S-ar putea să vă placă și
- Using Aspect-Oriented Programming for Trustworthy Software DevelopmentDe la EverandUsing Aspect-Oriented Programming for Trustworthy Software DevelopmentEvaluare: 3 din 5 stele3/5 (1)
- Kontoloyo ModelDocument1 paginăKontoloyo Modelyogi.aryaÎncă nu există evaluări
- Formal Methods: Industrial Use from Model to the CodeDe la EverandFormal Methods: Industrial Use from Model to the CodeÎncă nu există evaluări
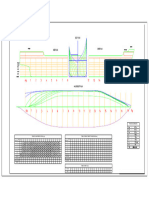
- Rencana Garis - Raihan - A3Document1 paginăRencana Garis - Raihan - A3Raihan AzmiÎncă nu există evaluări
- BIM For PMs 1Document62 paginiBIM For PMs 1manuelramoshÎncă nu există evaluări
- MPEG-4 Facial Animation: The Standard, Implementation and ApplicationsDe la EverandMPEG-4 Facial Animation: The Standard, Implementation and ApplicationsIgor S. PandzicÎncă nu există evaluări
- Parts Production Preparation Plan: Aug-22 Sep-22 Oct-22 Jan-23 Feb-23 May-23 Jun-23 Apr-23Document1 paginăParts Production Preparation Plan: Aug-22 Sep-22 Oct-22 Jan-23 Feb-23 May-23 Jun-23 Apr-23Naswadi NawiÎncă nu există evaluări
- CPE-214 Computer-Aided Engineering Design - Lab - Manual - OBE - 2 PDFDocument64 paginiCPE-214 Computer-Aided Engineering Design - Lab - Manual - OBE - 2 PDFHamza RaufÎncă nu există evaluări
- PFMEA New FormatDocument63 paginiPFMEA New FormatArshad AnsariÎncă nu există evaluări
- Process Analysis - HoutDocument12 paginiProcess Analysis - HoutANN MARY JOSE PGP 2023-25 BatchÎncă nu există evaluări
- 01 Introduction Microprocessor and InterfaceDocument10 pagini01 Introduction Microprocessor and InterfaceFahad MahmoodÎncă nu există evaluări
- 18mee304t - Dfma SyllabusDocument3 pagini18mee304t - Dfma SyllabusSachidhanandam MÎncă nu există evaluări
- 22fa0087 Plans Malinao Municipal-7 - 2Document25 pagini22fa0087 Plans Malinao Municipal-7 - 2KrutteruHeroÎncă nu există evaluări
- Meralco Generation Cost and ChargeDocument1 paginăMeralco Generation Cost and Chargedexterbautistadecember161985Încă nu există evaluări
- 20me702 - Process Planning and Cost Estimation Unit 1 2023-24Document61 pagini20me702 - Process Planning and Cost Estimation Unit 1 2023-24CAD With RaoÎncă nu există evaluări
- OBE Based DSD Lab Manual Updated1 PDFDocument101 paginiOBE Based DSD Lab Manual Updated1 PDFAbdullahÎncă nu există evaluări
- Ie ToolsDocument9 paginiIe ToolsImran sarkerÎncă nu există evaluări
- QAV-2 Step-5 Audit Check Sheet PDFDocument6 paginiQAV-2 Step-5 Audit Check Sheet PDFRajÎncă nu există evaluări
- CIF DebuggingDocument9 paginiCIF Debuggingdanius01Încă nu există evaluări
- DFA Tabel: TotalDocument1 paginăDFA Tabel: Totalapi-329249285Încă nu există evaluări
- Material Requirements Planning (MRP) : Learning ObjectivesDocument20 paginiMaterial Requirements Planning (MRP) : Learning ObjectivesAris SyaifulÎncă nu există evaluări
- Bus Structure NewDocument35 paginiBus Structure NewAnonymous Xr7bf3un0Încă nu există evaluări
- Wim Correction l3 Mc091 - 2016Document1 paginăWim Correction l3 Mc091 - 2016PK KÎncă nu există evaluări
- Nikhil Jaiswal 1804021 Project ProposalDocument3 paginiNikhil Jaiswal 1804021 Project ProposalSHEIKH SOHAIL AMIRÎncă nu există evaluări
- Unified Workflow Review (Gen)Document9 paginiUnified Workflow Review (Gen)Falguni Baijendra GujarathiÎncă nu există evaluări
- Dashboard Project ManagementDocument2 paginiDashboard Project ManagementAdministracion VitriglassÎncă nu există evaluări
- The TOFD ProcedureDocument26 paginiThe TOFD ProceduresrgokuÎncă nu există evaluări
- Run at Rate 200.6.222Document1 paginăRun at Rate 200.6.222Stefan DončevićÎncă nu există evaluări
- Flow Chart Objects:: Session OneDocument2 paginiFlow Chart Objects:: Session Onechetan_winÎncă nu există evaluări
- BIM Document RIBADocument1 paginăBIM Document RIBAGamini Kodikara100% (1)
- PZPSFZ001 00Document1 paginăPZPSFZ001 00anxhelazazaÎncă nu există evaluări
- Troubleshooting & Maintenance With ProfibusDocument25 paginiTroubleshooting & Maintenance With ProfibusZulfiqar ZaidiÎncă nu există evaluări
- QFD Matrix: Design Requirements Product/Service Plan Customer RatingDocument5 paginiQFD Matrix: Design Requirements Product/Service Plan Customer RatingMilton Celis FloresÎncă nu există evaluări
- Project Plan For Abc Project: by Priyanka ChoudharyDocument10 paginiProject Plan For Abc Project: by Priyanka ChoudharyPriyanka ChoudharyÎncă nu există evaluări
- QMB - Session 19 - Worksheet 18 - Winter 2020 PDFDocument4 paginiQMB - Session 19 - Worksheet 18 - Winter 2020 PDFGrace StylesÎncă nu există evaluări
- Programming Steps - Display Array Values Program Flow ChartDocument2 paginiProgramming Steps - Display Array Values Program Flow CharttugasutomoÎncă nu există evaluări
- Relationship Between Planners and Others 2Document1 paginăRelationship Between Planners and Others 2Haytham BarakaÎncă nu există evaluări
- 20me702 - Process Planning and Cost Estimation Unit 4 2023-24Document64 pagini20me702 - Process Planning and Cost Estimation Unit 4 2023-24CAD With RaoÎncă nu există evaluări
- Or 2017 PDFDocument4 paginiOr 2017 PDFVictor HoveÎncă nu există evaluări
- Tool Capacity Planning in Semiconductor Manufacturing: B'ulent C (Atay, S (. Sel (Cuk Ereng'u (C, Asoo J. VakhariaDocument18 paginiTool Capacity Planning in Semiconductor Manufacturing: B'ulent C (Atay, S (. Sel (Cuk Ereng'u (C, Asoo J. VakhariaPranavÎncă nu există evaluări
- 21 Facility Layout 5 - Improvement MULTIPLEDocument24 pagini21 Facility Layout 5 - Improvement MULTIPLEmates4workÎncă nu există evaluări
- Programming For Beginner - SaturngodDocument86 paginiProgramming For Beginner - SaturngodThan Hlaing WonÎncă nu există evaluări
- Pipingengineeringtest 150509193313 Lva1 App6891Document43 paginiPipingengineeringtest 150509193313 Lva1 App6891mengelito almonte100% (1)
- TPD1 EbbDocument7 paginiTPD1 EbbNguyenÎncă nu există evaluări
- Subject: Target:: Reduction of The Open Groupe To 2Document16 paginiSubject: Target:: Reduction of The Open Groupe To 2Amine AmmarÎncă nu există evaluări
- Process Names: Pre Sales Engineering Process: End User Training ManualDocument110 paginiProcess Names: Pre Sales Engineering Process: End User Training ManualmanishÎncă nu există evaluări
- Yangon Thanlyin Bridge 4Document50 paginiYangon Thanlyin Bridge 4ကိုနေဝင်း100% (4)
- Schedule C - Illustrative Concept Plan PDFDocument1 paginăSchedule C - Illustrative Concept Plan PDFReeshi Raj PandeyÎncă nu există evaluări
- Production SchedulerDocument1 paginăProduction SchedulerAdnene ChouchiÎncă nu există evaluări
- Ipcrf Template 2022Document8 paginiIpcrf Template 2022Lauro GacusanaÎncă nu există evaluări
- OpenSAP Abap1 Unit 5 EXTENS PresentationDocument7 paginiOpenSAP Abap1 Unit 5 EXTENS PresentationSergei DelachÎncă nu există evaluări
- Planning (Activity Map PERT & CPM Analysis To Be Included)Document7 paginiPlanning (Activity Map PERT & CPM Analysis To Be Included)Deepak PooranachandranÎncă nu există evaluări
- Manual: Assembly & InstructionDocument52 paginiManual: Assembly & InstructionnxoxeÎncă nu există evaluări
- OSPL 01 Exercise 3 - en - 2023Document8 paginiOSPL 01 Exercise 3 - en - 2023Guowei LanÎncă nu există evaluări
- Panel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchDocument7 paginiPanel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchSanjayÎncă nu există evaluări
- APQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionDocument6 paginiAPQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionParveen KumarÎncă nu există evaluări
- Tablou AutomatizareDocument3 paginiTablou AutomatizareNicu PuscasÎncă nu există evaluări
- Training PlanDocument34 paginiTraining PlanJAYROME OBIDOÎncă nu există evaluări
- Box File Stickers - 1Document10 paginiBox File Stickers - 1malladhinagarjunaÎncă nu există evaluări
- SOAL ASSEMEN PAKET A BAHASA INGGRIS NewDocument3 paginiSOAL ASSEMEN PAKET A BAHASA INGGRIS Newmtsn4 clpÎncă nu există evaluări
- Raro V ECC & GSISDocument52 paginiRaro V ECC & GSISTricia SibalÎncă nu există evaluări
- Pechay Camote Buchi - Aug7Document36 paginiPechay Camote Buchi - Aug7Rockie Alibio JuanicoÎncă nu există evaluări
- Song FlowDocument4 paginiSong FlowEhij ZheyÎncă nu există evaluări
- Paul's Defence of His Apostleship - Gal 1 - 2Document13 paginiPaul's Defence of His Apostleship - Gal 1 - 231songofjoyÎncă nu există evaluări
- James Burt HistoryDocument9 paginiJames Burt HistoryJan GarbettÎncă nu există evaluări
- Online Book Store System: Bachelor of Computer EngineeringDocument31 paginiOnline Book Store System: Bachelor of Computer Engineeringkalpesh mayekarÎncă nu există evaluări
- Manual GPS Trimble Portugues CFX-750 / FM-750Document246 paginiManual GPS Trimble Portugues CFX-750 / FM-750José Luis Mailkut Pires100% (5)
- Abdukes App PaoerDocument49 paginiAbdukes App PaoerAbdulkerim ReferaÎncă nu există evaluări
- Introduction - Types and ApproachesDocument88 paginiIntroduction - Types and ApproachesAritra DeyÎncă nu există evaluări
- Rationale of Labour Welfare To Employers and EmployeesDocument20 paginiRationale of Labour Welfare To Employers and Employeesajit yadav100% (1)
- Case DigestsDocument12 paginiCase DigestsHusni B. SaripÎncă nu există evaluări
- Rapid Prototyping and Rapid Tooling TheDocument24 paginiRapid Prototyping and Rapid Tooling TheGopinath GangadhariÎncă nu există evaluări
- A Study of Consumer Protection Act Related Related To Banking SectorDocument7 paginiA Study of Consumer Protection Act Related Related To Banking SectorParag SaxenaÎncă nu există evaluări
- Business Management Business ManagementDocument31 paginiBusiness Management Business ManagementDoyieÎncă nu există evaluări
- Nonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferDocument3 paginiNonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferYamile CruzÎncă nu există evaluări
- FABM 1-Answer Sheet-Q1 - Summative TestDocument2 paginiFABM 1-Answer Sheet-Q1 - Summative TestFlorante De Leon100% (2)
- Mouth Tongue and Salivary GlandsDocument52 paginiMouth Tongue and Salivary GlandsIrfan FalahÎncă nu există evaluări
- Ring Spinning Machine LR 6/S Specification and Question AnswerDocument15 paginiRing Spinning Machine LR 6/S Specification and Question AnswerPramod Sonbarse100% (3)
- QinQ Configuration PDFDocument76 paginiQinQ Configuration PDF_kochalo_100% (1)
- Online Gaming and Social BehaviorDocument13 paginiOnline Gaming and Social BehaviorPave Llido100% (1)
- Ventures Onsite Market Awards 22062023 64935868dDocument163 paginiVentures Onsite Market Awards 22062023 64935868dhamzarababa21Încă nu există evaluări
- Maths-Term End Examination-2020-2021 (2020-2021, MATHS)Document6 paginiMaths-Term End Examination-2020-2021 (2020-2021, MATHS)Venkat Balaji0% (1)
- The Liberal Welfare Reforms 1906Document5 paginiThe Liberal Welfare Reforms 1906Skye G-sÎncă nu există evaluări
- Lesson Plan Design: Ccss - Ela-Literacy - Rf.2.3Document6 paginiLesson Plan Design: Ccss - Ela-Literacy - Rf.2.3api-323520361Încă nu există evaluări
- Lecture 1. Introducing Second Language AcquisitionDocument18 paginiLecture 1. Introducing Second Language AcquisitionДиляра КаримоваÎncă nu există evaluări
- Culvert StatementDocument4 paginiCulvert StatementRubul Prasad DasÎncă nu există evaluări
- Allen Science M T Class 10Document14 paginiAllen Science M T Class 10krishnaÎncă nu există evaluări
- City Marketing: Pengelolaan Kota Dan WilayahDocument21 paginiCity Marketing: Pengelolaan Kota Dan WilayahDwi RahmawatiÎncă nu există evaluări
- Machine Tools Design: InstructorsDocument31 paginiMachine Tools Design: InstructorsAladdin AdelÎncă nu există evaluări