S-ar putea să vă placă și
- 0 Debitarea SemifabricatelorDocument39 pagini0 Debitarea SemifabricatelorRazvan Marginean80% (5)
- T14 NituireaDocument21 paginiT14 NituireaezitentaÎncă nu există evaluări
- IndoireaDocument20 paginiIndoireavdsadxz71% (7)
- 1 Indreptarea SemifabricatelorDocument24 pagini1 Indreptarea Semifabricatelormadaad100% (1)
- Indoirea SemifabricatelorDocument20 paginiIndoirea SemifabricatelorAnamaria Gedeon100% (3)
- T7 Pilirea PDFDocument20 paginiT7 Pilirea PDFDaniela ChelbeaÎncă nu există evaluări
- Filetarea Interioară Și Exterioară Cu InstrumenteDocument8 paginiFiletarea Interioară Și Exterioară Cu InstrumenteVlad Stati100% (4)
- Pilirea MetalelorDocument23 paginiPilirea MetalelorCsatlos Sandor33% (3)
- 5.nituirea ManualaDocument2 pagini5.nituirea ManualaMihaela Dana MarinescuÎncă nu există evaluări
- T3 Curatarea 2 Si T4 IndreptareaDocument24 paginiT3 Curatarea 2 Si T4 IndreptareaMaria Elena Popa50% (4)
- NituireaDocument16 paginiNituireaAurora Huluță100% (1)
- PilireaDocument5 paginiPilireadaroni83% (6)
- ÎNDREPTAREADocument5 paginiÎNDREPTAREAdoina_gaby938067% (3)
- FiletareaDocument5 paginiFiletareaGhinea Relu0% (1)
- Indreptarea Semifabricatelor PDFDocument21 paginiIndreptarea Semifabricatelor PDFSuflea Amalia GeorgianaÎncă nu există evaluări
- Asamblari ElasticeDocument7 paginiAsamblari ElasticeGabriela Bucur100% (1)
- Asamblari Cu Elemente ElasticeDocument39 paginiAsamblari Cu Elemente ElasticeMicu Tiberiu50% (2)
- M8 SPP Detectarea DefectelorDocument64 paginiM8 SPP Detectarea DefectelorMirela Nitipir100% (1)
- FiletareaDocument29 paginiFiletareadonlino2008100% (2)
- Operaţii PregatitoareDocument4 paginiOperaţii PregatitoareNicoleta Melinte100% (3)
- Defecte Asamblari Nituite, Filetate, Prin Pene Si CaneluriDocument28 paginiDefecte Asamblari Nituite, Filetate, Prin Pene Si CaneluriCasey ColeÎncă nu există evaluări
- Operaţii de Lăcătuşerie GeneralăDocument2 paginiOperaţii de Lăcătuşerie GeneralăNicolae Gabriel Raducan100% (12)
- Reprezentarea Si Cotarea Asamblarilor NituiteDocument3 paginiReprezentarea Si Cotarea Asamblarilor NituiteLuminita Popescu100% (2)
- Asamblari Demontabile Și NedemontabileDocument2 paginiAsamblari Demontabile Și NedemontabileAlexandra Andreea100% (2)
- Trasarea SemifabricatelorDocument22 paginiTrasarea Semifabricatelordorin2k100% (2)
- 0 Polizarea MetalelorDocument23 pagini0 Polizarea MetalelorKeith Gentry100% (7)
- Curatarea SemifabricatelorDocument2 paginiCuratarea SemifabricatelorMihaela Golgojan100% (3)
- Fisa de Documentare - Suruburi+piulite+saibeDocument9 paginiFisa de Documentare - Suruburi+piulite+saibeMoka AndreeasÎncă nu există evaluări
- Asamblari Prin LipireDocument5 paginiAsamblari Prin Lipirespooky_ionutz93Încă nu există evaluări
- Operatii Pregatitoare Aplicate Pieselor in Vederea AsamblariDocument7 paginiOperatii Pregatitoare Aplicate Pieselor in Vederea Asamblarimadaad100% (3)
- Asamblarea Prin IncleiereDocument2 paginiAsamblarea Prin Incleieremitrea6680% (10)
- Curatarea SemifabricatelorDocument14 paginiCuratarea SemifabricatelorAndrea831983% (6)
- Reprezentarea Asamblărilor Prin PeneDocument18 paginiReprezentarea Asamblărilor Prin Penesica591100% (3)
- Desenul de AnsambluDocument6 paginiDesenul de AnsambluElenaIstrate100% (1)
- TRASAREA SemifabricatelorDocument9 paginiTRASAREA Semifabricatelordanmertz80% (5)
- POLIZAREADocument3 paginiPOLIZAREAAnonymous HR7i8UMVN880% (5)
- Test Lacatuserie GeneralaDocument3 paginiTest Lacatuserie Generalamimi12345678910100% (1)
- GaurireaDocument5 paginiGaurireaGhinea Relu90% (10)
- Prelucrari de FinisareDocument38 paginiPrelucrari de Finisaretanase_v100% (6)
- Operatia de Lipire Lipirea...Document3 paginiOperatia de Lipire Lipirea...Ovidiu Popa100% (4)
- Transmisii Prin Cabluri Si Lanturi-AtestatDocument17 paginiTransmisii Prin Cabluri Si Lanturi-AtestatMarianamary0250% (2)
- Metode de Asamblare A Componentelor MecatroniceDocument1 paginăMetode de Asamblare A Componentelor MecatroniceSipos Mariana0% (1)
- Lipirea MetalelorDocument19 paginiLipirea Metalelordncdaniela100% (3)
- Asamblări MecaniceDocument34 paginiAsamblări MecaniceJason BruceÎncă nu există evaluări
- Asamblări Prin Sudare 1Document6 paginiAsamblări Prin Sudare 1ElenaIstrateÎncă nu există evaluări
- DebitareaDocument11 paginiDebitareaArnold NadasÎncă nu există evaluări
- T10 Gaurirea PDFDocument27 paginiT10 Gaurirea PDFGhita-Mehedintu Gheorghe67% (3)
- T10 GaurireaDocument12 paginiT10 GaurireaAlex Marcel AndreiÎncă nu există evaluări
- T14 NituireaDocument21 paginiT14 NituireaAlexandru MehedintuÎncă nu există evaluări
- Prelucrari Mecanice Prin AschiereDocument430 paginiPrelucrari Mecanice Prin AschiereGeo SpoialaÎncă nu există evaluări
- Prelucrari Mecanice Prin AschiereDocument423 paginiPrelucrari Mecanice Prin Aschieretanase_v96% (47)
- SubdiferenteDocument12 paginiSubdiferenteAlina JumoleaÎncă nu există evaluări
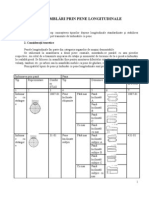
- Asamblari Prin Pene LongitudinaleDocument16 paginiAsamblari Prin Pene Longitudinalejulia007Încă nu există evaluări
- Tehnologia Fabricării RoțilorDocument16 paginiTehnologia Fabricării Roțilorasdf fffÎncă nu există evaluări
- Frezarea Regimul de AschiiereDocument7 paginiFrezarea Regimul de AschiierecameliaÎncă nu există evaluări
- Tehnologia de Fabricare A Miezului Feromagnetic La Transformatoare ElectriceDocument19 paginiTehnologia de Fabricare A Miezului Feromagnetic La Transformatoare ElectriceIonut Florin IazÎncă nu există evaluări
- C 172 - 74 or PT Prindere & Montaj Table MetaliceDocument35 paginiC 172 - 74 or PT Prindere & Montaj Table MetaliceMaDGeoÎncă nu există evaluări
- Surub Cap InecatDocument36 paginiSurub Cap InecatMarian GrigoreÎncă nu există evaluări
- (ETALON) RaportDocument31 pagini(ETALON) RaportDanuta AnatolÎncă nu există evaluări
- Cutite de StrungDocument11 paginiCutite de Strunglord_nikon_ctz100% (1)
- Fizica 2015bDocument2 paginiFizica 2015bIonut BîrsuÎncă nu există evaluări
- Genul EpicDocument6 paginiGenul EpicIonut BîrsuÎncă nu există evaluări
- Ciclul Real de Functionare Al Motorului Cu Aprindere Prin Scanteie in Patru TimpiDocument3 paginiCiclul Real de Functionare Al Motorului Cu Aprindere Prin Scanteie in Patru TimpiIonut Bîrsu0% (1)
- Cerere de Inscriere La Concursul de Ocupare A Posturilor Didactice - Sesiunea 2015 PDFDocument3 paginiCerere de Inscriere La Concursul de Ocupare A Posturilor Didactice - Sesiunea 2015 PDFsaileadrianÎncă nu există evaluări
- Document 145 Întreţinerea, Defecte in Expl. Si Repararea Organelor Fixe Si Mobile Ale MotoruluiDocument14 paginiDocument 145 Întreţinerea, Defecte in Expl. Si Repararea Organelor Fixe Si Mobile Ale MotoruluiIonut Bîrsu50% (4)
- Regulament Admitere2014 1Document19 paginiRegulament Admitere2014 1Alexandra PrefacÎncă nu există evaluări
- Determinarea Si Masurarea Uzurii Motoarelor Cu Ardere InternaDocument20 paginiDeterminarea Si Masurarea Uzurii Motoarelor Cu Ardere InternaIonut Bîrsu0% (1)
- Didactica Disciplinelor Tehnice PDFDocument306 paginiDidactica Disciplinelor Tehnice PDFRus Angela100% (2)
- DOCUMENT 3 - Procesul TehnologicDocument8 paginiDOCUMENT 3 - Procesul TehnologicIonut BîrsuÎncă nu există evaluări
- DOCUMENT 8 Documentele Tehnologice Necesare Proiectării Procesului de AsamblareDocument3 paginiDOCUMENT 8 Documentele Tehnologice Necesare Proiectării Procesului de AsamblareIonut BîrsuÎncă nu există evaluări
- Big BangDocument3 paginiBig BangIonut BîrsuÎncă nu există evaluări
- Varianta Teza 2Document0 paginiVarianta Teza 2Paula Maria BudaÎncă nu există evaluări
- Document - Sisteme de Reglare AutomataDocument13 paginiDocument - Sisteme de Reglare AutomataIonut BîrsuÎncă nu există evaluări
- Descrierea Sarcinilor Si A Principalelor ActivitatiDocument2 paginiDescrierea Sarcinilor Si A Principalelor ActivitatiIonut BîrsuÎncă nu există evaluări
- Document 39 - Actionarea Electrica A Masinilor UnelteDocument10 paginiDocument 39 - Actionarea Electrica A Masinilor UnelteIonut BîrsuÎncă nu există evaluări
- Planificarea Si Organizarea Productiei - M. DobreDocument92 paginiPlanificarea Si Organizarea Productiei - M. DobreIonut BîrsuÎncă nu există evaluări
- Curs DPWDocument293 paginiCurs DPWIonut BîrsuÎncă nu există evaluări
- Tehnici de Masurare Si M HoreangaDocument74 paginiTehnici de Masurare Si M HoreangaSpiridusa20Încă nu există evaluări
- Asamblari SudateDocument7 paginiAsamblari SudateIonut BîrsuÎncă nu există evaluări
- Rulmenti-Montaje Cu RulmentiDocument27 paginiRulmenti-Montaje Cu RulmentiIonut BîrsuÎncă nu există evaluări
- Ezarea, Gaurirea, Filetarea Rectificarea, Rabotarea, Mortezarea 3123123 PDFDocument8 paginiEzarea, Gaurirea, Filetarea Rectificarea, Rabotarea, Mortezarea 3123123 PDFIonut BîrsuÎncă nu există evaluări
- Manual CAVDocument27 paginiManual CAVIonut BîrsuÎncă nu există evaluări
- Ghid InterviuDocument15 paginiGhid InterviuIonut BîrsuÎncă nu există evaluări
- Sisteme de Reglare Automata IIDocument70 paginiSisteme de Reglare Automata IIIonut BîrsuÎncă nu există evaluări
- Barnutsergiu, Hegedushoria (Aliaje)Document43 paginiBarnutsergiu, Hegedushoria (Aliaje)Ionut BîrsuÎncă nu există evaluări
- Tort SarlotaDocument2 paginiTort SarlotaIonut BîrsuÎncă nu există evaluări
- Organizarea Secţiilor, Atelierelor, Locurilor de MuncaDocument5 paginiOrganizarea Secţiilor, Atelierelor, Locurilor de MuncaIonut BîrsuÎncă nu există evaluări
- Tehnologii de Realizare A Operatiilor de LacatuserieDocument14 paginiTehnologii de Realizare A Operatiilor de LacatuserieIonut Bîrsu100% (2)
- Portofoliu-Asamblari NituiteDocument9 paginiPortofoliu-Asamblari NituiteIonut BîrsuÎncă nu există evaluări