S-ar putea să vă placă și
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Document12 pagini2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarÎncă nu există evaluări
- Pt. Astar Testing & InspectionDocument2 paginiPt. Astar Testing & InspectionSASIÎncă nu există evaluări
- Job Procedure For Hot Insulation Work of Piping & Equipment1Document13 paginiJob Procedure For Hot Insulation Work of Piping & Equipment1ravi00098100% (1)
- PQR Saw ProcessDocument1 paginăPQR Saw ProcessARUL ARON JOSEÎncă nu există evaluări
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 paginăRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioÎncă nu există evaluări
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 paginăWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Radiographic Report SummaryDocument4 paginiRadiographic Report SummaryTuấn ĐậuÎncă nu există evaluări
- PT Kuwera Karya Me: PanduDocument2 paginiPT Kuwera Karya Me: PanduGalang Pratama PutraÎncă nu există evaluări
- CV of Engineer MD Sazid Alam1Document8 paginiCV of Engineer MD Sazid Alam1Alam MD SazidÎncă nu există evaluări
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Document2 paginiMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhÎncă nu există evaluări
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 paginiInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiÎncă nu există evaluări
- Techno NDT Services: Ultrasonic Flaw Detection ReportDocument1 paginăTechno NDT Services: Ultrasonic Flaw Detection Reportram dreamsÎncă nu există evaluări
- T.C.L. Co. - Test & Control LaboratoriesDocument2 paginiT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταÎncă nu există evaluări
- BPVC Ix Qw-484aDocument1 paginăBPVC Ix Qw-484aTC Capulcu Mustafa MÎncă nu există evaluări
- Gas Metal Arc WeldingDocument52 paginiGas Metal Arc WeldingBalakumarÎncă nu există evaluări
- F07-Visual Inspection Report NEWDocument1 paginăF07-Visual Inspection Report NEWmohd as shahiddin jafriÎncă nu există evaluări
- WPQ Ejcom Nr476Document13 paginiWPQ Ejcom Nr476Touil HoussemÎncă nu există evaluări
- JIMT Visual Inspection ReportDocument1.913 paginiJIMT Visual Inspection Reportgomathyselvi100% (1)
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocument4 paginiEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarÎncă nu există evaluări
- NullDocument9 paginiNullMichael OkwuwaÎncă nu există evaluări
- WPS Asme IxDocument4 paginiWPS Asme Ixjcarlosherrerac7100% (1)
- UT Report FormDocument1 paginăUT Report FormElisha NguyenÎncă nu există evaluări
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocument1 paginăSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- QCF302 Radiographic Testing ReportDocument1 paginăQCF302 Radiographic Testing ReportminhnnÎncă nu există evaluări
- 1303-9 Chain Sling..Document2 pagini1303-9 Chain Sling..khalilÎncă nu există evaluări
- 1035 03Document2 pagini1035 03Anuj ShahiÎncă nu există evaluări
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDocument1 paginăASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechÎncă nu există evaluări
- Project quality control form QCF307Document1 paginăProject quality control form QCF307minhnnÎncă nu există evaluări
- PWPS 013 PRDocument2 paginiPWPS 013 PRRenjith Gopan100% (1)
- Coflexip Hose (Tr1-031851clm303)Document1 paginăCoflexip Hose (Tr1-031851clm303)RonniÎncă nu există evaluări
- ACG 22 Requirements For Lifting Equipment Inspection BodiesDocument14 paginiACG 22 Requirements For Lifting Equipment Inspection BodiesramodÎncă nu există evaluări
- Weldspec ASME PQRDocument2 paginiWeldspec ASME PQRSunil KumarÎncă nu există evaluări
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument2 paginiAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithÎncă nu există evaluări
- WIKA Calibration Certificate for Process CalibratorDocument3 paginiWIKA Calibration Certificate for Process CalibratorBalaji BobadeÎncă nu există evaluări
- Dimensional Check-Form 3TDocument3 paginiDimensional Check-Form 3Tlempeng durianÎncă nu există evaluări
- Report NDT r1Document23 paginiReport NDT r1Trinh Thai100% (1)
- WPS NMB 001Document6 paginiWPS NMB 001mohamed nasserÎncă nu există evaluări
- NullDocument67 paginiNullMichael OkwuwaÎncă nu există evaluări
- Sabari Engineering PQRDocument3 paginiSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Patels Radiography Services RT ReportDocument1 paginăPatels Radiography Services RT ReportRavi patelÎncă nu există evaluări
- WPSGMAW90 102011ExamplePDFDocument1 paginăWPSGMAW90 102011ExamplePDFBhavani PrasadÎncă nu există evaluări
- S-8018 B2Document5 paginiS-8018 B2Abhishek AnandÎncă nu există evaluări
- Modular Fabrication Facility Welder Qualification RecordDocument7 paginiModular Fabrication Facility Welder Qualification RecordAvijit DebnathÎncă nu există evaluări
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 paginăQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Încă nu există evaluări
- Training Records TPL5013Document6 paginiTraining Records TPL5013Pradip Tapan Banerjee100% (1)
- Esl Industrial Support Services TRICHY-09: Instrument ListDocument2 paginiEsl Industrial Support Services TRICHY-09: Instrument ListJayaneela Prawin100% (1)
- Ultrasonic Testing Procedure Qualification Record for Gas Pipeline WeldsDocument10 paginiUltrasonic Testing Procedure Qualification Record for Gas Pipeline WeldsArvind Sahani100% (1)
- PTS-1012 - RA Hardness Test ReportDocument1 paginăPTS-1012 - RA Hardness Test ReportPetrotrim ServicesÎncă nu există evaluări
- 1662 15Document117 pagini1662 15RajamanikkamÎncă nu există evaluări
- Piping Test Pack Clearance ReportDocument2 paginiPiping Test Pack Clearance ReportKarthikÎncă nu există evaluări
- Inspection and Test Plan (Itp) For Fabrication Pressure VesselDocument1 paginăInspection and Test Plan (Itp) For Fabrication Pressure VesselNikki RobertsÎncă nu există evaluări
- Closure Weld Inspection RCDDocument1 paginăClosure Weld Inspection RCDJJ Welding0% (1)
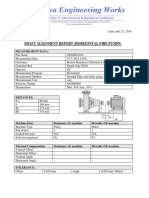
- Shaft Alignment Report (Horizontal Fire Pumps) : Measurement DataDocument2 paginiShaft Alignment Report (Horizontal Fire Pumps) : Measurement DataSaad KhÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- C.T Test ReportDocument1 paginăC.T Test ReportyazensalehÎncă nu există evaluări
- Ultrasonic Test Report: Before AfterDocument7 paginiUltrasonic Test Report: Before AfterMenad SalahÎncă nu există evaluări
- FQPDocument9 paginiFQPtushar647Încă nu există evaluări
- 21Document6 pagini21Dannis AnantoÎncă nu există evaluări
- Hydro TestingDocument26 paginiHydro TestingMahaveer SinghÎncă nu există evaluări
- Cacml-001844-00-Qac-Do-0010 Document Internal Acces RoadDocument107 paginiCacml-001844-00-Qac-Do-0010 Document Internal Acces Roadtiote moussaÎncă nu există evaluări
- Category and Sub-Category of Certified Reference Material Test, Analysis, Measurement Method Measurement TechniqueDocument7 paginiCategory and Sub-Category of Certified Reference Material Test, Analysis, Measurement Method Measurement TechniqueJacekÎncă nu există evaluări
- Expressing Concentration of Solutions in Different UnitsDocument4 paginiExpressing Concentration of Solutions in Different UnitsKunal Kishor100% (5)
- PNG University of Technology CE322 Hydraulics II Assignment 1Document2 paginiPNG University of Technology CE322 Hydraulics II Assignment 1Nickson KomsÎncă nu există evaluări
- Applications of Egg Shell and Egg Shell Membrane As AdsorbentsDocument13 paginiApplications of Egg Shell and Egg Shell Membrane As AdsorbentsAhmed AliÎncă nu există evaluări
- Experiment No. 1 (CRE II - RTD MFR (Pulse) )Document6 paginiExperiment No. 1 (CRE II - RTD MFR (Pulse) )Prashant GiriÎncă nu există evaluări
- GraniteDocument4 paginiGranitequsaiÎncă nu există evaluări
- Parker SizeTempratureApplicationMediaPressureDocument40 paginiParker SizeTempratureApplicationMediaPressuretrilemmaÎncă nu există evaluări
- Classification of Matter and Its PropertiesDocument8 paginiClassification of Matter and Its PropertiesBarachiel Vedua100% (1)
- Udel PSU Design Guide - EN v5.0 - 0 - 0 PDFDocument84 paginiUdel PSU Design Guide - EN v5.0 - 0 - 0 PDFReza Pencinta AL HadadÎncă nu există evaluări
- Is 8147 PDFDocument170 paginiIs 8147 PDFMangesh GajbhiyeÎncă nu există evaluări
- Science Class 9 Notes SoundDocument1 paginăScience Class 9 Notes SoundPriyaprasad PandaÎncă nu există evaluări
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDocument7 paginiAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedÎncă nu există evaluări
- Proposal Defense PresentationDocument52 paginiProposal Defense PresentationJanine TacaisanÎncă nu există evaluări
- CH 8201 PCE AU Question Bank AnswersDocument11 paginiCH 8201 PCE AU Question Bank Answersarulrakk100% (2)
- Oxidation-Reduction Reactions and Net Ionic EquationsDocument25 paginiOxidation-Reduction Reactions and Net Ionic EquationsLauren BoersmaÎncă nu există evaluări
- HW Proteins EnzymesDocument2 paginiHW Proteins Enzymesapi-524061079Încă nu există evaluări
- Metallurgy For Non Metallurgist - Module-2Document65 paginiMetallurgy For Non Metallurgist - Module-2ajaysharma_1009Încă nu există evaluări
- Fluid Bed DryerDocument3 paginiFluid Bed DryerPartha MukherjeeÎncă nu există evaluări
- Essay 2Document3 paginiEssay 2Norhaida NdÎncă nu există evaluări
- Maths Question of The DayDocument162 paginiMaths Question of The DayGaurav YadavÎncă nu există evaluări
- Determination of the molecular diffusion coefficient of a species in solutionDocument11 paginiDetermination of the molecular diffusion coefficient of a species in solutionLuis Jaime PerezÎncă nu există evaluări
- Zinc Nickel Electroplating Guide ZyliteDocument9 paginiZinc Nickel Electroplating Guide ZyliteBryan DixÎncă nu există evaluări
- Lecture 10: Nucleic Acids (DNA & RNA)Document13 paginiLecture 10: Nucleic Acids (DNA & RNA)Binoni Laja EndongÎncă nu există evaluări
- Api Melafix Safety Data Sheet PDFDocument10 paginiApi Melafix Safety Data Sheet PDFumaÎncă nu există evaluări
- Weld DiscontinuitiesDocument1 paginăWeld DiscontinuitiesNS QCÎncă nu există evaluări
- 1278 - Filler Rods For Gas WeldingDocument20 pagini1278 - Filler Rods For Gas WeldingKaushik SenguptaÎncă nu există evaluări
- Turbichem D-Dimer Test OverviewDocument2 paginiTurbichem D-Dimer Test OverviewDharmesh PatelÎncă nu există evaluări
- Radiant Energy ReportDocument17 paginiRadiant Energy ReportJelo CatipayÎncă nu există evaluări
- CHROME STEEL SLEEVE Kavya Int Brochure PDFDocument4 paginiCHROME STEEL SLEEVE Kavya Int Brochure PDFjoseluispaillachoÎncă nu există evaluări
- Dale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Document7 paginiDale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Luz Mary OrtegaÎncă nu există evaluări