S-ar putea să vă placă și
- Oily Water SeparatorDocument5 paginiOily Water SeparatorFe Capricho100% (1)
- MM-18 - Bilge Separator - OPERATION MANUALDocument24 paginiMM-18 - Bilge Separator - OPERATION MANUALKyaw Swar Latt100% (2)
- 06 - Ows & SweageDocument5 pagini06 - Ows & SweageAisha Zaheer100% (1)
- PURIFIERSDocument7 paginiPURIFIERSjames dogelioÎncă nu există evaluări
- Bilge Oily Water SeparatorDocument25 paginiBilge Oily Water Separatornguyenvanhai19031981100% (2)
- Alarms System in Engine RoomDocument50 paginiAlarms System in Engine RoomPranjyoti Saikia100% (1)
- Procedure For Starting and Stopping of Sewage Treatment Plant On A ShipDocument4 paginiProcedure For Starting and Stopping of Sewage Treatment Plant On A ShipILHAMÎncă nu există evaluări
- Oily Water SeparatorDocument7 paginiOily Water SeparatorVishu Sharma100% (2)
- Sketch and Describe A Two-Stage Air Compressor Suitable For Marine Use Up To 30 Bar PressureDocument4 paginiSketch and Describe A Two-Stage Air Compressor Suitable For Marine Use Up To 30 Bar PressureA NÎncă nu există evaluări
- Cargo Oil Pump TurbineDocument16 paginiCargo Oil Pump TurbineNikolay KirovÎncă nu există evaluări
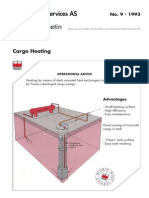
- 09 - Cargo Heating - Operational Advice PDFDocument4 pagini09 - Cargo Heating - Operational Advice PDFrpichoÎncă nu există evaluări
- BalClor BWMS - Ballast Water Treatment System IntelligenceDocument2 paginiBalClor BWMS - Ballast Water Treatment System IntelligencebratkpÎncă nu există evaluări
- Operating and Maintenance InstructionsDocument20 paginiOperating and Maintenance InstructionsJano Goñi100% (1)
- What Are The Steering Gear Motor SafetiesDocument2 paginiWhat Are The Steering Gear Motor SafetiesRachitÎncă nu există evaluări
- Marine Boiler Question AnswersDocument9 paginiMarine Boiler Question AnswersSumeet SawantÎncă nu există evaluări
- 78 - RT-Flex - CLU-4 Cylinder Lubricating SystemDocument19 pagini78 - RT-Flex - CLU-4 Cylinder Lubricating SystemVignesh Krishnamoorthy100% (2)
- Marine IncineratorDocument3 paginiMarine IncineratorJohn SnowÎncă nu există evaluări
- Components of FRAMO SystemDocument26 paginiComponents of FRAMO SystemtomryanÎncă nu există evaluări
- Scavenge FireDocument3 paginiScavenge FireVishu SharmaÎncă nu există evaluări
- Bilge & BallastDocument17 paginiBilge & BallastRyanÎncă nu există evaluări
- Marine PurifierDocument30 paginiMarine PurifierJayDelosSantos100% (1)
- Sounding of PipeDocument12 paginiSounding of Pipemyst3rioÎncă nu există evaluări
- AALBORG ThermalFluidSystemDocument10 paginiAALBORG ThermalFluidSystemrafiradityaÎncă nu există evaluări
- Aalborg Oc Tci PDFDocument2 paginiAalborg Oc Tci PDFkrenlan50% (2)
- Ce Handing OverDocument10 paginiCe Handing OverAkhilvjohnÎncă nu există evaluări
- Erma First Ballast Water Treatment SystemDocument5 paginiErma First Ballast Water Treatment SystemKatsaras Sotiris0% (1)
- Framo PumpDocument13 paginiFramo PumpKamal වන්නි ஆரச்சி100% (1)
- Framo Operational ManualDocument20 paginiFramo Operational ManualViijaay Nehra100% (1)
- Ows PDFDocument34 paginiOws PDFHope Ikue-John100% (2)
- MAN B&W Diesel A/S: Service LetterDocument5 paginiMAN B&W Diesel A/S: Service LetterParthiban NagarajanÎncă nu există evaluări
- Odms E-14 Ef009-50 - ManualDocument247 paginiOdms E-14 Ef009-50 - ManualMaksym KlymenkoÎncă nu există evaluări
- Bow ThrusterDocument19 paginiBow ThrusterAnakin SkywalkerÎncă nu există evaluări
- An Introduction To Vibration Aspects of Two-Stroke Diesel Engines I, N ShipsDocument11 paginiAn Introduction To Vibration Aspects of Two-Stroke Diesel Engines I, N Shipshpss77100% (1)
- Wall Wash Test ProceduresDocument5 paginiWall Wash Test Proceduresrabi4457Încă nu există evaluări
- Exhaust Gas CleaningDocument4 paginiExhaust Gas CleaningSamuel Sneddon-NelmesÎncă nu există evaluări
- ORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Document5 paginiORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Tarek mahmood rahathÎncă nu există evaluări
- Vapour Drop CalculationsDocument11 paginiVapour Drop Calculationskneller100% (1)
- Hfo To Mdo Change Over ProcedureDocument3 paginiHfo To Mdo Change Over ProcedureJanell Prince50% (2)
- Hsfo Lsmgo PDFDocument2 paginiHsfo Lsmgo PDFRajTiwariÎncă nu există evaluări
- Diesel Engine Cooling Water TreatmentDocument3 paginiDiesel Engine Cooling Water TreatmentPraneel Kurhade0% (2)
- Inert Gas System With Its Alarms and Trips Are Compulsory Safety Equipment On Oil Tankers Under SOLAS ConventionDocument5 paginiInert Gas System With Its Alarms and Trips Are Compulsory Safety Equipment On Oil Tankers Under SOLAS Conventionvihaan100% (1)
- Reversing Gears of A Marine Diesel EngineDocument4 paginiReversing Gears of A Marine Diesel Engineashry_tarekÎncă nu există evaluări
- Cargo Oil Pump Turbine Operating Instructions: StartingDocument4 paginiCargo Oil Pump Turbine Operating Instructions: StartingSaratkumar RatnalaÎncă nu există evaluări
- Important Points While Carrying Out Power Balancing of Marine EnginesDocument5 paginiImportant Points While Carrying Out Power Balancing of Marine EnginesprabhudiwaÎncă nu există evaluări
- Why Exhaust Gas Economizer (EGE) Safety Valve Pressure Is Adjusted Greater Than The Pressure of The Auxiliary Boiler (A/B)Document3 paginiWhy Exhaust Gas Economizer (EGE) Safety Valve Pressure Is Adjusted Greater Than The Pressure of The Auxiliary Boiler (A/B)Kišić SpasojeÎncă nu există evaluări
- Marine Refrigeration AND Air ConditioningDocument73 paginiMarine Refrigeration AND Air ConditioningBruno Manestar100% (2)
- ODME Test Procedures ColorDocument3 paginiODME Test Procedures ColorMarshn man100% (2)
- Alpha Cylinder Lubrication SystemDocument23 paginiAlpha Cylinder Lubrication SystemSubramoniam Marine100% (1)
- Mgps ManualDocument9 paginiMgps ManualMandeep Singh Kahlon100% (2)
- Scavenge InspectionDocument12 paginiScavenge InspectionSiva RamanÎncă nu există evaluări
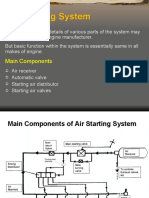
- Air Starting System Slide Set 3Document11 paginiAir Starting System Slide Set 3Jigar PatelÎncă nu există evaluări
- MAN B&W Diesel A/S: Service LetterDocument2 paginiMAN B&W Diesel A/S: Service Letterflorin100% (1)
- Alpha Lubricator System OperationDocument190 paginiAlpha Lubricator System Operationlalinda67% (3)
- ORB Guidelines Ver 20110811Document16 paginiORB Guidelines Ver 20110811Ivan Maltsev100% (2)
- HFM 15ppm Bilge Separator Operation ManualDocument24 paginiHFM 15ppm Bilge Separator Operation ManualNguyen Phuoc HoÎncă nu există evaluări
- Oily Water SeparatorDocument24 paginiOily Water Separatormodisunami100% (1)
- 15 PPM BILGE SEPARATOR OPERATION MANUAL PDFDocument22 pagini15 PPM BILGE SEPARATOR OPERATION MANUAL PDFPrince DhakaÎncă nu există evaluări
- Separator (Grs-10eb 100eb) Manual (Rev4)Document16 paginiSeparator (Grs-10eb 100eb) Manual (Rev4)voinea ionut75% (4)
- Robinair Bombas de Vacío 15401 601Document32 paginiRobinair Bombas de Vacío 15401 601MarcWorld100% (1)
- FRAMODocument128 paginiFRAMOFanisKountouris100% (5)
- TM620 LeafletDocument4 paginiTM620 LeafletÖzgürMetinÎncă nu există evaluări
- Wartsila W46Document28 paginiWartsila W46Kristina Bereišienė100% (3)
- Allweiler Screw PumpsDocument44 paginiAllweiler Screw PumpsÖzgürMetinÎncă nu există evaluări
- Instruction Book PA625 (Hfo-Mdo)Document192 paginiInstruction Book PA625 (Hfo-Mdo)ÖzgürMetin100% (1)
- Pump-Gear Type M ModelDocument3 paginiPump-Gear Type M ModelÖzgürMetinÎncă nu există evaluări
- Bilgmon488 Instruction ManualDocument25 paginiBilgmon488 Instruction ManualÖzgürMetinÎncă nu există evaluări
- Air Compressor HatlapaDocument445 paginiAir Compressor HatlapaSelen Profa Selenutza100% (1)
- Dura Spindle Brochure A4-FlyerDocument6 paginiDura Spindle Brochure A4-FlyerfatboykrÎncă nu există evaluări
- Bollfilter Pres Indicator Type 4.36.2 PDFDocument2 paginiBollfilter Pres Indicator Type 4.36.2 PDFÖzgürMetin100% (1)
- Constraint Effect in Fracture - What Is ItDocument10 paginiConstraint Effect in Fracture - What Is ItSoupramanien KathirvelouÎncă nu există evaluări
- Enzyme Lab ReportDocument9 paginiEnzyme Lab ReportSafaa TatouÎncă nu există evaluări
- ESAS Quiz4Document5 paginiESAS Quiz4Birthley RagasaÎncă nu există evaluări
- Kuliah 12 Aliran KompresibelDocument67 paginiKuliah 12 Aliran KompresibelherawanadifÎncă nu există evaluări
- Master Course 2017 - Photonic Imaging in Neurobiology - C. LeterrierDocument56 paginiMaster Course 2017 - Photonic Imaging in Neurobiology - C. LeterrierlechristopheÎncă nu există evaluări
- 41.1-Simple Phenomena of MagnetismDocument12 pagini41.1-Simple Phenomena of Magnetismkatise1794Încă nu există evaluări
- ActuatorsDocument9 paginiActuatorsAvinash BaldiÎncă nu există evaluări
- Environmental Science 7 3 QuarterDocument5 paginiEnvironmental Science 7 3 QuarterMichael Angelo ConuiÎncă nu există evaluări
- Pyhsical Chem EXP 2Document15 paginiPyhsical Chem EXP 2Nurul Iman Che AwangÎncă nu există evaluări
- #Derivation of Mechanical Properties For SandDocument8 pagini#Derivation of Mechanical Properties For SandkingmajorÎncă nu există evaluări
- FEM - 8 Stiffness MatrixDocument26 paginiFEM - 8 Stiffness Matrixwiyorejesend22u.infoÎncă nu există evaluări
- Icpat 8Document204 paginiIcpat 8MisgatesÎncă nu există evaluări
- Restriction OrificeDocument4 paginiRestriction OrificeRaghulal SethumadhavanÎncă nu există evaluări
- Footing Design CalculationsDocument5 paginiFooting Design CalculationsArnold VercelesÎncă nu există evaluări
- Fundamentals of Temperature MeasurementDocument18 paginiFundamentals of Temperature MeasurementHeather KramerÎncă nu există evaluări
- IntroductionDocument24 paginiIntroductionHabibi1451Încă nu există evaluări
- GRP Pipes Fittings CatalogDocument8 paginiGRP Pipes Fittings CatalogFaseen ibnu Ameer Ahasen0% (1)
- Flash & Fire Point TestDocument10 paginiFlash & Fire Point Testali najatÎncă nu există evaluări
- Moon Body Resonance: Mensur OmerbashichDocument13 paginiMoon Body Resonance: Mensur OmerbashichgeomerÎncă nu există evaluări
- Universal Testing Machine PDFDocument4 paginiUniversal Testing Machine PDFJoy Genieva67% (3)
- NH-Armaflex SpecificationDocument2 paginiNH-Armaflex SpecificationPanya PurahongÎncă nu există evaluări
- CHEM-3206 - 3206P - Final Term - ONLINE - 31.05.2021 - Physical Chemistry-IIIDocument1 paginăCHEM-3206 - 3206P - Final Term - ONLINE - 31.05.2021 - Physical Chemistry-IIIAbdullah MunawarÎncă nu există evaluări
- Answer: 6872.23 LBFT: Problem 304 Problem 327Document2 paginiAnswer: 6872.23 LBFT: Problem 304 Problem 327Bianca GuevarraÎncă nu există evaluări
- Spring CombinationsDocument4 paginiSpring Combinationsaslam janÎncă nu există evaluări
- Evaluation of OpenFOAM For CFD of Turbulent Flow in Water TurbinesDocument15 paginiEvaluation of OpenFOAM For CFD of Turbulent Flow in Water TurbinesAghajaniÎncă nu există evaluări
- Ti Alloy HandbookDocument122 paginiTi Alloy HandbookBahubali KabnureÎncă nu există evaluări
- DuctilityDocument3 paginiDuctilityCarlo CastorÎncă nu există evaluări
- Taller 1 - Veronica OñateDocument11 paginiTaller 1 - Veronica OñateVeronica OñateÎncă nu există evaluări
- MPS en V3Document8 paginiMPS en V3words2zhigang_612545Încă nu există evaluări
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions and Answers PDF - MCQs Preparation For Engineering Competitive ExamsDocument7 pagini53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions and Answers PDF - MCQs Preparation For Engineering Competitive Examseid ibrahimÎncă nu există evaluări
- Practical Reservoir Engineering and CharacterizationDe la EverandPractical Reservoir Engineering and CharacterizationEvaluare: 4.5 din 5 stele4.5/5 (3)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDe la EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingÎncă nu există evaluări
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDe la EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesÎncă nu există evaluări
- Gas-Liquid And Liquid-Liquid SeparatorsDe la EverandGas-Liquid And Liquid-Liquid SeparatorsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsDe la EverandWell Testing Project Management: Onshore and Offshore OperationsÎncă nu există evaluări
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDe la EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsEvaluare: 4 din 5 stele4/5 (4)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideDe la EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideEvaluare: 2 din 5 stele2/5 (1)
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesDe la EverandHeavy and Extra-heavy Oil Upgrading TechnologiesEvaluare: 4 din 5 stele4/5 (2)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesDe la EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesEvaluare: 5 din 5 stele5/5 (5)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDe la EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityEvaluare: 3 din 5 stele3/5 (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDe la EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsEvaluare: 4 din 5 stele4/5 (6)
- Asset Integrity Management for Offshore and Onshore StructuresDe la EverandAsset Integrity Management for Offshore and Onshore StructuresÎncă nu există evaluări
- Advanced Production Decline Analysis and ApplicationDe la EverandAdvanced Production Decline Analysis and ApplicationEvaluare: 3.5 din 5 stele3.5/5 (4)
- A Practical Handbook for Drilling Fluids ProcessingDe la EverandA Practical Handbook for Drilling Fluids ProcessingÎncă nu există evaluări
- Gas and Oil Reliability Engineering: Modeling and AnalysisDe la EverandGas and Oil Reliability Engineering: Modeling and AnalysisEvaluare: 4.5 din 5 stele4.5/5 (6)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ADe la EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AÎncă nu există evaluări
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryDe la EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryEvaluare: 5 din 5 stele5/5 (3)