S-ar putea să vă placă și
- Lec 6Document76 paginiLec 6Dave M MichaelÎncă nu există evaluări
- QMS System References PDFDocument2 paginiQMS System References PDFAbdhel X-Meta100% (1)
- Design Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathDocument28 paginiDesign Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathAlberto darianÎncă nu există evaluări
- C 84524 PS KK1 CAL ST 3K 0020 - R0A Pipeline Buoyancy Control AnalysisDocument6 paginiC 84524 PS KK1 CAL ST 3K 0020 - R0A Pipeline Buoyancy Control AnalysisbonnicoÎncă nu există evaluări
- Corrosion Roche Arkhangelsk Part 4 CP2 CoatingsDocument71 paginiCorrosion Roche Arkhangelsk Part 4 CP2 CoatingsAdel ChelbaÎncă nu există evaluări
- Cb3 Ec 50 MT 001 A4 Rev.1 Mto For Civil WorkDocument5 paginiCb3 Ec 50 MT 001 A4 Rev.1 Mto For Civil WorkRomawi StevyandiÎncă nu există evaluări
- Term of Reference Assessment Study of Unbalance Liquid Level of Central Separator of Ulubelu Unit 3&4Document7 paginiTerm of Reference Assessment Study of Unbalance Liquid Level of Central Separator of Ulubelu Unit 3&4tiantaufik100% (1)
- 4764 Typical Pipeline Bolt On Type Concrete Weight NEW GRAPHICSDocument2 pagini4764 Typical Pipeline Bolt On Type Concrete Weight NEW GRAPHICSLorena DávilaÎncă nu există evaluări
- Quot Pricelist NalcoDocument3 paginiQuot Pricelist NalcoBaaqii Zain ArtanabilÎncă nu există evaluări
- Catalogue 2014 en HDDocument58 paginiCatalogue 2014 en HDBrad BarnesÎncă nu există evaluări
- E PM 20131201Document100 paginiE PM 20131201VPFQ24Încă nu există evaluări
- Flow Process Tin Stab ProductionDocument1 paginăFlow Process Tin Stab ProductionAndrian Nugroho67% (3)
- 4764-n1 Typical Pipeline Bolt On Type Concrete Weight For 42 O.D. PipelineDocument1 pagină4764-n1 Typical Pipeline Bolt On Type Concrete Weight For 42 O.D. PipelineLorenaÎncă nu există evaluări
- Pearson Higher Nationals In: Construction and The Built EnvironmentDocument10 paginiPearson Higher Nationals In: Construction and The Built Environmentshoon laeÎncă nu există evaluări
- KP 15015026-15015028Document98 paginiKP 15015026-15015028bagasÎncă nu există evaluări
- "Boat/Surfer Landing": AssignmentDocument1 pagină"Boat/Surfer Landing": AssignmenteÎncă nu există evaluări
- Kuliah 3 Pipa Bawah Laut 2017Document72 paginiKuliah 3 Pipa Bawah Laut 2017ndarimuahÎncă nu există evaluări
- KS&EW: Pakistan's Leading Shipbuilding FacilityDocument21 paginiKS&EW: Pakistan's Leading Shipbuilding FacilitySyed Mubashir Ali H ShahÎncă nu există evaluări
- Paint Repair MaintenanceDocument6 paginiPaint Repair MaintenanceRajiv Kumar M100% (1)
- Welding Consumables For The Offshore IndustryDocument24 paginiWelding Consumables For The Offshore IndustryLuis DuarteÎncă nu există evaluări
- The Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral BucklingDocument13 paginiThe Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral Bucklingmaz234Încă nu există evaluări
- Casing and TubingDocument6 paginiCasing and TubingWulandari Tri Maharani100% (1)
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 paginiPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- List of Referenced Codes and StandardsDocument1 paginăList of Referenced Codes and StandardsHaridevÎncă nu există evaluări
- Underwater Submarine Pipe Line - 260421Document30 paginiUnderwater Submarine Pipe Line - 260421Mark D VillanuevaÎncă nu există evaluări
- Tyfo SEH 51A CompositeDocument2 paginiTyfo SEH 51A CompositeThanongsak ImjaiÎncă nu există evaluări
- Quick guide to choosing the right flooring gratingDocument32 paginiQuick guide to choosing the right flooring gratingFaris MahmoodÎncă nu există evaluări
- Permitting and Regulatory Compliance Plan: ProceduresDocument8 paginiPermitting and Regulatory Compliance Plan: ProceduresErick SavrinaldoÎncă nu există evaluări
- Envirtech MKIII-002 Spar BuoyDocument2 paginiEnvirtech MKIII-002 Spar BuoyFurio RuggieroÎncă nu există evaluări
- Job Vacancy - GS Officer (Eng)Document3 paginiJob Vacancy - GS Officer (Eng)Susilo Nur RachmadÎncă nu există evaluări
- Offshore Pipeline Landfall PDFDocument112 paginiOffshore Pipeline Landfall PDFangga fajarÎncă nu există evaluări
- 3-Penetapan Tarif GasDocument22 pagini3-Penetapan Tarif GasaavianiacÎncă nu există evaluări
- Flange ManagementDocument2 paginiFlange Managementian84Încă nu există evaluări
- List of CPI Specification & StandardDocument6 paginiList of CPI Specification & StandardErick SavrinaldoÎncă nu există evaluări
- Mechanical Properties of Polymer Matrix Composites: Effect of HybridizationDocument3 paginiMechanical Properties of Polymer Matrix Composites: Effect of HybridizationNagaraj K CÎncă nu există evaluări
- Bonna Sabla Concrete PipesDocument19 paginiBonna Sabla Concrete Pipesst_calvoÎncă nu există evaluări
- Enron Gas Pipeline Engineering Standards for Concrete Pipeline WeightsDocument2 paginiEnron Gas Pipeline Engineering Standards for Concrete Pipeline WeightsLorenaÎncă nu există evaluări
- Kinew K DD SFSB 000 I Tds 3005 Rev 0Document73 paginiKinew K DD SFSB 000 I Tds 3005 Rev 0muhammad nazmi100% (1)
- Global OCTG Industry: The Five Year Outlook For TheDocument16 paginiGlobal OCTG Industry: The Five Year Outlook For ThejmezapÎncă nu există evaluări
- Tyfo SEH-51ADocument2 paginiTyfo SEH-51AgammankÎncă nu există evaluări
- FBE Coating PDFDocument12 paginiFBE Coating PDFthadikkaran100% (1)
- Dredging AwarenessDocument25 paginiDredging Awarenessanjas bahridÎncă nu există evaluări
- Iscar Grade ChartDocument1 paginăIscar Grade ChartsmarjanÎncă nu există evaluări
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 paginiEnbridge Pipeline Repair Workplan Welding PDFquiron2014Încă nu există evaluări
- Weldlok Steel GratingDocument16 paginiWeldlok Steel GratingDivyang241088Încă nu există evaluări
- Retroclamp Data SheetDocument2 paginiRetroclamp Data SheetDesirée PallottaÎncă nu există evaluări
- PT Pipa Mas PutihDocument43 paginiPT Pipa Mas Putihsultanbona99Încă nu există evaluări
- Codes, Standards & Regulations OverviewDocument8 paginiCodes, Standards & Regulations OverviewDzaka LanaaÎncă nu există evaluări
- OIL CBM Brochure 2015Document3 paginiOIL CBM Brochure 2015prasetyoÎncă nu există evaluări
- Guidelines for Decommissioning Offshore Oil and Gas Installations in IndonesiaDocument13 paginiGuidelines for Decommissioning Offshore Oil and Gas Installations in Indonesiadidin MuhidinÎncă nu există evaluări
- Company Profile PT. GIFA Drilling PetroleumDocument23 paginiCompany Profile PT. GIFA Drilling PetroleumBambang PermanaÎncă nu există evaluări
- Boq Package 4-Mep Rumus1Document413 paginiBoq Package 4-Mep Rumus1Muhammad Iqbal ArdhiansyahÎncă nu există evaluări
- GT 11.0 WWTPDocument42 paginiGT 11.0 WWTPSiti MarwasofaÎncă nu există evaluări
- General Information G-0002: Description On Material JIS-ASTMDocument4 paginiGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraÎncă nu există evaluări
- Ductile Iron Pipes FittingsDocument44 paginiDuctile Iron Pipes FittingsSaifur RahmanÎncă nu există evaluări
- FRP Repair of Corrosion-Damaged Concrete BeamsDocument13 paginiFRP Repair of Corrosion-Damaged Concrete BeamsahmadlieÎncă nu există evaluări
- Bab 03 Pemilihan Material PipaDocument30 paginiBab 03 Pemilihan Material PipaMohammad Zaki UsmanÎncă nu există evaluări
- Materi 1.7 Linepipe MaterialDocument45 paginiMateri 1.7 Linepipe MaterialPermana HasnoÎncă nu există evaluări
- Material Selection for Oil & Gas Corrosion ProtectionDocument21 paginiMaterial Selection for Oil & Gas Corrosion ProtectionSalim Chohan100% (1)
- 2012-08-22 C Ikeagu and A Seton of Subsea 7 - Material Selection For Subsea PipelinesDocument26 pagini2012-08-22 C Ikeagu and A Seton of Subsea 7 - Material Selection For Subsea PipelineshamidrezaettelaieÎncă nu există evaluări
- Check Valve DatasheetDocument4 paginiCheck Valve DatasheetSeptian FirdausÎncă nu există evaluări
- PTFE VS DEVLON ComparisonDocument2 paginiPTFE VS DEVLON ComparisonSeptian Firdaus100% (1)
- CompotecLine CrytocecDocument2 paginiCompotecLine CrytocecSeptian FirdausÎncă nu există evaluări
- Pig Receiver & LauncherDocument6 paginiPig Receiver & LauncherSeptian FirdausÎncă nu există evaluări
- Business Evaluation Criteria PDFDocument1 paginăBusiness Evaluation Criteria PDFSeptian FirdausÎncă nu există evaluări
- Dummy PrototypeDocument1 paginăDummy PrototypeSeptian FirdausÎncă nu există evaluări
- S-Tank ReviewDocument3 paginiS-Tank ReviewSeptian FirdausÎncă nu există evaluări
- Table Painting GUPDocument1 paginăTable Painting GUPSeptian FirdausÎncă nu există evaluări
- Datasheet CCTVDocument6 paginiDatasheet CCTVSeptian FirdausÎncă nu există evaluări
- Datasheet CCTVDocument6 paginiDatasheet CCTVSeptian FirdausÎncă nu există evaluări
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Document3 paginiDesign Calculation Anchor Flange ASME VIII Div 1 App 2Septian FirdausÎncă nu există evaluări
- Equipment ListDocument1 paginăEquipment ListSeptian FirdausÎncă nu există evaluări
- Shortcut Heat Exchanger Sizing: ChecalcDocument4 paginiShortcut Heat Exchanger Sizing: ChecalcSeptian FirdausÎncă nu există evaluări
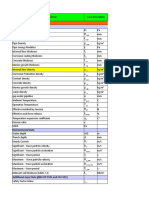
- Data Input Flowline Properties: Pipe Pipe Pipe 3Document12 paginiData Input Flowline Properties: Pipe Pipe Pipe 3Septian FirdausÎncă nu există evaluări
- Piping and Pipeline Design DocumentsDocument2 paginiPiping and Pipeline Design DocumentsSeptian FirdausÎncă nu există evaluări
- Report Summary Stresss AlaysisDocument20 paginiReport Summary Stresss AlaysisSeptian FirdausÎncă nu există evaluări
- Attachment (Upheaval Buckling)Document6 paginiAttachment (Upheaval Buckling)Anonymous jvaG8m7Încă nu există evaluări
- Gasket Calculator 6.0Document88 paginiGasket Calculator 6.0Latif QaiserÎncă nu există evaluări
- How To Develop Risk Matrix in The HAZOPDocument1 paginăHow To Develop Risk Matrix in The HAZOPSeptian FirdausÎncă nu există evaluări
- Data Input Flowline Properties: Pipe Pipe Pipe 3Document12 paginiData Input Flowline Properties: Pipe Pipe Pipe 3Septian FirdausÎncă nu există evaluări
- Wall ThicknessDocument1 paginăWall ThicknessSeptian FirdausÎncă nu există evaluări
- Gasket Calculator 6.0Document88 paginiGasket Calculator 6.0Latif QaiserÎncă nu există evaluări
- Air Cooled ExchangerDocument2 paginiAir Cooled ExchangerTifano KhristiyantoÎncă nu există evaluări
- Wall TCK Calc.Document1 paginăWall TCK Calc.Septian FirdausÎncă nu există evaluări
- Wall TCK Calc B31.4Document1 paginăWall TCK Calc B31.4Septian FirdausÎncă nu există evaluări
- FLOWCHART FOR MATERIAL SELECTION BASED ON PIPING CLASSDocument5 paginiFLOWCHART FOR MATERIAL SELECTION BASED ON PIPING CLASSSeptian FirdausÎncă nu există evaluări
- Project Title: Document Number: Approval SheetDocument6 paginiProject Title: Document Number: Approval SheetSeptian FirdausÎncă nu există evaluări
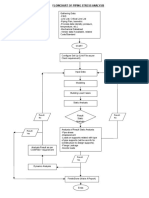
- Flowchart Piping Stress AnalysisDocument1 paginăFlowchart Piping Stress AnalysisSeptian FirdausÎncă nu există evaluări
- FLOWCHART FOR MATERIAL SELECTION BASED ON PIPING CLASSDocument5 paginiFLOWCHART FOR MATERIAL SELECTION BASED ON PIPING CLASSSeptian FirdausÎncă nu există evaluări
- Flowchart Piping Stress AnalysisDocument1 paginăFlowchart Piping Stress AnalysisSeptian FirdausÎncă nu există evaluări
- Salt Cake John N. HyrnDocument14 paginiSalt Cake John N. HyrndavidÎncă nu există evaluări
- Testing Precious Metals C. M. Hoke Screen Readable.Document92 paginiTesting Precious Metals C. M. Hoke Screen Readable.Richard.nl100% (2)
- Mould HPDC Runner PDFDocument18 paginiMould HPDC Runner PDFMohd Nazri SalimÎncă nu există evaluări
- John Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsDocument13 paginiJohn Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsFelipe Fernandes100% (1)
- Duckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)Document12 paginiDuckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)sandycastleÎncă nu există evaluări
- Engine Bearing MaterialsDocument4 paginiEngine Bearing Materialspugazh MarinerÎncă nu există evaluări
- Advantages of Open Die ForgingDocument5 paginiAdvantages of Open Die ForgingAjith KumarÎncă nu există evaluări
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 paginiWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluÎncă nu există evaluări
- Effect of Chip Size On Mechanical Property and Microstructure of AZ91D Magnesium Alloy Prepared by Solid State Recycling PDFDocument5 paginiEffect of Chip Size On Mechanical Property and Microstructure of AZ91D Magnesium Alloy Prepared by Solid State Recycling PDFThiran Boy LingamÎncă nu există evaluări
- Catalogo Thyssen PDFDocument8 paginiCatalogo Thyssen PDFbiancogallazzi0% (1)
- Powders and Industrial Applications of Silver and Other MetalsDocument1 paginăPowders and Industrial Applications of Silver and Other MetalsGabi OcheaÎncă nu există evaluări
- Effect of Cr and Zr on Grain Structure of Extruded Al AlloyDocument6 paginiEffect of Cr and Zr on Grain Structure of Extruded Al AlloyGÖRKEMÎncă nu există evaluări
- Catalogue of Sterling Silver Findings and ProductsDocument76 paginiCatalogue of Sterling Silver Findings and Productsdumdum2Încă nu există evaluări
- Some Investigations On The Corrosion of IronDocument6 paginiSome Investigations On The Corrosion of IronHannah MercadoÎncă nu există evaluări
- Astm A789Document15 paginiAstm A789Huan Dinh QuangÎncă nu există evaluări
- Corrosion of Iron Experiment-StudentDocument6 paginiCorrosion of Iron Experiment-StudentKunal Ramnatsing100% (1)
- GUHRING Deep Hole DrillsDocument12 paginiGUHRING Deep Hole Drillsbatman2054Încă nu există evaluări
- 3 Welding Imperfections and Materials InspectionDocument31 pagini3 Welding Imperfections and Materials InspectionnanivenkatgauravÎncă nu există evaluări
- JIS G 0551:: Japanese Industrial StandardDocument54 paginiJIS G 0551:: Japanese Industrial StandardJohnLoyd DY100% (1)
- Ferrous and Non-Ferrous MetalDocument8 paginiFerrous and Non-Ferrous MetalJayChristian QuimsonÎncă nu există evaluări
- Mescier MTCDocument1 paginăMescier MTCAndreea Georgiana100% (1)
- LSI La Costa Series Spec Sheet 1987Document6 paginiLSI La Costa Series Spec Sheet 1987Alan MastersÎncă nu există evaluări
- Weld Checklist PQRDocument2 paginiWeld Checklist PQRScott Trainor100% (1)
- Fundamentals of Metal FormingDocument38 paginiFundamentals of Metal FormingAd Man GeTigÎncă nu există evaluări
- Corrosion Characteristics of High Entropy Alloys: Materials Science and TechnologyDocument10 paginiCorrosion Characteristics of High Entropy Alloys: Materials Science and TechnologySudeep Kumar TÎncă nu există evaluări
- Martindale SawsDocument64 paginiMartindale SawsMann Sales & MarketingÎncă nu există evaluări
- Producing Metals Through Blast Furnace MetallurgyDocument32 paginiProducing Metals Through Blast Furnace MetallurgyShailesh SharmaÎncă nu există evaluări
- Module 6Document58 paginiModule 6Zbor ZborÎncă nu există evaluări
- Milling Process, Defects, EquipmentDocument6 paginiMilling Process, Defects, Equipmentdeuvyn bautistaÎncă nu există evaluări
- PFPSD Tech Data SheetDocument2 paginiPFPSD Tech Data SheetMafas MuhinadeenÎncă nu există evaluări