S-ar putea să vă placă și
- 15 PRO DUCT Quality ManualDocument42 pagini15 PRO DUCT Quality ManualcoolmachineryÎncă nu există evaluări
- Alabama Specialty Products, Inc.Document24 paginiAlabama Specialty Products, Inc.qmicertificationÎncă nu există evaluări
- Uniqlo Group PresentationDocument11 paginiUniqlo Group PresentationmanuelsalgadoÎncă nu există evaluări
- ISO 9001 - Documentaion Requirement SummaryDocument7 paginiISO 9001 - Documentaion Requirement SummaryminhajurrehmanÎncă nu există evaluări
- Quality ControlDocument51 paginiQuality ControlOprisor CostinÎncă nu există evaluări
- QMS 3Document11 paginiQMS 3Ram MohanÎncă nu există evaluări
- Safety: A) Machine Safety SystemDocument5 paginiSafety: A) Machine Safety SystemSagar DaundÎncă nu există evaluări
- QMS-SOP-F13 - Performance EvaluationDocument3 paginiQMS-SOP-F13 - Performance EvaluationPINTU RAJÎncă nu există evaluări
- Clause Topic Type of Documented Information RequirementDocument2 paginiClause Topic Type of Documented Information RequirementnagarajÎncă nu există evaluări
- 9001 Audit Checklist - Quality Planning and DesignDocument14 pagini9001 Audit Checklist - Quality Planning and DesignAmer RahmahÎncă nu există evaluări
- 1 Internal & Product AuditDocument3 pagini1 Internal & Product AuditPrafull BhamareÎncă nu există evaluări
- Mini Quality ManualDocument7 paginiMini Quality Manualwici2915Încă nu există evaluări
- 4.0 - Quality Management SystemsDocument6 pagini4.0 - Quality Management SystemsDn MldoÎncă nu există evaluări
- CSL P5-007229 AuditReportDocument5 paginiCSL P5-007229 AuditReportIdrus IsmailÎncă nu există evaluări
- QG-QSP-08 Procedure For Control of Non-Conformance Product.Document5 paginiQG-QSP-08 Procedure For Control of Non-Conformance Product.omprakash yadavÎncă nu există evaluări
- Quality Manual PDFDocument47 paginiQuality Manual PDFEmir KelepirÎncă nu există evaluări
- Quality Management System ProcedureDocument3 paginiQuality Management System Procedureb3 qual100% (1)
- ISO 9001 Quality Management SystemDocument13 paginiISO 9001 Quality Management SystemAnonymous qRbPsLpuNÎncă nu există evaluări
- ISO 9001 Awareness PDFDocument1 paginăISO 9001 Awareness PDFAnand Chavan Projects-QualityÎncă nu există evaluări
- Procedure - Control of Third Party PropertyDocument2 paginiProcedure - Control of Third Party Propertyyudiar2008Încă nu există evaluări
- Control of Monitoring and Measuring EquipmentDocument3 paginiControl of Monitoring and Measuring EquipmentLinda Setya WatiÎncă nu există evaluări
- Management Review Meeting Report - 03Document2 paginiManagement Review Meeting Report - 03Claire TanÎncă nu există evaluări
- QP Nonconforming Product Sample 2014Document2 paginiQP Nonconforming Product Sample 2014Anna Maree100% (1)
- ISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical SpecificationDocument52 paginiISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical Specificationsupady5751Încă nu există evaluări
- The Program of QmsDocument16 paginiThe Program of QmsHamza Sharif AdamÎncă nu există evaluări
- QP7 Purchasing Control & Suppilers EvaluationDocument4 paginiQP7 Purchasing Control & Suppilers EvaluationMuhammad Shiraz KhalidÎncă nu există evaluări
- Setting Quality ObjectivesDocument3 paginiSetting Quality ObjectivesmullanjiÎncă nu există evaluări
- ISO 9001 Required DocumentationDocument3 paginiISO 9001 Required Documentationdnmule100% (1)
- Procedure For Contract ReviewDocument7 paginiProcedure For Contract ReviewAmine ChahiÎncă nu există evaluări
- ISO 13485 2003 Vs FDA QSR 42 69Document28 paginiISO 13485 2003 Vs FDA QSR 42 69Ancuta FeierÎncă nu există evaluări
- Steel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Internal Quality AuditDocument2 paginiSteel Konnect (India) Pvt. Ltd. Procedure Manual: Procedure For Internal Quality AuditmahendraÎncă nu există evaluări
- CQI-IRCA LA Online Exam Guide5Document8 paginiCQI-IRCA LA Online Exam Guide5shams aliÎncă nu există evaluări
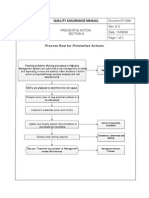
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Document2 paginiQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheÎncă nu există evaluări
- QMS-SOP-F15 - Procedure For Control of Document InformationDocument4 paginiQMS-SOP-F15 - Procedure For Control of Document InformationPINTU RAJÎncă nu există evaluări
- Quality Management System Manual QM-QUA-001: Nelson-Miller IncDocument34 paginiQuality Management System Manual QM-QUA-001: Nelson-Miller IncAbd Zouhier100% (1)
- PRC0502Document5 paginiPRC0502John Thompson100% (2)
- Control of Monitoring and Measuring EquipmentDocument3 paginiControl of Monitoring and Measuring EquipmentLinda Setya WatiÎncă nu există evaluări
- 4-04-1 Contract ReviewDocument4 pagini4-04-1 Contract Reviewjeric bañaderaÎncă nu există evaluări
- QUAMA000Document41 paginiQUAMA000Abd ZouhierÎncă nu există evaluări
- SOP - CTR - 01 Contract ReviewDocument3 paginiSOP - CTR - 01 Contract ReviewShahfri ShafÎncă nu există evaluări
- Procedure 01 - Control of Documents and RecordsDocument6 paginiProcedure 01 - Control of Documents and Recordssuhara hussainÎncă nu există evaluări
- Manufacturing Process Audit: Pro QC's ClientDocument18 paginiManufacturing Process Audit: Pro QC's Clientmakubuya nasser100% (1)
- Control of Documents ProcedureDocument1 paginăControl of Documents ProcedureZharel AhmadÎncă nu există evaluări
- Iso 14001 Certification: Bureau Veritas Certification ServicesDocument2 paginiIso 14001 Certification: Bureau Veritas Certification Servicesibrail5Încă nu există evaluări
- KerepeanDocument12 paginiKerepeansyeila_elmiaÎncă nu există evaluări
- Sop 7.4.4 Counterfeit Parts PreventionDocument6 paginiSop 7.4.4 Counterfeit Parts PreventionEDGAR GONZALEZÎncă nu există evaluări
- How To Conduct Management ReviewDocument8 paginiHow To Conduct Management ReviewS Seetharaman100% (1)
- Kopano - Quality Policy ManualDocument42 paginiKopano - Quality Policy ManualDanie Grobler100% (1)
- Phillips Precision QMS RevCDocument21 paginiPhillips Precision QMS RevCqmicertification100% (2)
- Quality Manual: ISO/TS 16949:2009 Quality Management SystemDocument47 paginiQuality Manual: ISO/TS 16949:2009 Quality Management Systemluismi081300Încă nu există evaluări
- Quality Manager Senior Engineer in Los Angeles CA Resume Joannes HsueanDocument4 paginiQuality Manager Senior Engineer in Los Angeles CA Resume Joannes HsueanJoannesHuseanÎncă nu există evaluări
- RP SP F 01 System Review MeetingDocument3 paginiRP SP F 01 System Review MeetingAnonymous SAWWr9Y3lyÎncă nu există evaluări
- Quality ProcedureDocument5 paginiQuality ProcedureMeskela MarachiÎncă nu există evaluări
- Quality Procedures PDFDocument171 paginiQuality Procedures PDFTo Minh NhatÎncă nu există evaluări
- Cost of QualityDocument21 paginiCost of QualitymaherkamelÎncă nu există evaluări
- Iso9001 2015 Quality Manual Template 1 1024Document1 paginăIso9001 2015 Quality Manual Template 1 1024Adhi GunantoÎncă nu există evaluări
- ISO 9001 2015 Quality Management System RequirementDocument4 paginiISO 9001 2015 Quality Management System RequirementVincent S RyanÎncă nu există evaluări
- Process Approach A Complete Guide - 2019 EditionDe la EverandProcess Approach A Complete Guide - 2019 EditionÎncă nu există evaluări
- Supplier Performance Management Process A Complete Guide - 2019 EditionDe la EverandSupplier Performance Management Process A Complete Guide - 2019 EditionÎncă nu există evaluări
- Quality Assurance Process A Complete Guide - 2020 EditionDe la EverandQuality Assurance Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- Cracking the Case of ISO 9001:2015 for Manufacturing: A Simple Guide to Implementing Quality Management in ManufacturingDe la EverandCracking the Case of ISO 9001:2015 for Manufacturing: A Simple Guide to Implementing Quality Management in ManufacturingÎncă nu există evaluări
- Algerian 1Document8 paginiAlgerian 1SergioÎncă nu există evaluări
- Algerian 2Document1 paginăAlgerian 2SergioÎncă nu există evaluări
- BSF Biowaste Processing HR PDFDocument100 paginiBSF Biowaste Processing HR PDFAnasatem AlanaFairuz CahsoboÎncă nu există evaluări
- Iqdialogue Asm 4.0 User's Guide - Sug-Diaasm-007Document166 paginiIqdialogue Asm 4.0 User's Guide - Sug-Diaasm-007SergioÎncă nu există evaluări
- Biología de Los Microorganismos - Capitulo 6 - Crecimiento Microbiano PDFDocument37 paginiBiología de Los Microorganismos - Capitulo 6 - Crecimiento Microbiano PDFSergioÎncă nu există evaluări
- BS 8081 File 1Document60 paginiBS 8081 File 1ekaamf100% (1)
- Sol05 4eabc21133Document73 paginiSol05 4eabc21133stillwinmsÎncă nu există evaluări
- Chapter Five Apparel Manufacturing StrategiesDocument12 paginiChapter Five Apparel Manufacturing StrategiesEndashaw YohannesÎncă nu există evaluări
- Global Manufacturing and SCMDocument22 paginiGlobal Manufacturing and SCMbhawna1912Încă nu există evaluări
- CATIA - Composite Engineering (CPE)Document4 paginiCATIA - Composite Engineering (CPE)saqibcatiaÎncă nu există evaluări
- Session-16-17-18-CVP AnalysisDocument78 paginiSession-16-17-18-CVP Analysis020Abhisek KhadangaÎncă nu există evaluări
- PMBOK Chapter 7 - QualityDocument30 paginiPMBOK Chapter 7 - QualitylatehoursÎncă nu există evaluări
- Cost Curves of MicroeconomicsDocument2 paginiCost Curves of MicroeconomicsZeeshan HaiderÎncă nu există evaluări
- MNL 65-2012 PDFDocument100 paginiMNL 65-2012 PDFloloÎncă nu există evaluări
- Phil Mitchell Lean For Furniture and CaseworkDocument68 paginiPhil Mitchell Lean For Furniture and CaseworkOana SidorÎncă nu există evaluări
- An Investigation Into Indian Apparel and Textile Supply Chain NetworksDocument335 paginiAn Investigation Into Indian Apparel and Textile Supply Chain Networksamitsain0502Încă nu există evaluări
- Production and Operation ManagementDocument7 paginiProduction and Operation ManagementGabriel Bruno ParreiraÎncă nu există evaluări
- QPS Catalogue Web VersionDocument176 paginiQPS Catalogue Web VersionFrancisco José Hernández GómezÎncă nu există evaluări
- Internal Auditing As ISO 1900:2000Document74 paginiInternal Auditing As ISO 1900:2000mwlwaji100% (2)
- CIM LAB Manual-1 PDFDocument40 paginiCIM LAB Manual-1 PDFgagan100% (1)
- Extreme ProgrammingDocument9 paginiExtreme ProgrammingPaunescu DorinÎncă nu există evaluări
- CHAPTER 2: Operation Strategy in A Global EnvironmentDocument18 paginiCHAPTER 2: Operation Strategy in A Global EnvironmentLiva LivaÎncă nu există evaluări
- Activity Based Costing - AssignmentDocument6 paginiActivity Based Costing - Assignmentvalarrmathi0% (6)
- 1.unit - 2) Total Quality Management 2003Document17 pagini1.unit - 2) Total Quality Management 2003Aarushi Manchanda0% (1)
- India Machine Tools IndustryDocument33 paginiIndia Machine Tools IndustryTejas ShahÎncă nu există evaluări
- Software Development Methodologies ReportDocument16 paginiSoftware Development Methodologies ReportbenzentenÎncă nu există evaluări
- 4W Brochure Rubber Tracks PDFDocument48 pagini4W Brochure Rubber Tracks PDFSzilárd SÎncă nu există evaluări
- Water Jet MachiningDocument26 paginiWater Jet MachiningMohammed Bin JafarullahÎncă nu există evaluări
- Plastics Engineering NewDocument4 paginiPlastics Engineering NewyogolainÎncă nu există evaluări
- NotesDocument3 paginiNotesRaquel Bona ViñasÎncă nu există evaluări
- QeDocument2 paginiQenhpancholi01Încă nu există evaluări
- Quiz 1Document12 paginiQuiz 1Miks EnriquezÎncă nu există evaluări
- Tower Manufacturing ProcessDocument47 paginiTower Manufacturing Processmechajay2002Încă nu există evaluări
- Company Profile & Clinte ListDocument5 paginiCompany Profile & Clinte ListPatel KuldeepÎncă nu există evaluări