S-ar putea să vă placă și
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautDe la EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautEvaluare: 5 din 5 stele5/5 (1)
- FONDERIE VINCENT - Nuances de Fontes & D'aciers Et RéférentielsDocument2 paginiFONDERIE VINCENT - Nuances de Fontes & D'aciers Et RéférentielsRicardo BarbosaÎncă nu există evaluări
- Cours DEPL ForgeDocument57 paginiCours DEPL Forgec oussama0% (1)
- Fonderie V1Document23 paginiFonderie V1pepouptsotambo2Încă nu există evaluări
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDocument22 paginiCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderÎncă nu există evaluări
- Extrait 42365210Document49 paginiExtrait 42365210Zakaria ElaichouriÎncă nu există evaluări
- Usinage Des MétauxDocument27 paginiUsinage Des MétauxLionel EtienneÎncă nu există evaluări
- Tube Cuivre 2Document8 paginiTube Cuivre 2moussaÎncă nu există evaluări
- Cours de SoudageDocument26 paginiCours de SoudageramsistecÎncă nu există evaluări
- Rapport Corps de FicheDocument39 paginiRapport Corps de FicheAwpyÎncă nu există evaluări
- Catalogue VT 012 MailDocument68 paginiCatalogue VT 012 MailJero MilÎncă nu există evaluări
- ENPC - Procedes Generaux de ConstructionDocument73 paginiENPC - Procedes Generaux de ConstructionRealmak Awa100% (1)
- MatériauxDocument13 paginiMatériauxYass Ine100% (1)
- I) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19Document6 paginiI) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19HoussemTunisinoÎncă nu există evaluări
- Sika Anchorfix 3Document3 paginiSika Anchorfix 3YYOUNOS_MAÎncă nu există evaluări
- Difallah DjellouleDocument3 paginiDifallah DjellouleMourad GcvÎncă nu există evaluări
- Bohler K100Document16 paginiBohler K100fbp81Încă nu există evaluări
- Diager Catalogue Industrie PDFDocument100 paginiDiager Catalogue Industrie PDFbatman2054Încă nu există evaluări
- Extrait 42367210Document116 paginiExtrait 42367210Marwan JBÎncă nu există evaluări
- Pfe GC 0303Document114 paginiPfe GC 0303saloua88Încă nu există evaluări
- C3 ProcEdEsFabrication PDFDocument52 paginiC3 ProcEdEsFabrication PDFNabil ZerÎncă nu există evaluări
- NormesacierDocument2 paginiNormesaciertoche332520Încă nu există evaluări
- 2012 SU B Travaux Mecaniques Cale Seche PDFDocument16 pagini2012 SU B Travaux Mecaniques Cale Seche PDFMelawliMmajidÎncă nu există evaluări
- Bloques Del ProyectoDocument16 paginiBloques Del ProyectoYou KimÎncă nu există evaluări
- Fonderie D6 Controle Du MoulageDocument25 paginiFonderie D6 Controle Du MoulageMounir FrijaÎncă nu există evaluări
- MoulageDocument9 paginiMoulageYassine Iferden TorssanovskiÎncă nu există evaluări
- 2005 05 18-PrecontrainteDocument3 pagini2005 05 18-PrecontrainteoussougoudjÎncă nu există evaluări
- Soudage Au BEDocument90 paginiSoudage Au BEYouness El HamriÎncă nu există evaluări
- Catalogue Inox 2014Document40 paginiCatalogue Inox 2014Zackaria El IdrissiÎncă nu există evaluări
- ENPC - Procedes Generaux de ConstructionDocument73 paginiENPC - Procedes Generaux de Constructionstruc-engÎncă nu există evaluări
- K110 FSPDocument16 paginiK110 FSPritortoÎncă nu există evaluări
- m439 PDFDocument24 paginim439 PDFr_racÎncă nu există evaluări
- Gear Production FR PDFDocument40 paginiGear Production FR PDFmgualdiÎncă nu există evaluări
- Procédé de FabricationDocument121 paginiProcédé de Fabricationimane ait baddouÎncă nu există evaluări
- Guide Esab SoudureDocument130 paginiGuide Esab SoudureCharfi_houssem100% (1)
- Guide de La Réparation Pa SoudageDocument130 paginiGuide de La Réparation Pa Soudageaious100% (5)
- Dossier TechniqueDocument11 paginiDossier TechniqueEL Mehdi OuzakkanÎncă nu există evaluări
- Chapitre 1 - Travaux de TerrassementDocument64 paginiChapitre 1 - Travaux de Terrassementmtssofiene60% (10)
- C - Corrigé ESPTP CAPLP GI SM Int 2007 PDFDocument20 paginiC - Corrigé ESPTP CAPLP GI SM Int 2007 PDFsereÎncă nu există evaluări
- Fascicule 10 - Office Des AsphaltesDocument63 paginiFascicule 10 - Office Des AsphaltesMohamedAhfourÎncă nu există evaluări
- Crci - BTS 2019 - TG PDFDocument7 paginiCrci - BTS 2019 - TG PDFBelangeNgafeletÎncă nu există evaluări
- Question QCMDocument161 paginiQuestion QCMFredericVaiana100% (4)
- TD4 Diagrammes TRC Et TTT (Correction) - PDFDocument1 paginăTD4 Diagrammes TRC Et TTT (Correction) - PDFABDOUR RAHMAN Attaoualh100% (1)
- Recommandation SoudageDocument130 paginiRecommandation Soudagebensossi_441944896100% (1)
- Les Regles de Trace 2015Document81 paginiLes Regles de Trace 2015Saptarshee MitraÎncă nu există evaluări
- Procédés de Moulage - Diapos PDFDocument22 paginiProcédés de Moulage - Diapos PDFTaoufik Ben HadidÎncă nu există evaluări
- BTS2005 2 ComplementsDocument17 paginiBTS2005 2 Complementssaded05Încă nu există evaluări
- Devoir+De+Synthese+N1-1AS-2021 (1) - 3Document5 paginiDevoir+De+Synthese+N1-1AS-2021 (1) - 3Imed MoussaÎncă nu există evaluări
- Soudage Avec DMOS 111 135Document61 paginiSoudage Avec DMOS 111 135soufianesaniÎncă nu există evaluări
- Securité SoudageDocument121 paginiSecurité SoudageJohakim974Încă nu există evaluări
- Pompe A Pistons Axiaux PDFDocument8 paginiPompe A Pistons Axiaux PDFNadia DridiÎncă nu există evaluări
- C 04-02 PDFDocument8 paginiC 04-02 PDFkharrat samirÎncă nu există evaluări
- Corrige D Examen MNT PRV 4fDocument3 paginiCorrige D Examen MNT PRV 4fNasserÎncă nu există evaluări
- m14 Sensibilisation A La Qualite Ge EsaDocument75 paginim14 Sensibilisation A La Qualite Ge EsaNadia DridiÎncă nu există evaluări
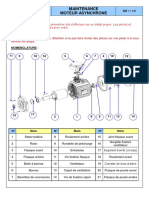
- Démontage Remontage - Maintenance Moteur PDFDocument5 paginiDémontage Remontage - Maintenance Moteur PDFMayor Nfmn100% (2)
- Chapitre.3 Partie.1Document38 paginiChapitre.3 Partie.1Nadia DridiÎncă nu există evaluări
- Calcul Des Boulons Au CisaillementDocument2 paginiCalcul Des Boulons Au CisaillementNadia DridiÎncă nu există evaluări
- Pompe A Pistons Axiaux PDFDocument8 paginiPompe A Pistons Axiaux PDFNadia DridiÎncă nu există evaluări
- Designation Materiaux v4Document6 paginiDesignation Materiaux v4Hatem LaajiliÎncă nu există evaluări
- Tap PDFDocument248 paginiTap PDFNadia DridiÎncă nu există evaluări
- Position Protection Animale ChasseDocument9 paginiPosition Protection Animale ChasseNadia DridiÎncă nu există evaluări
- Metrologie de BaseDocument8 paginiMetrologie de BaseA. samir86% (7)
- Caracteristiques Des HuilesDocument9 paginiCaracteristiques Des Huilessl1962100% (1)
- Plan de MouleDocument1 paginăPlan de MouleNadia DridiÎncă nu există evaluări
- Examen 2013Document4 paginiExamen 2013Brahim MouhcineÎncă nu există evaluări
- EffetgyroscopiqueDocument22 paginiEffetgyroscopiqueNadia DridiÎncă nu există evaluări
- Sujet 1 PDFDocument10 paginiSujet 1 PDFLarbi ElbakkaliÎncă nu există evaluări
- Accoudoirv 5Document46 paginiAccoudoirv 5Nadia DridiÎncă nu există evaluări
- Automobile 1 V 2Document41 paginiAutomobile 1 V 2Nadia DridiÎncă nu există evaluări
- Moule D'injectionDocument3 paginiMoule D'injectionNadia DridiÎncă nu există evaluări
- Empreintesv 6Document17 paginiEmpreintesv 6amrÎncă nu există evaluări
- Carte de L'europe À ImprimerDocument1 paginăCarte de L'europe À ImprimerNadia DridiÎncă nu există evaluări
- Vocabulaire Moule DinjectionDocument1 paginăVocabulaire Moule DinjectionMouradBenSedrineÎncă nu există evaluări
- Operations Geometriques 2DDocument12 paginiOperations Geometriques 2DNadia DridiÎncă nu există evaluări
- Implementation D Un Modele de ComportemeDocument3 paginiImplementation D Un Modele de ComportemeNadia DridiÎncă nu există evaluări
- Vocabulaire Moule DinjectionDocument1 paginăVocabulaire Moule DinjectionMouradBenSedrineÎncă nu există evaluări
- Torsion Act (Banc D'essai)Document4 paginiTorsion Act (Banc D'essai)Nadia DridiÎncă nu există evaluări
- Caractéristiques Équivalentes D'inertie de Mécanismes CourantsDocument2 paginiCaractéristiques Équivalentes D'inertie de Mécanismes CourantsNadia DridiÎncă nu există evaluări
- Caractéristiques Équivalentes D'inertie de Mécanismes CourantsDocument2 paginiCaractéristiques Équivalentes D'inertie de Mécanismes CourantsNadia DridiÎncă nu există evaluări