S-ar putea să vă placă și
- Repere Metodologice Anexa MecanicaDocument625 paginiRepere Metodologice Anexa MecanicaIon RopaÎncă nu există evaluări
- Actionari Pneumatice in MecatronicaDocument245 paginiActionari Pneumatice in MecatronicaSumanaru-Rotaru GabrielÎncă nu există evaluări
- Uzura Masinilor Si Utilajelor (1) PROIECTUL BUNDocument35 paginiUzura Masinilor Si Utilajelor (1) PROIECTUL BUNAnonymous YM3Uu5cS100% (1)
- Masini Alezat FrezatDocument11 paginiMasini Alezat FrezatGavrila Andrei100% (2)
- A Distribuitoarelor Hidraulice Si PneumaticeDocument22 paginiA Distribuitoarelor Hidraulice Si PneumaticeCosti Puscas100% (2)
- Asamblari Demontabile Prin FiletDocument19 paginiAsamblari Demontabile Prin FiletCristian NeculaÎncă nu există evaluări
- Intretinerea Si Repararea Instalatiilor PneumaticeDocument28 paginiIntretinerea Si Repararea Instalatiilor Pneumaticetanase_v100% (7)
- Uzarea Si Tipuri de Uzura Ce Apar in Functionarea Masinilor Utilajelor Si InstalatiilorDocument22 paginiUzarea Si Tipuri de Uzura Ce Apar in Functionarea Masinilor Utilajelor Si InstalatiilorVictor Olaru86% (14)
- Detectarea DefectelorDocument19 paginiDetectarea DefectelorMunteanu Anca100% (1)
- Defectele Maşinilor Şi Echipamentelor IndustrialeDocument9 paginiDefectele Maşinilor Şi Echipamentelor IndustrialeCiocoiu Ioana100% (2)
- CuplajeDocument32 paginiCuplajebitulescu2444Încă nu există evaluări
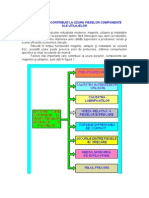
- Factorii Care Contribuie La Uzura Pieselor ComponenteDocument11 paginiFactorii Care Contribuie La Uzura Pieselor ComponenteTeliceanu Virginia75% (4)
- Laminarea SemifabricatelorDocument6 paginiLaminarea SemifabricatelorAnatolie Romanciuc100% (1)
- Prelucrarea Prin Eroziune ElectricaDocument20 paginiPrelucrarea Prin Eroziune ElectricaCeusan AncaÎncă nu există evaluări
- Intretinerea Distribuitoarelor HidrauliceDocument15 paginiIntretinerea Distribuitoarelor HidrauliceStroe ZorinaÎncă nu există evaluări
- Maşini de GăuritDocument3 paginiMaşini de GăuritFometescu OctavianÎncă nu există evaluări
- CuplajeDocument31 paginiCuplajeSimo BrighiteÎncă nu există evaluări
- Uzarea Sistemelor TehniceDocument7 paginiUzarea Sistemelor TehniceAndrei CarpÎncă nu există evaluări
- Obiectivele Si Mijloacele de Reparatie A UtilajelorDocument3 paginiObiectivele Si Mijloacele de Reparatie A UtilajelorIce Girl100% (1)
- Exploatarea Masinilor Utilajelor Si Instalatiilor RepairedDocument76 paginiExploatarea Masinilor Utilajelor Si Instalatiilor RepairedMaria Miclau100% (4)
- 04 - Defectiuni - DefectareDocument16 pagini04 - Defectiuni - DefectareCristina Ionita100% (2)
- Mentenanta Instalatiilor HidrauliceDocument33 paginiMentenanta Instalatiilor HidrauliceDorin Marian100% (15)
- Tipuri-de-UzuriDocument14 paginiTipuri-de-UzuriNiculae100% (1)
- Tehnician Mecanic Intretinere Si Reparatii PDFDocument442 paginiTehnician Mecanic Intretinere Si Reparatii PDFAnonymous LS9nXR60100% (1)
- Uzura Si Durabilitatea Sculelor Aschietoare - C6Document29 paginiUzura Si Durabilitatea Sculelor Aschietoare - C6andrapena50% (2)
- Asamblari NedemontabileDocument35 paginiAsamblari NedemontabileAlexandra Elena100% (2)
- Aparataj AuxiliarDocument10 paginiAparataj AuxiliarIulian OprescuÎncă nu există evaluări
- Acţionarea Pneumatică A DispozitivelorDocument23 paginiAcţionarea Pneumatică A DispozitivelorPodaru DanaÎncă nu există evaluări
- Curs Asamblari Mecanice m7Document104 paginiCurs Asamblari Mecanice m7corina_anirocÎncă nu există evaluări
- Transmisii Cu Roti Dintate.Document33 paginiTransmisii Cu Roti Dintate.mihagaby50% (4)
- CUPLAJEDocument34 paginiCUPLAJEAlina MicleÎncă nu există evaluări
- Lagare Cu AlunecareDocument15 paginiLagare Cu AlunecareDaniel LărgeanuÎncă nu există evaluări
- Supape de Sens2Document25 paginiSupape de Sens2Empos ComÎncă nu există evaluări
- Lagare Cu AlunecareDocument15 paginiLagare Cu AlunecareOrzan Cornelia AlinaÎncă nu există evaluări
- Reconditionarea Pieselor Prin Deformare Plastica ProiectDocument27 paginiReconditionarea Pieselor Prin Deformare Plastica Proiecttudysvv100% (3)
- Structura Generala A Utilajelor Si InstalatiilorDocument19 paginiStructura Generala A Utilajelor Si InstalatiilorGeorgica88% (8)
- Arbori Si OsiiDocument14 paginiArbori Si OsiiMihaiBuleu100% (1)
- Tehnologii de Reconditionare Prin SudareDocument56 paginiTehnologii de Reconditionare Prin Sudareraresh18100% (1)
- Asamblari DemontabileDocument32 paginiAsamblari DemontabileEnache PopescuÎncă nu există evaluări
- Exploatarea Maşinilor, Utilajelor InstalaţiilorDocument3 paginiExploatarea Maşinilor, Utilajelor Instalaţiilorstan mihaela lacramioara100% (1)
- Maşini de RectificatDocument16 paginiMaşini de RectificatNicoleta MelinteÎncă nu există evaluări
- Prelucrarea Prin MortezareDocument5 paginiPrelucrarea Prin MortezareIonică Alexandru100% (1)
- Lagare Cu RostogolireDocument31 paginiLagare Cu Rostogolireandreibercea75% (4)
- Detectarea DefectelorDocument6 paginiDetectarea DefectelorSebseb4457% (7)
- Detectarea DefectelorDocument23 paginiDetectarea DefectelorDanilaEvelina100% (1)
- Detectarea DefectelorDocument5 paginiDetectarea DefectelorHutuMarlenaÎncă nu există evaluări
- Detectarea DefectelorDocument6 paginiDetectarea DefectelorNicoleta MelinteÎncă nu există evaluări
- C System Reliability 3b RO TraducereDocument28 paginiC System Reliability 3b RO TraducereAndrei CiobanasuÎncă nu există evaluări
- Fișă de DocumentareDocument6 paginiFișă de DocumentareCarla CarlaÎncă nu există evaluări
- l4 Metode de Analiza Fiabilitatii SistemelorDocument8 paginil4 Metode de Analiza Fiabilitatii SistemelorLotorosanu AlexÎncă nu există evaluări
- RCM CursantiDocument26 paginiRCM CursantiCiprian MoldoveanuÎncă nu există evaluări
- Poane Alexandra - Analiza Arborelui de DefecteDocument5 paginiPoane Alexandra - Analiza Arborelui de DefecteAlexandra IoanaÎncă nu există evaluări
- FMEADocument13 paginiFMEAGabriel Lutea100% (10)
- 01 - Defectele Si Erorile - Merged PDFDocument69 pagini01 - Defectele Si Erorile - Merged PDFTeodora MirionÎncă nu există evaluări
- Toleranta DefectareDocument13 paginiToleranta DefectareLaura2032Încă nu există evaluări
- Surse de erori Tema 2 Marin Madalin 141IDDocument6 paginiSurse de erori Tema 2 Marin Madalin 141IDPOPA IsabelaÎncă nu există evaluări
- 5 Risc Tehnic Tehnologic Metoda AMDECDocument50 pagini5 Risc Tehnic Tehnologic Metoda AMDECAndreeaCristacheÎncă nu există evaluări
- Toleranta La DefectariDocument6 paginiToleranta La DefectariAndrei Grecu100% (1)
- Diagnoza Defectelor TehniceDocument17 paginiDiagnoza Defectelor TehniceCristina NichiforovÎncă nu există evaluări