S-ar putea să vă placă și
- Scrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!De la EverandScrum - Le Guide Ultime des Méthodes Agiles Essentielles de Scrum!Încă nu există evaluări
- LEAN FiDocument38 paginiLEAN Fibriki samahÎncă nu există evaluări
- Les Outils ? D'un Lean ManagerDocument44 paginiLes Outils ? D'un Lean ManagerBasel ClubisteÎncă nu există evaluări
- Planification et contrôle de la production et des stocks : techniques et pratiquesDe la EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesEvaluare: 3 din 5 stele3/5 (1)
- Jeudukanban2013 131223073258 Phpapp02Document45 paginiJeudukanban2013 131223073258 Phpapp02Yassine MezianeÎncă nu există evaluări
- Évaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesDe la EverandÉvaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesÎncă nu există evaluări
- CoursGA (Simulation)Document105 paginiCoursGA (Simulation)sor_68mÎncă nu există evaluări
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsDe la EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsÎncă nu există evaluări
- Concept de BaseDocument52 paginiConcept de BaseWolaé Mathurin Edmond AmegandjinÎncă nu există evaluări
- Bien débuter avec Keynote: Vos présentations avec le MacDe la EverandBien débuter avec Keynote: Vos présentations avec le MacÎncă nu există evaluări
- Lean Six Sigma AperçuDocument13 paginiLean Six Sigma AperçuMohamed EL MaaroufiÎncă nu există evaluări
- Une démarche réflexive pour la formation en santé: Un accompagnement socioconstructivisteDe la EverandUne démarche réflexive pour la formation en santé: Un accompagnement socioconstructivisteÎncă nu există evaluări
- Guide Amdec Trs Intressant 160211075316 PDFDocument27 paginiGuide Amdec Trs Intressant 160211075316 PDFHantanirina Miarintsoa ANDRIANARIJAONAÎncă nu există evaluări
- Initiation A Labview Les Bases de La Programmation - SommaireDocument8 paginiInitiation A Labview Les Bases de La Programmation - Sommaireabdennabi lahdiri0% (1)
- Modélisation des connaissances et des compétencesDe la EverandModélisation des connaissances et des compétencesÎncă nu există evaluări
- QRQC Conference1Document37 paginiQRQC Conference1Mohamed BchihyÎncă nu există evaluări
- La mémoire de travail: Théories, développement et pathologiesDe la EverandLa mémoire de travail: Théories, développement et pathologiesÎncă nu există evaluări
- La Gestion de Production Lean Et Ses Outils Document Partie 1 PDFDocument64 paginiLa Gestion de Production Lean Et Ses Outils Document Partie 1 PDFhamid_touhamiÎncă nu există evaluări
- Une Gestion Des Processus Industriels (MES) - Manufacturing PDFDocument72 paginiUne Gestion Des Processus Industriels (MES) - Manufacturing PDFChrisnel MissilouÎncă nu există evaluări
- Contribution A La Mise en Oeuvre D'une Maintenance Centralisee: Conception Et Optimisation D'un Atelier de MaintenanceDocument144 paginiContribution A La Mise en Oeuvre D'une Maintenance Centralisee: Conception Et Optimisation D'un Atelier de MaintenanceNassim YanisÎncă nu există evaluări
- Groupe N°26 - L'optimisation de La ProductionnDocument19 paginiGroupe N°26 - L'optimisation de La ProductionnOverDoc100% (2)
- Lean Manufacturing PDFDocument55 paginiLean Manufacturing PDFAbdellah ElangraÎncă nu există evaluări
- Chapitre 2 La Qualité en ProductionDocument17 paginiChapitre 2 La Qualité en ProductionNabil TAALLAHÎncă nu există evaluări
- Cout de La Non QualitéDocument31 paginiCout de La Non QualitécatttttÎncă nu există evaluări
- Fiche Prevention 14 La Methode Des 5 SDocument1 paginăFiche Prevention 14 La Methode Des 5 SdarlukÎncă nu există evaluări
- 02 Les Outils Qualite PDFDocument26 pagini02 Les Outils Qualite PDFFousseyni TRAOREÎncă nu există evaluări
- Stratégie D'entreprises - Nouvelles Contraintes Et Nouveaux EnjeuxDocument268 paginiStratégie D'entreprises - Nouvelles Contraintes Et Nouveaux EnjeuxCaroline BaillezÎncă nu există evaluări
- Industrie 4.0 WebDocument27 paginiIndustrie 4.0 WebOusmane DIALLOÎncă nu există evaluări
- Cours MRPDocument22 paginiCours MRPHiba AddiouiÎncă nu există evaluări
- Cours Gestion de ProductionDocument242 paginiCours Gestion de ProductionSolenn RenauxÎncă nu există evaluări
- FMD1Document16 paginiFMD1mnassri houcineÎncă nu există evaluări
- Poka YokeDocument8 paginiPoka YokeAbdellah El BarkanyÎncă nu există evaluări
- Gestion Production PDFDocument147 paginiGestion Production PDFredaÎncă nu există evaluări
- Maitrise Que de Procedes 9Document9 paginiMaitrise Que de Procedes 9Ait El Caid AbdellatifÎncă nu există evaluări
- VSM Value Stream Mapping Eiphedeïx Int. Guide Pratique Vsept 2019Document16 paginiVSM Value Stream Mapping Eiphedeïx Int. Guide Pratique Vsept 2019deziri mohamedÎncă nu există evaluări
- 5S - Master2 GMPRDocument171 pagini5S - Master2 GMPREddehbiÎncă nu există evaluări
- Termes de Réference Lean Six SigmaDocument6 paginiTermes de Réference Lean Six SigmaAmor GharsalliÎncă nu există evaluări
- Complement PythonDocument32 paginiComplement PythonHamza MzÎncă nu există evaluări
- Groupe N°24 - Les Outils de La Gestion de ProductionDocument18 paginiGroupe N°24 - Les Outils de La Gestion de ProductionOverDoc100% (3)
- Cours M2302-1617 PDFDocument12 paginiCours M2302-1617 PDFbenkÎncă nu există evaluări
- Cours AmdecDocument63 paginiCours AmdecBen Mohamed AhlemÎncă nu există evaluări
- Les Temps PrédéterminésDocument7 paginiLes Temps PrédéterminésO'zSama100% (2)
- Les Methodes Et Les Outils de La Qualite en SanteDocument29 paginiLes Methodes Et Les Outils de La Qualite en SantentojoniainaÎncă nu există evaluări
- 7805 Leg Manuel Dutilisateur Revit Chapitre 9 Famille Revit v12015Document15 pagini7805 Leg Manuel Dutilisateur Revit Chapitre 9 Famille Revit v12015Aymen NaimiÎncă nu există evaluări
- Présentation AMDECDocument31 paginiPrésentation AMDECMariem Omyma AbdelliÎncă nu există evaluări
- Pilotage de La Performance - La Clé de L'excellence OpérationnelleDocument20 paginiPilotage de La Performance - La Clé de L'excellence Opérationnelletonysosa994Încă nu există evaluări
- Chapitre 1 Lean ManagementDocument21 paginiChapitre 1 Lean ManagementNabil TAALLAHÎncă nu există evaluări
- État de L'art LeanDocument10 paginiÉtat de L'art LeansarraÎncă nu există evaluări
- Math LabDocument64 paginiMath LabBalde JunaydÎncă nu există evaluări
- Diaporama Gipsi M2 Implant 2Document24 paginiDiaporama Gipsi M2 Implant 2ZakariaChardoudiÎncă nu există evaluări
- Module TPM PV-convertiDocument56 paginiModule TPM PV-convertiallardÎncă nu există evaluări
- Lecon11 PDFDocument17 paginiLecon11 PDFAnass CherrafiÎncă nu există evaluări
- Feuille TageDocument15 paginiFeuille TageBaralahy MpiarakandroÎncă nu există evaluări
- Formation QualiteDocument44 paginiFormation QualiteFaress RabiÎncă nu există evaluări
- SMED MethodeDocument4 paginiSMED Methodeapi-3802191100% (1)
- TPM 5s Presentation Come A CasaDocument131 paginiTPM 5s Presentation Come A CasaZerzouri OmarÎncă nu există evaluări
- Total Productive ManagementDocument46 paginiTotal Productive ManagementmcmaniacÎncă nu există evaluări
- 02 Rousseau PDFDocument95 pagini02 Rousseau PDFchmimoy4421Încă nu există evaluări
- Mémo Stagiaire 18510 NEDocument31 paginiMémo Stagiaire 18510 NEmguisseÎncă nu există evaluări
- THPH 2019 VEDRENNE ValentinDocument134 paginiTHPH 2019 VEDRENNE ValentinmguisseÎncă nu există evaluări
- Programme B0-H0-H0V EXÉCUTANTDocument2 paginiProgramme B0-H0-H0V EXÉCUTANTmguisseÎncă nu există evaluări
- Bus M 2013 Dizek AnthonyDocument64 paginiBus M 2013 Dizek AnthonymguisseÎncă nu există evaluări
- CatalogueCefira 2017Document265 paginiCatalogueCefira 2017mguisseÎncă nu există evaluări
- Gesamtkatalog 2019 02-FRDocument16 paginiGesamtkatalog 2019 02-FRmguisseÎncă nu există evaluări
- Grundfosliterature-5564462 14804398Document36 paginiGrundfosliterature-5564462 14804398mguisseÎncă nu există evaluări
- Mecanique Des FluidesDocument230 paginiMecanique Des FluidesmguisseÎncă nu există evaluări
- Fiche DzetaCAD10 FRDocument2 paginiFiche DzetaCAD10 FRmguisseÎncă nu există evaluări
- 1755 Sujet Febeisi 2013 Bts FeeDocument33 pagini1755 Sujet Febeisi 2013 Bts FeemguisseÎncă nu există evaluări
- FR Broyeur RM-RMPDocument2 paginiFR Broyeur RM-RMPmguisseÎncă nu există evaluări
- Bras de Chargement Kanon - Brochure - FrenchDocument24 paginiBras de Chargement Kanon - Brochure - FrenchmguisseÎncă nu există evaluări
- Brochure Le Convoyeur A Rouleaux MotoriseDocument2 paginiBrochure Le Convoyeur A Rouleaux MotorisemguisseÎncă nu există evaluări
- Sterilisation Traitements Thermiques SterigeneDocument4 paginiSterilisation Traitements Thermiques SterigenemguisseÎncă nu există evaluări
- Bras de Chargement en Source - Ind C LAFONDocument2 paginiBras de Chargement en Source - Ind C LAFONmguisseÎncă nu există evaluări
- Filtre PALL StérileDocument2 paginiFiltre PALL StérilemguisseÎncă nu există evaluări
- FR Distributeur AbmsDocument2 paginiFR Distributeur AbmsmguisseÎncă nu există evaluări
- Dimension Hourdis Plancher 12+4 Newbeams®Document3 paginiDimension Hourdis Plancher 12+4 Newbeams®mguisseÎncă nu există evaluări
- DIMENSION HOURDIS Plancher 16 + 4 NEWBEAMS®Document3 paginiDIMENSION HOURDIS Plancher 16 + 4 NEWBEAMS®mguisseÎncă nu există evaluări
- Manuel de Fonctionnement Des ComptesDocument254 paginiManuel de Fonctionnement Des Comptesderbal.abdennacerÎncă nu există evaluări
- 0 - Efm Techniques de VenteDocument2 pagini0 - Efm Techniques de VentebusinessmanidouarÎncă nu există evaluări
- CSTC-2009-Bétons Ultra Hautes PerformancesDocument8 paginiCSTC-2009-Bétons Ultra Hautes PerformancesJoseph KanaanÎncă nu există evaluări
- La Religion de LislamDocument10 paginiLa Religion de LislamgilmarÎncă nu există evaluări
- Approche Processus FormationDocument8 paginiApproche Processus FormationSaher WajdiÎncă nu există evaluări
- Secteur BTP Au MarocDocument4 paginiSecteur BTP Au Marocayoub ghouatiÎncă nu există evaluări
- Un Guide Pour Limplantation Dglises Melvin L HodgesDocument36 paginiUn Guide Pour Limplantation Dglises Melvin L HodgesJean Gardy Dorimain100% (2)
- F - Chapitre 6Document26 paginiF - Chapitre 6Michel BruleyÎncă nu există evaluări
- Des Députés Européens de 13 Pays Écrivent À La FIFA Pour L'alerter Contre L'inclusion de Stades Dans Les Territoires Occupés Du Sahara OccidentalDocument2 paginiDes Députés Européens de 13 Pays Écrivent À La FIFA Pour L'alerter Contre L'inclusion de Stades Dans Les Territoires Occupés Du Sahara Occidentalporunsaharalibre.orgÎncă nu există evaluări
- Programme Classe de CM1Document22 paginiProgramme Classe de CM1Frederic von LothringenÎncă nu există evaluări
- Programme de Messe 5eme Dimanche de Paques A PDFDocument2 paginiProgramme de Messe 5eme Dimanche de Paques A PDFlinda nyliÎncă nu există evaluări
- OntologieDocument2 paginiOntologieleilalilyana950Încă nu există evaluări
- Synthese Droit de La FamilleDocument15 paginiSynthese Droit de La FamilleDEHÎncă nu există evaluări
- 1502 Le Cacao Dans Les Coutumes Populaires Du Venezuela J VellardDocument9 pagini1502 Le Cacao Dans Les Coutumes Populaires Du Venezuela J VellardElisee princeÎncă nu există evaluări
- INTRODUCTIONDocument4 paginiINTRODUCTIONAbraham SchekinaÎncă nu există evaluări
- Des Jardins Originaux Dans Nos VillesDocument1 paginăDes Jardins Originaux Dans Nos Villesmoussa0001Încă nu există evaluări
- Vocabolario, Grammatica e AttivitáDocument112 paginiVocabolario, Grammatica e AttivitáMihaela BajenaruÎncă nu există evaluări
- La Révolution de La Finance - Tome 2 by André Lévy-LangDocument184 paginiLa Révolution de La Finance - Tome 2 by André Lévy-LangGuillaume FLOUX (Théma)Încă nu există evaluări
- Omci - Liste Des Documents Requis Pour Le PartenariatDocument7 paginiOmci - Liste Des Documents Requis Pour Le PartenariatDavid nyanÎncă nu există evaluări
- Évaluation: CLASSE: Première Voie: ENSEIGNEMENT: Histoire-Géographie Durée de L'Épreuve: 2HDocument4 paginiÉvaluation: CLASSE: Première Voie: ENSEIGNEMENT: Histoire-Géographie Durée de L'Épreuve: 2HALAAÎncă nu există evaluări
- Cours D Arbitrage Pour Le PricingDocument43 paginiCours D Arbitrage Pour Le PricingAchraf SymÎncă nu există evaluări
- Fiche 1Document2 paginiFiche 1Youssef AsliÎncă nu există evaluări
- Unite de Fabrication de Couvercle en Beton Dossier TechniqueDocument6 paginiUnite de Fabrication de Couvercle en Beton Dossier TechniqueHoussamHannad50% (2)
- Scénario ContratDocument10 paginiScénario ContratalimadÎncă nu există evaluări
- L'occupation Italienne Du Sud de La FranceDocument5 paginiL'occupation Italienne Du Sud de La FrancePierre AbramoviciÎncă nu există evaluări
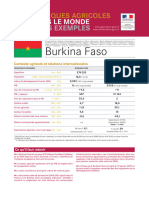
- Fichepays2014 Burkina Faso - Cle499519Document6 paginiFichepays2014 Burkina Faso - Cle499519orianechabossou2021Încă nu există evaluări
- Manuel Atelier Boite Vitesse FiatIvecoDocument58 paginiManuel Atelier Boite Vitesse FiatIvecojuanÎncă nu există evaluări
- Project Muse 774083Document36 paginiProject Muse 774083rorowetzel02330Încă nu există evaluări
- Memoire Vu - Adikpi observationKOKOLOKODocument22 paginiMemoire Vu - Adikpi observationKOKOLOKOkomi sewonuÎncă nu există evaluări
- Éléphant de Savane D'afriqueDocument6 paginiÉléphant de Savane D'afriqueOrcel GenesysÎncă nu există evaluări