S-ar putea să vă placă și
- Piping Input and OutputDocument7 paginiPiping Input and OutputpraneshÎncă nu există evaluări
- Zinq - AnalysisDocument116 paginiZinq - AnalysisAimiÎncă nu există evaluări
- Base and Hanger Spring Data SheetsDocument4 paginiBase and Hanger Spring Data SheetsxkokarcaxÎncă nu există evaluări
- Basic IsogenDocument25 paginiBasic Isogenbastonspestalode100% (1)
- Form A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Document2 paginiForm A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Emma DÎncă nu există evaluări
- Universal Y StrainerDocument2 paginiUniversal Y Strainerabdi zakiÎncă nu există evaluări
- Check List For Piping GADDocument3 paginiCheck List For Piping GADkaruna100% (2)
- FVCDocument0 paginiFVCsmileya_vpÎncă nu există evaluări
- SP PI PP 001 (General Piping System)Document49 paginiSP PI PP 001 (General Piping System)Ari IndrajayaÎncă nu există evaluări
- Basic Engineering SpecificationDocument16 paginiBasic Engineering SpecificationOvaisÎncă nu există evaluări
- Flange Pipe SupportDocument1 paginăFlange Pipe SupportindeskeyÎncă nu există evaluări
- DAM DesuperheaterDocument4 paginiDAM DesuperheaterangeloÎncă nu există evaluări
- Flare Line Stress AnalysisDocument7 paginiFlare Line Stress AnalysisdhurjatibhuteshÎncă nu există evaluări
- 1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelDocument3 pagini1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelNavaneeth PurushothamanÎncă nu există evaluări
- Thumb RuleDocument42 paginiThumb RuleShabeer KiblaalamÎncă nu există evaluări
- Check List For Piping Material Take-Off (MTO)Document7 paginiCheck List For Piping Material Take-Off (MTO)MohamedÎncă nu există evaluări
- CLASS 600 Weld Neck Flanges WeightDocument1 paginăCLASS 600 Weld Neck Flanges WeightAwais IftikharÎncă nu există evaluări
- Dynamic Load in Piping SystemDocument3 paginiDynamic Load in Piping SystemAMITDEWANGAN1991100% (1)
- Pulsation & Mech Analysis Selection Guide - Recip CompDocument3 paginiPulsation & Mech Analysis Selection Guide - Recip CompTheerayoot PoomchaiÎncă nu există evaluări
- Introduction To Piping EngineeringDocument33 paginiIntroduction To Piping EngineeringkysucoÎncă nu există evaluări
- Pipe Stress Engineering2Document295 paginiPipe Stress Engineering2DAVID891212100% (1)
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDocument38 paginiProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsÎncă nu există evaluări
- C-00-1360-001 Piping Flexibility Stress Calculation (Sample)Document25 paginiC-00-1360-001 Piping Flexibility Stress Calculation (Sample)mengelito almonteÎncă nu există evaluări
- Technical Specification For Supply of Valves Table - 1: Manuf'S OfferDocument11 paginiTechnical Specification For Supply of Valves Table - 1: Manuf'S OfferRadhakrishnan SreerekhaÎncă nu există evaluări
- Piping ClassDocument2 paginiPiping ClassDylan RamasamyÎncă nu există evaluări
- Fe Pipe TrainingDocument5 paginiFe Pipe TrainingMuhammad Enam ul Haq0% (1)
- Thermoplastic Support Catalog 1st Edition PDFDocument38 paginiThermoplastic Support Catalog 1st Edition PDFlaguna028Încă nu există evaluări
- Process Plant Layout and Piping Design: Fundamentals ofDocument4 paginiProcess Plant Layout and Piping Design: Fundamentals ofSolakhudin Al Ayubi100% (1)
- CAESAR Load CaseDocument15 paginiCAESAR Load Casevijayanmks100% (1)
- AutoPIPE Tutorial PDFDocument204 paginiAutoPIPE Tutorial PDFDavid Luna MolinaÎncă nu există evaluări
- What Is Difference Between Pipe Rating and Pipe ScheduleDocument2 paginiWhat Is Difference Between Pipe Rating and Pipe ScheduleAnonymous KpVxNXs0% (1)
- Vendor Drawing Review A Review of Valve DrawingsDocument3 paginiVendor Drawing Review A Review of Valve Drawingsthuyenquyen_vt100% (1)
- Reinforcement PADDocument13 paginiReinforcement PADamr al yacoubÎncă nu există evaluări
- Engineering Check ListDocument2 paginiEngineering Check Listnaren_013Încă nu există evaluări
- v1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterDocument4 paginiv1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterJasonChong212Încă nu există evaluări
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocument19 paginiAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- Online Piping and Caesar Course SyllabusDocument10 paginiOnline Piping and Caesar Course Syllabusm 418Încă nu există evaluări
- Checklist of Support DesignDocument2 paginiChecklist of Support DesignSakshi AgrawalÎncă nu există evaluări
- Comparision of Piping CodeDocument14 paginiComparision of Piping CodeAnonymous J1vjrU2Încă nu există evaluări
- Unlock-B31.3 Process Piping Course - 07 Layout and SupportDocument15 paginiUnlock-B31.3 Process Piping Course - 07 Layout and SupportProkopÎncă nu există evaluări
- PDS Ortho User's Guide PDFDocument146 paginiPDS Ortho User's Guide PDFtranhuy3110Încă nu există evaluări
- Mechanical Design Basics of Tall ColumnsDocument45 paginiMechanical Design Basics of Tall Columnshardik5818Încă nu există evaluări
- Pipe Stress and Deflection AppDocument2 paginiPipe Stress and Deflection AppFahmi AliÎncă nu există evaluări
- PI Shoe Guide Anchor Support StandardsDocument40 paginiPI Shoe Guide Anchor Support StandardsKarun NayyarÎncă nu există evaluări
- BL Responsibilities TemplateDocument3 paginiBL Responsibilities TemplateAbdul MalikÎncă nu există evaluări
- Scope of Piping Inputs and Outputs of Piping DisciplineDocument3 paginiScope of Piping Inputs and Outputs of Piping DisciplineAtifÎncă nu există evaluări
- BP Variable Catalog 09VDocument52 paginiBP Variable Catalog 09VPetros IosifidisÎncă nu există evaluări
- Piping DescriptionDocument9 paginiPiping DescriptionMohammed Ikram KhanÎncă nu există evaluări
- Review of Reactor Piping Systems - R1 To R2 Piping Report PDFDocument37 paginiReview of Reactor Piping Systems - R1 To R2 Piping Report PDFChristopher Brown0% (1)
- Rack Piping For A Piping Stress EngineerDocument4 paginiRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Piping SpecificationDocument5 paginiPiping SpecificationShandi Hasnul FarizalÎncă nu există evaluări
- PLN-1200-3.07-01, Iss 01 - Product Catalogue PDFDocument12 paginiPLN-1200-3.07-01, Iss 01 - Product Catalogue PDFsakscribÎncă nu există evaluări
- Spring Supports CP Catalog 09VDocument52 paginiSpring Supports CP Catalog 09VNizarHamrouniÎncă nu există evaluări
- PIP - Piping Material Specifications Collection - IHSDocument3 paginiPIP - Piping Material Specifications Collection - IHSmontanovillarroelfabiolalourdeÎncă nu există evaluări
- Pipe Drafting and Design-Halaman-136-155Document20 paginiPipe Drafting and Design-Halaman-136-155Tiar AgustiantoÎncă nu există evaluări
- 07 - Check List For Piping IsometricsDocument1 pagină07 - Check List For Piping IsometricsAnonymous ME9vAWafX9Încă nu există evaluări
- New Why To Use A Spring SupportDocument9 paginiNew Why To Use A Spring SupportAmarKumarÎncă nu există evaluări
- Application of Moment Restraining Supports in Process Plant Critical Piping-Full Paper-2019 PDFDocument5 paginiApplication of Moment Restraining Supports in Process Plant Critical Piping-Full Paper-2019 PDFPratip BhattacharyaÎncă nu există evaluări
- Flare Piping Stress NalysisDocument7 paginiFlare Piping Stress Nalysisgpskumar22100% (1)
- spe 124932 ms光纤应变与缠绕角度关系Document15 paginispe 124932 ms光纤应变与缠绕角度关系su feiyuÎncă nu există evaluări
- Mechanical Engineer-Syed Zain AliDocument5 paginiMechanical Engineer-Syed Zain AliSyedZainAliÎncă nu există evaluări
- Castor For New TrolleyDocument5 paginiCastor For New TrolleySyedZainAliÎncă nu există evaluări
- PD Cen TR 13445-102-2015Document76 paginiPD Cen TR 13445-102-2015SyedZainAli100% (1)
- ReadmeDocument2 paginiReadmeSyedZainAliÎncă nu există evaluări
- Mechanical Engineer-Syed Zain AliDocument4 paginiMechanical Engineer-Syed Zain AliSyedZainAliÎncă nu există evaluări
- How To Use HTRI For Shell & Tube Exchanger DesignDocument38 paginiHow To Use HTRI For Shell & Tube Exchanger Designirshaad_s88% (17)
- Bonafied ApplicationDocument1 paginăBonafied ApplicationSyedZainAliÎncă nu există evaluări
- Standard Drawings For Pressure VesselDocument7 paginiStandard Drawings For Pressure VesselSyedZainAli75% (8)
- Welding Calculations For Base PlateDocument116 paginiWelding Calculations For Base PlateSyedZainAli100% (2)
- Stage 2 TransportationsDocument46 paginiStage 2 TransportationsSyedZainAliÎncă nu există evaluări
- MC107 FlyerDocument3 paginiMC107 FlyerSyedZainAliÎncă nu există evaluări
- Materials Selection Guide Final VersionDocument77 paginiMaterials Selection Guide Final VersionRahul ManeÎncă nu există evaluări
- Blind Flange (10 Bar)Document7 paginiBlind Flange (10 Bar)SyedZainAliÎncă nu există evaluări
- Design Calculations For: DDFC (PVT.) LTDDocument1 paginăDesign Calculations For: DDFC (PVT.) LTDSyedZainAliÎncă nu există evaluări
- Radiography Cheat SheetDocument1 paginăRadiography Cheat SheetbplturnerÎncă nu există evaluări
- CV Template For Mechanical EngineerDocument3 paginiCV Template For Mechanical EngineerSyedZainAli0% (1)
- Non Circular Air Cooler Design CalculationsDocument50 paginiNon Circular Air Cooler Design CalculationsSyedZainAliÎncă nu există evaluări
- Stud Bolt ChartDocument2 paginiStud Bolt ChartlilbieÎncă nu există evaluări
- Mechanical Design Enrgineer-ZainDocument4 paginiMechanical Design Enrgineer-ZainSyedZainAliÎncă nu există evaluări
- Static Equipment Engineer-ZainDocument5 paginiStatic Equipment Engineer-ZainSyedZainAliÎncă nu există evaluări
- PVElite 2015 SP2Document7 paginiPVElite 2015 SP2ypatelsÎncă nu există evaluări
- 564 D 2160 Welding CalculationsDocument58 pagini564 D 2160 Welding CalculationsSyedZainAliÎncă nu există evaluări
- Base Ring AnalysisDocument9 paginiBase Ring Analysisasirul_meÎncă nu există evaluări
- Part 2 Pressure Vessel DesignDocument281 paginiPart 2 Pressure Vessel DesignSyedZainAli100% (1)
- Syed Zain AliDocument4 paginiSyed Zain AliSyedZainAliÎncă nu există evaluări
- Mechanical Design Engineer-ZainDocument5 paginiMechanical Design Engineer-ZainSyedZainAliÎncă nu există evaluări
- Chapter4 Allowable StresseDocument26 paginiChapter4 Allowable StresseyhszaÎncă nu există evaluări
- Torispherical Head Thickness Calculation ProblemDocument8 paginiTorispherical Head Thickness Calculation ProblemSureshraaviÎncă nu există evaluări
- Body LanguageDocument17 paginiBody LanguageAR PiZaÎncă nu există evaluări
- Perfume 130Document3 paginiPerfume 130Gurdeep BhattalÎncă nu există evaluări
- Course: Consumer Behaviour: Relaunching of Mecca Cola in PakistanDocument10 paginiCourse: Consumer Behaviour: Relaunching of Mecca Cola in PakistanAnasAhmedÎncă nu există evaluări
- Utah Vaccine AdministrationDocument1 paginăUtah Vaccine AdministrationOffice of Utah Gov. Spencer J. CoxÎncă nu există evaluări
- Selling AIESEC To Your TargetsDocument7 paginiSelling AIESEC To Your TargetspijoowiseÎncă nu există evaluări
- A Person On A Position of Air Traffic ControllerDocument7 paginiA Person On A Position of Air Traffic ControllerMUHAMMAD RAMZANÎncă nu există evaluări
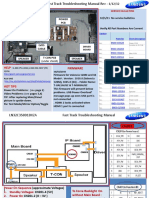
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Document4 paginiSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonÎncă nu există evaluări
- Entropy (Information Theory)Document17 paginiEntropy (Information Theory)joseph676Încă nu există evaluări
- 7th Nani Palkhiwala Research Paper CompetitionDocument31 pagini7th Nani Palkhiwala Research Paper CompetitionhridhaykhuranaÎncă nu există evaluări
- UW Mathematics Professor Evaluations For Fall 2011Document241 paginiUW Mathematics Professor Evaluations For Fall 2011DPÎncă nu există evaluări
- Republic of The Philippines Department of Education Deped Complex, Pasig City Science Iii K To 12 Curriculum Guide Planner / Budget of WorkDocument3 paginiRepublic of The Philippines Department of Education Deped Complex, Pasig City Science Iii K To 12 Curriculum Guide Planner / Budget of WorkLedie Lou Cetoy SuperalesÎncă nu există evaluări
- MBTI - 4 Temperaments: Guardians (SJ) Rationals (NT) Idealists (NF) Artisans (SP)Document20 paginiMBTI - 4 Temperaments: Guardians (SJ) Rationals (NT) Idealists (NF) Artisans (SP)Muhammad Fauzan MauliawanÎncă nu există evaluări
- Final Project Report by Himanshu Yadav Student of Fostiima Business SchoolDocument55 paginiFinal Project Report by Himanshu Yadav Student of Fostiima Business Schoolak88901Încă nu există evaluări
- Handout No. 03 - Purchase TransactionsDocument4 paginiHandout No. 03 - Purchase TransactionsApril SasamÎncă nu există evaluări
- Consumer Perception Towards WhatsappDocument72 paginiConsumer Perception Towards WhatsappRaj KumarÎncă nu există evaluări
- Ringleman Chart FlareDocument12 paginiRingleman Chart FlareguhadebasisÎncă nu există evaluări
- Navigation - Star FinderDocument31 paginiNavigation - Star FinderPrasadtÎncă nu există evaluări
- Pyrethroids April 11Document15 paginiPyrethroids April 11MadhumithaÎncă nu există evaluări
- Hal Foster Vision and Visuality Discussions in Contemporary Culture PDFDocument75 paginiHal Foster Vision and Visuality Discussions in Contemporary Culture PDFEd GomesÎncă nu există evaluări
- Commissioning 1. Commissioning: ES200 EasyDocument4 paginiCommissioning 1. Commissioning: ES200 EasyMamdoh EshahatÎncă nu există evaluări
- User Manual For Scanbox Ergo & Banquet Line: Ambient (Neutral), Hot and Active Cooling. Scanbox Meal Delivery CartsDocument8 paginiUser Manual For Scanbox Ergo & Banquet Line: Ambient (Neutral), Hot and Active Cooling. Scanbox Meal Delivery CartsManunoghiÎncă nu există evaluări
- Future Scope and ConclusionDocument13 paginiFuture Scope and ConclusionGourab PalÎncă nu există evaluări
- Term Paper Gender RolesDocument5 paginiTerm Paper Gender Rolesea8d1b6n100% (1)
- School Earthquake Preparedness Evaluation FormDocument2 paginiSchool Earthquake Preparedness Evaluation FormAdrin Mejia75% (4)
- Basic Elements of The Communication ProcessDocument13 paginiBasic Elements of The Communication ProcessMech JTubao67% (3)
- Lux Level Calculation: WILSON ELECTRICAL ENGINEERING BOOKS (Simplified Edition 2020)Document1 paginăLux Level Calculation: WILSON ELECTRICAL ENGINEERING BOOKS (Simplified Edition 2020)Wilson (Electrical Engineer)Încă nu există evaluări
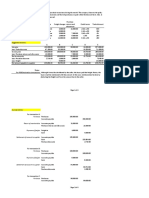
- Capital Structure UploadDocument17 paginiCapital Structure UploadLakshmi Harshitha mÎncă nu există evaluări
- Xiameter OFS-6020 Silane: Diaminofunctional Silane Features ApplicationsDocument2 paginiXiameter OFS-6020 Silane: Diaminofunctional Silane Features ApplicationsDelovita GintingÎncă nu există evaluări
- Altium Designer Training For Schematic Capture and PCB EditingDocument248 paginiAltium Designer Training For Schematic Capture and PCB EditingAntonio Dx80% (5)
- Impact of Technology On Our LivesDocument3 paginiImpact of Technology On Our LivesKim ErandioÎncă nu există evaluări