S-ar putea să vă placă și
- Basic Plumbing SkillsDocument44 paginiBasic Plumbing Skillsroncekey100% (2)
- Typical Vehicle Harness Wiring Diagram: MED LODocument1 paginăTypical Vehicle Harness Wiring Diagram: MED LOandy chalifouxÎncă nu există evaluări
- Komatsu Truck HM400-2+SEN00239-03D ManualDocument1.356 paginiKomatsu Truck HM400-2+SEN00239-03D Manual江柄宏100% (8)
- Stulz Cyberair DX Iom Ocs0135Document56 paginiStulz Cyberair DX Iom Ocs0135skrajnishÎncă nu există evaluări
- Springs: Definition For SpringDocument20 paginiSprings: Definition For Springmuna222Încă nu există evaluări
- Springs: Definition For SpringDocument20 paginiSprings: Definition For Springmuna222Încă nu există evaluări
- Mazda 323f RelejiDocument7 paginiMazda 323f RelejimrgbbÎncă nu există evaluări
- Mineral Processing ManualDocument52 paginiMineral Processing ManualSilver ClaireeÎncă nu există evaluări
- Annular Pressure Management - OISD Well Integrity Workshop, Nov., 2013Document20 paginiAnnular Pressure Management - OISD Well Integrity Workshop, Nov., 2013azareiforoush0% (1)
- New Holland Excavator E225bsr en Service ManualDocument20 paginiNew Holland Excavator E225bsr en Service Manualvalerie100% (45)
- Chapter 10b - The Psychrometric Chart (Updated 5-12-10)Document9 paginiChapter 10b - The Psychrometric Chart (Updated 5-12-10)nellai kumarÎncă nu există evaluări
- Mechanical Vibrations Week 1Document57 paginiMechanical Vibrations Week 1mrb87Încă nu există evaluări
- Strength of Materials Laboratory ManualDocument33 paginiStrength of Materials Laboratory ManualRock Man100% (1)
- BG1702 L1 3 - Organic Laboratory ManualDocument34 paginiBG1702 L1 3 - Organic Laboratory Manualfongling1Încă nu există evaluări
- BR BoilerHouseComponents enDocument28 paginiBR BoilerHouseComponents enJosé Pedro MagalhãesÎncă nu există evaluări
- Fluid Mechanics and Machinery - Lab ManualDocument76 paginiFluid Mechanics and Machinery - Lab ManualSiva KumarÎncă nu există evaluări
- Fits and TolerencesDocument55 paginiFits and TolerencesRadu MartinÎncă nu există evaluări
- Lab Manual Element of Material ScienceDocument37 paginiLab Manual Element of Material ScienceKiroz ChianÎncă nu există evaluări
- HendrixACS - 5. B. 15kV 3 Phase-With Logo CABLE ECOLOGICODocument47 paginiHendrixACS - 5. B. 15kV 3 Phase-With Logo CABLE ECOLOGICOJaime Orlando Santamaria0% (1)
- TU5J4 (NFU) 1.6 16V Petrol Engine Wiring TU5J4 (NFU) 1.6 16V Petrol Engine Wiring Diagram DiagramDocument6 paginiTU5J4 (NFU) 1.6 16V Petrol Engine Wiring TU5J4 (NFU) 1.6 16V Petrol Engine Wiring Diagram DiagramRuiÎncă nu există evaluări
- SEP II Lab ManualDocument49 paginiSEP II Lab Manualcgjp120391Încă nu există evaluări
- Basic Civil and Mechanical EngineeringDocument220 paginiBasic Civil and Mechanical EngineeringAraveetiCSReddy100% (2)
- A Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesDocument18 paginiA Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesAgus Budiono100% (1)
- Thermal Engineering Lab ManualDocument85 paginiThermal Engineering Lab ManualMohiuddin QureshiÎncă nu există evaluări
- Lab Manual 2012 PDFDocument32 paginiLab Manual 2012 PDFPeggy CockerÎncă nu există evaluări
- CHEN 422 Student Manual 28oct2018 PDFDocument206 paginiCHEN 422 Student Manual 28oct2018 PDFRashedul Islam100% (1)
- Lab Manual Bio 1700 2020Document76 paginiLab Manual Bio 1700 2020api-508178584Încă nu există evaluări
- Axial Piston Pump Cradle BearingsDocument2 paginiAxial Piston Pump Cradle BearingsMichael Zhang100% (1)
- Mechatronic Workshop Practice 1Document15 paginiMechatronic Workshop Practice 1Khairul AminÎncă nu există evaluări
- Lab Manual For Production Technology: January 2020Document68 paginiLab Manual For Production Technology: January 2020MEWAEL MIZANÎncă nu există evaluări
- Bee Cover PageDocument12 paginiBee Cover PageVamsi RamÎncă nu există evaluări
- Strength of Materials - 2: (CEN 3200) Laboratory ManualDocument75 paginiStrength of Materials - 2: (CEN 3200) Laboratory ManualNabeel AslamÎncă nu există evaluări
- Strength of Materials - 2: Submitted By: Name: Registration NoDocument31 paginiStrength of Materials - 2: Submitted By: Name: Registration NowaleedÎncă nu există evaluări
- ME6412 Thermal Engineering Laboratory - I Manual: Bibin.C Gopinath.SDocument10 paginiME6412 Thermal Engineering Laboratory - I Manual: Bibin.C Gopinath.SBIBIN CHIDAMBARANATHANÎncă nu există evaluări
- Tension TestDocument27 paginiTension TestBurhan AhmadÎncă nu există evaluări
- Analytical Chem - Unit 2Document18 paginiAnalytical Chem - Unit 2ariel egonÎncă nu există evaluări
- Analytical Chemistry - Unit 2Document18 paginiAnalytical Chemistry - Unit 2ariel egonÎncă nu există evaluări
- Workshop Lab ManualDocument38 paginiWorkshop Lab ManualNISHANT GARGÎncă nu există evaluări
- Manufacturing Process Manual Final (Repaired)Document51 paginiManufacturing Process Manual Final (Repaired)ArsalanÎncă nu există evaluări
- HTO Laboratory Manual RevisedDocument77 paginiHTO Laboratory Manual RevisedAbdul MoeezÎncă nu există evaluări
- Lab Instructions-2023Document1 paginăLab Instructions-2023Dr. T. SatyanarayanaÎncă nu există evaluări
- FMM Lab Manual ReportDocument7 paginiFMM Lab Manual ReportUma MaheshÎncă nu există evaluări
- 2023 - 01 - MTH21A - Laboratory Guide PDFDocument20 pagini2023 - 01 - MTH21A - Laboratory Guide PDFIshmael MvunyiswaÎncă nu există evaluări
- Lab 4 Simulation - Group6 - DJJ40153Document10 paginiLab 4 Simulation - Group6 - DJJ40153Wani RizalÎncă nu există evaluări
- Final Manual III Sem EEE Chemical LabDocument78 paginiFinal Manual III Sem EEE Chemical LabxyrÎncă nu există evaluări
- Lab Manual - Drilling EngineeringDocument23 paginiLab Manual - Drilling Engineeringdrake drizzyÎncă nu există evaluări
- Lab Manual MTP21Document35 paginiLab Manual MTP21ShuhadaÎncă nu există evaluări
- Lab Manual - Drilling EngineeringDocument23 paginiLab Manual - Drilling Engineeringdrake drizzyÎncă nu există evaluări
- ME 2256 - Strength of Materials - Lab ManualDocument36 paginiME 2256 - Strength of Materials - Lab ManualMohan Prasad.M100% (22)
- Analytical Chemistry Laboratory Experiments2020SecondSem Procedure PDFDocument34 paginiAnalytical Chemistry Laboratory Experiments2020SecondSem Procedure PDFIke Jayson RollonÎncă nu există evaluări
- Manual 12Document83 paginiManual 12JAINTONYÎncă nu există evaluări
- Lab Manual Thermal Science and Fluid MechanicsDocument89 paginiLab Manual Thermal Science and Fluid MechanicsKhairul HaqeemÎncă nu există evaluări
- CYC 517 Physical Chemistry Lab II MSC 3rd SEMDocument36 paginiCYC 517 Physical Chemistry Lab II MSC 3rd SEMDebanjan DasÎncă nu există evaluări
- Revised Lab Manual For Ce 330Document38 paginiRevised Lab Manual For Ce 330Brian SamendeÎncă nu există evaluări
- Lab Manual - MECH3800-2018-2019Document45 paginiLab Manual - MECH3800-2018-2019Sohar AlkindiÎncă nu există evaluări
- 4th Sem Foundry Forging and Welding Lab (18MEL48B)Document46 pagini4th Sem Foundry Forging and Welding Lab (18MEL48B)pimplevedant35Încă nu există evaluări
- EGN3333 Lab1Document7 paginiEGN3333 Lab1AhmedÎncă nu există evaluări
- Ielabmanual RegulationDocument7 paginiIelabmanual RegulationSuresh BabuÎncă nu există evaluări
- ME 347 Fluid Mechanics Lab Experiments 7th EditionDocument117 paginiME 347 Fluid Mechanics Lab Experiments 7th EditionAnonymous SlyvspdBÎncă nu există evaluări
- 8 - Manual - Surveying LabDocument52 pagini8 - Manual - Surveying LabJEAN DE DIEU MUVARAÎncă nu există evaluări
- Phy Chem 2 LabDocument88 paginiPhy Chem 2 LabAura Paige Montecastro-RevillaÎncă nu există evaluări
- Manufacturing ProcessDocument88 paginiManufacturing ProcessParth PatilÎncă nu există evaluări
- Department of Physics: Indian Institute of Technology HyderabadDocument47 paginiDepartment of Physics: Indian Institute of Technology HyderabadsurajÎncă nu există evaluări
- Lab Manual Heat Transfer - 2016-2017Document10 paginiLab Manual Heat Transfer - 2016-2017Karrar WaeliÎncă nu există evaluări
- Faculty of EngineeringDocument13 paginiFaculty of EngineeringSaliya SamarajeevaÎncă nu există evaluări
- Foundry Tech PracticalDocument32 paginiFoundry Tech PracticalOmo YapayaskiÎncă nu există evaluări
- Laboratory Safety Rules and Procedures UDDocument6 paginiLaboratory Safety Rules and Procedures UDArifuzzamanÎncă nu există evaluări
- SHMTO Lab ManualDocument54 paginiSHMTO Lab ManualAli NawazÎncă nu există evaluări
- Concrete Materials: Laboratory ManualDocument49 paginiConcrete Materials: Laboratory ManualSHAIKH UBAID-UR-REHMANÎncă nu există evaluări
- Lab ManualDocument6 paginiLab Manualpallavagt2232Încă nu există evaluări
- SafetyDocument7 paginiSafetyJisha KuruvillaÎncă nu există evaluări
- MATS 402 Lab I - 51Document98 paginiMATS 402 Lab I - 51Sayantan DexÎncă nu există evaluări
- BME Lab Safety Manual 2024Document7 paginiBME Lab Safety Manual 2024Nour el houda ben yahiaÎncă nu există evaluări
- Consmat Lab Manual 2016 PDFDocument57 paginiConsmat Lab Manual 2016 PDFAngelito RamosÎncă nu există evaluări
- Permeability Practical 1 ResourceDocument40 paginiPermeability Practical 1 ResourceGolley BeckyÎncă nu există evaluări
- Reservoir Eng Labsheet - 2019Document39 paginiReservoir Eng Labsheet - 2019Albert ChongÎncă nu există evaluări
- Springer Consent To Publish FormDocument3 paginiSpringer Consent To Publish FormAraveetiCSReddyÎncă nu există evaluări
- Experimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRDocument10 paginiExperimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRAraveetiCSReddyÎncă nu există evaluări
- Optimization of Lactic Acid Production in SSF by Lactobacillus Amylovorus NRRL B-4542 Using Taguchi MethodologyDocument7 paginiOptimization of Lactic Acid Production in SSF by Lactobacillus Amylovorus NRRL B-4542 Using Taguchi MethodologyAraveetiCSReddyÎncă nu există evaluări
- Ucmp PPTDocument258 paginiUcmp PPTAraveetiCSReddyÎncă nu există evaluări
- Ucmp PPTDocument258 paginiUcmp PPTAraveetiCSReddyÎncă nu există evaluări
- Ucmp First Mid Course FileDocument160 paginiUcmp First Mid Course FileAraveetiCSReddyÎncă nu există evaluări
- 4 1 MECH R13 Syllabus PDFDocument16 pagini4 1 MECH R13 Syllabus PDFAraveetiCSReddyÎncă nu există evaluări
- Sample Copy of Paper Presentation Through Beamer PDFDocument67 paginiSample Copy of Paper Presentation Through Beamer PDFAraveetiCSReddyÎncă nu există evaluări
- Department Hand BookDocument157 paginiDepartment Hand BookAraveetiCSReddyÎncă nu există evaluări
- Quarterly News LetterDocument5 paginiQuarterly News LetterAraveetiCSReddyÎncă nu există evaluări
- Design of Machine Members Short Questions 1. Desgin of BearingsDocument3 paginiDesign of Machine Members Short Questions 1. Desgin of BearingsAraveetiCSReddyÎncă nu există evaluări
- Department Hand BookDocument157 paginiDepartment Hand BookAraveetiCSReddyÎncă nu există evaluări
- Quarterly News Letter SREYASDocument4 paginiQuarterly News Letter SREYASAraveetiCSReddyÎncă nu există evaluări
- Lab Manual FOR Metallurgy and Mechanics of Solids: II B.Tech I Semester - Mechanical EngineeringDocument52 paginiLab Manual FOR Metallurgy and Mechanics of Solids: II B.Tech I Semester - Mechanical EngineeringAraveetiCSReddyÎncă nu există evaluări
- Instructional Guide Lines For FacultyDocument8 paginiInstructional Guide Lines For FacultyAraveetiCSReddyÎncă nu există evaluări
- Projection Lines PDF (Beamer)Document87 paginiProjection Lines PDF (Beamer)AraveetiCSReddyÎncă nu există evaluări
- Theories of Failure2 PDFDocument12 paginiTheories of Failure2 PDFDeepak AshokanÎncă nu există evaluări
- Screws, Cap, Hexagon Head: Standard Parts - SectionDocument25 paginiScrews, Cap, Hexagon Head: Standard Parts - Sectionandré GuilhermeÎncă nu există evaluări
- Meherwan P Boyce - Gas Turbine Engineering Handbook-Elsevier Butterworth-Heinemann (2012) 7Document5 paginiMeherwan P Boyce - Gas Turbine Engineering Handbook-Elsevier Butterworth-Heinemann (2012) 7amir moniriÎncă nu există evaluări
- Climaveneta CVM 20 ManualDocument20 paginiClimaveneta CVM 20 ManualisaÎncă nu există evaluări
- Design Fundamentals-FullDocument64 paginiDesign Fundamentals-FullNishant DeyÎncă nu există evaluări
- T1 V1 F10 I1 F11 C1 F9 I2 W1 I3 W2: Position of Parts in Engine CompartmentDocument5 paginiT1 V1 F10 I1 F11 C1 F9 I2 W1 I3 W2: Position of Parts in Engine CompartmentAlha Ega AnadaÎncă nu există evaluări
- LECTURE 5 Charles LawDocument1 paginăLECTURE 5 Charles LawAna May RafalÎncă nu există evaluări
- P82 HPU&Deck Box& Solenoid Rack SpecificationDocument32 paginiP82 HPU&Deck Box& Solenoid Rack SpecificationAzhaghiaÎncă nu există evaluări
- Neumax QT Series Quarter Turn Electric ActuatorDocument5 paginiNeumax QT Series Quarter Turn Electric Actuatornvhoang0185Încă nu există evaluări
- Johnson Controls J06Document124 paginiJohnson Controls J06Geovanni Sanchez TrejoÎncă nu există evaluări
- Lecture 11 - Module 2 The X-Ray Tube: Part Three - Anode DesignDocument27 paginiLecture 11 - Module 2 The X-Ray Tube: Part Three - Anode DesignMichelle FerderbarÎncă nu există evaluări
- Manual de Partes Gestetner 2751Document169 paginiManual de Partes Gestetner 2751desechableÎncă nu există evaluări
- MAK 2005 EnglDocument16 paginiMAK 2005 EnglJorge Luis Reyes CarmeloÎncă nu există evaluări
- Reservoir Accessories: Filler Breathers, Strainers, Diffusers, Fluid Level/Temperature GaugesDocument15 paginiReservoir Accessories: Filler Breathers, Strainers, Diffusers, Fluid Level/Temperature GaugesPartsGopher.comÎncă nu există evaluări
- Xtra Strong (XS) Size Steel Pipe Weights TAble CalculatorDocument1 paginăXtra Strong (XS) Size Steel Pipe Weights TAble CalculatorshownpuÎncă nu există evaluări
- Sewer Cleaning Parts & Accessories - PipeHunter EquipmentDocument32 paginiSewer Cleaning Parts & Accessories - PipeHunter EquipmenthaneÎncă nu există evaluări
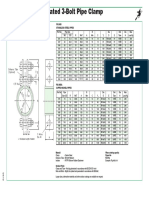
- C&P WITCHLINER Insulated 3-Bolt Pipe ClampDocument1 paginăC&P WITCHLINER Insulated 3-Bolt Pipe ClampAchraf BoudayaÎncă nu există evaluări