S-ar putea să vă placă și
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De la EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Încă nu există evaluări
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De la EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Evaluare: 5 din 5 stele5/5 (1)
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109De la EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Încă nu există evaluări
- ARTES GRÁFICAS FNMT - Apuntes Tema 6Document2 paginiARTES GRÁFICAS FNMT - Apuntes Tema 6Juan Pedro Medina GarcíaÎncă nu există evaluări
- Artes Gráficas. Apuntes de Cátedra 2014Document53 paginiArtes Gráficas. Apuntes de Cátedra 2014Lic Carlos Nando Sosa100% (2)
- ARTES GRÁFICAS FNMT - Apuntes Tema 2Document2 paginiARTES GRÁFICAS FNMT - Apuntes Tema 2Juan Pedro Medina GarcíaÎncă nu există evaluări
- OFFSET TradicionalDocument11 paginiOFFSET TradicionalEdgar MenesesÎncă nu există evaluări
- Agua TintaDocument58 paginiAgua TintaLeonardo La Ma100% (4)
- Imposición - ApunteDocument17 paginiImposición - ApunteLeslie AparcanaÎncă nu există evaluări
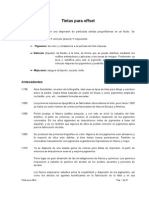
- Tintas para OffsetDocument29 paginiTintas para OffsetdiscisanjuanÎncă nu există evaluări
- 20170227-Manual Artes GraficasDocument109 pagini20170227-Manual Artes GraficasDepartamento Calidad, HSEQ y BPM100% (1)
- Instrumentos para Artes GráficasDocument47 paginiInstrumentos para Artes GráficasJuan Gregorio Gallego Arias100% (1)
- ARTES GRÁFICAS FNMT - Apuntes Tema 3Document2 paginiARTES GRÁFICAS FNMT - Apuntes Tema 3Juan Pedro Medina García100% (1)
- Apunte Post ImpresionDocument24 paginiApunte Post ImpresionPepe AstorÎncă nu există evaluări
- Offset ApuntesDocument20 paginiOffset ApuntesdiscisanjuanÎncă nu există evaluări
- Maquina OffsetDocument13 paginiMaquina OffsetMaxi AragujoÎncă nu există evaluări
- 4 EL TRAZADO WWW - Ponceleon.org Iodfi Attachments Article 179 Unidad 04Document15 pagini4 EL TRAZADO WWW - Ponceleon.org Iodfi Attachments Article 179 Unidad 04martichutiÎncă nu există evaluări
- Artes GraficasDocument108 paginiArtes GraficasFourComputer Sabrera100% (5)
- Unidad 9 ManipuladosDocument45 paginiUnidad 9 ManipuladosDaniel Portero Gonzalez100% (1)
- aRTES GRAFICAS LISTO PDFDocument9 paginiaRTES GRAFICAS LISTO PDFAnonimous Hackers50% (2)
- ARTES GRÁFICAS FNMT - Apuntes Tema 7Document2 paginiARTES GRÁFICAS FNMT - Apuntes Tema 7Juan Pedro Medina GarcíaÎncă nu există evaluări
- ARTES GRÁFICAS FNMT - Apuntes Tema 1Document2 paginiARTES GRÁFICAS FNMT - Apuntes Tema 1Juan Pedro Medina GarcíaÎncă nu există evaluări
- Curso Avanzado de Impresión Offset PDFDocument97 paginiCurso Avanzado de Impresión Offset PDFyoanacgw100% (1)
- ARTES GRÁFICAS FNMT - Apuntes Tema 5Document7 paginiARTES GRÁFICAS FNMT - Apuntes Tema 5Juan Pedro Medina GarcíaÎncă nu există evaluări
- Post ImpresionDocument3 paginiPost ImpresionroateneaÎncă nu există evaluări
- Manual ARTES GRAFICASDocument105 paginiManual ARTES GRAFICASYolyÎncă nu există evaluări
- Artes GráficasDocument46 paginiArtes GráficasAngela Yepes100% (2)
- Realización de la impresión digital. ARGI0209De la EverandRealización de la impresión digital. ARGI0209Încă nu există evaluări
- Manual de Producción GráficaDocument9 paginiManual de Producción GráficasnÎncă nu există evaluări
- OffsetDocument8 paginiOffsetadri_shirou100% (4)
- PostimpresionDocument6 paginiPostimpresionjuliaychiquiÎncă nu există evaluări
- TEMA 31 - Esquema - La Máquina OFFSETDocument2 paginiTEMA 31 - Esquema - La Máquina OFFSETMIQUEL ANGEL FEMENIAS HORRACH100% (2)
- HuecograbadoDocument33 paginiHuecograbadoSofi Marquez100% (2)
- OffsetDocument32 paginiOffsetMilton PapanekÎncă nu există evaluări
- Post ImpresionDocument8 paginiPost ImpresionNanami MinÎncă nu există evaluări
- 1er Parcial Tecno Grafica PDFDocument4 pagini1er Parcial Tecno Grafica PDFMaria Victoria Rodriguez MullerÎncă nu există evaluări
- ColorDocument23 paginiColordiscisanjuanÎncă nu există evaluări
- Proyecto TerminadoDocument60 paginiProyecto TerminadoMatías Casali100% (1)
- Clasif. Soportes Papeleros Industr - GráfDocument2 paginiClasif. Soportes Papeleros Industr - Gráfapi-19983844Încă nu există evaluări
- Procesos de Preimpresión - Unidad 2 - Tratamiento de TextosDocument60 paginiProcesos de Preimpresión - Unidad 2 - Tratamiento de TextosJose Carlos Medina100% (1)
- Artes Gráficas FNMT - CuestionariosDocument18 paginiArtes Gráficas FNMT - CuestionariosJuan Pedro Medina García100% (2)
- Maquinas de Impresion OffsetDocument60 paginiMaquinas de Impresion Offsetakira756Încă nu există evaluări
- ARTES GRÁFICAS FNMT - Apuntes Tema 4Document4 paginiARTES GRÁFICAS FNMT - Apuntes Tema 4Juan Pedro Medina GarcíaÎncă nu există evaluări
- U6 ConceptosDocument93 paginiU6 ConceptosJose Carlos Medina100% (1)
- TEMA 2. Propiedades de Los Soportes PapelerosDocument14 paginiTEMA 2. Propiedades de Los Soportes PapelerosserÎncă nu există evaluări
- Test Artes Graficas 2010Document3 paginiTest Artes Graficas 2010discisanjuan80% (5)
- Estampación de tapas para encuadernación industrial. ARGC0110De la EverandEstampación de tapas para encuadernación industrial. ARGC0110Evaluare: 2 din 5 stele2/5 (1)
- Introduccion FlexografiaDocument41 paginiIntroduccion FlexografiaJose Carlos Medina75% (8)
- UF0250 - Especificaciones de calidad en preimpresiónDe la EverandUF0250 - Especificaciones de calidad en preimpresiónÎncă nu există evaluări
- Apuntes de Tintas para OffsetDocument29 paginiApuntes de Tintas para OffsetdiscisanjuanÎncă nu există evaluări
- Operaciones de acabado en reprografía. ARGI0309De la EverandOperaciones de acabado en reprografía. ARGI0309Încă nu există evaluări
- Examenes Artes GraficasDocument35 paginiExamenes Artes GraficasYoly100% (1)
- El Tintero OriginalDocument23 paginiEl Tintero Originaljoan13900% (1)
- Examen Producción Gráfica IIDocument2 paginiExamen Producción Gráfica IIRicardo BenitesÎncă nu există evaluări
- Impresión OffsetDocument23 paginiImpresión OffsetFranklin Falconi100% (1)
- Problemas ImpresionDocument86 paginiProblemas ImpresionLeandro Esviza60% (5)
- Soportes No Papeleros de Marco y KatyDocument39 paginiSoportes No Papeleros de Marco y KatyMarta Alvarez DimterÎncă nu există evaluări
- El Perfil Biofísico FetalDocument17 paginiEl Perfil Biofísico FetalPriscila LlantuyÎncă nu există evaluări
- Pauta Alimentaria PauliDocument3 paginiPauta Alimentaria PauliPaulina Muñoz CastilloÎncă nu există evaluări
- FPJ 14 EntrevistaDocument4 paginiFPJ 14 EntrevistaStephy Yuliet Marulanda VargasÎncă nu există evaluări
- 513 Urvan Ficha TecnicaDocument2 pagini513 Urvan Ficha TecnicaJose Ignacio Alvarez ChavezÎncă nu există evaluări
- Según JacksonDocument2 paginiSegún JacksonAnthony HMÎncă nu există evaluări
- Guia de Resist MatDocument9 paginiGuia de Resist MatAlvaro Muruchi Rojas100% (1)
- Glandula ParotidaDocument2 paginiGlandula Parotidamaryroa77Încă nu există evaluări
- Musica A Finales Del XIX y Principios Del XXDocument3 paginiMusica A Finales Del XIX y Principios Del XXasdfghjklkjhgfdsÎncă nu există evaluări
- Script Conferencia Perfectos DragonesDocument11 paginiScript Conferencia Perfectos DragonesdibuyoÎncă nu există evaluări
- Presentacion DualidadDocument37 paginiPresentacion Dualidadospiman0% (1)
- Actividad 2 2°m Física MovimientoDocument3 paginiActividad 2 2°m Física MovimientoFernanda MontoyaÎncă nu există evaluări
- Unidad I. Análisis Semántico Parte IIDocument7 paginiUnidad I. Análisis Semántico Parte IIhishikyoÎncă nu există evaluări
- Procedimiento Aplicacion de PagosDocument1 paginăProcedimiento Aplicacion de PagosSonia Castro CastellanosÎncă nu există evaluări
- Estructuray Mantenimiento GuitarraDocument16 paginiEstructuray Mantenimiento GuitarraRafaelÎncă nu există evaluări
- Guia de Actividades y Rúbrica de Evaluación - Paso 3 - Seleccionar Bibliografía Lingüística de La Lengua Escogida para Un Estado Del ArteDocument9 paginiGuia de Actividades y Rúbrica de Evaluación - Paso 3 - Seleccionar Bibliografía Lingüística de La Lengua Escogida para Un Estado Del ArteisabelÎncă nu există evaluări
- YPFB Negocia Otra Adenda de Venta de Gas A ArgentinaDocument2 paginiYPFB Negocia Otra Adenda de Venta de Gas A ArgentinaDIEGOÎncă nu există evaluări
- Unidad I Programacion Computacional IVDocument71 paginiUnidad I Programacion Computacional IVEmerson Humberto Lopez CruzÎncă nu există evaluări
- Sesión de Aprendizaje - Medimos El Tiempo en El RelojDocument6 paginiSesión de Aprendizaje - Medimos El Tiempo en El RelojEliana Honorio94% (32)
- Genichi TaguchiDocument4 paginiGenichi TaguchiNoel Arredondo GarcíaÎncă nu există evaluări
- Póliza Endoso (2) - 1-11Document11 paginiPóliza Endoso (2) - 1-11JORDAN JOSE LLICA AROCUTIPAÎncă nu există evaluări
- Hace Mucho TiempoDocument2 paginiHace Mucho TiempoMaria Ignacia Van De Wyngard GillmoreÎncă nu există evaluări
- S CNT 3Document1 paginăS CNT 3NahuÎncă nu există evaluări
- Rhodophyta Div.Document1 paginăRhodophyta Div.Yamir Aaron Chavez RomeroÎncă nu există evaluări
- La Pobre AnastasiaDocument22 paginiLa Pobre AnastasiaAnita Pérez0% (1)
- Programacion de Llaves ToyotaDocument30 paginiProgramacion de Llaves ToyotaServicio Integral del EsteÎncă nu există evaluări
- 163Document5 pagini163Janeth Angelica Castillo LevitaÎncă nu există evaluări
- Yo Composto en Casa, en La Escuela y en Mi ComunidadDocument2 paginiYo Composto en Casa, en La Escuela y en Mi ComunidadPalestrante Maria Dolores Fortes AlvesÎncă nu există evaluări
- CORAZÓNDocument149 paginiCORAZÓNJLuisCorderoCÎncă nu există evaluări
- Problemastema2 IyMH16-17Document5 paginiProblemastema2 IyMH16-17codriverarvÎncă nu există evaluări
- Laboratorio N 2Document11 paginiLaboratorio N 2Gladys YucraÎncă nu există evaluări