S-ar putea să vă placă și
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De la EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Evaluare: 4.5 din 5 stele4.5/5 (8)
- Combustion IsocoricaDocument5 paginiCombustion IsocoricaDaniel VargasÎncă nu există evaluări
- Cuál Es La Diferencia Entre en Control de Lazo Abierto y Uno de Lazo CerradoDocument1 paginăCuál Es La Diferencia Entre en Control de Lazo Abierto y Uno de Lazo CerradoAlejandro RodriguezÎncă nu există evaluări
- 1.8.-Sistde Nivel de LíqytermicoDocument31 pagini1.8.-Sistde Nivel de LíqytermicoLeinerIvanÎncă nu există evaluări
- Informe de Reacciones NeutralizacionDocument17 paginiInforme de Reacciones NeutralizacionJorge UquillasÎncă nu există evaluări
- Ex AmenesDocument67 paginiEx AmenesCamilo Ortiz EncisoÎncă nu există evaluări
- Informe Termodinamica 1 UsachDocument7 paginiInforme Termodinamica 1 UsachCönstanza Vasquez BolivarÎncă nu există evaluări
- Manual de Instrucciones Sony KDL-32L5000Document48 paginiManual de Instrucciones Sony KDL-32L5000GONZALO POLANCO VUDOYRAÎncă nu există evaluări
- Cap11 12Document9 paginiCap11 12Maithe PerezÎncă nu există evaluări
- Práctica 4 Dilatometria Laboratorio Integral IiDocument13 paginiPráctica 4 Dilatometria Laboratorio Integral IiRodolfo Luis LimónÎncă nu există evaluări
- Corripio 9 - 27Document52 paginiCorripio 9 - 27Jassir BarahonaÎncă nu există evaluări
- Fundamento Teórico de Control de NivelDocument15 paginiFundamento Teórico de Control de NivelLUIS PERCY100% (1)
- CÓDIGO DE ÉTICA DE AIChEDocument1 paginăCÓDIGO DE ÉTICA DE AIChEmzava2Încă nu există evaluări
- Manómetro BourdonDocument4 paginiManómetro BourdonMilipza PerezÎncă nu există evaluări
- Taller Ziegler Nichols - Controladores - Ie - I 2018Document1 paginăTaller Ziegler Nichols - Controladores - Ie - I 2018JersonAgudeloVeraÎncă nu există evaluări
- Rotametros Trabajo..Document13 paginiRotametros Trabajo..franlis15_464259972Încă nu există evaluări
- QuimicaDocument1 paginăQuimicaAdriana UribeÎncă nu există evaluări
- Formato Repoerte de Accidente IncidenteDocument3 paginiFormato Repoerte de Accidente IncidenteMonica RiveraÎncă nu există evaluări
- Tarea de Termodinamica Cap 7 (417) Smith Van NessDocument10 paginiTarea de Termodinamica Cap 7 (417) Smith Van NessLeonardo Condori MamaniÎncă nu există evaluări
- Variacion de La Presion de Un Gas Al Calentar.Document5 paginiVariacion de La Presion de Un Gas Al Calentar.merlys velillaÎncă nu există evaluări
- Orden Respecto Al NitritoDocument19 paginiOrden Respecto Al NitritoFrancisco LaraÎncă nu există evaluări
- Problemas de Termodinámica QuímicaDocument12 paginiProblemas de Termodinámica QuímicaLeonardo Poublette VegasÎncă nu există evaluări
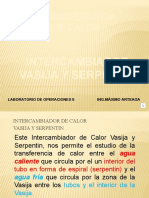
- Vasija y Serpentin..Document10 paginiVasija y Serpentin..Vanessa Arancibia MoscosoÎncă nu există evaluări
- Energia Libre y Equilibrios Quimicos PDFDocument35 paginiEnergia Libre y Equilibrios Quimicos PDFalvaro_massimoÎncă nu există evaluări
- Lazos de Control de ProcesosDocument4 paginiLazos de Control de Procesosluis pretellÎncă nu există evaluări
- Articulo N°4Document16 paginiArticulo N°4Rahey OlayaÎncă nu există evaluări
- Guía 1 2018Document12 paginiGuía 1 2018Sebastian IriarteÎncă nu există evaluări
- DBP DFP 2019Document42 paginiDBP DFP 2019MarcelaDenisseMuzzioÎncă nu există evaluări
- AA Ejercicios Valor Del Dinero en El TiempoDocument1 paginăAA Ejercicios Valor Del Dinero en El TiempoNicolHernandezNarvaezÎncă nu există evaluări
- Ley de La Conservación en Reacciones NuclearesDocument2 paginiLey de La Conservación en Reacciones Nuclearesandres.pechoaÎncă nu există evaluări
- Problema 3. AbsorciónDocument15 paginiProblema 3. AbsorciónCarlosm Mata DiazÎncă nu există evaluări
- Trabajo Practico de Laboratorio V Densidad de GasesDocument5 paginiTrabajo Practico de Laboratorio V Densidad de GasesNicolás VillabrilleÎncă nu există evaluări
- Gestion Ambiental de Efluentes Exp. FDocument62 paginiGestion Ambiental de Efluentes Exp. FTrackWolves XLÎncă nu există evaluări
- Control de Procesos - Control AnticipativoDocument14 paginiControl de Procesos - Control AnticipativoYuselys SaavedraÎncă nu există evaluări
- Actividad Previas 3 - Capacidad CaloríficaDocument5 paginiActividad Previas 3 - Capacidad CaloríficaJosh BHÎncă nu există evaluări
- Manual Herramienta - Reactor BatchDocument12 paginiManual Herramienta - Reactor BatchSebastian GaitanÎncă nu există evaluări
- Práctica 16 "Orden y Grado de Reacción A Partir de Datos Cinéticos"Document14 paginiPráctica 16 "Orden y Grado de Reacción A Partir de Datos Cinéticos"Angel CamposÎncă nu există evaluări
- EstándarizaciónDocument7 paginiEstándarizaciónLeonardo SalcedoÎncă nu există evaluări
- 1.3 Limites de Deteccion y SensibilidadDocument3 pagini1.3 Limites de Deteccion y SensibilidadTania LopezÎncă nu există evaluări
- Ebmop U1 A3Document10 paginiEbmop U1 A3Jega P100% (1)
- Destilacion ContinuaDocument16 paginiDestilacion ContinuaTahic PÎncă nu există evaluări
- Transferencia de Masa Entre FasesDocument37 paginiTransferencia de Masa Entre Faseseduardo sharini muñoz equihuaÎncă nu există evaluări
- Conceptos de Diseño de Torres de AbsorciónDocument29 paginiConceptos de Diseño de Torres de AbsorciónLeandro Baños DominguezÎncă nu există evaluări
- Visio Primera ActividadDocument4 paginiVisio Primera Actividadlopez1995Încă nu există evaluări
- Variables de EstadoDocument18 paginiVariables de EstadoJosemiguel FernandezÎncă nu există evaluări
- Potenciales Termodinámicos y Equilibrio Químico 2023-2Document3 paginiPotenciales Termodinámicos y Equilibrio Químico 2023-2Hector Toledano EspinosaÎncă nu există evaluări
- Informe CalorimetríaDocument12 paginiInforme CalorimetríaRosliana GonzálezÎncă nu există evaluări
- Entalpía de Vaporización Del AguaDocument27 paginiEntalpía de Vaporización Del AguaDea Carla JassoÎncă nu există evaluări
- Ejercicios Semaforo en SimulinkDocument6 paginiEjercicios Semaforo en Simulinklorenzo2501Încă nu există evaluări
- Ebmop U1 A1Document17 paginiEbmop U1 A1Jega PÎncă nu există evaluări
- Informe 2 Qca FisicaDocument5 paginiInforme 2 Qca FisicaMatilde Santibáñez MéndezÎncă nu există evaluări
- Construcción de La Tabla Estequiometria para Sistemas VariablesDocument3 paginiConstrucción de La Tabla Estequiometria para Sistemas VariablesEdgar Gabriel OrtizÎncă nu există evaluări
- Exposicion Sensor Efecto CoriolisDocument14 paginiExposicion Sensor Efecto CoriolisLuis Enrique PariapazaÎncă nu există evaluări
- Guias Linea 2Document14 paginiGuias Linea 2Xavi NiolaÎncă nu există evaluări
- Practica 1 Ciclo de Refrigeración Por Compresión de VaporDocument8 paginiPractica 1 Ciclo de Refrigeración Por Compresión de VaporMilton BermudezÎncă nu există evaluări
- Guia de Ejercicios Certamen 2 II-2015Document4 paginiGuia de Ejercicios Certamen 2 II-2015AlexanderAndresÎncă nu există evaluări
- Tarea 1 Unidad 4 Tecnicas de ControlDocument14 paginiTarea 1 Unidad 4 Tecnicas de ControlMario Rod's100% (1)
- UNIDAD 4 Tecnicas Adicionales de Control EQ4Document17 paginiUNIDAD 4 Tecnicas Adicionales de Control EQ4Maxi Iglesias Scott KennedyÎncă nu există evaluări
- UNIDAD 4 Tecnicas Adicionales de Control EQ4Document19 paginiUNIDAD 4 Tecnicas Adicionales de Control EQ4Maxi Iglesias Scott KennedyÎncă nu există evaluări
- Control en Cascada Modulo de PresionDocument7 paginiControl en Cascada Modulo de PresionJesus David Garcia MarmolÎncă nu există evaluări
- Bomba de Vacio 8702036 (ES)Document22 paginiBomba de Vacio 8702036 (ES)César FriendÎncă nu există evaluări
- Manual de Instalaciones Electricas Tipo Visible Modulo 3Document92 paginiManual de Instalaciones Electricas Tipo Visible Modulo 3Christian Fonseca Rodriguez80% (10)
- Manual Instalacion Electrica Domiciliaria Bvci0005043Document100 paginiManual Instalacion Electrica Domiciliaria Bvci0005043Carlos E. Alave Ugarte100% (6)
- Manual de Construcción de Viviendas de MaderaDocument102 paginiManual de Construcción de Viviendas de MaderaManuales de Interes94% (16)
- Manual de Construccion de Estructuras de Bambu PDFDocument132 paginiManual de Construccion de Estructuras de Bambu PDFjohnny manuel100% (2)
- Bioprogramación Hacia El ÉxitoDocument133 paginiBioprogramación Hacia El ÉxitoCésar FriendÎncă nu există evaluări
- EL Cáncer Tiene Cura Desde 1928, Gracias Al Dr. Max Gerson - Comunicacion PoDocument17 paginiEL Cáncer Tiene Cura Desde 1928, Gracias Al Dr. Max Gerson - Comunicacion PoCésar FriendÎncă nu există evaluări
- Resistencia GeomenbranaDocument91 paginiResistencia GeomenbranaNicolas Tuara CalizayaÎncă nu există evaluări
- Represa El FrayleDocument10 paginiRepresa El Frayleroyer manayayÎncă nu există evaluări
- Examen de Matematica 6o - Numeros EnterosDocument5 paginiExamen de Matematica 6o - Numeros EnterosCarlos OlivaÎncă nu există evaluări
- METEROLOGIADocument20 paginiMETEROLOGIAMiguelAngelToralRomeroÎncă nu există evaluări
- Punto de EbulliciónDocument4 paginiPunto de EbulliciónEtthel Camend100% (1)
- 4° Grado Tecnologia, Los InstrumentosDocument2 pagini4° Grado Tecnologia, Los InstrumentosProfesora Noelia ProneÎncă nu există evaluări
- 8 2 TC Flores Cap 6Document13 pagini8 2 TC Flores Cap 6Harrison FloresÎncă nu există evaluări
- Taller de TermodinamicaDocument5 paginiTaller de TermodinamicaAlejandro Rojas Gutiérrez100% (1)
- r11 Equipo 7. JMLM GaalDocument12 paginir11 Equipo 7. JMLM GaalMariana LaraÎncă nu există evaluări
- LAE Manual Spanish PDFDocument12 paginiLAE Manual Spanish PDFEdwar ZamoraÎncă nu există evaluări
- EjerciciosResueltos - # 11Document11 paginiEjerciciosResueltos - # 11Herlin RomeroÎncă nu există evaluări
- 5 Taller - 1ra Ley SCDocument2 pagini5 Taller - 1ra Ley SCNelson RamirezÎncă nu există evaluări
- Capacidad CalorificaDocument11 paginiCapacidad CalorificaCarlos SánchezÎncă nu există evaluări
- ESTOMATOLOGÍADocument18 paginiESTOMATOLOGÍAJoe Pilaguano VegaÎncă nu există evaluări
- Materia Quimica AdunacDocument47 paginiMateria Quimica AdunacAna Aracelli LázaroÎncă nu există evaluări
- Formación de Hidratos de GasDocument8 paginiFormación de Hidratos de GasLaura A. C.Încă nu există evaluări
- Refrigeracion (Condensadores)Document19 paginiRefrigeracion (Condensadores)Kevin ContrerasÎncă nu există evaluări
- Autoevaluación 4 - CALCULO APLICADO A LA FISICA 3 (23244)Document5 paginiAutoevaluación 4 - CALCULO APLICADO A LA FISICA 3 (23244)Erika Rosario Rodriguez CcolqqueÎncă nu există evaluări
- Ejemplo de Proyecto-TermodinámicaDocument4 paginiEjemplo de Proyecto-TermodinámicaHector Martinez100% (1)
- P. Periódica FQ 9° DF (Cuarto Periodo)Document3 paginiP. Periódica FQ 9° DF (Cuarto Periodo)Jeferson Steve Aponte GiraldoÎncă nu există evaluări
- Anexo 1 - Fase 2 - AireDocument5 paginiAnexo 1 - Fase 2 - AireMafe PachecoÎncă nu există evaluări
- ElectricoDocument29 paginiElectricojose luisÎncă nu există evaluări
- Energia GeotermicaDocument16 paginiEnergia Geotermicaluis miguelÎncă nu există evaluări
- Clasificación Climática para Una "Localidad" Del PerúDocument66 paginiClasificación Climática para Una "Localidad" Del PerúJesús Zósimo Esplana SullaÎncă nu există evaluări
- En Consiste Hallar La Humedad Por El Método de La EstufaDocument2 paginiEn Consiste Hallar La Humedad Por El Método de La Estufamilagros UNSAÎncă nu există evaluări
- Termometro CaseroDocument6 paginiTermometro CaseroMirkala Leidi JchÎncă nu există evaluări
- FQ - Practica de Lab 3. Determinacion Del Equivalente Mecanico Del Calor - AlumnoDocument5 paginiFQ - Practica de Lab 3. Determinacion Del Equivalente Mecanico Del Calor - AlumnoCarlos BendezuÎncă nu există evaluări
- Produccion de Aire ComprimidoDocument41 paginiProduccion de Aire ComprimidocrashateÎncă nu există evaluări
- Fisico Qui MicaDocument7 paginiFisico Qui Micagiohayro danielÎncă nu există evaluări