S-ar putea să vă placă și
- Manual MP8 Servicio or PDFDocument35 paginiManual MP8 Servicio or PDFjuan carlos padilla sanchez100% (3)
- Mp8 Engranes de SincronizacionDocument9 paginiMp8 Engranes de Sincronizacioncheolll83% (6)
- Ajustes de Caliubracion Del Motor MP8Document3 paginiAjustes de Caliubracion Del Motor MP8Patrik Ramos88% (34)
- Diseno Del Motor MP8Document20 paginiDiseno Del Motor MP8Richard Lds94% (16)
- Especificaciones Del Motor MP8Document5 paginiEspecificaciones Del Motor MP8Daniel Garcia100% (16)
- Manual Servicio Motor MP8 Mack-2Document144 paginiManual Servicio Motor MP8 Mack-2Miguel Cordero89% (28)
- Motor MP8 SalfaDocument192 paginiMotor MP8 SalfaDaniel Pais93% (15)
- Manual Motor MP8 PDFDocument30 paginiManual Motor MP8 PDFMischell Lázaro Ordonio100% (5)
- Codigos Falla Mack MP8Document8 paginiCodigos Falla Mack MP8mantenimiento myagroup100% (8)
- Codigo de Fallas Mp8Document36 paginiCodigo de Fallas Mp8carlosalazarsanchez_89% (9)
- Manual de Ajuste - Mack MP8Document13 paginiManual de Ajuste - Mack MP8Carlos Naval100% (2)
- Motor MP8 SalfaDocument192 paginiMotor MP8 SalfaDaniel Pais90% (20)
- 13 105Document152 pagini13 105johansen05100% (10)
- Pares de Apriete y Patrones de Apriete MP8Document42 paginiPares de Apriete y Patrones de Apriete MP8Deiby Celemin100% (8)
- Mack. Power Leash. PrincipioDocument70 paginiMack. Power Leash. Principioelvis90% (10)
- Mack ES T310 Service Manual (1) (001-116) .En - EsDocument116 paginiMack ES T310 Service Manual (1) (001-116) .En - EsSebastiánSaavedra80% (5)
- Sistema Electronico Eui de MackDocument14 paginiSistema Electronico Eui de MackFRANZ88% (16)
- Mack E7 PLN Service Manual 5 101 PDF 153 303 1 75.en - EsDocument75 paginiMack E7 PLN Service Manual 5 101 PDF 153 303 1 75.en - Esanthony 0793% (15)
- Manual de Mantencion de Motores Diesel MackDocument246 paginiManual de Mantencion de Motores Diesel MackDaniel Rugama79% (39)
- Tabla 1Document2 paginiTabla 1ghjgjyb224587% (46)
- AJuste Motor MACK E7Document5 paginiAJuste Motor MACK E7Jose Roberto Magaña90% (78)
- Sistema de Combustible MP8Document14 paginiSistema de Combustible MP8David Alejandro Vasquez Cerda100% (3)
- Especificaciones E7 350Document42 paginiEspecificaciones E7 350Victor Angel Miranda Cordero86% (7)
- Motor E-Tech Manual de Servicio (Parte 1)Document54 paginiMotor E-Tech Manual de Servicio (Parte 1)Robert Chavez89% (56)
- Mack Engranajes de TiempoDocument9 paginiMack Engranajes de Tiempohamilton miranda100% (3)
- Mack 2008Document137 paginiMack 2008yamitalberto79% (19)
- Especificaciones E7 Mack PDFDocument35 paginiEspecificaciones E7 Mack PDFbrayan gonzalez100% (2)
- Manual del alumno sobre motor MP8 Euro IVDocument51 paginiManual del alumno sobre motor MP8 Euro IVYerko Salazar Ortiz100% (2)
- Manual Motor MACK E TECHDocument73 paginiManual Motor MACK E TECHLuis Arnaldo Rodriguez87% (15)
- Códigos DTC MID 130 transmisión mDRIVEDocument56 paginiCódigos DTC MID 130 transmisión mDRIVENick Fuenmayor Antunez100% (8)
- Caja Mack DrailDocument59 paginiCaja Mack DrailAnonymous GBMJMAFxvi100% (1)
- Codigos V Mac IVDocument7 paginiCodigos V Mac IVMARIOLARA198078% (9)
- Mack E7 E Tech EnginesDocument72 paginiMack E7 E Tech EnginesFredy Coyago78% (9)
- Electricidad Basica MackDocument69 paginiElectricidad Basica MackMiguel Angel Santos Pintado89% (47)
- Manual de Servicio MP8Document35 paginiManual de Servicio MP8Melvin ZepedaÎncă nu există evaluări
- Armado D MotorDocument13 paginiArmado D Motorruben_cruz_34Încă nu există evaluări
- Engranaje de Giro Y Engranaje Intermedio Del ÁRbol de Levas para El Tren de Engranaje Compacto PDFDocument3 paginiEngranaje de Giro Y Engranaje Intermedio Del ÁRbol de Levas para El Tren de Engranaje Compacto PDFHamilton MirandaÎncă nu există evaluări
- CLIO II Diesel PDFDocument122 paginiCLIO II Diesel PDFEzekiel Angel EscobarÎncă nu există evaluări
- Calibracion de Valvulas Motor Mitsubishi D6Document5 paginiCalibracion de Valvulas Motor Mitsubishi D6CarlosSunoxius100% (1)
- CIGUEÑALDocument29 paginiCIGUEÑALCarlos Nava herreraÎncă nu există evaluări
- Juego de Las Válvulas Del MotorDocument5 paginiJuego de Las Válvulas Del MotorJulio MezaÎncă nu există evaluări
- Instalación del árbol de levas y sello de aceiteDocument5 paginiInstalación del árbol de levas y sello de aceiteJon RockÎncă nu există evaluări
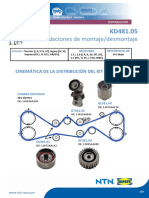
- Recomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Document9 paginiRecomendaciones de Montaje/desmontaje: Cinemática de La Distribución Del Kit Kd481.05Matias Rodriguez50% (2)
- Calibracion RetroDocument5 paginiCalibracion RetroFabiánÎncă nu există evaluări
- 3176C Engine Valve Clearance InspectionDocument6 pagini3176C Engine Valve Clearance Inspectionpaul heberth areche conovilcaÎncă nu există evaluări
- Kd481.05 Preconisations Montage Demontage EsDocument9 paginiKd481.05 Preconisations Montage Demontage EsCristobal Ojeda NautoÎncă nu există evaluări
- CorreaSincronizacionDocument5 paginiCorreaSincronizacionadriangalindo2009Încă nu există evaluări
- Freno Jacobs C-317 en Cat 3176Document23 paginiFreno Jacobs C-317 en Cat 3176jose farias negrete100% (1)
- Ensamble de La Biela Y El Pistón PDFDocument10 paginiEnsamble de La Biela Y El Pistón PDFHamilton MirandaÎncă nu există evaluări
- Cambio de Distribución Audi - Volkwagen IIDocument5 paginiCambio de Distribución Audi - Volkwagen IIrobinrobinÎncă nu există evaluări
- Valvulas c10 Yc12Document5 paginiValvulas c10 Yc12KeinerÎncă nu există evaluări
- Calibracion C 9Document5 paginiCalibracion C 9Victor Franco GallegosÎncă nu există evaluări
- Calibacion 140Document5 paginiCalibacion 140Jorge Fernando DíazÎncă nu există evaluări
- Manual del Cigüeñal DD13-16Document20 paginiManual del Cigüeñal DD13-16JUAN ERNESTO BETANCUR OSORIO100% (5)
- 1.6 LTS FocusDocument7 pagini1.6 LTS FocusBoston BanguÎncă nu există evaluări
- Temporización Del Tren Del Engranaje Compacto Y Del MotorDocument7 paginiTemporización Del Tren Del Engranaje Compacto Y Del MotorHamilton MirandaÎncă nu există evaluări
- Calibracion de ValvulasDocument5 paginiCalibracion de ValvulasDiego DominguezÎncă nu există evaluări
- Sincronización de Motor ISX-15Document24 paginiSincronización de Motor ISX-15antonio Ordoñez96% (23)
- QuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de ServicioDocument23 paginiQuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de ServicioHamilton miranda50% (2)
- Cigüeñal y biela: convertidor de movimiento en motocicletaDocument10 paginiCigüeñal y biela: convertidor de movimiento en motocicletaCarlos Méndez100% (1)
- MET 09 MAntenimiento Preventivo Transmision AutomaticaDocument5 paginiMET 09 MAntenimiento Preventivo Transmision AutomaticaCampFrut Del campo a su mesaÎncă nu există evaluări
- Rectificador de media onda con diodoDocument7 paginiRectificador de media onda con diodoPablo Hernan Perez OlivasÎncă nu există evaluări
- Planificacion de Obras CivilesDocument4 paginiPlanificacion de Obras CivilesCelestino Puma HuañecÎncă nu există evaluări
- MANUAL MoodleDocument10 paginiMANUAL MoodlePriscila Ivonne Barrios Hernandez100% (1)
- Guia # 3Document5 paginiGuia # 3harold vargasÎncă nu există evaluări
- Act - Crucigrama Taller 1Document7 paginiAct - Crucigrama Taller 1Estudiante UnadÎncă nu există evaluări
- ControlDocument168 paginiControlJhoan PerezÎncă nu există evaluări
- Cultura Organizacional en Gestion de Proyectos Obreval PDFDocument92 paginiCultura Organizacional en Gestion de Proyectos Obreval PDFSebastianRomeroGuayaraÎncă nu există evaluări
- Tarea 4 InglesDocument7 paginiTarea 4 InglesRoger AlanocaÎncă nu există evaluări
- Manual de instalación y operación de recloser ENTEC EVRC2ADocument28 paginiManual de instalación y operación de recloser ENTEC EVRC2Aaugmorelopez60% (5)
- PortabilidadDocument1 paginăPortabilidadgustavoÎncă nu există evaluări
- Esquema de Proyecto UcvDocument30 paginiEsquema de Proyecto UcvErick IslaÎncă nu există evaluări
- NormalizacionDocument7 paginiNormalizacionJuan Calzia CamposÎncă nu există evaluări
- Análisis de pruebas de decremento de presiónDocument34 paginiAnálisis de pruebas de decremento de presiónRicardo Hernández VelázquezÎncă nu există evaluări
- Cuadros eléctricos: clasificación, componentes y criterios de selecciónDocument4 paginiCuadros eléctricos: clasificación, componentes y criterios de selecciónYesid PiamonteÎncă nu există evaluări
- Planeación 5o Nov. 2019-2020Document135 paginiPlaneación 5o Nov. 2019-2020Pascual Goyito Torres OrtizÎncă nu există evaluări
- Diferencias microprocesadores y microcontroladoresDocument3 paginiDiferencias microprocesadores y microcontroladoresarnulfoÎncă nu există evaluări
- Contextualizar Fases Del Proyecto y Fases de La Gestión de ProyectosDocument5 paginiContextualizar Fases Del Proyecto y Fases de La Gestión de ProyectosVALDESPINO CHAVARRIA JOSE ISAAC INGENIER�A EN SISTEMAS COMPUTACIONALESÎncă nu există evaluări
- Optimización de procesos de crédito y cobranza mediante BPMNDocument49 paginiOptimización de procesos de crédito y cobranza mediante BPMNJhairÎncă nu există evaluări
- Maquetacion WebDocument4 paginiMaquetacion WebRené Misael López RiveraÎncă nu există evaluări
- PlaymaxDocument4 paginiPlaymaxSalvador PoleoÎncă nu există evaluări
- Ejercicios de electricidad (valores realesDocument12 paginiEjercicios de electricidad (valores realescarlos rodriguezÎncă nu există evaluări
- Trabajo de Aplicación Práctica - EsquemaDocument2 paginiTrabajo de Aplicación Práctica - EsquemaFERMIN PABLO FLORES ROJASÎncă nu există evaluări
- Postgresql ExpoDocument14 paginiPostgresql Expojhoselyn jara espinozaÎncă nu există evaluări
- Copia de Ejercicio 2 Tema 5Document4 paginiCopia de Ejercicio 2 Tema 5Pedro Antonio Fernandez SanchezÎncă nu există evaluări
- Primer Parcial T1Document2 paginiPrimer Parcial T1Franco TacconiÎncă nu există evaluări
- Niveles y FlujosDocument25 paginiNiveles y FlujosCEDRYÎncă nu există evaluări
- Lección - 02 - PROGRAMA DIPSDocument101 paginiLección - 02 - PROGRAMA DIPSrafaelÎncă nu există evaluări
- Syllabus Del Curso MultimediaDocument12 paginiSyllabus Del Curso MultimedialijuchaparroÎncă nu există evaluări
- Diagrama de GanttDocument14 paginiDiagrama de GanttCesar R. Ramírez QuispeÎncă nu există evaluări