S-ar putea să vă placă și
- Under CutterDocument4 paginiUnder CutteralphatoolsÎncă nu există evaluări
- Mirror RadiusDocument14 paginiMirror RadiusalphatoolsÎncă nu există evaluări
- Super End ChipperDocument14 paginiSuper End ChipperalphatoolsÎncă nu există evaluări
- CounterboreDocument3 paginiCounterborejonÎncă nu există evaluări
- " Octoblader ": Tooling by Tooling byDocument6 pagini" Octoblader ": Tooling by Tooling byalphatoolsÎncă nu există evaluări
- Swing MillDocument6 paginiSwing MillalphatoolsÎncă nu există evaluări
- 40 years machining seat and guide machinesDocument56 pagini40 years machining seat and guide machinesJohn BelmesÎncă nu există evaluări
- Guide machines seat cutting toolsDocument56 paginiGuide machines seat cutting toolserick161616Încă nu există evaluări
- FRESA AD ELICA mod. SU - Router bit with continuous helical shapeDocument30 paginiFRESA AD ELICA mod. SU - Router bit with continuous helical shapeDavid GüdelÎncă nu există evaluări
- SAMURAI Anti-Vibration Tool - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDocument28 paginiSAMURAI Anti-Vibration Tool - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsÎncă nu există evaluări
- Product Specifications: Specification Sheet 12 1/4" (311 MM)Document1 paginăProduct Specifications: Specification Sheet 12 1/4" (311 MM)WHWENÎncă nu există evaluări
- Ball Bearing Nom PDFDocument1 paginăBall Bearing Nom PDFramanshriÎncă nu există evaluări
- Polycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDocument3 paginiPolycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsÎncă nu există evaluări
- HF DiemasterDocument18 paginiHF DiemasteralphatoolsÎncă nu există evaluări
- 12.25 MM75D 767489Document1 pagină12.25 MM75D 767489pendexxÎncă nu există evaluări
- U Drills and Spade Drills - 2018Document52 paginiU Drills and Spade Drills - 2018ecarrilloÎncă nu există evaluări
- DownloadDocument20 paginiDownloadsamad behnodfarÎncă nu există evaluări
- B 126 GDocument4 paginiB 126 GJitendra BagalÎncă nu există evaluări
- Catalogo RosqueamentoDocument28 paginiCatalogo RosqueamentoJorgeÎncă nu există evaluări
- Grooving ToolsDocument8 paginiGrooving ToolsAngad BankarÎncă nu există evaluări
- Timken Ball Bearing Catalog 10734Document126 paginiTimken Ball Bearing Catalog 10734NeoÎncă nu există evaluări
- Totem Burrs Catalogue 2015Document34 paginiTotem Burrs Catalogue 2015bhuvneshÎncă nu există evaluări
- 2230 SwissTypeCollets Bushings 2023Document20 pagini2230 SwissTypeCollets Bushings 2023Waseem AnwarÎncă nu există evaluări
- Cutting Tools: Your Partner For Clever ToolingDocument9 paginiCutting Tools: Your Partner For Clever ToolingPalade LucianÎncă nu există evaluări
- Optimize your SEO with 20S Riduttori Coassiali and Riduttori OrtogonaliDocument2 paginiOptimize your SEO with 20S Riduttori Coassiali and Riduttori OrtogonaliMarcelo Walesko de MacedoÎncă nu există evaluări
- 8-1/2" MMD55M: Product SpecificationsDocument1 pagină8-1/2" MMD55M: Product SpecificationsBalkis FatihaÎncă nu există evaluări
- VARDEX Grooving 135-154Document20 paginiVARDEX Grooving 135-154mfbisÎncă nu există evaluări
- TOTEM Carbide BurrDocument36 paginiTOTEM Carbide BurrAbhishekÎncă nu există evaluări
- Grundfos InstructionDocument22 paginiGrundfos InstructionSajeev NerurkarÎncă nu există evaluări
- Nine9 Indexable Milling CutterDocument16 paginiNine9 Indexable Milling Cutterعبدالله محمدÎncă nu există evaluări
- Features: - SpecificationsDocument7 paginiFeatures: - SpecificationsHector0412Încă nu există evaluări
- Type 8din 8dins Ds Jan18Document3 paginiType 8din 8dins Ds Jan18Suresh KumarÎncă nu există evaluări
- Zamil Steel Buildings Design Manual: 1.13. WASHERSDocument1 paginăZamil Steel Buildings Design Manual: 1.13. WASHERSBergheisenÎncă nu există evaluări
- Key Features Designed For Limited Access Boiler Tube BevelingDocument1 paginăKey Features Designed For Limited Access Boiler Tube Bevelingabdulgafoor54Încă nu există evaluări
- Product Specifications: Specification Sheet 16" (406 MM)Document1 paginăProduct Specifications: Specification Sheet 16" (406 MM)Daniel NavarroÎncă nu există evaluări
- Timken Ball Bearing Catalog 10734Document126 paginiTimken Ball Bearing Catalog 10734محمد داخلÎncă nu există evaluări
- Sharma Potentiometers Quick Reference GuideDocument17 paginiSharma Potentiometers Quick Reference GuideGabriel RacuÎncă nu există evaluări
- View PDFDocument44 paginiView PDFvbraz582Încă nu există evaluări
- 6.75 GTD63C 1050637Document1 pagină6.75 GTD63C 1050637Leonardo BarriosÎncă nu există evaluări
- STANDARD OF TURNING INSERT GRADESDocument110 paginiSTANDARD OF TURNING INSERT GRADESMax NovaxÎncă nu există evaluări
- HOW TO OPTIMIZE BORING BAR PERFORMANCEDocument42 paginiHOW TO OPTIMIZE BORING BAR PERFORMANCEJorge Roman SantosÎncă nu există evaluări
- Wet Scrapper Equipment SpecificationDocument1 paginăWet Scrapper Equipment Specificationprashant mishraÎncă nu există evaluări
- Dapra Metric Series EnglishDocument18 paginiDapra Metric Series EnglishPuneeth KumarÎncă nu există evaluări
- Aluminium Technical DataDocument27 paginiAluminium Technical DataBanhBeoBi1Încă nu există evaluări
- Applecarbide Catalogue For Metric EndmillsDocument42 paginiApplecarbide Catalogue For Metric EndmillsAlex Kiko VillalobosÎncă nu există evaluări
- Tungaloy - Cutting Tools PDFDocument1.252 paginiTungaloy - Cutting Tools PDFazb00178Încă nu există evaluări
- Bolts Std.Document8 paginiBolts Std.ravikirangeÎncă nu există evaluări
- New From NT TOOL After Our Quest For... New From NT TOOL After Our Quest For..Document8 paginiNew From NT TOOL After Our Quest For... New From NT TOOL After Our Quest For..DANIEL MANRIQUEZ FAVILAÎncă nu există evaluări
- E - Linear Slot Diffusers PDFDocument17 paginiE - Linear Slot Diffusers PDFabdullah khanÎncă nu există evaluări
- 8 5-FX56sDocument4 pagini8 5-FX56snappyÎncă nu există evaluări
- CatlogoZFresadoZdeZengranajes 1 PDFDocument20 paginiCatlogoZFresadoZdeZengranajes 1 PDFalessandra eichelbergerÎncă nu există evaluări
- Gear box calculations for stabiliser IP65Document2 paginiGear box calculations for stabiliser IP65Venkateswaran venkateswaranÎncă nu există evaluări
- Insert Designation ChartDocument7 paginiInsert Designation ChartShobhith.DevadigaÎncă nu există evaluări
- Sumitomo General Catalogue 2018-2019 Interactive en - CompressedDocument608 paginiSumitomo General Catalogue 2018-2019 Interactive en - CompressedMUHARREMÎncă nu există evaluări
- Tool-Holder SANDVIKDocument8 paginiTool-Holder SANDVIKRodolfo Garduño ColínÎncă nu există evaluări
- Timken Ball Bearings CatalogDocument126 paginiTimken Ball Bearings Catalogmohananc67Încă nu există evaluări
- SINTCOMDocument58 paginiSINTCOMalphatoolsÎncă nu există evaluări
- SAITDocument166 paginiSAITalphatoolsÎncă nu există evaluări
- Z-Carb JetStream SpeedFeedDocument2 paginiZ-Carb JetStream SpeedFeedalphatoolsÎncă nu există evaluări
- Z-Carb JetStreamDocument4 paginiZ-Carb JetStreamalphatoolsÎncă nu există evaluări
- Z Carb MDDocument4 paginiZ Carb MDalphatoolsÎncă nu există evaluări
- Z-Carb Corner RadiusDocument4 paginiZ-Carb Corner RadiusalphatoolsÎncă nu există evaluări
- Z-Carb Corner Radius SpeedFeedDocument2 paginiZ-Carb Corner Radius SpeedFeedalphatoolsÎncă nu există evaluări
- DELFERDocument81 paginiDELFERalphatoolsÎncă nu există evaluări
- BondhusDocument52 paginiBondhusalphatoolsÎncă nu există evaluări
- Z-CARB MD SpeedFeedDocument1 paginăZ-CARB MD SpeedFeedalphatoolsÎncă nu există evaluări
- Z-Carb Original End Mills: Revolutionizes MillingDocument4 paginiZ-Carb Original End Mills: Revolutionizes MillingalphatoolsÎncă nu există evaluări
- Z-Carb Corner Radius SpeedFeedDocument2 paginiZ-Carb Corner Radius SpeedFeedalphatoolsÎncă nu există evaluări
- The Finishing Touch: Expect More From A Finishing MillDocument4 paginiThe Finishing Touch: Expect More From A Finishing MillalphatoolsÎncă nu există evaluări
- Z-Carb HTADocument2 paginiZ-Carb HTAalphatoolsÎncă nu există evaluări
- Ti NAMITEDocument2 paginiTi NAMITEalphatoolsÎncă nu există evaluări
- Tri CarbDocument2 paginiTri CarbalphatoolsÎncă nu există evaluări
- Ski CarbDocument4 paginiSki CarbalphatoolsÎncă nu există evaluări
- Turbo CarbDocument2 paginiTurbo CarbalphatoolsÎncă nu există evaluări
- SCarb 012004Document12 paginiSCarb 012004alphatoolsÎncă nu există evaluări
- Power CarbDocument3 paginiPower CarbalphatoolsÎncă nu există evaluări
- OSBORN Retail & Trading ConceptsDocument1 paginăOSBORN Retail & Trading ConceptsalphatoolsÎncă nu există evaluări
- Ice-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdDocument4 paginiIce-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdalphatoolsÎncă nu există evaluări
- Osborn EZ-Flex CatalogueDocument1 paginăOsborn EZ-Flex CataloguealphatoolsÎncă nu există evaluări
- HPC Flyer UnzippedDocument8 paginiHPC Flyer UnzippedalphatoolsÎncă nu există evaluări
- Osborn Novoflex-B CatalogueDocument1 paginăOsborn Novoflex-B CataloguealphatoolsÎncă nu există evaluări
- VDI enDocument110 paginiVDI enalphatoolsÎncă nu există evaluări
- AD-Coated End MillsDocument2 paginiAD-Coated End MillsalphatoolsÎncă nu există evaluări
- Osborn Load Runners CatalogueDocument1 paginăOsborn Load Runners CataloguealphatoolsÎncă nu există evaluări
- Osborn Top CatalogueDocument1 paginăOsborn Top CataloguealphatoolsÎncă nu există evaluări
- Osborn Pro CatalogueDocument1 paginăOsborn Pro CataloguealphatoolsÎncă nu există evaluări
- M-114-11R ManualDocument68 paginiM-114-11R Manualjuan apazaÎncă nu există evaluări
- Ez 402HS PDSDocument2 paginiEz 402HS PDSSiva KumarÎncă nu există evaluări
- 3161 Governor PDFDocument4 pagini3161 Governor PDFMohsin Elgondi100% (1)
- Service Manual: CD ReceiverDocument16 paginiService Manual: CD ReceiveradrianÎncă nu există evaluări
- WEG Guia de Instalacao Mt6050ip Mt8050ip Quick Guide EnglishDocument2 paginiWEG Guia de Instalacao Mt6050ip Mt8050ip Quick Guide EnglishlucasmenegazzoÎncă nu există evaluări
- LF End Suction Pump: A Grundfos CompanyDocument4 paginiLF End Suction Pump: A Grundfos CompanyDya WiÎncă nu există evaluări
- BD3 Fire SafetyDocument7 paginiBD3 Fire SafetySeven SantosÎncă nu există evaluări
- INSY2041 Computer Organization and Architecture: Debre Berhan University Belesti YDocument18 paginiINSY2041 Computer Organization and Architecture: Debre Berhan University Belesti YBelesti YenegetaÎncă nu există evaluări
- Simpson Strong Tie Catalog 09Document196 paginiSimpson Strong Tie Catalog 09Jeff Strickland100% (1)
- Hydraulic Gear Pumps Q OverviewDocument8 paginiHydraulic Gear Pumps Q OverviewHuseyin TASKINÎncă nu există evaluări
- Bus Station Design ElementsDocument31 paginiBus Station Design ElementsRapha RachoÎncă nu există evaluări
- Advanced Engine Study ProgramDocument248 paginiAdvanced Engine Study Programapi-3827338Încă nu există evaluări
- D45 CatDocument5 paginiD45 CatJiménez ManuelÎncă nu există evaluări
- Power Plant Control System Tuning Short Course Notes PDFDocument62 paginiPower Plant Control System Tuning Short Course Notes PDFsedianpoÎncă nu există evaluări
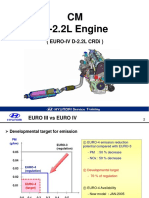
- 3 - CM D-2.2L EngineDocument52 pagini3 - CM D-2.2L EngineDardan Husi100% (1)
- MEYCO Underground Construction: Sprayed Concrete - BasicsDocument36 paginiMEYCO Underground Construction: Sprayed Concrete - BasicsHsaam HsaamÎncă nu există evaluări
- Steel Specification ComparisonsDocument1 paginăSteel Specification Comparisonssmith willÎncă nu există evaluări
- BurneyDocument22 paginiBurneyRidvan YigitÎncă nu există evaluări
- Up Church 2017Document15 paginiUp Church 2017Saif Ur RehmanÎncă nu există evaluări
- CXC CSEC Technical Drawing 2017 June P2 PDFDocument4 paginiCXC CSEC Technical Drawing 2017 June P2 PDFdarren downer100% (1)
- Bomba de EspumaDocument16 paginiBomba de EspumaArmandoAndreÎncă nu există evaluări
- Energy ConversionDocument16 paginiEnergy ConversionPinjala AnoopÎncă nu există evaluări
- Piping Pressure TestingDocument40 paginiPiping Pressure Testingalirezashiri0% (1)
- Schedule of Loads: Single Line DiagramDocument1 paginăSchedule of Loads: Single Line DiagramМарк Артём Лимот АпаллаÎncă nu există evaluări
- Thermal Power Plant Report: Coal Handling, Boilers, Turbines & MoreDocument66 paginiThermal Power Plant Report: Coal Handling, Boilers, Turbines & MoreAdityaSinghÎncă nu există evaluări
- Hackingstem Hotwheels InstructionsDocument19 paginiHackingstem Hotwheels Instructionsapi-275968397Încă nu există evaluări
- Sigma Marine Coatings Manual - Part106Document2 paginiSigma Marine Coatings Manual - Part106Tommy2020Încă nu există evaluări
- Oi/N Malaysia Final Examination: SessionDocument10 paginiOi/N Malaysia Final Examination: Sessionsharif100% (1)
- Aalco Aluminium PDFDocument33 paginiAalco Aluminium PDFMihai NedeaÎncă nu există evaluări
- Art Cool Inverter Product Data BookDocument31 paginiArt Cool Inverter Product Data Bookacer_5101Încă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsDe la EverandDesign for How People Think: Using Brain Science to Build Better ProductsEvaluare: 4 din 5 stele4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveDe la EverandUnderstanding Automotive Electronics: An Engineering PerspectiveEvaluare: 3.5 din 5 stele3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDe la EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsÎncă nu există evaluări
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- 507 Mechanical Movements: Mechanisms and DevicesDe la Everand507 Mechanical Movements: Mechanisms and DevicesEvaluare: 4 din 5 stele4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDe la EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryEvaluare: 4 din 5 stele4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- The User's Journey: Storymapping Products That People LoveDe la EverandThe User's Journey: Storymapping Products That People LoveEvaluare: 3.5 din 5 stele3.5/5 (8)
- Electrical Principles and Technology for EngineeringDe la EverandElectrical Principles and Technology for EngineeringEvaluare: 4 din 5 stele4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDe la EverandOperational Amplifier Circuits: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableDe la EverandDesign Is The Problem: The Future of Design Must Be SustainableEvaluare: 1.5 din 5 stele1.5/5 (2)
- The Designer's Guide to the Cortex-M Processor FamilyDe la EverandThe Designer's Guide to the Cortex-M Processor FamilyÎncă nu există evaluări
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDe la EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorEvaluare: 4 din 5 stele4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDe la EverandIconic Advantage: Don’t Chase the New, Innovate the OldEvaluare: 4 din 5 stele4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDe la EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsÎncă nu există evaluări
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDe la EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceEvaluare: 4 din 5 stele4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDe la EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerEvaluare: 5 din 5 stele5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDe la EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationEvaluare: 4.5 din 5 stele4.5/5 (2)