S-ar putea să vă placă și
- Arca de NoéDocument4 paginiArca de NoéJanet López100% (7)
- Estudio de TiemposDocument16 paginiEstudio de TiemposTano GallardoÎncă nu există evaluări
- Pseudomona AeruginosaDocument22 paginiPseudomona AeruginosaMiguel LCzÎncă nu există evaluări
- Sistemas AutomatizadosDocument74 paginiSistemas AutomatizadosOmar Bautista0% (1)
- Practica 2 de ElectromagnetismoDocument11 paginiPractica 2 de ElectromagnetismoAft CristianÎncă nu există evaluări
- ETS-Mecánica Clásica Laboratorio, UPIICSA. Examen Simulacro IIDocument9 paginiETS-Mecánica Clásica Laboratorio, UPIICSA. Examen Simulacro IIMaximiliano Garduza100% (2)
- Entrenamiento completo con kettlebellsDocument133 paginiEntrenamiento completo con kettlebellsMariale Escalante AÎncă nu există evaluări
- Práctica 5 Electromagnetismo UPIICSADocument7 paginiPráctica 5 Electromagnetismo UPIICSAfrancisco zamora garciaÎncă nu există evaluări
- 8 Periodos TepicDocument1 pagină8 Periodos TepicRodrigo González100% (3)
- Nuevas Teorías Del Comercio InternacionalDocument46 paginiNuevas Teorías Del Comercio InternacionalJenniferGuzman100% (1)
- S.E. SUBESTACIONES ELÉCTRICASDocument21 paginiS.E. SUBESTACIONES ELÉCTRICASHéctor FloresÎncă nu există evaluări
- MelanogénesisDocument4 paginiMelanogénesisJeremias PalmeroÎncă nu există evaluări
- Practica 4 UpiicsaDocument17 paginiPractica 4 UpiicsaSergio Díaz de la VegaÎncă nu există evaluări
- Determinación y Aplicación de Estándares - Diana Melissa Jacinto López. Proyecto FinalDocument44 paginiDeterminación y Aplicación de Estándares - Diana Melissa Jacinto López. Proyecto FinalDiana Melissa100% (2)
- 01 Las Medidas Cautelares en El Proceso PenalDocument513 pagini01 Las Medidas Cautelares en El Proceso PenalMijailUAP91% (11)
- Práctica 1 Determinación de Estándares UpiicsaDocument7 paginiPráctica 1 Determinación de Estándares UpiicsaAXEL RIVERAÎncă nu există evaluări
- Técnicas de La Ing IndustrialDocument2 paginiTécnicas de La Ing IndustrialSidney Rivera0% (1)
- Práctica 2 Diseño y Evaluacion de Estaciones de Trabajo UpiicsaDocument4 paginiPráctica 2 Diseño y Evaluacion de Estaciones de Trabajo UpiicsaTania Lizbeth50% (2)
- Practica 5 - Química Industrial - UPIICSADocument6 paginiPractica 5 - Química Industrial - UPIICSADaniel Vega MoralesÎncă nu există evaluări
- Practica 2 Quimica Aplicada UPIICSADocument11 paginiPractica 2 Quimica Aplicada UPIICSAItzelRmÎncă nu există evaluări
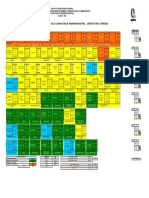
- Mapa curricular ingeniería industrialDocument1 paginăMapa curricular ingeniería industrialDaniel CMÎncă nu există evaluări
- Diseño de redes en ambientes inciertosDocument21 paginiDiseño de redes en ambientes inciertosHéctor FloresÎncă nu există evaluări
- Practica 3 Quimica IndustrialDocument14 paginiPractica 3 Quimica IndustrialHans PilzÎncă nu există evaluări
- Procedimiento Sancionador OsinergminDocument4 paginiProcedimiento Sancionador OsinergminBelu C. Luna VictoriaÎncă nu există evaluări
- Practica 4 ElectricidadDocument6 paginiPractica 4 ElectricidadMiguel InfanteÎncă nu există evaluări
- Determinación de la relación Cp/Cv para aire por el método de Clément y DesormesDocument14 paginiDeterminación de la relación Cp/Cv para aire por el método de Clément y DesormesjoseÎncă nu există evaluări
- Estudio de Tiempos Con CronometroDocument20 paginiEstudio de Tiempos Con CronometroAndres Cardenas33% (6)
- ACARREODocument59 paginiACARREOGonzalez Sharingan0% (1)
- Trabajo Final Maquinados Industriales UPIICSADocument25 paginiTrabajo Final Maquinados Industriales UPIICSAxavier fonÎncă nu există evaluări
- Practica 6 Quimica Industrial UPIICSADocument17 paginiPractica 6 Quimica Industrial UPIICSAAlejandro López PérezÎncă nu există evaluări
- Practica No.1 DurezaDocument9 paginiPractica No.1 DurezaRicardo DominguezÎncă nu există evaluări
- Caracterice El Objetivo Del Proceso de Enseñanza - Aprendizaje Como Categoría de La DidácticaDocument5 paginiCaracterice El Objetivo Del Proceso de Enseñanza - Aprendizaje Como Categoría de La DidácticaDenisse Orrala Flores50% (4)
- Diseño y evaluación de estaciones de trabajo para la fabricación de hilo Nylon 840/2Document26 paginiDiseño y evaluación de estaciones de trabajo para la fabricación de hilo Nylon 840/2Josue Baez100% (2)
- Practica 6 Quimica Industrial UPIICSADocument20 paginiPractica 6 Quimica Industrial UPIICSAIsa Godínez60% (5)
- Práctica 3 Electricidad Industrial UPIICSADocument9 paginiPráctica 3 Electricidad Industrial UPIICSAEdAlamanÎncă nu există evaluări
- Practica 1 Electricidad Industrial UPIICSADocument16 paginiPractica 1 Electricidad Industrial UPIICSATann MetoxiÎncă nu există evaluări
- Práctica 5. Equilibrio Químico ImprimirDocument19 paginiPráctica 5. Equilibrio Químico ImprimirJonás Tejada Ibarra100% (2)
- PRACTICA-3 Química Industrial UPIICSADocument8 paginiPRACTICA-3 Química Industrial UPIICSADaniel VegaÎncă nu există evaluări
- Practica 1 Diseño UpiicsaDocument8 paginiPractica 1 Diseño UpiicsajetzajetÎncă nu există evaluări
- Propiedades de líquidos: Viscosidad y tensión superficialDocument15 paginiPropiedades de líquidos: Viscosidad y tensión superficialMarco GoldenÎncă nu există evaluări
- Practica 4 QUIMICA INDUSTRIALDocument10 paginiPractica 4 QUIMICA INDUSTRIALChak DíazÎncă nu există evaluări
- Practica 2 Curva de AprendizajeDocument19 paginiPractica 2 Curva de AprendizajeKokeMkÎncă nu există evaluări
- P-9 MOST v3Document5 paginiP-9 MOST v3César CorderoÎncă nu există evaluări
- Cálculo de tiempos predeterminados MTM para el armado de chapasDocument6 paginiCálculo de tiempos predeterminados MTM para el armado de chapasSalvador ZO0% (1)
- Practica 2 Determinación y Aplicación de EstándaresDocument4 paginiPractica 2 Determinación y Aplicación de EstándaresGiovanni JaramilloÎncă nu există evaluări
- Trabajo Final DeterminaciónDocument55 paginiTrabajo Final DeterminaciónAngel DavidÎncă nu există evaluări
- Practica 4 Final. Diseño y Eval de Areas de Trab UpìicsaDocument6 paginiPractica 4 Final. Diseño y Eval de Areas de Trab UpìicsaAlexis Gutierrez CelisÎncă nu există evaluări
- Practica 6 Determinacion UpiicsaDocument15 paginiPractica 6 Determinacion UpiicsarodrigoÎncă nu există evaluări
- PRACTICA 2 Cargas AxialesDocument11 paginiPRACTICA 2 Cargas AxialesRicardo DominguezÎncă nu există evaluări
- DIBUJO EXPLOSIVO PIEZA CHAPA-Presentación1 PDFDocument1 paginăDIBUJO EXPLOSIVO PIEZA CHAPA-Presentación1 PDFGustavo LimetaÎncă nu există evaluări
- Practica 4 - Diseño y Evaluación UPIICSADocument14 paginiPractica 4 - Diseño y Evaluación UPIICSALuis Ulises Reyes Milan100% (1)
- Practica 3 Electricidad AplicadaDocument31 paginiPractica 3 Electricidad Aplicadadjtntmx100% (6)
- Practica 2 de Química IndustrialDocument7 paginiPractica 2 de Química IndustrialJ Vega MoralesÎncă nu există evaluări
- Pruebas para La CalidadDocument9 paginiPruebas para La CalidadIzMxel HaaRpp MoNroyÎncă nu există evaluări
- Practica 2 Electricidad IndustrialDocument15 paginiPractica 2 Electricidad IndustrialEdAlaman100% (1)
- Ramos Garcia Maria Antonia - 4.1 Principios de Diseño Del Trabajo y CreatividadDocument16 paginiRamos Garcia Maria Antonia - 4.1 Principios de Diseño Del Trabajo y CreatividadBeckham DavidÎncă nu există evaluări
- Pruebas de La CalidadDocument12 paginiPruebas de La CalidadLuis DanielÎncă nu există evaluări
- 3.5 Cooperacion de Toda La Empresa en TPMDocument2 pagini3.5 Cooperacion de Toda La Empresa en TPMJose Luis Flores50% (2)
- Maquina Verificadora EngranesDocument12 paginiMaquina Verificadora EngranesGuillermo Mendez EnriquezÎncă nu există evaluări
- Enfoques de Manufactura AgilDocument20 paginiEnfoques de Manufactura Agilnayeli14050% (1)
- Practica 9Document13 paginiPractica 9Hans PilzÎncă nu există evaluări
- Practica 2 Quimica Industrial UPIICSADocument8 paginiPractica 2 Quimica Industrial UPIICSADAIZPOOLÎncă nu există evaluări
- 7° Reporte Vibraciones de Una CuerdaDocument9 pagini7° Reporte Vibraciones de Una CuerdaRoberto Azcárate SánchezÎncă nu există evaluări
- Análisis de productividad e impacto en la industria de tacosDocument5 paginiAnálisis de productividad e impacto en la industria de tacosIsaac Ambrosio67% (3)
- 6 Ihpl Psicosociologia IndustrialDocument10 pagini6 Ihpl Psicosociologia IndustrialGabriela TapiaÎncă nu există evaluări
- Practica3 Quimica Aplicada UpiicsaDocument8 paginiPractica3 Quimica Aplicada UpiicsaKirbooHeGoÎncă nu există evaluări
- Practica ElectromagnetismoDocument10 paginiPractica ElectromagnetismoAngel David100% (1)
- Chapa ExplosivoDocument1 paginăChapa ExplosivoCharlie Velazquez100% (1)
- Practica 2 ElectromagnetismoDocument18 paginiPractica 2 ElectromagnetismoAlanÎncă nu există evaluări
- Semana 06Document54 paginiSemana 06Joe Gonzalez100% (1)
- Practia 4Document12 paginiPractia 4Sharon RoaÎncă nu există evaluări
- Ex Opo Manu Fact UraDocument11 paginiEx Opo Manu Fact UraHéctor FloresÎncă nu există evaluări
- Versión control proyectos RAMDocument2 paginiVersión control proyectos RAMHéctor FloresÎncă nu există evaluări
- Descripcion de PuestosDocument7 paginiDescripcion de PuestosHéctor FloresÎncă nu există evaluări
- CORRUPCIONOCDEDocument4 paginiCORRUPCIONOCDEHéctor FloresÎncă nu există evaluări
- Descripcion de PuestosDocument7 paginiDescripcion de PuestosHéctor FloresÎncă nu există evaluări
- Descargas de Aguas ResidualesDocument5 paginiDescargas de Aguas ResidualesHéctor FloresÎncă nu există evaluări
- Instrumentacion IndustrialDocument56 paginiInstrumentacion IndustrialHéctor FloresÎncă nu există evaluări
- Cap 12 CDS Eq3Document8 paginiCap 12 CDS Eq3Héctor FloresÎncă nu există evaluări
- Proceso MecanicosDocument4 paginiProceso MecanicosHéctor FloresÎncă nu există evaluări
- CORRUPCIONOCDEDocument4 paginiCORRUPCIONOCDEHéctor FloresÎncă nu există evaluări
- Practica 1 ElectricidadDocument17 paginiPractica 1 ElectricidadHéctor FloresÎncă nu există evaluări
- Ejercicios EstandaresDocument5 paginiEjercicios EstandaresHéctor FloresÎncă nu există evaluări
- Practica 1 ElectricidadDocument17 paginiPractica 1 ElectricidadHéctor FloresÎncă nu există evaluări
- Instrumentacion PresionDocument1 paginăInstrumentacion PresionHéctor FloresÎncă nu există evaluări
- Practica 6 Balanceo de Linea Determinacion 1Document9 paginiPractica 6 Balanceo de Linea Determinacion 1Héctor FloresÎncă nu există evaluări
- López Lluviana CasosDocument2 paginiLópez Lluviana CasosHéctor FloresÎncă nu există evaluări
- Planificación Talento Humano 3eroDocument7 paginiPlanificación Talento Humano 3eroFranklin Willian Freire GalloÎncă nu există evaluări
- Teran. Atando CabosDocument22 paginiTeran. Atando CabosPingoLimonÎncă nu există evaluări
- Elementos de La Tabla PeriodicaDocument3 paginiElementos de La Tabla PeriodicaPaulino AmozoqueñoÎncă nu există evaluări
- Comunicación Ii - 2 GradoDocument11 paginiComunicación Ii - 2 GradoAriana Cusquisivan RengifoÎncă nu există evaluări
- Matemática Quinto 5° - Sem 37 José PonceDocument5 paginiMatemática Quinto 5° - Sem 37 José PonceBlademir Cusi Arisaca Leucosito ProduccionesÎncă nu există evaluări
- Recurso Ensayo de Filosofia RubricaDocument3 paginiRecurso Ensayo de Filosofia RubricaAnaMaríaAlarconstanzoÎncă nu există evaluări
- Barrio Sésamo 30 Años Después Yo Fui A EGBDocument1 paginăBarrio Sésamo 30 Años Después Yo Fui A EGBAlberto EscamillaÎncă nu există evaluări
- TALLER 3 Tipos de PárrafosDocument8 paginiTALLER 3 Tipos de PárrafosAna Yancy SAÎncă nu există evaluări
- Fetotomias: procedimientos para reducir el volumen fetalDocument2 paginiFetotomias: procedimientos para reducir el volumen fetalLisbeth Alejandra Martínez GonzálezÎncă nu există evaluări
- Contaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoDocument2 paginiContaminación Ambiental Ocasionado Por CESUR en El Disrito de CaracotoEdward YucraÎncă nu există evaluări
- Analisis Sintacticos Oraciones SimplesDocument5 paginiAnalisis Sintacticos Oraciones SimplesMARIÎncă nu există evaluări
- Intervención policial por accidente de tránsito con lesiones en BañosDocument2 paginiIntervención policial por accidente de tránsito con lesiones en BañosCOMISARIA BAÑOSÎncă nu există evaluări
- t030 - 71599320 - T Jose Daniel Cordova Chavez - Seminario Calla Carlos EduardoDocument148 paginit030 - 71599320 - T Jose Daniel Cordova Chavez - Seminario Calla Carlos EduardoKaterine MendezÎncă nu există evaluări
- Taller 1 SergioDocument5 paginiTaller 1 SergioSergio MarquezÎncă nu există evaluări
- Plan de Clase 1 Liderazgo SituacionalDocument3 paginiPlan de Clase 1 Liderazgo SituacionalFernando RoseroÎncă nu există evaluări
- Guia 2 de 4to GradoDocument25 paginiGuia 2 de 4to GradoYaritza RodriguezÎncă nu există evaluări
- A Amar Se Aprende Amando, A Adorar Se Aprende Adorando (M. Verónica María)Document18 paginiA Amar Se Aprende Amando, A Adorar Se Aprende Adorando (M. Verónica María)catolicoÎncă nu există evaluări
- Semana 3. AlgoritmiaDocument8 paginiSemana 3. Algoritmiayulissa aguirreÎncă nu există evaluări
- Actividad 3 Unidad 3Document14 paginiActividad 3 Unidad 3Aldo EcheverríaÎncă nu există evaluări
- Bitacora Expoferia I-2023Document5 paginiBitacora Expoferia I-2023Yanelis Carolina Rodriguez RiveroÎncă nu există evaluări
- Capitulo 9,10Document3 paginiCapitulo 9,10Allen Jefferson SarmientoÎncă nu există evaluări