unor etanri necorespunztoare (particule de nisip, praf etc.), fie
din interiorul cuplei, ca urmare a uzurii de adeziune (forfecarea jonciunilor).
n acest caz procesul este denumit, n general, abraziune cu trei corpuri
(fig.1 a i b).
Fig. 1
1, 3 elementele cuplei, 2 particule abrazive.
1 3 2
a
1
3
2
b
349
n cazul n care corpul abraziv este o asperitate mai dur a suprafeei
conjugate, sau este poriunea activ a unei scule de prelucrare, procesul este
denumit abraziune cu dou corpuri (fig.2 a i b).
Fig. 2
1 scula achietoare; 2 pies.
n funcie de valoarea duritii abrazivului (H
a
) i cea a duritii
materialului cuplei (H
m
) se disting trei regimuri de uzare:
regim de uzare blnd, dac:
m a
H H < (1)
Forma blnd a uzrii de abraziune se numete zgriere i se
manifest prin rizuri liniare, paralele, care apar prin interpunerea ntre
suprafeele de frecare a unor particule mai dure sau prin aciunea direct a
unor asperiti;
regim de tranziie, dac:
m a
H H (2)
regim de uzare sever, dac:
m a
H H > (3)
Forma sever a abraziunii se numete brzdare; se manifest prin
rizuri late i adnci i este produs de particule interpuse, mai dure, de
dimensiuni mai mari (sau poate fi produs direct de suprafaa conjugat).
Rezistena relativ la uzare abraziv este definit ca fiind raportul
dintre uzura liniar a unui eantion standard i cea a eantionului studiat:
) epruvet (
) standard (
h
h
w
U
U
= (4)
1
2
a
1
2
b
350
n figura 3 este reprezentat variaia rezistenei relative la uzare n
funcie de duritatea materialului, iar n figura 4 condiia apariiei particulelor
de uzur din punctul de vedere al raportului dintre duritatea abrazivului (H
a
) i
duritatea materialului cercetat (H
m
) (sau duritatea minim a materialelor celor
dou suprafee de frecare).
Fig. 3
Fig. 4
n zona I nu apare uzarea de tip abraziv, ns n zona III ea apare sigur
i nu mai depinde de raportul duritilor. Rezistena la uzare abraziv este
influenat i de structura materialului.
0
20
40
60
80
2000 4000 6000 8000
Duritatea HB [MPa]
R
e
z
i
s
t
e
n
a
r
e
l
a
t
i
v
l
a
u
z
a
r
e
Fe
Co
Cd
Pb
Sn Al
W
Mo
Cr
Oeluri tratate
termic
Oel carbon, 0,41 % C
Oel carbon, 0,83 % C
Oel aliat, 11,9 % Cr
Oel carbon, 1,2 % C
Oeluri tratate termic
Metale pure
I
0,71,1
m a
H H /
1,31,7
u
R
1
R
e
z
i
s
t
e
n
a
l
a
u
z
a
r
e
(
R
u
)
III II
351
n tabelul 1 este prezentat rezistena la uzare (R
u
) a unor tipuri de
oeluri, considernd ca etalon rezistena oelului T105Mn120, STAS 3718,
pentru diferite variante de tratament termic (conform tabelului 2). Duritatea
este exprimat n MPa.
Tabelul 1
Tipuri de oeluri
Variant
tratam.
termic
OSC 10 OSC 12 65M10 20C08 OLC 35 5C10 OLC 55
HB 187 131 149 174 170
I
Ru 0,99 0,40 0,49 0,52 0,69
HB 614 614 578 415 444 514 601
II
Ru 1,78 1,95 1,39 1,08 1,08 1,65 1,55
HB 534 550 504 388 388 477 477
III
Ru 1,61 1,75 1,27 0,99 0,94 1,52 1,32
HB 429 429 477 366 321 429 363
IV
Ru 1,43 1,60 1,21 0,97 0,75 1,37 1,04
HB 375 388 401 302 241 363 321
V
Ru 1,28 1,49 1,12 0,81 0,59 1,21 0,89
HB 229 212 262 255
VI
Ru 0,62 0,50 0,85 0,74
HB 415 415 555
VII
Ru 1,65 2,31 1,81
HB 415 415 429
VIII
Ru 1,63 2,31 1,72
HB 388 401 341
IX
Ru 1,60 2,30 1,66
Uzarea de abraziune este un proces complex, care depinde de o serie
de factori care acioneaz n cele mai multe cazuri simultan. S-au stabilit
relaii teoretice de calcul pentru acest tip de uzare, care se bazeaz pe
determinarea practic a coeficienilor de uzare, cu care se poate calcula apoi
volumul de material pierdut prin uzarea de abraziune (sau nlimea stratului
uzat).
352
Tabelul 2
Varianta Regimul tratamentului termic
I
nclzit cu 50 peste Ac3 sau Ac1 timp de 30 de minute i rcit n
cuptor.
II
nclzit la o temperatur cu 50 peste Ac3 sau Ac1, clit i
meninut la 170C.
III Clit i meninut la 300C.
IV Clit i meninut la 400C.
V Clit i meninut la 500C.
VI Clit i meninut la 600C.
VII
Tratat izoterm la o temperatur cu70C peste Ac1 sau Ac3 n baie
cu temperatura 230-240C.
VIII Tratament izoterm n baie cu temperatura 270 280C.
IX Tratament izoterm n baie cu temperatura 310 320C.
Un model simplificat al procesului de desprindere a particulei de uzur
pune n coresponden intensitatea liniar de uzare (I
uh
) cu condiiile de lucru:
c
n
f
uh
p
p
k
L
h
I =
= (5)
unde:
n
p presiunea nominal de contact;
p
c
presiunea de curgere minim a celor dou elemente aflate n
contact;
k constant de proporionalitate dependent de natura
materialelor; ( )
2
10 4 ... 8 , 2
= k pentru materiale metalice.
Dependena intensitii liniare de uzare de principalele caracteristici ale
materialului (modulul de elasticitate, duritatea Vickers, energia molecular)
este de forma:
pentru metale pure:
31 , 1
209
= E I
uh
, (6)
n care E este modulul de elasticitate longitudinal [MPa] sau:
79 , 0 3
10 4 , 8
= HV I
uh
, (7)
n care HV este duritatea Vickers [MPa] sau:
353
72 , 1
=
subl uh
e I (8)
n care
subl
e este energia molecular de sublimare [kJ/kmol];
pentru polimeri:
2 / 1 4 27 , 0 3
10 6 , 8 10 42 , 1
= =
coez uh
e HV I (9)
n care
coez
e este energia molecular de coeziune [kJ/Kmol].
Pentru oelurile carbon (OL i OLC) netratate termic se pot aplica
relaiile (6) (8); pentru oelurile tratate termic se modific att exponenii, ct
i coeficienii de proporionalitate.
n cazul n care n zona de contact ptrund particule abrazive, fie ca
urmare a lubrifiantului incorect filtrat, fie ca urmare a suspensiilor abrazive
din mediul ambiant, de obicei praf, intensitatea liniar de uzare poate fi
determinat cu relaia:
M K A I
uh
/ 10 5 , 3
10
=
(10)
n care:
A grupa factorilor dependeni de caracteristicile geometrice i
mecanice ale abrazivului;
M grupa factorilor materialelor celor dou elemente ale cuplei;
K grupa factorilor cinematici ai cuplei.
Din punctul de vedere al acestei intensiti se definesc 11 clase de
uzare (tabelul 3), punndu-se n eviden natura interaciunii de contact.
Tabelul 3
Intensitatea de uzare I
uh Clase de
uzare
de la pn la
Natura interaciunii de
contact
0 10
-13
10
-12
1 10
-12
10
-11
2 10
-11
10
-10
Elastic
3 10
-10
10
-9
4 10
-9
10
-8
Elastoplastic
5 10
-8
10
-7
6 10
-7
10
-6
7 10
-6
10
-5
Plastic
8 10
-5
10
-4
9 10
-4
10
-3
10 10
-3
Microachiere
354
39.3. Condiii de ncercare
Lucrarea destinat determinrii rezistenei la uzarea pe disc cu hrtie
abraziv s-a conceput cu respectarea condiiilor din STAS 9639 81.
viteza tangenial de alunecare a epruvetei are valoarea medie
v
a
= 0,209 m/s;
lungimea parcursului n spiral asigur o uzur masic msurabil
la o balan analitic cu precizia de 0,0001 g;
aplicarea epruvetei asigur o poziie perpendicular pe suprafaa
discului rotativ cu o abatere sub 2.
Ca material abraziv se utilizeaz hrtie de lefuit cu carbur de siliciu,
HCn16 livrat n suluri de benzi cu limea minim de 310 mm.
Epruvetele sunt de form cilindric, se execut prin strunjire i au
dimensiunile din figura 6.
Se vor avea n vedere i prescripiile din STAS 9689-81.
Epruvetele din metalul de comparaie se confecioneaz din oel carbon
de calitate n stare normalizat, conform STAS 880-80.
Materialul epruvetei este OLC 60, STAS 880-80, normalizat.
39.4. Construcia i funcionarea uzurometrului
Uzurometrul pe care se determin rezistena la uzarea de abraziune pe
disc rotativ cu hrtie de lefuit este prezentat n figura 5 i cuprinde
urmtoarele elemente principale:
un disc 3 antrenat ntr-o micare de rotaie de arborele vertical 5; pe
discul 3 este fixat hrtia de lefuit 2 cu diametrul exterior 305
mm; turaia discului este n
d
= 25 rot/min;
un dispozitiv de apsare a epruvetei 1 pe suprafaa discului rotativ;
un mecanism 10 de deplasare a epruvetei n sens radial pe disc
pentru obinerea parcursului n spiral. Avansul radial este S
r
= 0,5
mm/rot;
un numrtor de ture 4 pentru indicarea parcursului de uzare al
epruvetei.
39.5. Desfurarea lucrrii
se monteaz epruveta n braul 11 i se ncarc cu o sarcin
F
n
= 20 N.
se efectueaz o trecere de rodaj. Operaiunea se repet pn cnd
suprafaa abrazat se extinde la ntreaga suprafa circular a
epruvetei. Rodajului i sunt supuse toate epruvetele, inclusiv
epruveta de comparaie;
355
Fig. 5
1 epruveta de ncercat, 2 hrtie de lefuit, 3 disc rotativ, 4 numrtor de
ture, 5 arbore principal, 6 reductor melcat, 7 angrenaj conic, 8 angrenaj
cilindric, 9 motor electric de antrenare, 10 culis, 11 bra mobil,
12 traductor tensometric rezistiv
Fig. 6
12
F
n
11
10
3
8
4
2
7
9
5
1
6
1
0
0
,
0
5
30 0,15
6,3
3
,
2
3
,
2
356
dup rodaj, epruvetele sunt curate n neofalin sau diluant i se
usuc n curent de aer sau prin tergere cu o lavet moale;
epruvetele curate i uscate sunt cntrite cu o balan analitic
avnd precizia de msurare de 0,0001 g. Aceste date se trec n
tabelul 4.
se remonteaz epruveta n braul 11;
nainte de ncercare, pentru msurarea forelor de frecare se face
punerea la zero a tensometrului electronic. Sub epruveta de ncercat
se aeaz o bil metalic cu diametrul de 10 mm. Se cupleaz
tensometrul la reea, se mpinge braul 11 (n sensul forelor de
frecare din cupla de ncercat) i se verific revenirea de fiecare dat
la zero, a acului tensometrului electronic;
se stabilesc dimensiunile fiei utile de contact dintre epruvet i
discul din hrtie abraziv (D
max
, D
min
, fig.7) i diametrul epruvetei
d. Se cunoate avansul radial S
r
. Se stabilete lungimea drumului ce
trebuie parcurs cu frecare L
f
;
se stabilete numrul de treceri N necesar i numrul de rotaii
necesar la o trecere, n, pentru realizarea lungimii drumului
parcurs cu frecare L
f
;
se ncarc cupla cu sarcina F
n
= 30 N i se efectueaz n rotaii
pentru fiecare din cele N treceri.
la sfritul fiecrei treceri se inverseaz sensul de rotaie;
n timpul funcionrii uzurometrului se noteaz numrul de
diviziuni indicate de tensometrul electronic n funcie de care, din
diagrama de etalonare a traductorului (fig.8), se determin fora de
frecare;
dup terminarea parcursului de uzare se demonteaz epruvetele, se
spal n neofalin sau diluant, se usuc i se cntresc cu aceeai
balan analitic;
rezultatele ncercrilor se trec n tabelul 4.
39.6. Prelucrarea datelor
lungimea epruvetei L = ....... mm;
diametrul epruvetei d = ....... mm;
parcursul de uzare L
f
= ........ mm;
diametrele fiei utile .....
max
= D mm; .....
min
= D mm;
avansul radial ..... =
r
S mm/rot.
357
Fig. 7
Fig. 8
se determin:
- numrul de rotaii capabile la o trecere:
=
r
cap
S
d D D
n
2
2
min max
(11)
unde prin [ ] s-a notat partea ntreag a
cap
n ;
- lungimea drumului capabil de a fi parcurs la o trecere:
cap
ncap
cap
n
D D
L
+
=
2
1
(12)
D
min
D
n
D
k
D
1
D
max
d
F
o
r
a
d
e
f
r
e
c
a
r
e
[
N
]
0
Nr. diviziuni
F
f
= 2,5 Nr. diviz.
40
30
20
10
4 2 6 8 10 12 14 16 18
358
n care:
d D D =
max 1
[mm];
( )
r cap ncap
S n D D = 1 2
1
[mm];
- numrul de treceri necesar pentru a se acoperi ntregul drum
f
L :
1 +
=
cap
f
L
L
N (13)
unde prin [ ] s-a notat partea ntreag a numrului;
- lungimea drumului parcurs cu frecare la o trecere:
N
L
L
f
= (14)
- numrul de rotaii necesar la o trecere:
( )
+ +
=
r
r
r r
S
S L
S d D S d D
n
2
4
2
max max
(15)
unde prin[ ] s-a notat partea ntreag a numrului.
Exemplu de calcul:
; mm 70000 m 70 , mm 10
, rot / mm 5 , 0 , mm 120 , mm 200
min max
= = =
= = =
f
r
L d
S D D
60
5 . 0 2
20 120 200
=
=
cap
n rotaii;
190 10 200
1
= = D mm;
( ) 131 5 , 0 1 60 2 190
60
= = D mm;
3 , 30253 60
2
131 190
=
+
=
cap
L mm;
= +
= 1
3 , 253 . 30
000 . 70
N [ ] 3 1 3 , 2 = + treceri;
3 , 333 . 23
3
70000
= = L mm;
359
( )
[ ] 09 , 44
5 , 0 2
5 , 0 3 , 333 . 23 4
5 , 0 10 200 5 , 0 10 200
2
=
+ +
= n
44 = n rotaii.
viteza tangenial de alunecare (viteza medie) [m/s]:
1000 60
2
1
+
=
d
n
m
n
D D
v (16)
masa iniial a epruvetei din materialul examinat,
i
m
0
[g];
masa iniial a epruvetei de comparaie,
0 c
m [g];
masa epruvetei din metalul de ncercat dup uzare,
ui
m [g];
masa epruvetei de comparaie dup uzare,
cu
m [g];
uzura masic a epruvetei din materialul examinat U [g]:
ui i
m m U =
0
(17)
uzura masic a metalului de comparaie U
c
[g]:
cu c c
m m U =
0
(18)
uzura relativ:
c
U
U
u = (19)
presiunea de apsare a epruvetei p [MPa]:
2
4
d
F
p
n
= (20)
turaia discului abraziv: 25 =
d
n rot/min;
diametrul discului: 320 = D mm;
coeficientul de frecare:
n
f
a
F
F
= (21)
360
Valorile msurate i cele calculate se trec n tabelul 4 (pentru
epruvetele ncercate i pentru cea de comparaie).
Tabelul 4
Material
Masa
iniial
m
0i
, m
c0
[g]
Masa
dup
uzare
m
ui
,m
cu
[g]
Uzura
masic
U, U
c
[g]
Uzura
relativ
u=U/U
c
Nr. diviz.
la tens.
electr.
N
div
Fora
de
frecare
F
f
[N]
Coef. de
frecare
a
40. DETERMINAREA REZISTENEI PELICULEI DE
LUBRIFIANT LA PRESIUNI RIDICATE PE MAINA CU
PATRU BILE
40.1. Scopul lucrrii
Prezenta lucrare stabilete metodele de determinare a rezistenei la
presiune a peliculei de lubrifiant la ungerea cuplelor de frecare superioare
(rulmeni cu bile, rulmeni cu role, roi dinate etc.).
Metodele de ncercare sunt cuprinse n STAS 8618 iar ncercrile se
efectueaz pe maina (tribometrul) cu patru bile prezentat n figura 2.
40.2. Consideraii teoretice
Funcionarea corect a unor cuple de frecare cu contact punctiform i
liniar (rulmeni, roi dinate etc.) n regimul de ungere EHD depinde de
meninerea n zona de contact a unor pelicule subiri de lubrifiant.
Regimul de ungere elastohidrodinamic (EHD) se bazeaz pe:
deformaiile din zona de contact a suprafeelor: sub aciunea unei
fore exterioare de compresiune, suprafeele corpurilor se
deformeaz i rezult o suprafa de contact eliptic (la contacte
punctuale) sau dreptunghiular (la contacte liniare); calculul
geometriei, a tensiunilor i a deformaiilor din zona de contact se
face cu ajutorul teoriei lui Hertz;
modificarea vscozitii lubrifiantului sub aciunea presiunilor
ridicate: n ipoteza c lubrifiantul este incompresibil i regimul de
funcionare este izoterm, dependena presiune vscozitate se
exprim prin relaia exponenial a lui Barus i anume:
p
e
=
0
(1)
unde:
0
vscozitatea dinamic n condiii normale;
p presiunea de lucru;
coeficientul de piezovscozitate.
362
Astfel, specific regimului de ungere EHD (la contactele hertziene
supuse unor ncrcri mari) este faptul c, datorit deformrii suprafeelor n
contact i a creterii la valori mari a vscozitii lubrifiantului, acesta se
comport ca un corp elastic pe parcursul unui interval de timp foarte scurt,
numit timp de relaxare.
Valorile orientative ale acestuia sunt:
t
relaxare
= 10
4
10
6
secunde pentru uleiuri aditivate;
t
relaxare
= 10
9
10
12
secunde pentru uleiuri neaditivate.
n prezenta lucrare cele patru bile ale cuplei de frecare fac contact n
trei puncte i sunt separate de pelicule foarte subiri de lubrifiant (sub 1 m).
La sarcini mari, pelicula de lubrifiant poate fi strpuns, aprnd n acest mod
contactul metalic direct ntre bile i, totodat, creterea forelor de frecare. n
aceast situaie suprafeele de contact se deterioreaz prin forme specifice de
uzare (adeziv, abraziv, sau chiar gripare).
Caracteristicile de rezisten la presiune ale unui lubrifiant sunt:
sarcina maxim fr gripaj; reprezint sarcina la care n decurs
de 60 secunde coeficientul de frecare nu prezint oscilaii i nu
apar pete pe suprafeele cuplei;
sarcina minim cu gripaj instantaneu; reprezint sarcina la care
n mai puin de 0,5 secunde de la pornirea motorului se produc
oscilaii i o cretere brusc a coeficientului de frecare, cu
dezvoltarea gripajului;
ncrcarea calculat pentru o ntrziere a gripajului de 2,5
secunde; reprezint sarcina minim la care maximul coeficientului
de frecare apare dup 2,5 secunde de la pornire;
valoarea minim a sarcinii la care se produce sudarea bilelor
ntr-un interval de 60 secunde; reprezint sarcina minim la care
se produce sudarea bilelor n decurs de 60 secunde.
n figura 1 s-a reprezentat n coordonate logaritmice dependena dintre
diametrul mediu al petelor de uzur (de pe bilele staionare) obinute n decurs
de 60 secunde de funcionare i sarcina aplicat.
Zona A B (fig.1) corespunde unei uzuri minime, fr a exista riscul
de gripare a cuplei de frecare. Dac se depete sarcina corespunztoare
punctului B, uzura crete puternic (zona B C a curbei).
Pe poriunea C D, uzura continu s creasc cu creterea sarcinii, dar
ntr-o msur mai mic dect pe poriunea B C datorit creterii vscozitii
lubrifiantului.
Creterea n continuare a sarcinii produce intensificarea efectelor
termice care conduc la sudarea (griparea) celor 4 bile (punctul D).
363
Fig. 1
40.3. Construcia i funcionarea tribometrului
40.3.1. Maina cu patru bile
Maina cu patru bile, n comparaie cu celelalte maini pentru
ncercarea lubrifianilor (Timken, FZG), permite obinerea unor presiuni
specifice mai mari pe suprafeele de frecare. Din acest motiv maina
(tribometrul) cu 4 bile are rspndirea cea mai mare ca mijloc de apreciere (pe
cale de laborator) a influenei lubrifianilor asupra uzurii cuplelor de frecare.
Principiul de funcionare const n rotirea cu turaie constant, sub
sarcin, a unei bile de oel n contact cu alte trei bile de oel fixe, scufundate n
lubrifiantul de ncercat. n funcie de sarcina aplicat, se msoar fora de
frecare, uzura mecanic, sau sarcina la care apare strpungerea filmului de
lubrifiant i, dac este cazul, sarcina la care se produce sudarea bilelor.
40.3.2. Funcionarea tribometrului (figura 2)
Arborele principal 1 se rotete cu o turaie constant n = 142550
rot/min, primit de la un motor electric prin intermediul unei transmisii prin
curele trapezoidale. Bila rotitoare este fixat ntr-o buc elastic 3.
Cele trei bile fixe sunt aezate n cuva 6 i sunt fixate prin intermediul
bucei conice 5 i a piuliei 4. Cuva este aezat pe discul 10 rezemat pe un
rulment axial cu bile. Fora de frecare dintre bile este transmis discului 10
care are tendina de rotire, dar este oprit de un arc lamelar pe care sunt lipite
traductoare tensometrice rezistive pentru msurarea forelor de frecare.
A
gripare
lg. sarcina (N)
l
g
.
u
z
u
r
a
d
i
a
m
e
t
r
u
l
p
e
t
e
i
,
(
m
m
)
B
C D
364
Fig. 2
1 arbore principal, 2 rulmeni, 3 buc elastic, 4 piuli, 5 buc
conic, 6 cuv, 7 bra de ncrcare cu greuti, 8 pivot conic,
9 dispozitiv de blocare, 10 disc, 11 bile de ncercare,
1
9
6
5
11
10
4
3
2
8
7
365
Nr. diviziuni
0
F
[N]
120 30 60 90
30
10
20
Fig. 3
n funcionare, n condiiile strpungerii stratului de lubrifiant i a
apariiei contactelor dintre materialele metalice ale bilelor, coeficientul de
frecare crete, fapt constatat pe baza valorilor citite la tensometrul electronic
40.4. Desfurarea lucrrii
bilele, cuva i buca elastic se spal cu diluant, se terg cu o
bucat de pnz, apoi se usuc cu un jet de aer uscat;
se introduce o bil n buca elastic 3, dup care aceasta se
monteaz pe arborele de antrenare;
celelalte trei bile 11 se aeaz n cuva 6, apoi se introduce buca 5
de fixare a bilelor i dup aceea se strnge piulia 4;
se toarn n cuv, peste cele trei bile, cca. 10 cm
3
din uleiul de
ncercat, astfel nct nivelul acestuia s depeasc suprafaa
superioar a bilelor cu cca. 3 mm;
cuva 6 se monteaz n tribometru, apoi se conecteaz i se regleaz
tensometrul electronic. Diagrama de etalonare a arcului lamelar n
vederea msurrii forelor de frecare este prezentat n figura 3;
se pune n funciune motorul de acionare timp de 60 secunde i se
aplic diferite sarcini (conform tabelului 1) pn la stabilirea
sarcinii maxime la care coeficientul de frecare rmne constant
determinnd astfel sarcin
maxim fr gripaj [N]. Ea se
caracterizat prin aceea c, dup
ncercare, pe bile nu se observ
pete de uzur. Variaia
coeficientului de frecare la
sarcina maxim fr gripaj este
reprezentat n figura 4,a. Vrful
care apare pe diagram este
cauzat de ineria ansamblului i
nu se ia n considerare.
se aplic diferite sarcini
(conform tabelului 1), pn la
stabilirea sarcinii maxime la care apare o cretere brusc (vrf) a coeficientului
de frecare n mai puin de 0,5 secunde de la pornirea motorului, dup care n
decurs de 60 secunde coeficientul de frecare rmne practic constant. Aceasta
reprezint sarcina minim cu gripaj instantaneu [N]. Pe bilele scoase din cuv
apar pete de uzur. Variaia coeficientului de frecare la sarcina minim cu
gripaj instantaneu este prezentat n figura 4,b;
366
a b
Fig. 4
Tabelul 1
Sarcina
aplicat
[N]
Sarcina
aplicat
[N]
Sarcina
aplicat
[N]
Sarcina
aplicat
[N]
Sarcina
aplicat
[N]
Sarcina
aplicat
[N]
60 140 320 710 1580 4470
70 160 360 790 1780 5010
80 180 400 890 2000 5620
90 200 450 1000 2240 6390
100 220 500 1120 2590 7080
110 250 560 1260 3550 7940
130 280 630 1410 3980
40.5. Prelucrarea datelor experimentale
Pe parcursul desfurrii lucrrii se vor analiza trei tipuri de uleiuri i
anume: H41, M20W-40 i T90EP2.
Pentru fiecare tip de ulei se determin:
sarcina maxim fr gripaj [N], (conform 40.4);
sarcina minim cu gripaj instantaneu [N], (conform 40.4).
se analizeaz rezultatele obinute.
C
o
e
f
i
c
i
e
n
t
d
e
f
r
e
c
a
r
e
60 t (s)
t (s) < 0,5 60
C
o
e
f
i
c
i
e
n
t
d
e
f
r
e
c
a
r
e
41. ANALIZA, PRIN METODE OPTICE, A UNGERII
ELASTOHIDRODINAMICE
41.1. Scopul lucrrii
Lucrarea are drept scop analiza, prin metode optice, a ungerii
elastohidrodinamice. Se determin grosimea filmului de lubrifiant n funcie
de turaie i de ncrcare.
Lucrarea analizeaz urmtoarele aspecte:
a. Determinarea grosimii filmului de lubrifiant n punctul de contact i
compararea cu valorile teoretice;
b. Analiza influenei ncrcrii i turaiei asupra grosimii filmului de
lubrifiant.
Grosimea filmului de lubrifiant este evaluat vizual pe baza culorii din
interfa. O sfer dur din oel (finisat) este apsat pe un disc din sticl
semireflectiv cu suprafeele paralele. n punctul de contact dintre sfer i disc
exist un film de ulei. Fascicolul de lumin de la microscop trece prin discul
din sticl i prin filmul de ulei iar apoi este reflectat de suprafaa sferei. Unda
de lumin reflectat este modificat de ctre filmul de ulei ducnd la obinerea
unei interfee colorate.
41.2. Descrierea aparaturii
41.2.1. Modulul experimental de baz
Modulul experimental de baz este prezentat n figura 1. Conceptul
general al instalaiei experimentale este acela al unei construcii modulare.
Toate echipamentele sunt montate pe suportul modular de baz. Acestea sunt
bine fixate i foarte uor de asamblat i poziionat.
Elementele principale ale modulului experimental de baz sunt:
4 picioare din cauciuc 1 care asigur poziionarea tandului pe
masa de lucru;
Un cadru de baz 2 fabricat din elemente din aluminiu;
O placa modular de baz 3 cu dou prghii de strngere 4;
368
Un motor n consol 5 cu opritor 6 pentru poziionarea orizontal i
vertical a arborelui de transmitere 9;
Un motor de curent alternativ cu senzor de vitez i angrenaj
melcat 7;
O unitate de comand 8 pentru reglarea vitezei.
Fig. 1 Fig. 2
Att modulul de baz ct i celelalte accesorii experimentale pot fi
acionate utiliznd unitatea de control prezentat n figura 2.
Dou display-uri digitale i comutatoare sunt montate pe panoul
frontal. Accesoriile destinate diferitelor ncercri experimentale sunt conectate
la partea din spate a unitii de control.
Turaia poate fi continuu reglat ntre 0 i 200 rot/min utiliznd
poteniometrul 1 i poate fi citit pe display-ul 2. Motorul poate fi pornit i
oprit utiliznd comutatorul 3.
Modulul experimental de baz descris n acest subcapitol se utilizeaz
att pentru analiza lubrifierii elastohidrodinamice prin metode optice, ct i
pentru analiza diferitelor tipuri de frecri (lucrrile 43 i 44).
Pentru msurarea forei de frecare, un amplificator de control a
deformaiei este ncorporat n unitatea de control. Valoarea msurat este
indicat pe display-ul 5. Acurateea msurrii forei de frecare este ajustat
utiliznd poteniometrul 4 de sub display-ul 5. Limita de reglare este 0...50 N.
369
Sursa de lumin pe un accesoriu poate fi pornit i oprit utiliznd
comutatorul 6. Conexiunile 7 pentru motor, 8 pentru traductorul de for, 9
pentru sursa de lumin i conectorul principal 10 sunt poziionate pe spatele
unitii de control.
Unitatea de comand este poziionat pe un suport de baz modular
care este fixat cu dou prghii. Strngerea prghiilor de fixare permite
ajustarea continu a suportului de baz modular.
41.3. Construcia modulului experimental
elastohidrodinamic optic
Modulul experimental elastohidrodinamic optic este compus dintr-o
plac modular de baz, un disc de sticl i o sfer din oel. Discul de sticl
este fixat pe arborele principal de pe modulul de baz. Mecanismul de
ncrcare i microscopul de lumin reflectat sunt fixate pe placa de baz
modular.
Fig. 3
Prile principale ale modulului experimental (fig.3) sunt urmtoarele:
Discul de sticl 1 cu suprafee paralele cu 30% reflecie;
Sfera dur i finisat 2;
Microscopul 3 care reflect lumin ctre filmul de ulei;
Mecanismul de reglare 4 al microscopului 3;
Sistemul de ncrcare 5;
370
Mecanismul de fixare i centrare 8 care servete la instalarea
precis i uoar a discului de sticl.
Microscopul de lumin reflectat (fig.4) realizeaz o mrire de 40 de
ori ceea ce face ca punctul de contact s fie vizualizat cu precizie. Undele de
lumin de la un bec cu halogen de 10W (poz.1) sunt proiectate incident
vertical pe discul de sticl i reflectate de ctre sfera din oel.
Un detector din ocularul 2 este folosit pentru focalizarea imaginii.
Dac domeniul de reglare al ocularului este insuficient atunci nlimea
microscopului poate fi modificat.
Pentru aceasta se desface prghia de blocare 3 iar microscopul se
deplaseaz n poziia dorit. Pe urm, prghia de fixare se strnge. nlimea
poate fi reglat i cu ajutorul a dou boluri (poz.4). Microscopul este conectat
la o tensiune de 12V. Alimentarea este realizat de la unitatea de comand a
modulului de baz.
Fig. 4 Fig. 5 Fig. 6
Mecanismul de ncrcare (fig.5) cuprinde prghia 1 i mecanismul cu
arc 2 care poate regla continuu fora de ncrcare. O extremitate a arcului este
fixat pe axul principal la mecanismul de reglare 3 iar cealalt extremitate 4
este fixat la prghia de ncrcare.
Punctul de lgruire 5 al sferei din oel este cu frecare mic datorit
utilizrii rulmenilor cu bile 6. Sfera din oel poate fi ncrcat cu maxim 75N
utiliznd mecanismul de ncrcare. Mecanismul de ncrcare realizeaz o
amplificare de 3:1 ceea ce nseamn c, o reglare a ncrcrii mecanismului cu
371
arc de 1 N duce la obinerea unei fore de 3 N cu care sfera apas asupra
discului din sticl. Mecanismul cu arc este marcat cu diviziuni de 0,5 N.
Mecanismul de fixare i centrare (fig.6) conine un inel de fixare
canelat 1, un suport 2 pentru discul din sticl, o plac de strngere 3 i un bol
de strngere 4.
Mecanismul de centrare i fixare este poziionat pe axul principal al
modulului de baz utiliznd un inel de fixare. Atunci cnd se monteaz, bolul
5 trebuie s fie complet ridicat.
41.4. Pregtirea experimentului
Pentru realizarea experimentului se monteaz suportul de baz modular
TM260.02 i suportul principal al modulului de baz pe postamentul din
aluminiu. Se ataeaz cele dou suporturi modulare i se strng utiliznd
cleme de fixare.
Se rsucete motorul pe modulul de baz, astfel nct axul principal s
fie vertical n sus. Se monteaz discul de sticl i mecanismul de fixare la
captul axului. Sfera din oel se aeaz pe rulmenii cu bile n braul de
ncrcare. Se leag braul de ncrcare la mecanismul cu arc. nainte de
ncrcarea sferei din oel trebuie puse una sau dou picturi de ulei pe sfer
pentru a forma filmul lubrifiant. Apoi, prin intermediul mecanismului cu arc,
se regleaz fora de ncrcare a sferei. Se conecteaz cablul de la microscop la
unitatea de comand. Se introduce fia de conectare n mufa aflat n spatele
carcasei aparatului i marcat cu un simbol.
Se pornete comutatorul principal pentru lumin. Lumina
microscopului trebuie sa fie acum aprins. nainte de nceperea experimentului
trebuie reglat microscopul. Microscopul este reglat corect iar modulul este
gata de lucru cnd interfaa poate fi clar observat.
41.5. Desfurarea lucrrii
41.5.1. Etapele de msurare
Sfera de oel cu diametrul de 25,4 mm este apsat pe un disc de sticl
acoperit cu un strat dielectric care reflect peste 30% din lumin. Punctul de
contact este vizualizat din partea de jos a discului, fascicolul de lumin fiind
de asemenea proiectat din aceast parte.
Razele de lumin care nu sunt reflectate trec prin stratul de ulei. Pe
durata acestui proces lungimea de und este schimbat de ctre indicele de
refracie diferit. Aceste raze sunt reflectate pe suprafaa sferei i astfel
372
formeaz interfaa colorat. Prin urmare, grosimea filmului lubrifiant poate fi
determinat pe baza culorii interfeei.
41.5.2. Determinarea grosimii filmului de lubrifiant funcie de turaie
Un exemplu privind msurarea grosimii filmului de lubrifiant este
prezentat n tabelul 1. Pentru aceste msurtori a fost utilizat un lubrifiant ISO
VG 100. Msurtorile realizate au artat c turaia are o influena mult mai
mare asupra grosimii filmului fluid dect sarcina. Cu creterea turaiei crete
grosimea filmului de lubrifiant dintre sfer i discul din sticl.
Tabelul 1
ncrcarea [N]
Turaia [rot/min] 15 30 45 60
0 Violet nr.1 Verde nr.7 Galben nr.13 Violet nr.19
15 Violet nr.2 Galben nr.8 Galben nr.14 Galben nr.20
20 Verde nr.3 Violet nr.9
Violet nr.15
25rot/min
Violet nr.21
25 rot/min
30 Galben nr.4 Verde nr.10
Verde nr.16
35rot/min
Verde nr.22
40 rot/min
45 Violet nr.5 Galben nr.11
Galben nr.17
52 rot/min
Galben nr.23
53rot/min
70 Galben nr.6
Violet nr.12
80rot/min
Violet nr.18
78 rot/min
Violet nr.24
Pentru realizarea ncercrilor experimentale se procedeaz astfel:
a. Se seteaz sarcina de ncrcare.
b. Se observ i se noteaz culoarea filmului n situaia static.
c. Se mrete ncet turaia i n acelai timp se monitorizeaz punctul
de contact.
d. Cnd culoarea se schimb atunci se noteaz turaia i se realizeaz
o schi cu distribuirea culorilor.
e. Se compar culorile schiate cu cele prezentate n tabelul 1.
f. Se evalueaz rezultatele.
Pe durata msurtorilor turaia poate varia uor. Valoarea corect este
cea corespunztoare ncrcrii din domeniul respectiv.
373
a. b. c. d.
Fig. 7
n figura 7 se prezint
exemple de imagini obinute n urma
ncercrilor experimentale. n figura
7,a care reprezint cazul static, poate
fi clar observat modelul Newtonian al
fluidului din interfa. Creterea
turaiei duce la creterea grosimii
filmului de lubrifiant (zona central)
ceea ce se poate observa n figurile
7,b, 7,c i 7,d.
n figura 8 se prezint
domeniile de culoare i corespondena
lor pentru grosimea aparent a
filmului de lubrifiant.
Pentru obinerea unei grosimi
prestabilite a filmului de lubrifiant,
trebuie s se in seama de indicele de
refracie al lubrifiantului. Indicele de
refracie la cei mai utilizai lubrifiani
este n jur de 1,5.
Fig. 8
41.5.3. Calculul grosimii filmului de lubrifiant
Grosimea filmului de lubrifiant n punctul de contact poate fi calculat
utiliznd urmtoarea formul:
( )
6 , 0
'
05 , 0
2 '
67 , 0
'
0
84 , 1 E
R E
F
R E
u
R
h
=
unde:
h grosimea filmului de lubrifiant, m;
verde
galben
violet
galben
violet
verde
galben
portocaliu
0,2
h[m]
g
r
o
s
i
m
e
a
a
p
a
r
e
n
t
a
f
i
l
m
u
l
u
i
d
e
f
l
u
i
d
0,4
0,6
0,8
1,0
1,2
1,4
1,25 verde
1,14 violet
0,98 verde
0,92 violet
0,72 verde
0,51 galben
0,34 violet
0,19 alb
0,24 galben
0,29 portocaliu
0,40 albastru
0,49 verde
0.64 violet
0,84 galben
Culorile
complementare
Lumina liniilor
din interfa
374
R raza sferei, mm;
0
vscozitatea dinamic efectiv a uleiului n condiii normale,
Pas;
u numrul de rulri ale sferei;
2 1
2 1 '
2
E E
E E
E
+
= - modulul de elasticitate efectiv, MPa;
E
1
modulul de elasticitate al discului, MPa;
E
2
modulul de elasticitate al sferei, MPa;
F ncrcarea, N;
vscozitatea dinamic efectiv a uleiului, Pas.
41.6. Prelucrarea datelor
Se realizeaz ncercri experimentale pentru diferite sarcini de
ncrcare. Datele se trec n tabele de tipul tabelului 2.
Tabelul 2
Sarcina, F
i
= ........... N
Turaia, n [rot/min] 0 15 20 30 45 70
Culoarea
Grosimea filmului de
lubrifiant, h [m]
Grosimea calculat a filmului
de lubrifiant, h [m]
42. INFLUENA PARAMETRILOR CONSTRUCTIVI I
FUNCIONALI ASUPRA DISTRIBUIEI PRESIUNII N
PELICULA DE LUBRIFIANT LA LAGRELE CU
ALUNECARE CU UNGERE HIDRODINAMIC
42.1. Scopul lucrrii
Se urmrete distribuia presiunii n pelicula de lubrifiant la lagrele cu
alunecare cu ungere hidrodinamic n funcie de variaia parametrilor
constructivi i funcionali.
Pot fi experimentate urmtoarele aspecte:
Distribuia presiunii n funcie de vitez;
Distribuia presiunii n funcie de mrimea jocului;
Limita stabilitii n funcie de mrimea jocului;
42.2. Consideraii teoretice
n timpul funcionrii, fusul radial se rotete, iar cuzinetul este fix (n
cazuri speciale este invers), asigurndu-se astfel o vitez relativ de alunecare
suficient de mare pentru formarea peliculei de lubrifiant.
Fig. 1
D
d
D d
2
O
1
O
2
a.
h
min
h
min
O
1
O
2
'"
1 2
O O
O
1
O
2
O
2
b.
c.
d.
"
2
O
'
2
O
376
Jocul existent ntre fus i cuzinet permite realizarea spaiului n form
de pan. Executarea cuzinetului cu un diametru mai mare dect al fusului
permite obinerea jocului cerut pentru asigurarea continuitii filmului de
lubrifiant.
n stare de repaus poziia fusului n cuzinet este artat n figura 1 ,a.
Centrul fusului se gsete pe aceeai vertical cu al cuzinetului, distanat cu
(D-d)/2, unde D este diametrul cuzinetului i d diametrul fusului. n momentul
punerii n funciune a fusului, la nceput, el tinde s se roteasc n sens orar pe
cuzinet datorit frecrii uscate. Uleiul care a aderat pe fus este antrenat n
sensul micrii i, datorit vscozitii, formeaz filmul portant (fig.1,b).
Deoarece presiunea este mai mare n zona de intrare dect n cea de ieire a
uleiului, uleiul, fiind i antrenat de fus, trece din partea dreapt n partea
stng. Datorit acestei diferene de presiune, fusul va fi ridicat i deplasat n
sensul micrii astfel nct poziia centrului su se schimb, ocupnd o poziie
unghiular O
2
'
fa de vechea linie a centrelor. Odat cu schimbarea poziiei
centrului fusului se va modifica i grosimea filmului de lubrifiant. Pe msur
ce turaia fusului crete, se va mri cantitatea de lubrifiant ce trece prin
interstiiul dintre fus i cuzinet, ceea ce determin ridicarea fusului, dar n
acelai timp, din cauza diferenei de presiune ntre cele dou pene de ulei din
dreapta i stnga, fusul va fi mpins napoi n sensul sgeii din figura 1,c. La o
turaie foarte mare (teoretic n=), centrul fusului va coincide cu al cuzinetului
- apare fenomenul de autocentrare i drept consecin, filmul de lubrifiant fiind
de grosime uniform, nu are portan, deci nu va putea prelua nici o sarcin
exterioar (fig.1,d), fusul se gsete ntr-o poziie instabil i cade pe cuzinet
iar procesul se reia de la nceput. Din figura 1 se poate observa c locul
geometric descris de centrul fusului n timpul variaiei turaiei de la n = 0 la n
= este aproximativ un semicerc cu raza 0,5e (e-excentricitatea absolut;
e = O
1
O
2
).
Curba de distribuie a presiunii hidrodinamice pe periferia cuzinetului
este prezentat n figura 2,a iar pe lungimea fusului n figura 2,b.
42.3. Construcia i funcionarea tandului
42.3.1. Construcia tandului
Modulul experimental Lagr de alunecare (fig.3 i 4) face parte
dintr-un grup de module i poate fi uor montat pe o ram de baz.
Se conecteaz la arborele de transmisie printr-un cuplaj.
Arborele de transmisie trebuie sa fie plasat ntr-o poziie orizontal.
Modulul 2 trebuie, mai nti, s fie montat pe rama de baz 1.
377
Fig. 2
Fig. 3
Fig.4
linia centrelor
F
/ 2 l
/ 2 l
Ieire ulei
Intrare ulei
2
I
II
-z
+z
y
a.
b.
d
r
F
R
r
h
m
h
min
e
O
1
O
2
D
p
cos( -
1
)
p
sin( -
1
)
A
B
C
A
1
A
2
p
max
378
Carcasa deschis de susinere 4 nconjoar numai jumtate din
arborele de transmisie 3 i este proiectat s suporte cuzinetul.
Carcasa este realizat din Plexiglas pentru a permite s se
urmreasc distribuia presiunii.
Grosimea filmului de lubrifiant poate fi reglat cu ajutorul urubului
micrometric 9.
Carcasa lagrului 4 este ataat modulului cu ajutorul a dou arcuri
de oel 8. Arcurile sunt pretensionate astfel nct carcasa lagrului4
este n permanent contact cu urubul micrometric 9.
Lubrifiantul se gsete n colectorul de ulei 5. Poate fi uor golit i
umplut prin ndeprtarea, mai nti, a blocului 6 iar apoi a
colectorului de ulei 5.
Colierele 10 sunt folosite ca s fixeze modulul de rama de baz.
42.3.2. Conectarea modulului la unitatea de baz
Componentele 1 i 2 se monteaz pe rama de baz 3 aa cum apare n
figura 5. Arborele de transmisie al unitii de baz 2 trebuie s fie plasat n
poziie orizontal. Se apropie componentele modulului pn cnd jumtile
cuplajului cu gheare 4 se interfereaz. Se strng colierele 5 pentru a fixa
componentele modulului.
Fig. 5
42.3.3. Reglarea jocului (diametrului interior)
urubul micrometric este folosit pentru a regla jocul (cuzinetul are un
diametru interior variabil). Intervalul de reglare este de la 0 la 1,25 mm i
poate fi realizat cu o precizie de 1/100mm.
379
Fig. 6
Carcasa lagrului este montat pe dou arcuri de oel, pretensionate
Trebuie ca urubul micrometric s fie ntotdeauna n contact cu carcasa
lagrului.
La reglarea jocului se rotete urubul micrometric pn cnd carcasa
lagrului vine n contact cu arborele de transmisie (fig.6,b). Se citete valoarea
gradaiei urubului micrometric i se reine.
42.3.4. Citirea coloanei de lichid
Sunt 13 puncte de msurare pe carcasa lagrului dispuse pe perimetrul
care formeaz lagrul (figura 7). Punctele de msurare de la 1 la 5 sunt
amplasate la intervale de 20 de grade iar punctele de msurare de la 5 la 13
sunt amplasate la intervale de 10 grade. Primul punct de msurare este dispus
la 10 grade fa de orizontal.
Intervalul de afiare a coloanei lichidului este de la 0 la 360 mm.
Intervalul msurabil poate fi insuficient pentru unele reglri sau cnd se
380
folosesc lubrifiani cu vscozitate ridicat. Uleiul care se scurge este colectat
prin scurgere de ctre alte tuburi. n aceast situaie reglrile trebuie
modificate.
Fig. 7
Carcasa lagrului este montat astfel nct baza ei este localizat la
aceeai nlime ca i axa arborelui. Acest lucru simplific msurarea nivelului
lichidului. Pentru a msura nivelul lichidului pentru fiecare punct de msurare
se folosete o rigl gradat. n cazul punctelor de msur care sunt deasupra
axului, msurrile sunt realizate ncepnd de sus i calculate corespunztor.
nlimea carcasei lagrului este 100mm (fig.7).
42.3.5. Umplerea colectorului de ulei
Colectorul de ulei trebuie demontat la umplere i golire. Mai nti se
demonteaz blocul 1 iar apoi se demonteaz colectorul de ulei 2 (fig.8).
nainte de a se face experimente se umple colectorul de ulei i se
monteaz sub arbore.
Fig. 8
381
42.3.6. Pregtiri pentru desfurarea lucrrii
Pentru a ncepe acest experiment modulul trebuie montat ca n figura 5
Se rotete motorul unitii de transmisie pn cnd arborele de
transmisie este orizontal;
Se apropie componentele modulului pn cnd jumtile
cuplajului cu gheare interfereaz;
Se umple colectorul de ulei;
Se regleaz jocul;
Se conecteaz butonul principal din unitatea de baz. Modulul este
n funciune. Viteza poate fi reglat cu ajutorul poteniometrului de
vitez.
42.4. Desfurarea lucrrii
42.4.1. Distribuia presiunii in funcie de jocul lagrului i turaie
n acest experiment distribuia presiunii i formarea filmului portant de
ulei pot fi vizualizate datorit carcasei transparente i a diametrului interior
care e mai mare. Urmtoarele aspecte trebuie avute n vedere:
Reglarea jocului (excentricitii) i notarea valorii de pe urubul
micrometric;
Adugarea lubrifiantului n carcasa de ulei;
Pornirea motorului;
Reglarea vitezei cu ajutorul vitezometrului;
Distribuia presiunii poate fi msurat numai dup ce presiunea
nceteaz s creasc. Se rein aceste valori;
Se repet procedura la diferite viteze;
Se modific jocul i se reface din nou experimentul.
Observaii:
O stare instabil de funcionare poate aprea la anumite reglri. n
aceast situaie volumul lichidului va fluctua sau unele tuburi vor fi goale.
42.5. Prelucrarea datelor
1. Datele experimentale se nscriu n tabelul 1.
2. Se deseneaz semiperimetrul carcasei, dup care se duc razele
corespunztoare punctelor de msurare la unghiurile precizate la
paragraful 42.3.4
3. Pe baza datelor din tabel se traseaz distribuia presiunii n filmul de
lubrifiant
382
4. Se compar diagramele obinute experimental cu cele prezentate n
literatura de specialitate.
Tabelul 1
Nivelul lichidului la punctele de msurare [mm]: Turaia
[rot/min]
Jocul
[mm] 1 2 3 4 5 6 7 8 9 10 11 12 13
43. STUDIUL EXPERIMENTAL AL FRECRII DE
ALUNECARE CU AJUTORUL MODULULUI
EXPERIMENTAL TIFT PE DISC (PIN ON DISC)
43.1. Introducere
Modulul experimental TM 260.03 tift pe disc (pin on disc) al firmei
G.U.N.T. este proiectat pentru a examina forele de frecare dintre un tift
vertical i un disc aflat n micare de rotaie.
Aceast unitate este destinat a fi utilizat mpreun cu modulul de
baz TM 260.
Lucrarea are ca scop determinarea pe cale experimental a:
frecrii n diferite condiii de ncrcare;
frecrii n diferite condiii de ungere;
frecrii n diferite condiii de viteze;
frecrii pentru diferite cuple de frecare;
precum i examinarea uzrii pentru diferite cuple de frecare.
Forele sunt msurate cu un traductor de for localizat n punctul de
lgruire al mecanismului de ncrcare.
43.2. Proiectare i funcionare
43.2.1. Unitatea principal
Modulul experimental tift pe disc (pin on disc) este realizat pe o
mas modular i poate fi uor montat pe unitatea de baz.
Discul i cupa sunt montate pe arborele motor al unitii de baz. Cnd
se pregtete acest experiment unitatea trebuie s fie fixat n poziie vertical
astfel nct arborele motor s fie n poziie vertical.
Se monteaz masa modular 9 cu experimentul tift / disc (pin on
disc) pregtit n cadrul de baz 1 a unitii principale.
Se fixeaz discul i cupa 3 pe arborele motor al unitii de micare
2. Lubrifiantul poate fi adugat n cup mai trziu.
384
tiftul 4, mpreun cu port tiftul sunt deplasate pe braul de
ncrcare 5 pn cnd se
obine un raport al
prghiei de 2:1. Apoi
tiftul se fixeaz n
aceast poziie.
Pentru a ncrca sistemul
se folosesc diferite
greuti 6.
Contragreutatea 7
compenseaz greutatea
braului (prghiei) de
ncrcare 5.
Frecarea este msurat cu
ajutorul traductorului de
for 8.
Fig. 1
43.2.2. Conectarea masei modulare la unitatea de baz
Se monteaz masele
modulare (1 i 2) pe cadrul de
baz 3 aa cum se vede n
figura 2.
Pentru nceput se
mpinge port tiftul 4 spre
mijlocul braului de ncrcare
i se fixeaz n aceast poziie.
Apoi se mpinge masa
modular 2 pn cnd port
tiftul este poziionat n centrul
discului 5.
Se fixeaz mesele
modulare n aceast poziie cu
ajutorul bridelor 6.
Fig. 2
5
3
1
4
6
2
6
385
43.2.3. Mecanismul de ncrcare
Mecanismul de ncrcare
este folosit pentru a ncrca
cuplele de frecare n diverse
moduri. Setul de greuti
corespunde unei greuti totale
de 40 N. Raportul prghiei este
de 2:1 rezultnd o ncrcare
maxim de 80N.
Fig. 3
Fora de ncrcare poate fi modificat gradual (10 N).
Trebuie s ne asigurm c port tiftul este plasat n centrul braului de
ncrcare astfel nct s se asigure un raport al prghiei de 2:1. Port tiftul
poate fi poziionat (fixat) cu un urub. Pentru a compensa greutatea braului se
aeaz la captul prghiei o contragreutate.
Setul de greuti este format din:
o greutate de 20N;
o greutate de 10N;
o greutate de 5N;
o greutate de 5N (greutatea talerului gol).
43.2.4. nlocuirea tiftului
nlocuirea tiftului se face foarte simplu. Mai nti se ndeprteaz
greutile de pe taler. Se ridic braul prghiei i se scoate tiftul din port tift.
Se introduce tiftul dorit i se aeaz la loc prghia.
Lucrarea include tifturi din trei categorii de materiale (oel, alam,
aluminiu). Diametrul tifturilor este de 4 mm.
43.2.5. Desfurarea lucrrii
Pentru a porni acest experiment mesele modulare trebuie, n primul
rnd, s fie aranjate ca n paragraful 43.2.2.
Se rotete motorul unitii principale pn cnd arborele motor
ajunge n poziie vertical;
Se fixeaz cupa i discul pe arborele motor;
Se pune contragreutatea pe braul de ncrcare. tiftul trebuie s fie
deja n port tift iar talerul nu trebuie s fie agat de braul
prghiei;
386
Se conecteaz traductorul de for la unitatea principal. Se
cupleaz traductorul de for la priza aflat n spate;
Se adaug lubrifiant n cup pn cnd discul este complet umed;
Se ncarc cu greutile dorite braul prghiei;
Se acioneaz butonul de pornire al unitii de baz. Unitatea este
gata de funcionare.
Observaie: viteza poate fi reglat fin folosind poteniometrul de
vitez.
43.3. ncercri experimentale
43.3.1. Determinarea forei de frecare n funcie de vitez
Frecarea (fora de frecare) este determinat pentru diferite valori ale
vitezelor. Experimentul permite examinarea comportamentului mai multor
tipuri de cuple de frecare. De asemenea n aceast lucrare poate fi examinat
comportarea tipului de lubrifiant precum i efectul lui asupra frecrii.
Cnd se dorete examinarea frecrii n prezena lubrifiantului se umple
cupa cu tipul de lubrifiant dorit.
n vederea executrii ncercrilor se folosesc tifturi din diferite
materiale (de exemplu: oel, alam, aluminiu). Discul este din oel de duritate
ridicat. Pentru a asigura o rugozitate sczut, suprafeele plane se rectific
sau se lustruiesc.
ncercrile se desfoar astfel:
Se determin tipul frecrii - dac este vorba de frecare uscat sau n
prezena lubrifiantului;
Se adaug lubrifiant n cup;
Se determin materialele cuplei de frecare (respectiv tipul
tifturilor) i se fixeaz tifturile n port tift;
Se ncarc foarte uor braul pn cnd tiftul ajunge n contact cu
discul;
Se regleaz la zero balana din camera de control a unitii de baz;
Se adaug greuti pe talerul de la braul prghiei;
Se regleaz viteza din camera de control;
Se citete i se nregistreaz fora de frecare.
43.3.2. Determinarea forei de frecare n funcie de ncrcare
n cadrul acestui experiment viteza se pstreaz constant iar
ncrcarea este crescut n mod gradat. n acest experiment sunt folosite
diferite cuple de frecare precum i diferite tipuri de lubrifiant.
387
43.3.3. Determinarea coeficientului de frecare
Coeficientul de frecare se calculeaz astfel:
n
f
F
F
=
unde:
F
f
fora de frecare msurat;
F
n
fora normal (ncrcarea).
Observaii:
Rezultatele anterioare vor fi folosite pentru evalurile propuse.
Influena vitezei este clar definit, recunoscut. Coeficientul de
frecare descrete odat cu creterea vitezei.
Influena ncrcrii asupra coeficientul de frecare este variabil. Nu
este posibil o evaluare unic, precis n acest caz.
43.4. Prelucrarea datelor
Determinrile experimentale se pot face n condiiile frecrii uscate sau
n prezena unui lubrifiant. Valorile msurate i cele calculate se trec n tabelul
1.
Tabelul 1
Nr.
crt.
Cupla de
frecare
ncrcarea
[N]
F
n
[N]
Viteza
discului
[m/s]
F
f
[N]
Obs.
10
20
30
1
Oel /
oel
40
10
20
30
2
Oel /
alam
40
10
20
30
3
Oel /
aluminiu
40
44. STUDIUL EFECTULUI STICK-SLIP N PROCESUL
DE FRECARE
44.1. Introducere
Modulul experimental TM 260.04 Vibraii n procesul stick-slip i de
frecare al firmei G.U.N.T poate fi utilizat pentru a pune n eviden efectele
stick-slipului.
Funcionarea cuplelor de frecare cu viteze de alunecare foarte mici
(0,18..180 mm/min.), n regim de frecare uscat sau limit, duce la apariia
unei micri cu intermitene ntre elementele cuplei. Aceast micare poart
denumirea de stick-slip.
Ea poate aprea att n cazul micrii de rotaie (ambreiaje, lagre,
procese de roluire a tablelor etc.) ct i al micrii de translaie (ghidaje,
cilindri hidraulici, filiere de trefilare, ascensoare etc.) i are o influen
nefavorabil asupra funcionrii unor cuple de frecare reale, deci implicit a
utilajului din care acestea fac parte (ghidajele mainilor unelte, ghidajele
preselor etc.).
Aceast unitate este destinat a fi utilizat mpreun cu modulul de
baz TM 260.
Diferenele dintre aspectele frecrii statice i de alunecare sunt
evideniate foarte clar. n aceast lucrare sunt examinate urmtoarele aspecte:
Trecerea de la frecarea static la cea de alunecare.
Influena ungerii asupra efectelor stick-slipului.
Influena forei normale asupra efectelor stick-slipului.
Influena vitezei asupra efectelor stick-slipului.
44.2. Construcia standului
44.2.1. Unitatea principal
Modulul experimental Oscilaiile frecrii este realizat pe o mas
modular i poate fi uor montat pe unitatea de baz.
389
Pentru a pregti experimentul elementul de micare este instalat pe
arborele motor al unitii de baz, care trebuie s fie fixat ntr-o poziie
vertical.
Se monteaz masa modular 5 mpreun cu experimentul pregtit
n cadrul de baz a unitii principale 1. ntre masele modulare ar
trebui s rmn un spaiu de aproximativ 130 mm.
Fig. 1 Fig. 2
Elementul de micare 3 este montat pe arborele motor al unitii de
antrenare 2.
Pe elementul de micare 3 vor fi poziionate diferite greuti 4.
Traductorul de for 7 este fixat de suportul 6 de pe masa modular
5. Fora de frecare (static) este msurat utiliznd traductorul de
for.
Elementul de micare 3 este legat la traductorul de for 7 cu ajutorul
cablului 9 i a arcului 8. Cablul este fixat n canalul 10 al roii de curea.
44.2.2. Conectarea mesei modulare la unitatea de baza
Se vor monta mesele modulare (1 i 2) n cadrul de baz 3 aa cum se
vede n figura 3. ntre mesele modulare ar trebui s rmn un spaiu de
aproximativ 130 mm.
Fixarea meselor modulare se face cu ajutorul unei bride 4. Se va
conecta cablul 5 cu arcul 6. Se va fixa captul cablului cu un nod n canalul
roii de curea 7. Apoi se va fixa arcul 6 n crligul 8 al traductorului de for 9.
6
390
Fig. 3 Fig. 4
44.2.3 Elementul conductor
Elementul conductor este montat pe arborele motor 1 cu ajutorul unei
flane 2. Momentul motor este aplicat inelului de frecare 4 prin aderen pe
discul 3. Inelul de frecare este ataat scripetelui 5 i este centrat cu un lagr de
alunecare 6. n acelai timp rola de transmisie este folosit i ca susintor
pentru greuti auxiliare 7. Cele dou tifturi 8 sunt folosite pentru a centra si a
transmite for.
Rola de transmisie 5 este legat cu un cablu iar arcul este legat la
traductorul de for. Valoarea care apare pe monitor n camera de control este
pentru fora de frecare (static) dintre inelul de frecare 4 i discul 3.
Coeficientul de frecare poate fi modificat dac se va realiza un film de
lubrifiant (ulei) ntre cele dou pri.
44.2.3. Pornirea
Pentru a porni acest experiment mesele modulare trebuie n primul
rnd s fie aranjate ca n paragraful 44.2.2.
Se rotete motorul unitii principale pn cnd arborele motor
ajunge n poziie vertical;
Se monteaz elementul de micare pe arborele motor;
Se determin tipul de ungere. Se va unge inelul de frecare sau se va
nltura filmul de ulei dac este necesar;
8
7
6
5
4
3
2
1
391
ntre mesele modulare se va asigura un spaiu de aproximativ 130
mm;
Se aga arcul n crligul traductorului de for;
Se fixeaz captul cablului cu un nod n canalul roii de curea. Se
va roti rola de transmisie cu mna pn cnd cablul se
tensioneaz;
Se vor plasa greuti auxiliare pe rola de transmisie;
Se va lega traductorul de for la unitatea principal;
Se va cupla traductorul de for la priza aflat n spate;
Se va aciona butonul de pornire al unitii de baz. Unitatea este
gata de funcionare.
Observaie: Viteza poate fi reglat fin folosind poteniometrul de
vitez.
44.3. ncercri experimentale
Fig. 5 Fig. 6
44.3.1. Efectul stick-slip
Frecarea este rezistena unui obiect aflat pe o suprafa mpotriva forei
de micare. Se face o distincie ntre frecarea static (frecare n repaus),
frecarea cinetic (frecare n timpul micrii) i frecarea de rostogolire. Dac un
obiect nu se mic sub efectul unei fore, aceasta nseamn c ne gsim n
cazul frecrii statice. Obiectul rmne n aceast poziie pn cnd fora atinge
o valoare limit, iar obiectul ncepe s alunece (vezi figura 6).
Fora de frecare static se calculeaz cu urmtoarea formul:
repaus micare
Fora de
frecare
Fora de ntindere
Fora de frecare
cinetic
Fora de
frecare
F
H
F
G
lipire
(stick)
alunecare
(slip)
392
0
= G F
H
unde:
0
coeficient de frecare static;
G greutatea.
Dac obiectul ncepe s alunece F
H
va fi nlocuit cu F
G
. Fora de
frecare cinetic se calculeaz cu formula:
= G F
G
unde:
coeficient de frecare cinetic;
G greutatea.
Traductorul de for se utilizeaz numai pentru determinarea
acceleraiei.
Coeficientul de frecare static
0
depinde de cuplul de materiale aflate
n contact, de calitatea suprafeei, de prezena unui film de lubrifiant, de
temperatura i umiditatea suprafeelor i de presiunea creat de fora normal.
Din aceast cauz valoarea coeficientului
0
fluctueaz ntre anumite
limite i poate fi determinat experimental n anumite cazuri. Valorile de
referin pot fi gsite n literatura de specialitate.
n completare la aceste influene, coeficientul frecrii de alunecare
depinde n primul rnd de condiiile de lubrifiere (frecare uscat, mixt,
lichid).
Efectul stick-slip care apare n jurul ariei (zonei) frecrii la limit
(fig.6) astfel nct obiectul poate fi n micare sau nu (fig.5). Aceasta poate
duce la apariia oscilaiilor nedorite (de rezonan) n sistem. Aceste oscilaii
nu sunt dorite deoarece cauzeaz n plus i zgomot.
44.3.2. Determinarea frecrii n funcie de condiiile de ungere
Se va pregti experimentul aa cum este descris n paragraful 44.2.4 i
se va proceda dup cum urmeaz:
Se vor aeza greutile pe rola de transmisie;
Se va regla viteza cu ajutorul vitezometrului din cabina de control;
Se va observa rola de transmisie. nregistrai valoarea la care rola
de transmisie este tras napoi de ctre fora arcului;
Se va repeta de cteva ori aceast procedur pentru a exclude
posibilitatea apariiei unor erori de msurare;
Se va mri ncrcarea sau viteza i se va repeta procedeul.
Dup ce se vor efectua o serie de msurtori concludente se vor
schimba condiiile de ungere i se va efectua o alt serie de experimente.
393
Experimente interesante mai pot fi fcute prin examinarea frecvenei
efectului stick-slip n condiii de ungere diferite.
44.4. Prelucrarea datelor
Determinrile experimentale se pot face n condiiile frecrii uscate sau
n prezena unui lubrifiant. Valorile msurate i cele calculate se trec n tabelul
1.
Tabelul 1
Nr.
crt.
Cupla de
frecare
ncrcarea
[N]
F
n
[N]
Viteza
discului
[m/s]
F
fmax
[N]
F
fmin
[N]
0
10 10
20 20
30 30
1
Oel /
oel
40 40
10 10
20 20
30 30
2
Oel /
alam
40 40
10 10
20 20
30 30
3
Oel /
aluminiu
40 40
BIBLIOGRAFIE
1. Antal, A. .a. ndrumtor de proiectare pentru reductoare, Litografia
I.P.C.-N. 1983.
2. Antal, A., Pop, D. Organe de maini i mecanisme pentru subingineri,
Lito. I.P.C., 1974.
3. Artobolevski, I. Les mcanismes dans la technique moderne, Tome 2,
Moscova, Edition MIR, 1976.
4. Ayel, J., Ganier, M., Le lubrifiant vritable matriau de
construction, Cahiers Formation CETIM, Inter-Plans, Paris, 1992.
5. Ayel, J., Ganier, M. Posibilits des huiles a base minrale et des
fluides de synthse, Cahiers Formation CETIM, Inter-Plans, Paris, 1992.
6. Balekics, M. Tribologie, Litografia Institutului Politehnic Traian
Vuia, Timioara, 1991.
7. Beizelmann, R.D., Tpkin, B.V. Rulmeni, Editura Tehnic, Bucureti
1956.
8. Bercea, I., .a. Tribologia sistemelor mecanice, Universitatea Tehnic
Gh.Asachi Iai, 1998.
9. Boicu, N. Contactul elastic liniar, Editura Academiei Romne,
Bucureti, 1983.
10. Bojan, t., Contribuii la realizarea angrenajelor cilindrice cu dantur
curb. Tez de doctorat. Cluj-Napoca, Universitatea Tehnic, 2002.
11. Bowden, F.P., Tabor, D. The Friction and Lubrication of Solids, Parts
I-II, Oxford at the Clarendon Press, London, 1964.
12. Buzdugan, Gh., .a. Vibraii mecanice, Editura Didactic i
Pedagogic, Bucureti, 1979.
13. Chiiu, A., .a. Organe de maini, Editura Didactic i Pedagogic,
Bucureti, 1981.
14. Constantinescu, V., .a. Lagre cu alunecare, Editura Tehnic,
Bucureti 1980.
15. Crudu, I. ncercarea materialelor la uzur, ncercarea materialelor,
vol. I, Editura Tehnic, Bucureti, 1982.
16. Dawson, D., .a. Elastohydrodinamic Lubrication, Pergamon Press,
Oxford, 1966.
17. Doma, ., Miron, Z. ndrumtor pentru utilizarea oelurilor, fontelor
i aliajelor neferoase, Editura Tehnic, Bucureti, 1985.
395
18. Dudi, F., Diaconescu, D. Optimizarea structural a mecanismelor,
Editura Tehnic, Bucureti, 1987.
19. Frne, J. .a. Lubrification hydrodynamique. Paliers et butes,
Eyrolles, Paris, 1990.
20. Gafianu, M. .a. Organe de maini, vol. 2. Editura Tehnic, Bucureti,
2002.
21. Gafianu, M. .a. Organe de maini, vol. I-II, Editura Tehnic,
Bucureti 1981 i 1983.
22. Giurgiuman, H. Maini unelte speciale, Atelierul de multiplicare al
Institutului Politehnic, 1986.
23. Handra-Luca, V. Mecanisme, Cluj-Napoca, Atelierul de multiplicare al
Institutului Politehnic, 1980.
24. Handra-Luca, V., Stoica, I.A. Introducere n teoria mecanismelor,
Cluj-Napoca, Editura Dacia, vol. I, 1982, vol. II, 1983.
25. Hutchings, I.M. Tribology: Friction and Wear af Engineering
materials, Hodder and Stoughton, London, Melbourne, Auckland, 1992.
26. Iliuc, I. Tribologia straturilor subiri, Editura Academiei Romne,
Bucureti, 1974.
27. Kragelski, I.W. Friction, Wear, Lubrication (Tribology Handbook),
MIR Publishers, Moscow, l986.
28. Kragelski, I.W. .a. Wear Calculation Method, Pergamon Press,
Oxford, 1983.
29. Maros, D. Mecanisme, Cluj-Napoca, Atelierul de multiplicare al
Institutului Politehnic, 1980.
30. Maros, D. .a. Mecanisme. ndrumtor de lucrri, Atelierul de
multiplicare al Institutului Politehnic, 1988.
31. Matiean, D. .a. Organe de maini. ndrumtor de lucrri de
laborator, Atelierul de Multiplicare al UTC-N. Cluj-Napoca, 1995.
32. Olaru, D.N. Tribologie. Elemente de baz asupra frecrii, uzrii i
ungerii, Litografia Institutului Politehnic Gheorghe Asachi, Iai, 1995.
33. Olaru, D.N. Fundamente de lubrificaie Editura Gheorghe Asachi,
Iai, 2002.
34. Pavelescu, D. Tribotehnica, Editura Tehnic, Bucureti, 1983.
35. Pavelescu, D. .a. Tribologie, Editura Didactic i Pedagogic,
Bucureti, 1977.
36. Popinceanu, N. .a. Probleme fundamentale ale contactului cu
rostogolire, Editura Tehnic, Bucureti, 1985.
37. Rabinovici I., .a. Rulmeni, Editura Tehnic, Bucureti, 1977.
38. Rdulescu, Gh., Ilea, M. Fizico-chimia i tehnologia uleiurilor
lubrifiante, Editura Tehnic, Bucureti, 1982.
396
39. Suciu, G. Ingineria prelucrrii hidrocarburilor, vol. 4, Editura
Tehnic, Bucureti, 1993.
40. Szekely, I. Mecanisme, Cluj-Napoca, Litografia Institutului Politehnic,
1974.
41. Szekely, I. Teoria mecanismelor i organe de maini, Bucureti,
Editura didactic i pedagogic, 1967.
42. Szekely, I., Dali, A. Mecanisme, Cluj-Napoca, Atelierul de
multiplicare al Universitii Tehnice, 1993.
43. teiu, C.E., Oprean, C. Msurri geometrice n construcia de maini,
Editura tiinific i Enciclopedic, Bucureti, 1988.
44. Tudor, A. Contactul real al cuplelor de frecare, Editura Academiei
Romne, Bucureti, 1990.
45. Tudor, A., .a. Tribologie. ndrumar de calcul, Litografia I.P.B.,
Bucureti, 1985.
46. Tudor, A., .a. Durabilitatea i fiabilitatea transmisiilor mecanice,
Editura Tehnic, Bucureti, 1988.
47. Tudose, L. Elemente de tribologie. Angrenaje, Editura UT Pres, Cluj-
Napoca, 1999.
48. Ursu, N. Vibraii mecanice. Atelierul de multiplicare al Institutului
Politehnic Cluj-Napoca, 1984.
49. Voinea, R., .a. Introducere n mecanica solidului cu aplicaii n
inginerie, Bucureti, Editura Academiei Republicii Socialiste Romnia,
1989.
50. Voinea, R., .a. Mecanica, Bucureti, Editura didactic i pedagogic,
1983.
51. *** ARAL Romnia S.R.L. Lubrifiani fabricai n Romnia, 1996
52. *** CASTROL Technische Information Industrieschmierstoffe;
Burmah Oil Handelsges, m.b.h., 1994.
53. *** Colecia standardelor de stat.
54. *** ESSO Lubricants Product Data Sheets: Automotive, Industry,
Agriculture, Specialties ESSO ITALIANA S.p.A. Roma, 1997.
55. *** ESSO Lubrificanti La lubrificatione dei motori, ESSO
ITALIANA S.p.A.
56. *** PECO S.A. Catalog de produse petroliere, 1993, Arta Grafic,
Bucureti.
57. *** SR ISO 4184 ; 1997 Transmisii prin curele trapezoidale clasice i
nguste. Lungimi n sistemul de referin.
S-ar putea să vă placă și
- Bazele Prelucrarilor Prin Deformare PlasticaDocument18 paginiBazele Prelucrarilor Prin Deformare PlasticaAlex Vornicu100% (1)
- Curs Bazele Generarii Suprafetelor Prin AschiereDocument176 paginiCurs Bazele Generarii Suprafetelor Prin AschiereWiz3rg0% (1)
- Exercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019Document9 paginiExercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019alexÎncă nu există evaluări
- Proiectarea Unui Robinet Cu VentilDocument14 paginiProiectarea Unui Robinet Cu Ventilionpopa8990Încă nu există evaluări
- Proiect Prelucrari Prin Deformare Plastica La ReceDocument21 paginiProiect Prelucrari Prin Deformare Plastica La Rececretul22Încă nu există evaluări
- Proiect TCMUPSDocument69 paginiProiect TCMUPSBotezatu CristinaÎncă nu există evaluări
- 2 Proiect de DiplomaDocument112 pagini2 Proiect de Diplomavasile100% (1)
- Proiect Tehnologia Fabricarii Utilajelor Electromecanice - ArboreDocument34 paginiProiect Tehnologia Fabricarii Utilajelor Electromecanice - Arboregeorgik55Încă nu există evaluări
- Proiect Organe Masini 2Document35 paginiProiect Organe Masini 2Cristina Florina Ionescu100% (2)
- Proiect Tehnologii de FabricatieDocument35 paginiProiect Tehnologii de FabricatieVladut AstalosÎncă nu există evaluări
- Proiect Pelucrari Prin AschiereDocument7 paginiProiect Pelucrari Prin Aschierelove kpopÎncă nu există evaluări
- Lucrare Laborator Proiectare Pentru MediuDocument22 paginiLucrare Laborator Proiectare Pentru Mediuoros.codrutÎncă nu există evaluări
- SupapeDocument23 paginiSupape19cmÎncă nu există evaluări
- Reconditionarea ArborilorDocument24 paginiReconditionarea ArborilorEugenNistorÎncă nu există evaluări
- Presa Cu o ColoanaDocument25 paginiPresa Cu o ColoanaFlorin Alexandru Dinca100% (1)
- Calirea Si Revenirea Otel FontaDocument4 paginiCalirea Si Revenirea Otel FontaPetrovai AlexandruÎncă nu există evaluări
- Sisteme Avansate de ProductieDocument133 paginiSisteme Avansate de ProductieRobert Bican100% (1)
- Cric Simplu Cu Surub RotitorDocument15 paginiCric Simplu Cu Surub RotitorAlina AlinaÎncă nu există evaluări
- Cotarea - Desen TehnicDocument28 paginiCotarea - Desen TehnicTarasie LucianÎncă nu există evaluări
- Calculul Si Constructia Utilajului PetrolierDocument79 paginiCalculul Si Constructia Utilajului PetrolierAdrian TodeaÎncă nu există evaluări
- Evaluarea Starii Tehnice A Sistemelor de Conducte Sub PresiuneDocument10 paginiEvaluarea Starii Tehnice A Sistemelor de Conducte Sub PresiuneTimofte DorelÎncă nu există evaluări
- Reductor Cu o TreaptaDocument189 paginiReductor Cu o TreaptamariusciolocamariusÎncă nu există evaluări
- Curs Despre Tehnologia de Injectare A Materialelor TermoplasticeDocument137 paginiCurs Despre Tehnologia de Injectare A Materialelor TermoplasticeCret Natasa100% (1)
- INTREBARI Examen Grila TM 3 1Document6 paginiINTREBARI Examen Grila TM 3 1Popa Delia100% (5)
- Proiect - Activitati de Cercetare Si ProiectareDocument15 paginiProiect - Activitati de Cercetare Si ProiectareAngelo BaditoniuÎncă nu există evaluări
- Proiect ArboreDocument36 paginiProiect ArboreClaudiu DinuÎncă nu există evaluări
- Ahp ExamenDocument14 paginiAhp ExamenDavid Solonari100% (1)
- Calirea Superficiala - Generalitati.met de Calire Superficiala in ElecrolitDocument1 paginăCalirea Superficiala - Generalitati.met de Calire Superficiala in ElecrolitCarla Elena100% (1)
- Bazele Proceselor de Deformatie Plastica - CursDocument73 paginiBazele Proceselor de Deformatie Plastica - CursSergiu IvanÎncă nu există evaluări
- Pompe HidrauliceDocument112 paginiPompe Hidraulicelivgal100% (2)
- Proiect FPMPCDocument7 paginiProiect FPMPCGratian Ioan0% (1)
- Calculul Si Filmul Tehnologic Racord Tip FlansaDocument22 paginiCalculul Si Filmul Tehnologic Racord Tip FlansaZafiu AlexandruÎncă nu există evaluări
- Prelucrarea Materialelor Prin TragereDocument10 paginiPrelucrarea Materialelor Prin TragereDambla MWÎncă nu există evaluări
- Tipuri de OţelDocument3 paginiTipuri de OţelPuiuÎncă nu există evaluări
- Pop A PaulDocument60 paginiPop A PauldoruoctaviandumitruÎncă nu există evaluări
- Roata Dintata Cu Dinti InclinatiDocument20 paginiRoata Dintata Cu Dinti Inclinatigaby198100% (1)
- Proiectul La TN Danciu Gabriel Final Vaccum CastingDocument14 paginiProiectul La TN Danciu Gabriel Final Vaccum CastingDanciu GabrrielÎncă nu există evaluări
- Fabric Area Utilajului Petrolier Si PetrochimicDocument151 paginiFabric Area Utilajului Petrolier Si PetrochimicOana GeruÎncă nu există evaluări
- Alegerea Sculelor AschietoareDocument22 paginiAlegerea Sculelor AschietoareIonuț Stănculea100% (1)
- Indrumator Laborator Organe de MasiniDocument396 paginiIndrumator Laborator Organe de MasiniCatalin AirineiÎncă nu există evaluări
- Indrumator Laboraor Organe de MasiniDocument396 paginiIndrumator Laboraor Organe de MasiniNicolaie Cristian Andrei100% (2)
- Tehnologia Sudarii Prin TopireDocument469 paginiTehnologia Sudarii Prin Topirecata_lina_s93% (14)
- 5 Culise ScheletataDocument66 pagini5 Culise ScheletataDisciponelÎncă nu există evaluări
- Proiect Mecanisme-DorelDocument33 paginiProiect Mecanisme-DorelCristianovici RasinarÎncă nu există evaluări
- CURS Tolerante Masuratori Si Control DimensionalDocument194 paginiCURS Tolerante Masuratori Si Control DimensionalTiberiu Giurgiu100% (1)
- Fenomene TermiceDocument226 paginiFenomene TermiceDINUMARIAN_22100% (1)
- Termotehnica Teoria Arderii Preleg DSDocument333 paginiTermotehnica Teoria Arderii Preleg DSAnișoaraÎncă nu există evaluări
- Psa 2Document50 paginiPsa 2Laurentiu CîndaÎncă nu există evaluări
- Ecologie Generala-Curs-Conf. Dr. Ştefan ZamfirescuDocument93 paginiEcologie Generala-Curs-Conf. Dr. Ştefan Zamfirescupetrea-marcu cristinaÎncă nu există evaluări
- LucrariLab TMDocument103 paginiLucrariLab TMBelu13100% (2)
- Manual de Laborator Geotehnic - D. Manoli MS SerbuleaDocument123 paginiManual de Laborator Geotehnic - D. Manoli MS SerbuleaDaniel Dinca100% (1)
- Proiectarea Unei Instalati LicentaDocument98 paginiProiectarea Unei Instalati LicentaIoana DascăluÎncă nu există evaluări
- Studiul Materialelor PDFDocument178 paginiStudiul Materialelor PDFMihai Calin100% (1)
- Bazele Exploatarii Lemnului CarteDocument296 paginiBazele Exploatarii Lemnului CarteDaniel Mihaila100% (1)
- Teza de Doctorat Mojolic Cristian PDFDocument175 paginiTeza de Doctorat Mojolic Cristian PDFAnca BalanÎncă nu există evaluări
- Tolerante Masuratori Si Control DimensionalDocument195 paginiTolerante Masuratori Si Control Dimensionaldj sparrow82% (17)
- Proiect de DiplomaDocument66 paginiProiect de DiplomaRoman RusuÎncă nu există evaluări
- Manual Chimie c1 Clasa 12 PDFDocument20 paginiManual Chimie c1 Clasa 12 PDFDenisa AvramÎncă nu există evaluări
- Cartea mică a ideilor mari: 150 de concepte și descoperiri care au schimbat istoriaDe la EverandCartea mică a ideilor mari: 150 de concepte și descoperiri care au schimbat istoriaÎncă nu există evaluări