S-ar putea să vă placă și
- Maize Processing Unit 1Document4 paginiMaize Processing Unit 1Nikita Arora50% (2)
- Hot Smoked Fish Company HACCP PlanDocument11 paginiHot Smoked Fish Company HACCP PlanRam Eman OsorioÎncă nu există evaluări
- Flowchart of Atta PlantDocument1 paginăFlowchart of Atta Plantpratikgarg0350% (2)
- Sandpaper Project ProfileDocument15 paginiSandpaper Project ProfileTekeba Birhane100% (3)
- Socks Manufacturing Unit Rs. 106.83 Million Dec-2016Document21 paginiSocks Manufacturing Unit Rs. 106.83 Million Dec-2016SAQIB SULTANÎncă nu există evaluări
- Project Profile On Tissue Paper: ISISO 12625-1:2019 (En) 12625-1 Tissue Paper and Tissue Paper ProductsDocument9 paginiProject Profile On Tissue Paper: ISISO 12625-1:2019 (En) 12625-1 Tissue Paper and Tissue Paper ProductsAniket Jadhav100% (1)
- Dpr-Meghana Roofing Industries-From Page5Document20 paginiDpr-Meghana Roofing Industries-From Page5technopreneurvizagÎncă nu există evaluări
- Edible Oil GheeDocument25 paginiEdible Oil GheeLTE00233% (3)
- World: Camel Meat - Market Report. Analysis and Forecast To 2020Document7 paginiWorld: Camel Meat - Market Report. Analysis and Forecast To 2020IndexBox MarketingÎncă nu există evaluări
- Global Milling Advances March 2013 IssueDocument36 paginiGlobal Milling Advances March 2013 IssueGlobal Milling AdvancesÎncă nu există evaluări
- Barley Flour Mill DPR by NIFTEMDocument28 paginiBarley Flour Mill DPR by NIFTEMManav AggarwalÎncă nu există evaluări
- Pre-Feasibility of Flour Mill Project in QuettaDocument41 paginiPre-Feasibility of Flour Mill Project in QuettaMuhammad AbdullahÎncă nu există evaluări
- Detailed Project Report On Rice Milling Unit at GelephuDocument19 paginiDetailed Project Report On Rice Milling Unit at GelephuHarpy happyÎncă nu există evaluări
- Denim Jeans Stitching UnitDocument25 paginiDenim Jeans Stitching UnitSaad NaseemÎncă nu există evaluări
- Flour MillDocument9 paginiFlour MillVishal Agarwal100% (2)
- Rice Mill COSTDocument8 paginiRice Mill COSTzohaibssÎncă nu există evaluări
- Dextrin From Starch Project Report PDFDocument14 paginiDextrin From Starch Project Report PDFAnonymous vFwQuKrtSÎncă nu există evaluări
- RACP - ABPF - Tech DPR - Wheat Flour Mill PDFDocument97 paginiRACP - ABPF - Tech DPR - Wheat Flour Mill PDFrahul ojhhaÎncă nu există evaluări
- My Food Roller Flour Factory PVT - LTDDocument54 paginiMy Food Roller Flour Factory PVT - LTDSandeep Nair67% (3)
- MFG Process of Flour MillDocument14 paginiMFG Process of Flour MillTrideep K DeyÎncă nu există evaluări
- Project Report On Roller Flour Mill and Chakki PlantDocument6 paginiProject Report On Roller Flour Mill and Chakki PlantEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Cotton Ginning Male-2Document32 paginiCotton Ginning Male-2Tesfaye DegefaÎncă nu există evaluări
- Waqas Flour MillDocument81 paginiWaqas Flour MillBilal Khan67% (6)
- Building Description-Rice MillDocument4 paginiBuilding Description-Rice MillKawser Hossain100% (1)
- Full ProjectDocument58 paginiFull ProjectKing KrishÎncă nu există evaluări
- Dairy FarmDocument14 paginiDairy FarmTESFALEWATEHEÎncă nu există evaluări
- Raw Materials For Socks Making BusinessDocument7 paginiRaw Materials For Socks Making BusinessNajiya shakiraÎncă nu există evaluări
- Absorbent Cotton Manufacturing Machine CatalagueDocument27 paginiAbsorbent Cotton Manufacturing Machine Catalaguesnsurgicare100% (3)
- Flour Milling Part IDocument24 paginiFlour Milling Part ILeo_1982100% (1)
- Mahajan Mini Flour Mill, UdhampurDocument24 paginiMahajan Mini Flour Mill, UdhampurMj PayalÎncă nu există evaluări
- SMEDA Absorbent CottonDocument22 paginiSMEDA Absorbent CottonManohar Waghela100% (2)
- Plastic Jerry CanDocument26 paginiPlastic Jerry CanSivaratnam NavatharanÎncă nu există evaluări
- Absorbent Cotton Manufacturing UnitDocument19 paginiAbsorbent Cotton Manufacturing UnitIbrahim MunirÎncă nu există evaluări
- 500kg TOILET SOAP PRODUCTION LINE PRICE 2017 11 26Document17 pagini500kg TOILET SOAP PRODUCTION LINE PRICE 2017 11 26Deivis PardoÎncă nu există evaluări
- FAO Report On GROUNDNUT OIL PDFDocument16 paginiFAO Report On GROUNDNUT OIL PDFVIRTU 8 HR & IT LLPÎncă nu există evaluări
- Project Report On Courier Bags and Air Bubble PackagingDocument9 paginiProject Report On Courier Bags and Air Bubble PackagingSachin SharmaÎncă nu există evaluări
- Laminated Object ManufacturingDocument6 paginiLaminated Object Manufacturingpapajohn1383Încă nu există evaluări
- Grain Bag Manufacturing Feasibility StudyDocument53 paginiGrain Bag Manufacturing Feasibility StudyCalvawell MuzvondiwaÎncă nu există evaluări
- Project On FlourDocument31 paginiProject On FlourRanjeet Rajput100% (5)
- Whole Wheat FlourDocument4 paginiWhole Wheat FlourSHRUTI AGRAWALÎncă nu există evaluări
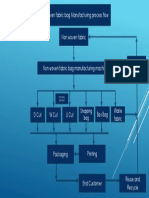
- Utkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricDocument1 paginăUtkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricsatyabannayakÎncă nu există evaluări
- Questionnaire For Tomato Paste LineDocument6 paginiQuestionnaire For Tomato Paste LineDidier Sanon0% (2)
- Corrugated Paper BoxDocument13 paginiCorrugated Paper BoxhibadaÎncă nu există evaluări
- Madina Mini Flour MillDocument11 paginiMadina Mini Flour MillHusnainShahidÎncă nu există evaluări
- Mini Flour Mill KarnalDocument9 paginiMini Flour Mill KarnalAnand Kishore100% (2)
- Market Study of Refined Edible OilDocument13 paginiMarket Study of Refined Edible Oilmulugeta tetemkeÎncă nu există evaluări
- Project Report PDFDocument11 paginiProject Report PDFamit22505Încă nu există evaluări
- Recycled PlasticDocument15 paginiRecycled Plasticbig johnÎncă nu există evaluări
- Detail Project Report of Wheat FDocument27 paginiDetail Project Report of Wheat FYogesh PatilÎncă nu există evaluări
- Alcohol From Yam CassavaDocument15 paginiAlcohol From Yam Cassavadinba123Încă nu există evaluări
- Profile On The Production of Weighing ScaleDocument26 paginiProfile On The Production of Weighing ScaleDagim GBZÎncă nu există evaluări
- Iubat - International University of Business Agriculture and TechnologyDocument35 paginiIubat - International University of Business Agriculture and TechnologyMohammad Jubayer Ahmed100% (3)
- Mini Flour MillDocument10 paginiMini Flour Millgirish SharmaÎncă nu există evaluări
- Iso 13690 1999 FR PDFDocument8 paginiIso 13690 1999 FR PDFAlfonso RecioÎncă nu există evaluări
- Hdpe PP Woven Sacks Using Circular LoomsDocument2 paginiHdpe PP Woven Sacks Using Circular LoomsRishi Patel100% (2)
- Project Profile On Mini Flour Mill: Prod U CTDocument11 paginiProject Profile On Mini Flour Mill: Prod U CTSunil ShawÎncă nu există evaluări
- Cotton GinningDocument9 paginiCotton GinningsaqureshÎncă nu există evaluări
- Q4 AFA Agricrop 10 Week 7Document4 paginiQ4 AFA Agricrop 10 Week 7Eden SumilayÎncă nu există evaluări
- Cereal Grain Processing Class LectureDocument30 paginiCereal Grain Processing Class LecturenabilÎncă nu există evaluări
- Introduction To A Cotton GinDocument16 paginiIntroduction To A Cotton GinMohammad AbbasÎncă nu există evaluări
- WinnowingDocument11 paginiWinnowingDharmendra Singh LagoriyaÎncă nu există evaluări
- TLE10 2nd Quarter Module 5Document3 paginiTLE10 2nd Quarter Module 5VernaÎncă nu există evaluări
- Sunrise Imported FMCG Food Product ListDocument85 paginiSunrise Imported FMCG Food Product ListBiswasÎncă nu există evaluări
- Soal B-Inggris 9Document5 paginiSoal B-Inggris 9RAHMADI SAGITAÎncă nu există evaluări
- Latihan Soal ContinousDocument7 paginiLatihan Soal ContinoushendriÎncă nu există evaluări
- Exercise For Final TestDocument16 paginiExercise For Final TestI Gusti Agung Yulia Kurmala DewiÎncă nu există evaluări
- Henry Okigame - Função Cognitiva e FitoterápicosDocument18 paginiHenry Okigame - Função Cognitiva e FitoterápicosJean Cloudy PimentelÎncă nu există evaluări
- Training of Youth in Modern Aflasafe Maize Production: BY Habu Nasiru Kura (PHD)Document16 paginiTraining of Youth in Modern Aflasafe Maize Production: BY Habu Nasiru Kura (PHD)Nasiru KuraÎncă nu există evaluări
- Formatting A Research PaperDocument7 paginiFormatting A Research PaperZyrick Laurence Eslao TimmangoÎncă nu există evaluări
- Daftar Harga Pt. Indo Harapan Makmur: Category Item ID Sub Brand Pack Price ListDocument2 paginiDaftar Harga Pt. Indo Harapan Makmur: Category Item ID Sub Brand Pack Price ListIchal Malah Yonk JayaÎncă nu există evaluări
- WhatsApp Chat With ChoclateDocument93 paginiWhatsApp Chat With ChoclateVeeravalli Anu RadhaÎncă nu există evaluări
- Benefeciality Speech - Rice Tarrification Law Should Not Be RepealedDocument2 paginiBenefeciality Speech - Rice Tarrification Law Should Not Be RepealedPJ JavierÎncă nu există evaluări
- See The Complete NOLA ItineraryDocument3 paginiSee The Complete NOLA ItineraryFancy ProngsÎncă nu există evaluări
- Mini Business Plan: Otse John Agbaji EnterprisesDocument19 paginiMini Business Plan: Otse John Agbaji EnterprisesYua DoogaÎncă nu există evaluări
- Family Feud QuestionsDocument19 paginiFamily Feud QuestionsKimberly MamalakisÎncă nu există evaluări
- Name: - DateDocument6 paginiName: - DateShiena AbarquezÎncă nu există evaluări
- Unit 1 Unit 2: Audioscript For New World 5Document5 paginiUnit 1 Unit 2: Audioscript For New World 5Methira NattechinÎncă nu există evaluări
- He Wakes Up Hehasa Shower He Gets Dressed He Brushes His TeethDocument10 paginiHe Wakes Up Hehasa Shower He Gets Dressed He Brushes His Teethbatog mariusÎncă nu există evaluări
- English 100 Word FileDocument90 paginiEnglish 100 Word FileAmir HegazyÎncă nu există evaluări
- Kikuyu 1000 ProverbsDocument172 paginiKikuyu 1000 ProverbsAuto Veteran100% (1)
- Swahili To English DictionaryDocument161 paginiSwahili To English DictionaryBinagwaho Gakunju82% (11)
- Pakistan Bait Ul Mal Sweet Home Policy (Pshpolicy)Document36 paginiPakistan Bait Ul Mal Sweet Home Policy (Pshpolicy)Pakistan Bait ul Mal Sweet Home LahoreÎncă nu există evaluări
- REGISTRO DE COMPRAS 2017 Mayor8000Document61 paginiREGISTRO DE COMPRAS 2017 Mayor8000Bryan ArguméÎncă nu există evaluări
- Gastric Lavage N Gavage Lesson PlanDocument11 paginiGastric Lavage N Gavage Lesson PlanKiran50% (4)
- Sorilla Cover Letter and Resume 3Document4 paginiSorilla Cover Letter and Resume 3Jullie Carmelle ChattoÎncă nu există evaluări
- No - Ntnu Inspera 44156967 23284222Document218 paginiNo - Ntnu Inspera 44156967 23284222jasmin Zotelo villanuevaÎncă nu există evaluări
- Booklet Reading and Writing Level 3Document77 paginiBooklet Reading and Writing Level 3Enrique SilvaÎncă nu există evaluări
- FSSAI CBT 2 Class NotesDocument148 paginiFSSAI CBT 2 Class NotesSohani RoyÎncă nu există evaluări
- 《万能公式破解一切长难句》 (完整版)Document335 pagini《万能公式破解一切长难句》 (完整版)洪亮唐Încă nu există evaluări
- Food Pyramid Project: Objective: MaterialsDocument2 paginiFood Pyramid Project: Objective: MaterialsShawanda FlynnÎncă nu există evaluări