S-ar putea să vă placă și
- Piping Flexiblility CalculationDocument8 paginiPiping Flexiblility CalculationAntoshalÎncă nu există evaluări
- C-27 Piping Flexibility AnalysisDocument32 paginiC-27 Piping Flexibility AnalysisChuy Lee100% (1)
- Piping Flexibility - A Detailed ApproachDocument5 paginiPiping Flexibility - A Detailed ApproachRUDHRA DHANASEKARÎncă nu există evaluări
- Zinq - AnalysisDocument116 paginiZinq - AnalysisAimiÎncă nu există evaluări
- Expansion Loop DesignDocument11 paginiExpansion Loop DesignsabahiraqÎncă nu există evaluări
- A more consistent pressure equivalent method for piping flangesDocument4 paginiA more consistent pressure equivalent method for piping flangesZAZZERA125Încă nu există evaluări
- Stress Analysis Traning-VarunDocument50 paginiStress Analysis Traning-Varunanurag7878100% (3)
- Line Stop Welded To Shoe CalculationDocument16 paginiLine Stop Welded To Shoe CalculationmohdnazirÎncă nu există evaluări
- Piping Stress - Ysis-EnDocument98 paginiPiping Stress - Ysis-EnArash Aghagol100% (1)
- Flexibility Analysis of PipingDocument33 paginiFlexibility Analysis of PipingkurcekÎncă nu există evaluări
- Stress Analysis NotesDocument127 paginiStress Analysis Notesreach_arindomÎncă nu există evaluări
- Simulation of Tees Reveals Stress IntensificationDocument7 paginiSimulation of Tees Reveals Stress IntensificationDesmond ChangÎncă nu există evaluări
- Asme B 31J SifDocument6 paginiAsme B 31J SifVineesh Vs100% (1)
- 12 Allowable Pipe Span Formulas and TablesDocument10 pagini12 Allowable Pipe Span Formulas and TablesSeungmin Paek91% (11)
- Dynamic Load in Piping SystemDocument3 paginiDynamic Load in Piping SystemAMITDEWANGAN1991100% (1)
- Analyzing Sustained Pipe Stress with COADE's Hot Sustained SolutionDocument6 paginiAnalyzing Sustained Pipe Stress with COADE's Hot Sustained SolutionshaffetiÎncă nu există evaluări
- Stress Intensification - Flexibility in Pipe Stress Analysis PDFDocument6 paginiStress Intensification - Flexibility in Pipe Stress Analysis PDFcelermÎncă nu există evaluări
- Piping Stress 123Document8 paginiPiping Stress 123Arun NambiarÎncă nu există evaluări
- CAESAR II - Modeling Victaulic CouplingsDocument5 paginiCAESAR II - Modeling Victaulic CouplingsDenny ThomasÎncă nu există evaluări
- Jacketed Piping Stress Analysis - HP 1978 PDFDocument3 paginiJacketed Piping Stress Analysis - HP 1978 PDFim4uim4uim4uim4u100% (1)
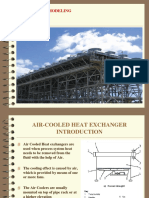
- Modeling and Analysis of Air-Cooled Heat ExchangersDocument25 paginiModeling and Analysis of Air-Cooled Heat Exchangersvivek100% (1)
- Piping Flexibility Analysis (B 31.3)Document151 paginiPiping Flexibility Analysis (B 31.3)Majid Sattar100% (1)
- Piping QuizDocument3 paginiPiping QuizAnji Reddy DÎncă nu există evaluări
- Expansion Loop CalculationDocument2 paginiExpansion Loop Calculationsk130986100% (1)
- Pipe Stress AnalysisDocument72 paginiPipe Stress AnalysisJin Jin100% (1)
- Stress Analysis Training - (Analysis) BY Nedunchezhiyan AnbazhaganDocument50 paginiStress Analysis Training - (Analysis) BY Nedunchezhiyan Anbazhaganchandra shekhar mishra100% (1)
- Fatigue Analysis W - CIIDocument10 paginiFatigue Analysis W - CIInaeandÎncă nu există evaluări
- Stress Analysis of Piping SystemsDocument108 paginiStress Analysis of Piping SystemsShijumon KpÎncă nu există evaluări
- Flanges Design & Problems Presentation SummaryDocument89 paginiFlanges Design & Problems Presentation SummaryAdekimi Emmanuel100% (3)
- Dynamic Water Hammer AnalysisDocument32 paginiDynamic Water Hammer AnalysisAndi Pramana80% (5)
- Pipe SupportsDocument5 paginiPipe SupportsDefenceDogÎncă nu există evaluări
- Analysis of Bolted JointDocument9 paginiAnalysis of Bolted Jointmario_gÎncă nu există evaluări
- NozzlePRO PDFDocument185 paginiNozzlePRO PDFRagupathy KulandaisamyÎncă nu există evaluări
- Flange Leakage Checking in Caesar II Using ASME Section VIII MethodDocument7 paginiFlange Leakage Checking in Caesar II Using ASME Section VIII MethodZhiqiang Gu100% (1)
- Reinforcement PADDocument13 paginiReinforcement PADamr al yacoubÎncă nu există evaluări
- Load CasesDocument15 paginiLoad CasesVishnu Menon100% (1)
- Load Cases in Pipe Stress AnalysisDocument2 paginiLoad Cases in Pipe Stress Analysisrenji_danny100% (2)
- CAESAR II Flange CalcDocument8 paginiCAESAR II Flange CalcDavid Fonseca100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7De la EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Încă nu există evaluări
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsDe la EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsÎncă nu există evaluări
- Above Ground Pipeline DesignDocument15 paginiAbove Ground Pipeline DesigndilimgeÎncă nu există evaluări
- TH10 - Pipe Loop or Expansion JointsDocument3 paginiTH10 - Pipe Loop or Expansion JointsloukatsÎncă nu există evaluări
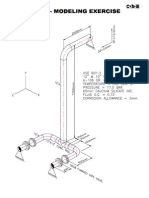
- Caesar II Modeling ExcisersDocument40 paginiCaesar II Modeling ExcisersBùi Văn Hợp100% (2)
- Expansion Loop DesignDocument61 paginiExpansion Loop DesignTauqueerAhmadÎncă nu există evaluări
- Pipe Stress Manual CalcDocument62 paginiPipe Stress Manual CalcEsapermana Riyan100% (2)
- Quick Check On Piping FlexibilityDocument8 paginiQuick Check On Piping Flexibilitysateesh chandÎncă nu există evaluări
- Basics of Piping System Thermal Expansion For Process EngDocument12 paginiBasics of Piping System Thermal Expansion For Process EngAttalh Djaafar AttalhÎncă nu există evaluări
- Pump Simulation in Aspen PlusDocument47 paginiPump Simulation in Aspen Plusahmed elhamy mohamed100% (1)
- Underground pipe stress analysisDocument5 paginiUnderground pipe stress analysiskumaran__k100% (3)
- Support LocationsDocument12 paginiSupport LocationsdasubhaiÎncă nu există evaluări
- 11 Most Important Questions & Answers From ASME B 31.3 Which A Piping Stress Engineer Must KnowDocument6 pagini11 Most Important Questions & Answers From ASME B 31.3 Which A Piping Stress Engineer Must KnowRakesh RanjanÎncă nu există evaluări
- FA With OLGA Exercises - 20070522Document36 paginiFA With OLGA Exercises - 20070522Amin100% (1)
- Piping Flexibility - Thermal Expansion in PipingDocument6 paginiPiping Flexibility - Thermal Expansion in PipingMohamed Al-OdatÎncă nu există evaluări
- CE Hydraulics Laboratory Experiments and Computational LabsDocument12 paginiCE Hydraulics Laboratory Experiments and Computational LabsArman OlaÎncă nu există evaluări
- Cold Spring of Restrained Piping SystemDocument5 paginiCold Spring of Restrained Piping Systemsateesh chandÎncă nu există evaluări
- Pipe Support Systems (2 PDH) Course No. M-2018Document17 paginiPipe Support Systems (2 PDH) Course No. M-2018arsssyÎncă nu există evaluări
- WWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Document12 paginiWWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Mashudi FikriÎncă nu există evaluări
- Pipe Stress Analysis Using CAESAR IIDocument42 paginiPipe Stress Analysis Using CAESAR IIpca97100% (1)
- Basics of Piping System Thermal Expansion For Process EngineersDocument14 paginiBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiÎncă nu există evaluări
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- The Philippine Stock Exchange, Inc Daily Quotations Report March 14, 2014Document8 paginiThe Philippine Stock Exchange, Inc Daily Quotations Report March 14, 2014Chris DeÎncă nu există evaluări
- Definition and Details of PipesDocument3 paginiDefinition and Details of PipesChris DeÎncă nu există evaluări
- General Piping DesignDocument32 paginiGeneral Piping DesignS_hassan_16Încă nu există evaluări
- IELTS Location 1Document1 paginăIELTS Location 1Chris DeÎncă nu există evaluări
- Top 500 AdjectivesDocument15 paginiTop 500 AdjectivesChris DeÎncă nu există evaluări
- Breaking The Seduction Code PDFDocument176 paginiBreaking The Seduction Code PDFjasiel1000Încă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- Recommended Practice ProcedureDocument3 paginiRecommended Practice ProcedureChris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
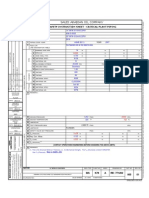
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- R 771202006 X 01Document1 paginăR 771202006 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- R 771202006 X 01Document1 paginăR 771202006 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- Saudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingDocument1 paginăSaudi Arabian Oil Company: Safety Instruction Sheet - Critical Plant PipingChris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- R 771202031 X 01Document1 paginăR 771202031 X 01Chris DeÎncă nu există evaluări
- Non Substitutable Resources and CapabilitiesDocument3 paginiNon Substitutable Resources and CapabilitiesOm PrakashÎncă nu există evaluări
- CMMS Deliverables and Documentation Po1 - Nexus AllianceDocument12 paginiCMMS Deliverables and Documentation Po1 - Nexus Alliancetalk2chidingÎncă nu există evaluări
- Fiitjee: JEE (Advanced) - 2019Document16 paginiFiitjee: JEE (Advanced) - 2019Jyotiraditya BoseÎncă nu există evaluări
- Competitive Analysis of Pumps and Heat Exchanger Insulation ThicknessDocument20 paginiCompetitive Analysis of Pumps and Heat Exchanger Insulation Thicknessfrankizzta0% (3)
- Faculty - Civil Engineering - 2022 - Session 1 - Diploma - Ecs248Document6 paginiFaculty - Civil Engineering - 2022 - Session 1 - Diploma - Ecs248Izz AmrieeÎncă nu există evaluări
- Download Tally Ledger List in ExcelDocument7 paginiDownload Tally Ledger List in ExcelAnonymous 3yqNzCxtTz100% (1)
- Perma (Permanent) Culture: The Prime Directive of PermacultureDocument13 paginiPerma (Permanent) Culture: The Prime Directive of Permaculturebulut83Încă nu există evaluări
- Swift C Sharp PosterDocument1 paginăSwift C Sharp PosterJoshua Shalom Cherkes100% (1)
- Error Detecting Error Correcting Codes PDFDocument2 paginiError Detecting Error Correcting Codes PDFSusanÎncă nu există evaluări
- Quantitative Analysis of Tipha's ProposalDocument5 paginiQuantitative Analysis of Tipha's ProposalmjchipocoÎncă nu există evaluări
- ID Pengaruh Ukuran Manset Terhadap Hasil PeDocument5 paginiID Pengaruh Ukuran Manset Terhadap Hasil Pesiti hodijahÎncă nu există evaluări
- SITE VISIT REPORT FOR BE CIVIL STUDENTSDocument4 paginiSITE VISIT REPORT FOR BE CIVIL STUDENTSPiyush Bhandari100% (2)
- Miscellaneous Symbols Structural Drawings AbbreviationsDocument18 paginiMiscellaneous Symbols Structural Drawings AbbreviationsbogdaniplÎncă nu există evaluări
- Task 1 - Email Template v2Document2 paginiTask 1 - Email Template v2Amardeep TayadeÎncă nu există evaluări
- Astm C31-C31M-23Document7 paginiAstm C31-C31M-23mustafa97a141Încă nu există evaluări
- Sophie Greenberg ResumeDocument1 paginăSophie Greenberg Resumeapi-317439954Încă nu există evaluări
- Preboard 3 Ee 1 1Document11 paginiPreboard 3 Ee 1 1Christine Sarah LagundiÎncă nu există evaluări
- MB 200 Owner's Manual: Setup Guide for Gallien-Krueger AmplifierDocument10 paginiMB 200 Owner's Manual: Setup Guide for Gallien-Krueger AmplifierAndres Bruno SaraviaÎncă nu există evaluări
- Shacman series transmission parts catalogDocument2 paginiShacman series transmission parts catalogMarcos Armando Torrey MenaÎncă nu există evaluări
- Ethernet Cable Colour - Code Standards & Methods of CrimpingDocument15 paginiEthernet Cable Colour - Code Standards & Methods of CrimpingSajjad Najum ShakirÎncă nu există evaluări
- 18 Cae MawrDocument5 pagini18 Cae MawrMarios TheodoulouÎncă nu există evaluări
- Johann Sebastian Bach Raaf Hekkema: Suites BWV 1007-1012Document22 paginiJohann Sebastian Bach Raaf Hekkema: Suites BWV 1007-1012Stanislav DimÎncă nu există evaluări
- Introduction To Social Return On InvestmentDocument12 paginiIntroduction To Social Return On InvestmentSocial innovation in Western Australia100% (2)
- REIT Industry OutlookDocument49 paginiREIT Industry OutlookNicholas FrenchÎncă nu există evaluări
- Gully Cricket Integration 2017 ScoresheetDocument2 paginiGully Cricket Integration 2017 ScoresheetPriyansh Agrawal0% (1)
- Lesson Plan: Freedom SongsDocument3 paginiLesson Plan: Freedom SongsAllison Lynné ArcherÎncă nu există evaluări
- Deneghra's Deadly ArsenalDocument23 paginiDeneghra's Deadly ArsenalwitekmtÎncă nu există evaluări
- Mechanical VentilationDocument59 paginiMechanical VentilationHossam atefÎncă nu există evaluări
- Leybold SV40-65BI-FC 1Document29 paginiLeybold SV40-65BI-FC 1Luis LagunaÎncă nu există evaluări
- Semi Detailed Lesson Plan Utp Cable 4th GradDocument6 paginiSemi Detailed Lesson Plan Utp Cable 4th GradFighter Girl100% (1)