S-ar putea să vă placă și
- 3 - SR 13340-1996 - TerminologieDocument5 pagini3 - SR 13340-1996 - TerminologieAndrei DumitrascuÎncă nu există evaluări
- Examinarea Prin TermografiereDocument26 paginiExaminarea Prin TermografiereAndrei DumitrascuÎncă nu există evaluări
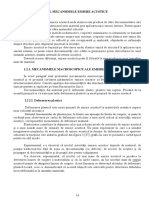
- Mecanismele Emisiei AcusticeDocument1 paginăMecanismele Emisiei AcusticeAndrei DumitrascuÎncă nu există evaluări
- Cursul 1Document10 paginiCursul 1Andrei DumitrascuÎncă nu există evaluări
- IIC ASP Org 2016Document4 paginiIIC ASP Org 2016Andrei DumitrascuÎncă nu există evaluări
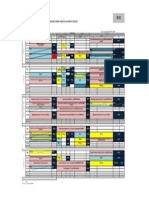
- Orar Anul IV Sem II 2015 2016 CA CB CCDocument1 paginăOrar Anul IV Sem II 2015 2016 CA CB CCAndrei DumitrascuÎncă nu există evaluări
- Examinarea Cu Pulberi MagneticeDocument21 paginiExaminarea Cu Pulberi MagneticeAndrei DumitrascuÎncă nu există evaluări
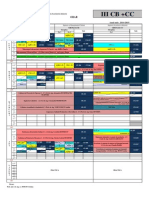
- 4.orar Anul IV Sem 2015 2016 CDocument1 pagină4.orar Anul IV Sem 2015 2016 CAndrei DumitrascuÎncă nu există evaluări
- F32 F82 4er Coupe RO-0715-Www NewDocument28 paginiF32 F82 4er Coupe RO-0715-Www NewAndrei DumitrascuÎncă nu există evaluări
- Lista de Preturi Public MustangDocument13 paginiLista de Preturi Public MustangRadu Gabriel MihailÎncă nu există evaluări
- Ghid Practica 2014-2015Document54 paginiGhid Practica 2014-2015Dinu AndreiÎncă nu există evaluări
- Model RaportDocument3 paginiModel RaportAndrei DumitrascuÎncă nu există evaluări
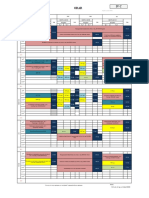
- CBCC Anul III Sem II 2014-2015Document1 paginăCBCC Anul III Sem II 2014-2015Andrei DumitrascuÎncă nu există evaluări
- Ic PDocument5 paginiIc PAndrei DumitrascuÎncă nu există evaluări
- CBCC Anul III Sem II 2014-2015Document1 paginăCBCC Anul III Sem II 2014-2015Andrei DumitrascuÎncă nu există evaluări
- Macromedia DirectorDocument49 paginiMacromedia DirectorAndrei DumitrascuÎncă nu există evaluări
- Macromedia DirectorDocument49 paginiMacromedia DirectorAndrei DumitrascuÎncă nu există evaluări