Documente Academic
Documente Profesional
Documente Cultură
Instrumentele Calitatii
Încărcat de
radu popTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Instrumentele Calitatii
Încărcat de
radu popDrepturi de autor:
Formate disponibile
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumentele Calitatii
Prof.dr.ing. Marius Bulgaru
Uniersitatea Tehnica din Cluj-Napoca
Catedra Tehnologia Constructiilor de Masini
Instrumentele Calitatii
1/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Cuprins:
Cap 1. Metode participative
Cap 2. Instrumente si tehnici clasice in
managementul calitatii
Cap 3. Metoda QFD Quality Function Deploiment
(Desfasurarea Functiei Calitate)
Cap 4. Studiu de caz: Aplicarea metodei QFD
pentru un produs.
Cap 5. Metoda FMEA - Failure Method and Effect
Analysis (Analiza modurilor de defectare i a influenei
defectelor )
Cap 6. Studiu de caz: Aplicarea metodei FMEA
pentru un proces
Instrumentele Calitatii
2/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumentele vechi (7)
Diagrama Pareto
Diagrama cauz - efect
Grafice
Regresie si corelatie
Fia pentru nregistrare
date
Diagrame de control
Instrumentele Calitatii
3/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumentele noi (7)
Identificarea problemelor importante si a cauzelor
2 Diagrama afinittilor
1.
Diagrama procesului
1.
3 Diagrama relatiilor
De ce a aprut problema ?
Care este problema ?
Stabilirea solutiilor pentru rezolvarea problemelor
4. Diagrama matriceal
5. Diagrama arbore
Care este soluia ?
Cum se rezolv problema ?
Determinarea programului de rezolvare a problemei
7 Diagrama deciziilor
Cum se aplic soluia
6 Diagrama PERT
Cnd se aplic soluia ?
Instrumentele Calitatii
4/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumente avansate
APQP - Planificarea avansat
FMEA Analiza modurilor de
MSA Analiza sistemului de
a calitii produsului
defectare i a efectelor defectrilor
msurare
SPC Control statistic al
PPAP Procesul de avizare a
procesului
produsului i procesului
Instrumentele Calitatii
5/ 92
QFD - Casa Calitatii
Desfasurarea Functiei Calitate
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumente si tehnici clasice in managementul calitatii
1. Diagrama Pareto
2. Diagrama cauza efect
3. Regresia si corelatia
4. Diagrama de afinitate
5. Diagrama de relatii
6. Diagrama arbore
7. Diagrama matriciala
8. Diagrama deciziilor de actiune
9. Diagrama PERT drumul critic
Instrumentele Calitatii
6/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode Participative
Istoric:
1900-1930 - Modelul Taylor, model birocratic
1925-1960 - Progrese in studiul comunicarii
- bazate pe relatii umane (Elton Mayo)
- Sommet: descentralizarea in centre de profit
1955-1975 - Pricipiile cercetarilor participative
- sociologic: dinamica grupurilor mici (R. Likert)
- managerial: studii participative pt. obiective
(P.Druker)
1968-1980 - Socul anilor 70; apropierea socio-tehnica
1976-1985 Socul japonez si cercurile calitatii
1980-2010 - Directii strategice si viziunea firmei
- proiect si leader: incredere totala intre membrii
echipei
- exemplul francez si suedez, doctrine californiene
Instrumentele Calitatii
7/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Socul Japonez si Cercurile Calitatii
1976-1985
Intre doua socuri petroliere 1973 si 1979, occidentul a fost atins
de socul japonez. Piata a fost invadata de produse japoneze cu
un inalt raport pret/calitate.
Uzinele lucrau cu un nivel a stocurilor de 5 ori mai mic
Livrarea produselor la timp si fara defecte
Schimbarea sculelor si dispozitivelor de cinci ori mai rapida
Dublarea productivitatii si cresterea fiabilitatii
Peste tot informatii referitoare la planificare si informare
Peste tot, de la virf la baza, mici grupuri constituite din
voluntari, care urmaresc calitatea, productivitatea, securitatea
muncii care completeaza activitatea serviciilor existente
Angajatii inteleg exigentele competitivitatii, conducerea accepta
sugestiile subordonatilor si intareste punerea in practica a
deciziilor luate prin consens
Instrumentele Calitatii
8/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Socul Japonez si Cercurile Calitatii
1976-1985
Salariatii se simt membrii unei comunitati deschise aflate in
epoca comunicarii pentru care merita sa lupte
Salariatii sunt motivati prin bonusuri anuale masive
Rezultatele se manifesta intr-o crestere rapida si neintrerupta a
productivitatii si calitatii si cresterea nivelului salariilor
Cercurile occidentale au nevoie de zece ani pentru a intelege
sistemul al importa si transpune in practica
Instrumentele Calitatii
9/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Lectia Cercurilor Calitatii
Metoda Cercurilor Calitatii este o metoda participativa in care:
- grupurile participative pot fi productive si pot functiona de la
baza pina in virf. Defectele pot fi mai bine percepute de angajat
decit de specialistul din birou. Aportul acestora devine
indispensabil
- pentru a fi productiva munca cercurilor calitatii trebuie
instrumentata si precis clasificata sub forma de informatie.
Creativitatea obtinuta prin perceptie intuitiva este incurajata de
analiza factorilor.
- cercurile calitatii isi concentreaza atentia pentru satifacerea
clientilor, asupra proceselor si-a conditiilor de munca
- trebuie sustinuta printr-un efort continuu de formare
profesionala
- sunt preferati voluntarii ghidati in activitate de obiectivele
generale enuntate de conducere. Au in comun o cultura tehnica
si interese comune care coincid cu cele ale firmei
- rezultatele trebuie sa fie
vizibile si puse in practica
Instrumentele Calitatii
10/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
DEFINITII SI PRINCIPII DE BAZA
Cercul calitatii este definit ca un grup permanent si omogen
compus din 5-10 voluntari apartinind unei unitati organizatorice
(atelier, birou, serviciu, laborator) sau care au procupari
profesionale comune. Antrenati de cel mai apropiat
responsabil pe linie ierarhica si condusi de-un moderator,
Cercul se intruneste regulat pentru a identifica, analiza si
solutiona problemele comune locului de munca in cea ce
priveste: calitatea, protectia muncii, productivitatea, conditiile de
munca.Ei elaboreaza solutii pentru problemele identificate,
fac propuneri pentru modificare si verifica daca acestea au fost
puse in practica. Periodic prezinta conducerii rezultatele
activitatii.
Instrumentele Calitatii
11/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
TIPURI DE GRUPE DE LUCRU
- Echipele calitatii
- Echipe de conducere
- Echipe de proiect
- Cercul calitatii
Echipele Calitatii - Compuse dintr-un sef de atelier si din
ingineri de productie confruntati direct cu probleme precum si
din membrii ai serviciului calitate. Pot fi completate cu membrii
ai birourilor Vinzare, Proiectare.
Dupa rezolvare echipa se desfinteaza
Echipe de proiect - Similare echipelor calitatii, constituite
pentru rezolvarea unei probleme la initiativa conducerii firmei.
Se afla sub autoritatea unei persoane din conducerea firmei
Instrumentele Calitatii
12/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Echipele de management - Compuse din responsabilii cu
calitatea din diverse departamente. Au rolul de-a orienta si
impulsiona
permanent
echipele
calitatii.
Realizeaza
diagnosticarea si evaluarea.
SECRETUL ACTIVITATII DE GRUP
- Conducerea intelege interesele si necesitatea activitatii grupului
si aplica un program de promovare pentru toti angajatii
- Activitatile grupului sunt conduse de-un animator
- Trebuie clar definite obiectivul si detaliile urmarite
- Este bine ca Echipele calitatii si Echipele proiect sa fie investite
cu putere decizionala
- Echipele trebuie sa aiba un numar optim de membrii (3-4
Echipele Calitatii, 5-7 max 10 Cercurile Calitatii)
Instrumentele Calitatii
13/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
DEFINITII SI PRINCIPII DE BAZA
Metode si instrumente
RIGIDE Trateaza problemele
SUPLE
Trateaza echipa
Rezolva problemele tehnice
Rezolva problemele echipei
- metode si instrumente
(diagrama cauza efect,
diagrama Pareto...)
- probleme de comunicare,
tehnici de animare a reuniunii
Instrumentele Calitatii
14/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
DEFINITII SI PRINCIPII DE BAZA
Structura functionala
DIAGNOSTIC - CONDUCERE - ANIMARE
1. Diagnostic - trebuie descoperit daca firma poseda
caracteristicile necesare implementarii cercurilor calitatii
Nivelul
Directiei
- Viziune pozitiva asupra angajatilor
- Deschidere catre participare
- Pregatita sa aloce resurse necesare (timp, bani,)
Nivelul
Angajatilor
- Interes pentru firma
- incredere in conducere
- climat de cooperare
Instrumentele Calitatii
15/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
DEFINITII SI PRINCIPII DE BAZA
Structura functionala
DIAGNOSTIC - CONDUCERE - ANIMARE
Nivelul
Structurii
- Tehnologie
- Metode de productie
- Conditii de munca
Nivelul
Managerial
- Practica manageriala
- Sistem de comunicare
Instrumentele Calitatii
16/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
DEFINITII SI PRINCIPII DE BAZA
Structura functionala
DIAGNOSTIC - CONDUCERE ANIMARE
Comitet de conducere - Animatori - Moderatori
Comitet de conducere
Grup cu responsabilitati inalte
Infiiintat de conducere
Numeste moderatorii
Pentru punerea in practica a programului
Participa la definirea obiectivelor
Este abilitat sa dea liniile directoare
Si regulile practice de functionare
Are rol de control si dezvoltare
Instrumentele Calitatii
17/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Structura functionala
DIAGNOSTIC - CONDUCERE - ANIMARE
Moderatori
Coordoneaza activitatea CC
Nu apartin conducerii (in principiu)
Rol de asistenta si consens intre animatori
Participa de la lansarea CC
Reprezinta legatura intre CC si restul organizatiei
Animatori
Asigura functionarea grupului
Contribuie la formarea membrilor CC
Favorizeaza enuntul ideilor
Garanteaza buna dessfasurare a activitatii pentru atingerea
obiectivelor
Participa la punerea in aplicare a ideilor
Instrumentele Calitatii
18/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode rezolvare a problemelor
Problema - poate fi definita ca o diferenta intre o situatie reala si
una ideala. Rolul Cercului Calitatiieste de-a gasi o solutie care
sa reduca sau sa elimine aceasta distanta
O problema se
poate descompune
in
cinci
etape,
carora corespund
diverse
instrumente,
folosite in functie de
tipul
problemei,
complexitate,
precum
si
de
capacitatea cercului
de-a le utiliza.
Instrumentele Calitatii
1. Identificarea problemelor
2. Determinarea cauzelor
3. Cautarea solutiilor
4. Experimentarea solutiilor
5. Prezentare conducerii
19/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode de rezolvare a problemelor
BRAINSTORMING
Obiectiv: Producerea unui numar maxim de idei pentru un subiect
dat, lasind libera imaginatia si fara a impune constringeri
Aplicare:
Faza 1. Enuntarea unui numar maxim de idei
Faza 2. Clasificarea ideilor si evaluarea
Instrumentele Calitatii
20/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode de rezolvare a problemelor
BRAINSTORMING
Reguli pentru Faza 1.
1. Trebuie sprijinite toate ideile posibile, fara a fi atenti la
calitatea lor
2. Nu ezitati sa enunatti idei care deranjeaza sau idei absurde
3. Evitati criticile atit cele proprii cit si cele ale participantilor
4. Trebuie ascultate toate ideile si facute asociatii intre idei
Instrumentele Calitatii
21/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode de rezolvare a problemelor
BRAINSTORMING
Reguli pentru Faza 2.
1. Este recomandabil ca evaluarea ideilor sa fie facuta intr-o
sedinta ulterioara
2. Exista tendinta de-a fi prea severi si sa eliminam prea multe idei
3.Exista tendinta de-a fi prea superficiali si atunci ramin prea multe
idei
Instrumentele Calitatii
22/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Metode de rezolvare a problemelor
REGULI DE BRAINSTORMING
- CIT MAI MULTE IDEI IN TIMP CIT MAI SCURT
- A LASA FRIU LIBER FANTEZIEI
- A PRINDE IDEILE ALTORA SI A LE DEZVOLTA
- FARA CRITICI ( FRAZE UCIGASE, MIMICA, GESTICA )
- UMOR
- CARE - CE - UNDE - CIND ?
Care
- Care este cauza?
Cine, Ce
- Cine o produce?
Unde
- Unde se produce?
Cind
- Cind se produce?
Cum
- Cum se manifesta?
De ce
- De ce se produce?
Instrumentele Calitatii
Citi, Cite
23/ 92
- Cite pagube produce?
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama Pareto
- Problemele eseniale, sunt puine la numr, dar au rezultate
importante
- Problemele secundare, sunt multe la numr, dar au puine rezultate.
Analiza Pareto este o tehnic statistic de clasificare a sarcinilor
reduse ca numr, dar cu efect semnificativ. Se bazeaz pe principiul
Pareto (cunoscut i sub denumirea de regula 80/20), care stabilete
c 20% din resurse genereaz 80% din ntreaga munc, sau, n
termeni de ameliorare a calitii, majoritatea problemelor (80%) au
cteva cauze cheie (20%).
Exemple:
20% din timpul consumat produce 80% din rezultate;
80% din telefoanele pe care le dai sunt pentru 20% din agenda telefonica;
20% din strazi suporta 80% din trafic;
80% din mancarurile comandate la un restaurant provin din 20% din meniu;
20% dintr-o hartie contine 80% din informatii;
20% din oameni creeaza 80% din probleme;
20% din caracteristicile unei aplicatii sunt folosite in 80% din timp.
Instrumentele Calitatii
24/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
Pasul 1 nregistrarea datelor neprelucrate. Se inregistreaza
toate informaiile legate de problema si se impart pe categorii. La
sfrit se poate include o categorie numit ,,altele. care cuprinde
cele mai puine entiti.
Pasul 2 Aranjarea informaiilor. Se aranjeaza informatiile pe
categorii n ordinea frecvenei.
Pasul 3 Calculul frecventei cumulate. Frecvena cumulat a
fiecrei categorii reprezint frecvena acelei categorii adugat
frecvenelor tuturor categoriilor superioare
Pasul 4 Divizarea axei orizontale. Impartiti bara orizontala in
fragmente egale. Numarul fragmentelor este egal cu numarul de
categorii. Pe axa orizontala treceti numele fiecarei categorii. Dac
numele este prea lung, marcai pe axa: A, B, C i oferii
interpretarea n alt parte.
Pasul 5 Trasarea barei n dreptul fiecrei categorii. Trasati
bare de aceasi latime a caror inaltime este proportionala cu
frecventa.
Instrumentele Calitatii
25/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
Pasul 6 Construirea liniei frecvenelor cumulate. Pentru
fiecare categorie, facei un punct la nlimea totalului cumulat i
la nivelul colului drept al barei categoriei respective. Unii toate
punctele prin linii drepte. Incepeti din partea dreapta spre stinga
de la 100% la 0%
Pasul 7 Divizarea axei verticale din partea dreapta. Se
marcheaza pe axa valoarea frecventei cumulate maxime rotunjite
la o valoare superioara. Distanta marcata pe axa se imparte in
fragmente egale
Pasul 8 Divizarea axei verticale din partea stng. Se
marcheaza pe axa valoarea de 100%, astfel nct 100% s se
afle n dreptul frecventei cumulate maxime.
Instrumentele Calitatii
26/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
Conditiile pentru aplicarea diagramei sunt:
Este necesar personal calificat.
Eforturi trebuie ndreptat spre cauzele cele mai frecvente.
Se analizeaza un interval precis al rezultatelor ce arat
performana.
Este necesara o echip format din persoane care cunosc
procedeul sau care cunosc metodele i tehnicile utilizate n
procedeul respectiv.
Este necesar ca echipa sa aiba acces la informaii.
Instrumentele Calitatii
27/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
Avantajele aplicarii unei diagrame diagrame Pareto:
- Rezolv eficient o problem prin identificarea i ierarhizarea
principalelor cauze n ordinea importanei acestora.
- Stabilete prioritatea multor aplicaii practice, cum ar fi: eforturile
de ameliorare ale unui proces, nevoile clienilor, ale furnizorilor,
oportunitile de investiii.
- Arat n ce direcie trebuie ndreptate eforturile.
- Amelioreaz utilizarea resurselor limitate.
Instrumentele Calitatii
28/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
APLICATIE
Un spital trebuie s rezolve situaia plngerilor depuse de pacieni.
Se iau n considerare 845 de plngeri, clasate pe categorii. Aceste
plngeri au fost depuse de cei ce au beneficiat de serviciul medical.
Nr
plingeri
Informatii gresite furnizate de
personal
210
Program de lucru
60
Tratamentul primit
92
13
Timpul de rezolvare a problemelor
320
Prea multe formalitati
75
Priceperea personalului
18
Timpul de asteptare
53
29/ 92
300
250
Lipsa formularelor
Altele Calitatii
Instrumentele
350
18
Frecventa
Categorie
200
150
100
50
0
Numarul de plngeri
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
Nr Categorie
ai
fi
Ai
Fi
Timpul de rezolvare a problemelor
320
37,87 320 37,87
Informatii gresite furnizate de
personal
210
24,85 530 62,72
Tratamentul primit
92
10,89 622 73,61
Prea multe formatitati
75
8,88 697 82,49
Programul de lucru
60
7,10 757 89,59
Timpul de asteptare
53
6,27 810 95,86
Priceperea personalului
18
2,13 828 97,99
Lipsa formularelor
13
1,54 841 99,53
Altele
0,47 845 100,0
Instrumentele Calitatii
30/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
Diagrama Pareto
CERMI Centrul de Metrologie Industriala
100,0%
73,7%
Instrumentele Calitatii
31/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Aplicatie 1
Sa se efectueze analiza Pareto pentru situatia calitatii
serviciilor
Categoriedintr-o spalatorie:
Nr defecte
Material rupt
12
Nasturi rupti
50
Intarzieri de predare
25
Greseli pret
Curatare necorespunzatoare
70
Decolorare
20
Arderea tesaturii
Asteptare la coada
120
Informatii transmise
250
Orar
100
Altele
Instrumentele Calitatii
32/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Aplicatie 2
Defectul
Decupare
Indoire
Gaurire
Altele
TOTAL
Instrumentele Calitatii
Nr.de piese
120
15
9
6
150
33/ 92
Procentaj
80%
10%
6%
2%
100%
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama Cauza Efect
Obiectivul principal este ilustrarea grafic a legturii dintre un
rezultat i factorii ce au dus la apariia acestuia.
Determinarea cauzelor de baz ale unei probleme.
Indreptarea ateniei ctre o problem anume.
ndreptarea ateniei echipei asupra cauzelor, i nu a
simptomelor.
Infiarea grafica a diferitelor teorii despre cauzele care ar
putea sta la baza unei probleme.
Se arata legtura dintre factorii diveri, care influeneaz o
problem.
Se descopera legturile importante dintre diferite variabile i
posibile cauze.
Sa inelegem mai bine cum funcioneaz procesul respectiv.
Instrumentele Calitatii
34/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama Cauza Efect
Diagrama os de peste
Diagrama Ishikawa
Instrumentele Calitatii
35/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 1 Identificai i definii rezultatul ce trebuie analizat. Formulai
problema i notai-o ntr-un chenar, n partea dreapt a diagramei. Toat
lumea trebuie s neleag aceast problem i procedeul/produsul despre
care discutai. Dac unii au neclariti cu privire la scopul ntlnirii, problema
nu va fi soluionat. n acest moment trebuie respectate urmtoarele reguli:
- Hotri-v asupra efectului pe care l vei examina. Efectele pot fi anumite
caracteristici, probleme legate de lucru, obiective stabilite, i-aa mai departe
- Folosii definiii operaionale. Definii efectul pe nelesul tuturor.
- Nu uitai, un efect poate fi pozitiv (un obiectiv) sau negativ (o problem), n
funcie de tema discutat.
- Un efect pozitiv, care se refer la un rezultat dorit, va tinde s stimuleze mndria i
apartenena la zonele productive. Acest lucru poate crea o atmosfer optimist, care i
va ncuraja pe participani. E de preferat s formulai efectul n termeni pozitivi, dac
este posibil.
- n cazul unui efect negativ, membrii echipei se pot abate de la problem, justificnduse i dnd vina pe cineva anume. Totui, uneori e mai uor ca participanii s se
concentreze asupra cauzelor unei probleme dect asupra unui rezultat excelent. Dei
trebuie s avei grij ca un efect negativ s nu duc la apariia unor certuri, o discuie
pe baza lucrurilor care nu merg cum trebuie poate stimula o atmosfer i mai relaxat
i uneori crete participarea grupului.
Trebuie s hotri ce abordare e optim grupului dumneavoastr.
Instrumentele Calitatii
36/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 2 Folosii un tabel, aezat la vederea tuturor i desenai ira
spinrii, apoi chenarul n care se va nota efectul.
- Desenai o sgeat orizontal, ndreptat spre dreapta. Aceasta este
ira spinrii.
- Scriei n dreapta sgeii o descriere scurt a efectului sau rezultatului.
- ncadrai descrierea efectului ntr-un chenar.
Pasul 3 Identificai cauzele principale care au dus la apariia efectului n
discuie. Acestea sunt denumirile principalelor ramificaii ale diagramei i
vor deveni categorii, n dreptul crora vei putea trece multe alte
subcategorii.
- Stabilii cauzele sau categoriile principale, n dreptul crora vor putea fi
listate alte cauze posibile. Ar trebui s folosii denumiri relevante pentru
diagrama pe care o realizai.
- Scriei categoriile principale, alese de echipa dumneavoastr, n partea
stng a chenarului ce conine efectul, unele deasupra sgeii, altele
dedesubt.
- ncadrai fiecare categorie ntr-un chenar i legai toate chenarele de
sgeat, printr-o linie diagonal.
Instrumentele Calitatii
37/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
5M - mna de lucru, materii prime i materiale, mainile, metodele,
mijloacele de msurare i mediul
ISO 9004 - sistemul informaional, echipamentele, mijloacele de msurare,
mediul, materialele, metodele i personalul.
Diagrama - Ishikawa: 5 M
Maina
Metoda
Muncitor
Abateri de la
datele din desen
Felul
defectului
Material
Instrumentele Calitatii
Mediu
38/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 4 Discutai despre fiecare cauz principal i identificai ceilali
factori secundari, care pot avea legtur cu efectul.
- Identificai ct de multe cauze i notai-le ca subcategorii, n dreptul
ramificaiilor principale.
- Fiecare cauz trebuie descris n detaliu. Dac o cauz secundar
determin mai multe cauze principale, notai-o n dreptul fiecreia.
Pasul 5 Identificai treptat tot mai multe cauze i aezai-le n dreptul
subcategoriilor. Putei face acest lucru punnd o serie de ntrebri care
ncep cu De ce ?. S-ar putea s trebuiasc s mprii diagrama n
cteva mai mici, n cazul n care o categorie are prea multe
subcategorii. Oricare dintre cauzele principale poate fi retranscris ca
efect.
Instrumentele Calitatii
39/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumentele Calitatii
40/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 6 Analizai diagrama. Analiza ajut la identificarea acelor cauze
care necesit cercetri suplimentare. ntruct diagramele cauz-efect
ajut la identificarea cauzelor posibile, ai putea folosi analiza Pareto
pentru a decide cauzele ce vor fi studiate mai nti.
- Examinai ,,echilibrul diagramei i verificai detaliile comune mai multor
categorii.
- O categorie cu multe subramificaii poate denota nevoia de analiz
suplimentar.
- O categorie principal cu doar cteva cauze specifice poate denota
nevoia de identificare a altor cauze.
- Dac mai multe ramificaii principale au doar cteva subramificaii, s-ar
putea s trebuiasc s le combinai ntr-o singur categorie.
- Cutai cauzele care se repet. E posibil ca acestea s fie cauzele de
baz.
- Vedei ce poate fi msurat n cazul fiecrei cauze, astfel nct s putei
msura efectele schimbrilor pe care le punei n aplicare.
Instrumentele Calitatii
41/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Aplicatie: Multi adulti evita sa mearga la dentist
Instrumentele Calitatii
42/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Condimente
Cantitate
Tip
Arome
Marinare
Carne
Sare
Coninut
n grab Relaxare
Atenie
Vizionare
meci TV
Discuie
cu vecinul
Buctarul
Instrumentele Calitatii
Tip
Congelare
Grsime
Frgezime
Vrst
Timp
Volum
Ingrediente
Dispoziie
Consisten
Calitate slab
a fripturii la
grtar
Tranare
Temperatura
Vnt
Ploaie
ndemnare
Ungere
Curenie
Aprindere
Gril
Poziie
Crbune
Poziie
Tip
Cantitate
Vremea
43/ 92
Grtarul
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama Cauza Efect Aplicatie
Factorii care influenteaza calitatea unui proces din
firma dumneavoastra
Instrumentele Calitatii
44/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
3. Regresia si corelatia
Se aplica numai in studiul variabilelor cantitative exprimate prin
numere
Fenomenele sunt influenate de o varietate de factori care pot fi
eseniali pentru evoluia fenomenului sau pot avea doar o
influen ntmpltoare.
Suntem interesat sa determinam:
-Daca intre parametrii fenomenului exista o legatura corelatie
-Sa determinam expresia matematica a legaturii - regresie
Modele matematice:
Y=ax+b functia de gradul I
Y=axn + a1xn-1 + a2xn-2 ++ an-1x + an functia polinomiala
Y=axb functia putere
Y=a+ln (x) b functia logaritmica
F(x)=a1x + a2 y ++ anz
Instrumentele Calitatii
45/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Corelatia
Premisele calculelor de corelaie
a). Legturile sunt de natur probabilistic i deci imperfecte.
b). Datorit complexitii cauzale, formalizarea matematic a
dependenei dintre variabile, este inevitabil legat de unele
simplificri.
- se include n calcul unul (regresie simpl) sau mai muli factori
(regresie multifactorial sau multipl).
- introducerea unui numr mare de variabile explicative crete pe de
o parte calitatea estimrilor valorilor funciei de eregresie dar
ngreuneaz, n acelai timp, modelul matematic;
c). Cnd se utilizeaz o corelaie multipl se presupune dependena
variabilei y de variabilele cauzale x1, x2, , xn i de independena
reciproc a variabilelor x.
Dac nu este asigurat independena factorilor cauzali, rezultatele
obinute prin aplicarea modelului sunt eronate (lipsa
multicolinearitii sau a autocorelrii).
Instrumentele Calitatii
46/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Corelatia
d) Variabilele incluse n calculele de corelaie pot fi exprimate diferit: uniti
naturale, natural convenionale, valorice, avnd fiecare indicator o anumit
specificitate. Alegerea uneia din modalitile de exprimare deriv din:
- specificul analizei;
- utilizarea rezultatelor;
- eliminarea elementelor exogene caracterizrii reale a fenomenului
e) Alegerea modelului matematic i a tipului de dependen se realizeaz
pornind de la reprezentarea grafic sau innd seama de legitile
economice i experiena anterioar. Alegerea modelului presupune printre
altele alegerea funciei care descrie legatura tinnd seama de tipul
modelului (linear sau nelinear) i de numrul de variabile cauzale (model
unifactorial sau multifactorial).
f) Pentru obinerea unor rezultate corecte este necesar s se ndeplineasc
cele dou condiii impuse pentru a valida orice indicator cantitativ de natur
statistic.
- omogenitatea datelor;
- numr mare de uniti statistice (numr mare de observri).
g) S se stabileasc dac legtura se realizeaz simultan sau cu ecart n
timp.
Instrumentele Calitatii
47/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Corelatia
a) Metoda seriilor interdependente
b) Metoda gruprilor
c) Procedeul tabelului de corelaie
d) Metoda grafic
1.punctele sunt dispersate la ntmplare ntre cei doi factorii nu exist o legtur
semnificativ
2. punctele se disperseaz n direcia unei anumite
linii care nu este paralel cu axa ox - cele dou
caracteristici sunt corelate.
Instrumentele Calitatii
48/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Corelatia
Calculul coeficientului de corelatie
r= 1 corelatie puternica
r= (1; 0,75) legatura foarte buna
r= (0,75; 0,50) legatura medie
r= (0,50; 0,25) legatura slaba
r= (0,25; 0,0) nu exista legatura
1,1
2,1
3,0
4,1
5,0
XY
X2
Y2
Instrumentele Calitatii
49/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Regresia
Expresia matematica a legaturii dintre factori
X - variabila independenta
Y - variabila dependenta
Y=f(X)
Y=ax+b
1,1
2,1
3,0
4,1
5,0
XY
X2
Y2
Instrumentele Calitatii
50/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Regresia
6
y = 0,98x + 0,12
R = 0,9992
5
y = 0.8888e0.3697x
R = 0.9528
y = 2.3725ln(x) + 0.7884
R = 0.946
y = -0.0083x3 + 0.075x2 + 0.7833x + 0.26
R = 0.9993
4
0
0
Instrumentele Calitatii
51/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
4. Diagrama de afinitate - Care este problema ?
Diagrama de afinitate sau diagrama KJ, dupa japonezul Jiro
Kawakita, cel care a inventat-o in 1960, este o unealta de
management folosita pentru a organiza idei sau informatii. Aceasta
unealta este utilizata de catre managerii de proiect deoarece
permite sortarea ideilor obtinute intr-un brainstorming in categorii
pentru a fi revazute si analizate.
Beneficiile utilizarii acestei diagrame sunt:
Organizeaza cantitati semnificative de informatii.
Faciliteaza intrari echilibrate in proiect.
Incurajeaza colaborarea productiva.
Faciliteaza stabilirea prioritatilor.
Instrumentele Calitatii
52/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama de afinitate - Care este problema ?
Aceasta metoda poate fi utila managerului de proiect care
intampina un numar mare de idei sau informatii si doreste sa le
analizeze pe fiecare pentru a stabili careia sa ii acorde
prioritate.
Cartela de afinitate
Instrumentele Calitatii
53/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 1
Se gaseste o directie a brainstorming-ului. De exemplu:
Echipa noastra ar putea fi mai productiva daca...
As putea fi mai eficient in munca mea daca...
Informatiile ar ajunge mai repede si mai eficient la membrii
organizatiei daca...
Multumirea clientilor din regiunea X ar putea creste daca...
Am putea reduce costurile si creste veniturile daca...
Se aduna echipa de proiect si organizeaza un brainstorming.
Instrumentele Calitatii
54/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 2
Se cere membrilor echipei sa scrie ideile si informatiile pe sticknotes. Aici trebuie avute in vedere urmatoarele:
Se scrie cate o idee pe fiecare notita.
Se include un verb.
Se foloseste 8 cuvinte sau mai putine pentru fiecare
notita.
Se folosesc markere de aceeasi culoare.
Se evita comentariile care sunt prea detaliate sau
personale.
Se pot folosi comentarii de genul:
Angajatii au avut mai multe oportunitati de training.
Am imbunatatit comunicarea din interiorul organizatiei.
Am redus costurile energiei electrice.
Insa, nu sunt recomandate comentariile ca:
Alexandru a invatat sa-si faca treaba si nu ma mai bate pe
mine la cap sa o fac.
Trainingul din luna octombrie s-a terminat mai devreme cu
Instrumentele
Calitatii
55/ 92
Prof.dr.ing. Marius BULGARU
jumatate
de ora.
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Pasul 3
Se lipesc notitele pe un perete si apoi se grupeaza in categorii.
Ca reguli generale care trebuie respectate pentru aceasta
metoda.
Numarul de stick-notes pentru fiecare persoana trebuie redus
daca timpul este limitat.
Notitele se amesteca pentru a respecta anonimatul.
Se permite echipei sa spuna in ce categorie ar trebui lipita o
notita.
Daca exista neintelegeri asupra categoriei in care ar trebui sa
intre o notita se rescriu notitele
Se cere echipei sa denumeasca fiecare categorie.
Se organizeaza un sistem de votare pentru a decide carei
categorii ii vei da prioritate.
Se cere membrilor echipei sa voteze categorii si nu
comentarii.
Alege doar 1/4 din totalul optiunilor de votare.
Instrumentele Calitatii
56/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama de afinitate Aplicatie
Achizitionarea unui copiator
Sau
Cintarul de baie
Sau
??????
Instrumentele Calitatii
57/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
5. Diagrama de relatii - De ce a aparut problema ?
Diagrama de relaii permite identificarea cauzelor succesive ale
unei probleme date. Poate fi utilizat, de exemplu, n analiza
reclamaiilor clienilor, a problemelor aprute n implementarea
sistemului calitii etc.
Pentru construirea diagramei se parcurg urmtoarele etape:
- descrierea i formularea problemei;
- identificarea cauzelor care fac ca problema respectiv s
existe; fiecare din acestea poate fi efectul altor cauze; se
stabilesc, astfel, legturile cauz-efect principale;
- evidenierea legturilor de acelai tip, n cazul fiecrui cuplu
cauz-efect, identificat; procednd dup acelai raionament,
pot fi stabilite asemenea legturi i pentru nivelurile urmtoare de
detaliere;
- identificarea circuitelor cauze-efecte, care determin, cu cea
mai mare probabilitate, problema analizat.
Instrumentele Calitatii
58/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama de relatii
Diagrama de relaii poate prezenta
trei forme:
- cu punct central
problema
analizat este plasat n centru, n
jurul ei fiind plasai factorii de
influen;
unidirecional
problema
analizat este plasat lateral,
factorii de influen plasndu-se fie
n dreapta, fie n stnga ei;
- cu indicativ de relaii factorii care
influeneaz sunt plasai pe niveluri,
evideniind relaiile dintre ei.
Instrumentele Calitatii
59/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama de relatii Aplicatii
Problema: Numarul rebuturilor este mare
Sau
Problema: Am un venit insuficient
Sau
Instrumentele Calitatii
60/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama de relatii Aplicatii
Calitate slaba
la reperul X
Neconformitati
executie
Control
necorespunzator
Personal
nemotivat
Personal tehnic
slab calificat
Lipsa mijloace
materiale
Tehnologii/proceduri
necorespunzatoare
Masini si
echipamente
neintretinute
Scule ieftine
necorespunzatoare
Instrumentele Calitatii
61/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama arbore - Cum se rezolva problema ?
n figura se observ c fiecare soluie propus reprezint la
nivelul su o aciune i, n acelai timp, un obiectiv pentru nivelul
inferior.
Instrumentele Calitatii
62/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
6. Diagrama arbore - Cum se rezolva problema ?
Diagrama arbore permite evidenierea relaiilor dintre obiectivele de
realizat i aciunile (mijloacele) necesare pentru atingerea lor. Se
poate aplica individual sau n grup.
Aceast diagram se construiete parcurgnd urmtoarele etape:
- definirea temei, de ctre participani, sub forma cum s
mbuntim. Propunerile de aciuni realizabile se nregistreaz pe
fie, evitndu-se orice abstractizare. Se recomand ca participanii
s se limiteze la 20 de aciuni.
- gruparea soluiilor propuse de ctre participani, n funcie de
afiniti (utiliznd diagrama de afiniti) i definirea obiectivului lor
comun;
- structurarea diagramei pn la nivelul a dou, trei obiective
principale;
- completarea diagramei, parcurgnd schema de mai multe ori, n
ambele sensuri, pentru a aduga noi aciuni posibile pentru
realizarea obiectivelor.
Instrumentele Calitatii
63/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama arbore
Eficiena acestui instrument este condiionat de cunoaterea i
aplicarea diagramei afinitilor pentru regruparea aciunilor
stabilite. De asemenea, cere mult timp, fiind necesar
parcurgerea diagramei de mai multe ori, pentru identificarea unor
aciuni realizabile, corespunztor definite.
Diagrama arbore permite ca, plecnd de la un punct-cheie de
interes general, s se coboare n etape la diverse niveluri de
detalii succesive a relaiilor cauze-efect; ea conduce la o munc
sistematic n investigarea legturilor cauze-efect succesive,
mpiedicnd neglijarea legturilor logice.
n final, n urma constituirii diagramei arbore, se obine un plan
de aciune concret, de la etape inferioare ctre cele superioare,
ce trebuie aplicat pentru atingerea obiectivului propus, o politic
n rezolvarea problemei.
O atenie deosebit trebuie acordat omogenitii soluiilor
pentru un anumit nivel.
Instrumentele Calitatii
64/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama arbore Aplicatie
Achizitionarea unui copiator
Cerintele clientului
Caracteristicile produsului
Instrumentele Calitatii
65/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Cerintele Clientilor
Caracteristicile produselor
Cerinte
FUNCTIONALE
Cerinte de
Performanta
Cerinte
Complementare, suplimentare
Cerinte de
Conceptie
Cerinte
FUNCTIONALE
Cerinte
UTILIZARE/CONSUM
Cerinte
INTRETINERE/SERCICE
Instrumentele Calitatii
Cerinte
Material greutate
Cerinte principale
Cerinte secundare
Cerinte principale
Cerinte secundare
Scheme, principii constructive
Interschimbabilitate
Structuri si compozitie
Proprietati si greutate
Cerinte de
Dimensiuni geometrie
Cerinte dimensionale
Cerinte
Tehnologice
Prelucrare si inspectie
Cerinte de
Disponibilitate
Cerinte geometrice
Asamblare si manipulare
Cerinte de fiabilitate
Cerinte mentenabilitate
Cerinte
Utilizare
Durabilitate si accesibilitate
Cerinte de
Intretinere
Cost al intretinerii
Cerinte
Service
66/ 92
Intretinere si conservare
Cerinte de curatenie
Cerinte de garantie
Cerinte de servicee
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Cerintele Clientilor
Caracteristicile produselor
Cerinte de
POSESIE
Cerinte
ERGONOMICE
Cerinte
PROTECTIA VIETII
Cerinte
ECOLOGICE
Cerinte
ESTETICE/
ORGANOLOEPTICE
Instrumentele Calitatii
Cerinte de
Achizitie
Cerinte
Exploatare
Cerinte de
Folosiree
Cerinte
Solicitare
Costul achizitiei
Intrare in posesie
Consumuri specifice
Cost al exploatarii
Cerinte de antropometrie
Pozitie si miscare
Solicitare psihosenzoriala
Cerinte de ambianta
Cerinte de
Siguranta
Cerinte de securitate
Cerinte
Protectie
Cerinte de toxicitate
Cerinte de risc
Cerinte de protectia vietii
Cerinte de
Poluare
Cerinte de poluare a arerului
Cerinte
Dispensare
Cerinte de biodegradabilitate
Cerinte de
Forma si culoare
Forma/Structura/Linie/Design
Cerinte
Armonie
67/ 92
Poluarea apei si solului
Legalitatea dispensarii
Stil/Ornament/Culoare
Cerinte de simetrie/proportie
Cerinte de armonie si contrast
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Instrumentele Calitatii
68/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
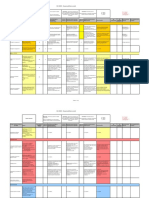
7. Diagrama matriceal Care este solutia?
Diagrama matriceal permite vizualizarea i analiza relaiilor dintre
elemente (fapte) i a criteriilor luate n considerare pentru
caracterizarea lor. Prin utilizarea acestui instrument se urmrete
definirea prioritilor n selectarea elementelor (faptelor) care vor fi
analizate. Poate fi aplicat individual sau n grup.
n funcie de multitudinea elementelor luate n considerare, pentru
construirea diagramei se utilizeaz mai multe tipuri de matrice:
- matrice n L, pentru analiza relaiilor dintre dou categorii de
elemente;
- matrice n T, pentru analiza relaiilor dintre o categorie de elemente
i alte dou categorii;
- matrice n Y, pentru analiza relaiilor ntre trei categorii de elemente,
luate dou cte dou;
- matrice n X, pentru analiza relaiilor dintre patru categorii de
elemente, fiecare categorie fiind asociat cu alte dou categorii;
- matrice n C, pentru analiza relaiilor dintre trei categorii de
elemente, luate n considerare n mod simultan.
Instrumentele Calitatii
69/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama matriceal - Etape
- definirea tipului de matrice care va fi
utilizat (matrice n L, T, Y, X, C); innd
seama de obiectivul urmrit se
stabilesc criteriile i modul lor de
ponderare i se construiete diagrama;
- definirea n grup a elementelor
selecionate, pe fiecare ax, plecnd,
de exemplu, de la diagrama arbore sau diagrama afinitilor;
- definirea relaiilor dintre elementele de pe coloane i linii, cu
ajutorul unor simboluri grafice. Aceste simboluri indic o
corelaie mai puternic sau mai slab ntre elementele
respective;
- determinarea punctajului pe linie, innd seama de ponderile i
valorile stabilite pentru simbolurile grafice utilizate;
- formularea concluziilor n funcie de rezultatele obinute.
Instrumentele Calitatii
70/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama matriceal
Matricea L are utilizarea cea mai
frecvent i servete la prezentarea
tipului de relaii ntre dou serii de
factori, fiecare serie fiind poziionat
pe unul din braele lui L. Aplicnd
diagrama matriceal se poate
analiza incidena unor factori asupra
disfuncionalitii i, de asemenea,
aptitudinea unei serii de mijloace de
a produce efectele respective.
Relaia dintre fiecare factor-linie i fiecare factor-coloan este evaluat i
constituie un element ce trebuie luat n considerare n aciunea de
rezolvare a problemei.
Instrumentele Calitatii
71/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama matriceal Care este solutia?
Dei pare simplist, reprezentarea matriceal este un instrument
foarte important pentru c exprim adesea finalitatea unei
activiti de analiz ncepute cu alte metode i care a condus la
identificarea a dou serii de factori ai matricei i permite
pregtirea lurii deciziei (figura din dreapta). Fiecare intersecie
ntre linie i coloan se preteaz la reprezentarea nuanat a
relaiei pe care o materializeaz. Pentru a realiza evidenierea
nuanat a ordinii n care se vor aborda pentru rezolvare,
diferitele relaii ntre linii i coloane pot fi puse n eviden prin
simboluri diferite sau prin valori.
Instrumentele Calitatii
72/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama matriceal Care este solutia?
Interesul conducatorilor auto fata de automobilul anului 2015
Criterii
Punctaj Clasament
Elemente
A
B
C
D
20-30 30-55 55-70
F
25% 37,5% 25% 12,5%
Ponderi
2
3
2
1
Auto Hibrid
(6)
(9)
(2)
(3)
20
Motorina
(4)
(6)
(4)
(1)
14
Benzina
(2)
(3)
(2)
(1)
Nu-mi doresc un astfel de automobil corelatie slaba, valoarea 1
Sunt interesat de un astfel de automobil - corelatie medie, valoarea 2
Sunt foarte interesat corelatie puternica, valoarea 3
Instrumentele Calitatii
73/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
8. Diagrama deciziilor de aciune - Cum se aplic
soluia ?
Diagrama deciziilor arat modul de desfurare a unui proces,
ntr-o situaie bine definit, lund n considerare factorii aleatori
posibili i msurile de contracarare necesare. Ea este utilizat n
scopul determinrii etapelor care se parcurg pentru atingerea
unui obiectiv, anticipnd aciunile de ntreprins n situaii nedorite.
Se asigur astfel minimizarea pierderilor de timp ocazionate de
evenimente neprevzute.
n managementul calitii diagrama deciziilor se aplic n dou
variante:
- pentru mbuntirea planului calitii, n faza elaborrii lui,
astfel nct s fie posibil realizarea obiectivelor stabilite. n acest
scop se simuleaz desfurarea activitilor pentru realizarea
obiectivului, acestea fiind mbuntite nainte de a fi ntreprinse;
- n scopul stabilirii msurilor care trebuie luate pentru evitarea
unor situaii nedorite, evitndu-se probabilitatea de apariie a
evenimentelor.
Instrumentele
Calitatii
74/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
.
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama deciziilor de aciune
Diagrama deciziilor de
aciune realizat pe
orizontal sau vertical
este similar unei
scheme-bloc a unui
program
pentru
calculator, ntocmirea
ei rezumndu-se la a
trasa drumul ideal ce
trebuie parcurs pentru
ca pornind de la
situaia A s se ating
obiectivul
B;
se
evideniaz n acest
mod inclusiv situaiile
nedorite ca i modurile
de a le evita.
Instrumentele Calitatii
75/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
9. Diagrama PERT - Cnd se aplic soluia ?
Diagrama PERT (Program Evaluation Review Technique) este un
instrument de management al proiectului, care a fost elaborat si
folosit pentru prima oara de U.S. Navy in anii 50, pentru a
coordona programul submarinului atomic Polaris.O metodologie
de management a proiectului similara, respectiv Metoda Drumului
Critic (CPM - Critical Path Method), care a fost elaborata cam in
aceeasi perioada, pentru sectorul privat, a devenit sinonima cu
PERT. Aceasta este cauza pentru care sunt intalnite variatii de
denumiri pentru acelasi instrument: PERT, CPM sau PERT\CPM.
Diagrama PERT este un instrument de management al
proiectului, utilizat pentru a programa, organiza i coordona
sarciniile unui proiect. n principiu este o metod de a analiza
sarcinile necesare pentru finalizarea unui anumit proiect, mai ales
timpul alocat fiecrei sarcini n parte i de a identifica timpul minim
necesar proiectului respectiv.
Instrumentele Calitatii
76/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
9. Diagrama PERT - Cnd se aplic soluia ?
Instrumentele Calitatii
77/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT
Diagrama PERT are urmtorii pai:
- Identificarea activitilor specifice i a milestone-urilor (punctelor
semnificative).
- Determinarea secvenei de activiti.
- Construirea unei diagrame a reelei.
- Estimarea timpului necesar fiecrei activiti n parte.
- Determinarea drumului critic.
- Aducerea la zi a diagramei PERT, pe msur ce proiectul
avanseaz.
Obiectivul principal: este de a facilita procesul de luare a
deciziilor i de a reduce att durata de desfurare ct i costurile
unui proiect.
Diagrama PERT folosete proiectelor complexe, la scar foarte
mare, n care sarcinile depind foarte mult unele de altele. Aceste
proiecte necesit multe activiti, dintre care unele sunt
secveniale, iar unele paralele cu celelalte.
Instrumentele Calitatii
78/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT - Cnd se aplic soluia ?
Pasul 1.
Identificarea activitilor specifice i a milestone-urilor
(punctelor semnificative). Activitile sunt sarcinile necesare
pentru finalizarea unui proiect. Milestone-urile sunt evenimentele
care marcheaz nceputul i sfritul unei activiti sau a mai
multora. E util s facei un tabel cu aceste sarcini, n care ai
putea include ulterior informaii cu privire la ordinea i durata
activitilor.
Pasul 2.
Determinarea secvenei de activiti. Aceast etap s-ar putea
desfura n acelai timp cu prima, ntruct ordinea activitilor
este evident n unele cazuri. S-ar putea ca alte sarcini s
necesite ns o analiz mai amnunit, atunci cnd stabilim
ordinea exact n care trebuie s fie executate.
Instrumentele Calitatii
79/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT - Cnd se aplic soluia ?
Pasul 3.
Construirea unei diagrame a reelei. Folosind informaiile
despre ordinea activitilor, putem desena diagrama, artnd
ordinea activitilor paralele i a celor care urmeaz unele dup
altele. Fiecare activitate reprezint un nod n reea, iar sgeile
arat legturile dintre activiti. Programele de soft simplific
aceast etap, transformnd informaia din tabelul cu activiti
ntr-o diagram a reelei.
Pasul 4.
Estimarea timpului necesar fiecrei activiti n parte. n
general, msura de timp utilizat n stabilirea timpului necesar
finalizrii unei activiti este sptmna, dar se pot folosi i alte
uniti. Una din trsturile specifice diagramei PERT este faptul
c trateaz cu nesiguran, atunci cnd e vorba de timpul necesar
finalizrii unei aciuni.
Instrumentele Calitatii
80/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT - Cnd se aplic soluia ?
De obicei, calculul include trei timpuri estimate pentru fiecare
activitate:
Timpul optimist este n general durata cea mai scurt
necesar finalizrii unei aciuni. Se obinuiete ca timpul optimist
s fie exprimat cu trei devieri standard fa de medie (in minus),
astfel nct exist anse de aproximativ 1% ca activitatea s se
finalizeze n timp optimist.
Timpul cel mai probabil timpul de efectuare a unei activitati cu
cea mai mare probabilitate Observai c acesta nu este timpul
estimat pentru finalizarea activitii.
Timpul pesimist cel mai mare timp pe care o necesita o
activitate. De obicei, acesta este exprimat cu trei devieri standard
(in plus) fa de medie. Diagrama PERT presupune o distribuie
de probabilitate beta pentru fiecare durat estimat.
Instrumentele Calitatii
81/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT - Cnd se aplic soluia ?
Pentru o distribuie beta, timpul estimat pentru fiecare activitate
poate fi aproximat, folosind media urmtoare:
Timpul estimat = (Timpul optimist + 4 x Timpul probabil + Timpul
pesimist) / 6
Timpul estimat poate aprea pe diagrama reelei
n cazul n care au fost alese trei devieri standard pentru durata
optim i cea pesimist, nseamn c ntre acestea se afl ase
devieri. Variaia de timp necesara finalizrii fiecarei activiti se
calculeaz cu formula :
Timp pesimist Timp optimist ) / 6
Instrumentele Calitatii
82/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT
Determinarea drumului critic. Drumul critic este determinat prin
nsumarea timpilor necesari activitilor din fiecare secven i
determinarea celui mai lung drum din proiect. Drumul critic
nseamn durata maxim necesar proiectului. Dac activitile
din afara drumului critic se desfoar mai repede sau mai lent
(cu anumite limite), durata total a proiectului rmne
neschimbat. Perioada de timp n care o activitate a drumului
critic poate ntrzia, fr s afecteze proiectul este cunoscut sub
denumirea de ntrziere admisibil. Dac drumul critic nu este
evident, ar fi util s stabilii pentru fiecare activitate urmtoarele:
ES Earliest Start time (Timpul de Start cel mai mic) EF - Earliest
Finish time (Timpul de Finalizare cel mai mic), LS Latest Start
time (Timpul de Start cel mai mare) LF - Latest Finish time
(Timpul de Finalizare cel mai mare) Acestea se calculeaz cu
ajutorul timpului estimat pentru activitile importante.
Instrumentele Calitatii
83/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT
Putem determina ES i EF pentru fiecare aciune analiznd
reeaua i determinnd cel mai curnd moment n care o aciune
poate ncepe i finaliza, fr a ntrzia proiectul. LS i LF se
calculeaz n sens invers. Diferena dintre ele constituie
ntrzierea admisibil. Prin urmare, drumul critic este acela n
care nu exist ntrzieri admisibile ntre activiti. Variaia timpului
de finalizare a proiectului se poate calcula adunnd variaiile
timpurilor de finalizare a activitilor din drumul critic. Cu ajutorul
acestei variaii se poate calcula probabilitatea ca proiectul s se
ncheie pn la o anumit dat, presupunnd c drumul critic are
o distribuie a probabilitii normal. Aceast presupunere este
valid n cazul n care numrul de activiti ale drumului este
destul de mare pentru ca teorema limitei centrale s aib
aplicabilitate. ntruct drumul critic determin data finalizrii
proiectului, acesta poate fi grbit prin adugarea resurselor
necesare scderii duratei activitilor drumului critic. Acest
procedeu se numete scurtarea proiectului.
Instrumentele Calitatii
84/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT
Pasul 6
Aducerea la zi a diagramei PERT, pe msur ce proiectul
avanseaz. Facei modificri ale diagramei PERT, pe msur ce
proiectul avanseaz. Timpurile estimate vor putea fi nlocuite cu
cele reale. n cazul ntrzierilor, pot fi adugate resurse
suplimentare, pentru ca proiectul s se ncadreze n program, iar
diagrama se poate modifica pentru a ilustra noua situaie.
Instrumentele Calitatii
85/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT - Utilitate
Diagrama PERT este util, ntruct ofer urmtoarele informaii:
- Timpul estimat al finalizrii proiectului;
- Probabilitatea de finalizare pn la o anumit dat;
- Activitile drumului critic ce au un impact direct asupra
momentului finalizrii;
- Activitile care au ntrzieri admisibile i ale cror resurse ar
putea fi utilizate n activitile drumului critic;
- Data de nceput i de sfrit a proiectului.
Conditiile care trebuiesc indeplinite pentru aplicarea metodei sunt:
- Personalul ar trebui s cunoasc deja terminologia
managementului de proiect, instrumentele i tehnicile acestuia.
- Un model PERT al unui instrument echivalent (ex. soft)
- Crearea unui plan de proiect
- Alegerea celei mai potrivite metode de planificare
- Selectarea i organizarea unei echipe care s pun n practic
sarcinile proiectului.
Instrumentele Calitatii
86/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT Aplicatia 1
Se doreste infiintarea unui spital
Managerul de proiect cunoate ordinea activitilor i timpul
optimist, timpul pesimist i timpul probabil (exprimat n sptmni)
pentru urmtoarele activiti:
Instrumentele Calitatii
87/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT Aplicatia 1
TE = (TO+4*TM+TP)/6
Act Descriere
A Alegerea personalului
Dep de TO
9
Administrativ si medical
Alegerea locaiei i sondarea terenului.
TP TM
15 12
TE
12
B
C Alegerea echipamentului.
D ntocmirea planurilor i a schielor pentru
A
B
5
8
7
13
12
17
9
10
9
9
10
10
18
34
23
24
15
10
30
40
35
35
D
35
A
12
E, G, H 3
F, I, J
7
49
18
9
11
39
15
3
9
40
15
4
9
noua construcie.
Instalarea serviciilor publice n locaia
respectiv.
Intervievarea potenialilor angajai i ocuparea
posturilor de asisten, mentenan i paz.
G Achiziionarea i luarea n primire a
H
I
J
K
echipamentului.
Construirea spitalului.
Dezvoltareaunui sistem de informaii.
Instalarea echipamentului.
Pregtirea personalului de asisten.
Instrumentele Calitatii
88/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
9. Diagrama PERT - Cnd se aplic soluia ?
Instrumentele Calitatii
89/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT Aplicatia 2
Efectuarea unui audit
Instrumentele Calitatii
90/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
Universitatea Tehnica din Cluj-Napoca
CERMI Centrul de Metrologie Industriala
Diagrama PERT Aplicatia 3
Diagrama Gant
Instrumentele Calitatii
91/ 92
Prof.dr.ing. Marius BULGARU
marius.bulgaru@tcm.utcluj.ro
S-ar putea să vă placă și
- Ingineria Si Managementul CalitatiiDocument231 paginiIngineria Si Managementul CalitatiiClaudiu DinuÎncă nu există evaluări
- Metoda 8DDocument6 paginiMetoda 8DOctavian GheorghiuÎncă nu există evaluări
- Six SigmaDocument18 paginiSix SigmaGoguSorin-VictorÎncă nu există evaluări
- Conceptul de CalitateDocument15 paginiConceptul de CalitateBorzaAlexandruÎncă nu există evaluări
- 6 SigmaDocument16 pagini6 SigmaRoman Anca100% (1)
- DISERTATIEDocument44 paginiDISERTATIEMădălina Ene100% (1)
- Costul CalitatiiDocument14 paginiCostul CalitatiiBogdan IvancuÎncă nu există evaluări
- Tabel Concordanta Explicatii SR ISO en 9001 2015 GeneralDocument19 paginiTabel Concordanta Explicatii SR ISO en 9001 2015 Generalgduicu100% (6)
- Proiect 6 Sigma MSDocument9 paginiProiect 6 Sigma MSdragos1992Încă nu există evaluări
- Metodologia Six Sigma DmaicDocument5 paginiMetodologia Six Sigma DmaicCiprian VarÎncă nu există evaluări
- Proiect AQPSDocument26 paginiProiect AQPSAndreea SimaÎncă nu există evaluări
- Metoda QFD PDFDocument5 paginiMetoda QFD PDFDragomir MarianÎncă nu există evaluări
- Proiect Imbunatatirea Sase Sigma 2015Document10 paginiProiect Imbunatatirea Sase Sigma 2015Bianca WekerleÎncă nu există evaluări
- Manualul SIMDocument49 paginiManualul SIMJeofrey DanielÎncă nu există evaluări
- 6sigma Tehnici Si Instrumente Ale CalitatiiDocument22 pagini6sigma Tehnici Si Instrumente Ale CalitatiiEdwin Osogo100% (2)
- Conceptul de Imbunatatire Continua ADocument6 paginiConceptul de Imbunatatire Continua AMirela VlasceanuÎncă nu există evaluări
- LUCRARE DISERTAtIEDocument111 paginiLUCRARE DISERTAtIEmayadahhÎncă nu există evaluări
- Prezentare ISO 9001Document88 paginiPrezentare ISO 9001PetronelaÎncă nu există evaluări
- Ciclul PDCADocument20 paginiCiclul PDCADaiana ChenciuÎncă nu există evaluări
- FMEA Suport CursDocument77 paginiFMEA Suport CursadriansinisaÎncă nu există evaluări
- Analiza ParetoDocument11 paginiAnaliza Paretopaulacrasmaruc@gmailcomÎncă nu există evaluări
- Auditul Si CertificareaDocument79 paginiAuditul Si CertificareaAlexya Nicole100% (2)
- Managementul Calitatii 1Document429 paginiManagementul Calitatii 1Cosmin Trasca100% (1)
- Celel 7 Instrumente Ale CalitatiiDocument4 paginiCelel 7 Instrumente Ale CalitatiiPetre Konyicska100% (2)
- ANALIZA FMEA LA O FRÎNĂ DE AUTOMOBIL FinalizataDocument57 paginiANALIZA FMEA LA O FRÎNĂ DE AUTOMOBIL FinalizataАлександр Паскал100% (1)
- Chestionar de AuditDocument10 paginiChestionar de Audittudor11111Încă nu există evaluări
- Responsabil ProcesDocument61 paginiResponsabil ProcesLucian T.100% (1)
- Sisteme de Management Al Calitaţii: Tranziţia La ISO 9001:2015Document78 paginiSisteme de Management Al Calitaţii: Tranziţia La ISO 9001:2015Adrian TudoracheÎncă nu există evaluări
- Metodologia 8D de Rezolvare A Problemelor - Suport Curs Anca HaitaDocument52 paginiMetodologia 8D de Rezolvare A Problemelor - Suport Curs Anca HaitaMoraru Ciprian100% (5)
- Imbunatatire Six SigmaDocument18 paginiImbunatatire Six SigmaAndreea ZimtaÎncă nu există evaluări
- Implementarea Unui Sistem de Management de CalitateDocument33 paginiImplementarea Unui Sistem de Management de CalitateIoana MădălinaÎncă nu există evaluări
- Managementul CalitatiiDocument61 paginiManagementul CalitatiiMirabela Botici100% (3)
- Kaizen - Suport Curs 5SDocument40 paginiKaizen - Suport Curs 5SadriansinisaÎncă nu există evaluări
- MC Curs 2 CalitateDocument28 paginiMC Curs 2 CalitateАлёнка Б. Л.50% (2)
- Ghid EMASDocument74 paginiGhid EMASandrea_nicole238040100% (2)
- Metoda 5SRomDocument34 paginiMetoda 5SRomDitiu Daria100% (1)
- Curs - Certificarea ProduselorDocument108 paginiCurs - Certificarea ProduselorAlin Ionut Grigore100% (1)
- SR en Iso - 14001 - 2015 - RoDocument50 paginiSR en Iso - 14001 - 2015 - Roenvironmental companyÎncă nu există evaluări
- Studiu de Caz - Diagrama Cauza EfectDocument4 paginiStudiu de Caz - Diagrama Cauza EfectTudor Anca100% (2)
- Asigurarea Calitatii in AviatieDocument15 paginiAsigurarea Calitatii in AviatiebobbytronicÎncă nu există evaluări
- Proiect MCT 2Document45 paginiProiect MCT 2Tibi ConstantinescuÎncă nu există evaluări
- Matrita de Implementare ISO 26000Document5 paginiMatrita de Implementare ISO 26000Chirita Mihaela100% (1)
- Metoda Six SigmaDocument34 paginiMetoda Six SigmaCeban TatianaÎncă nu există evaluări
- Proiect MCT IIDocument38 paginiProiect MCT IIEugen Vizireanu0% (1)
- Manualul CalitatiiDocument45 paginiManualul Calitatiiioana_filimon12Încă nu există evaluări
- Managementul CalitățiiDocument77 paginiManagementul CalitățiiNita Bogdan100% (2)
- Implementarea Unui Sistem de Management Al Calitatii in Cadrul Unei OrganizatiiDocument38 paginiImplementarea Unui Sistem de Management Al Calitatii in Cadrul Unei OrganizatiiCeochinaCatalinaÎncă nu există evaluări
- Costul CalităţiiDocument15 paginiCostul CalităţiiElla PopaÎncă nu există evaluări
- Standarde Iso Explicatii ISO 9000 9001 9004Document33 paginiStandarde Iso Explicatii ISO 9000 9001 9004Gabriel TanaseÎncă nu există evaluări
- Exemplu - Matricea RiscurilorDocument3 paginiExemplu - Matricea RiscurilorCrina Mihaela100% (2)
- FMEA Suport CursDocument60 paginiFMEA Suport CursClaudiu Nicolae100% (1)
- Auditor Triplu Integrat Martie - Aprilie 2012 BucurestiDocument6 paginiAuditor Triplu Integrat Martie - Aprilie 2012 BucurestiIulian CucosÎncă nu există evaluări
- Asigurarea Calitatii Suport de CursDocument137 paginiAsigurarea Calitatii Suport de CursGina MateescuÎncă nu există evaluări
- Curs FMEADocument36 paginiCurs FMEAAdrianPavelÎncă nu există evaluări
- Dacia Proiect-Managementul-CalitatiiDocument62 paginiDacia Proiect-Managementul-Calitatiijohnny dave100% (1)
- Rezolvare Subiecte MTCDocument29 paginiRezolvare Subiecte MTCAlina DescanÎncă nu există evaluări
- Proiect Managementul CalitatiiDocument62 paginiProiect Managementul CalitatiiAlex ColyÎncă nu există evaluări
- Proiect Managementul CalitatiiDocument62 paginiProiect Managementul CalitatiiTudor George100% (5)
- Suport-Curs-Evaluator-CRFPA DOLJ - Modul 6Document4 paginiSuport-Curs-Evaluator-CRFPA DOLJ - Modul 6Madalina BogdanÎncă nu există evaluări
- REFERATDocument16 paginiREFERATArtur CarpÎncă nu există evaluări