S-ar putea să vă placă și
- FCAW Overlay WPSDocument2 paginiFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- Welder Performance Qualification-Interactive Form QW-484ADocument1 paginăWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- Welding Proposed Pwps For Our Jubail WorkDocument2 paginiWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Sample API 1104 WpsDocument6 paginiSample API 1104 Wpsjacquesmayol100% (2)
- 19403955-WPS M.S. Is 2062Document10 pagini19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- WPS PQR WPQ PeiplDocument16 paginiWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- Sa 516 GR 70 WPSDocument5 paginiSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- Wps 316L Gtaw R00Document3 paginiWps 316L Gtaw R00Richard Periyanayagam100% (3)
- Val Caraig WPQTDocument1 paginăVal Caraig WPQTMark Jason M. BrualÎncă nu există evaluări
- WPS PQR-01Document9 paginiWPS PQR-01Ranjan Kumar0% (1)
- Pqr-152 - Run SheetDocument38 paginiPqr-152 - Run SheetMAT-LIONÎncă nu există evaluări
- Smaw PQR FinalDocument3 paginiSmaw PQR Finalsheikmoin100% (1)
- WPS FormatDocument2 paginiWPS FormatAmit SarkarÎncă nu există evaluări
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 paginiProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXÎncă nu există evaluări
- WPS - Api 5L X52 - Codigo Api1104Document1 paginăWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosÎncă nu există evaluări
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 paginiWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Welding Procedure Specifica Tion (WPS) : I I I IDocument5 paginiWelding Procedure Specifica Tion (WPS) : I I I ITrinh DungÎncă nu există evaluări
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 paginiPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXÎncă nu există evaluări
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 paginiWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadÎncă nu există evaluări
- Super Duplex Stainless SteelDocument1 paginăSuper Duplex Stainless SteelUma Shankar100% (2)
- WPS and PQRDocument4 paginiWPS and PQRdandiar1Încă nu există evaluări
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 paginiWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabÎncă nu există evaluări
- WPS For A333 ADocument1 paginăWPS For A333 ARamzi BEN AHMED100% (1)
- Joint Detail (Qw-402)Document2 paginiJoint Detail (Qw-402)Nitesh Patel100% (3)
- Multiple PQR QualificationDocument4 paginiMultiple PQR QualificationKarthikeyan ShanmugavelÎncă nu există evaluări
- WPS 2014-002 006 - 6G PipeDocument3 paginiWPS 2014-002 006 - 6G PipejeswinÎncă nu există evaluări
- Wps Is 2062 GR B Butt-OkDocument2 paginiWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 paginiWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberÎncă nu există evaluări
- SS WPSDocument1 paginăSS WPSMOHAMEDABBASÎncă nu există evaluări
- Wps For Carbon Steel THK 7.11 GtawDocument1 paginăWps For Carbon Steel THK 7.11 GtawAli MoosaviÎncă nu există evaluări
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 paginiPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Wps 1010 IfrDocument28 paginiWps 1010 IfrSyed Mahmud Habibur RahmanÎncă nu există evaluări
- WPS Steps of MakingDocument51 paginiWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- WPS PQR-09Document11 paginiWPS PQR-09Ranjan KumarÎncă nu există evaluări
- Alum 6xxx PwpsDocument1 paginăAlum 6xxx PwpsAbu Zahid100% (1)
- Wps p91 - BhelDocument2 paginiWps p91 - BhelAshish Gupta100% (4)
- WPS D1.6 Annex m1 PDFDocument1 paginăWPS D1.6 Annex m1 PDFbollascribdÎncă nu există evaluări
- PQR FormatDocument2 paginiPQR Formatravi0009880% (5)
- WPS-Tube To Tube Sheet (SS-SS)Document2 paginiWPS-Tube To Tube Sheet (SS-SS)suria qaqcÎncă nu există evaluări
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 paginiWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedÎncă nu există evaluări
- Welder Monitoring SheetDocument1 paginăWelder Monitoring SheetQC apollohx100% (1)
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 paginiAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- WPS 316 LDocument4 paginiWPS 316 Llaz_k100% (2)
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Document12 paginiPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinÎncă nu există evaluări
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 paginiDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyÎncă nu există evaluări
- Wqt-Visual-Mag - BS 2Document24 paginiWqt-Visual-Mag - BS 2KyÎncă nu există evaluări
- WPS Dissimilar UpdatedDocument3 paginiWPS Dissimilar UpdatedVimin Prakash100% (1)
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 paginiPhuBia-WPS-AWS D1.1-8-6-2011poulmackÎncă nu există evaluări
- WPQ PDFDocument0 paginiWPQ PDFstanleyÎncă nu există evaluări
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 paginiPage No: 01: SA 240 GR 304 SA 240 GR 304jobertÎncă nu există evaluări
- WPQT CertificateDocument104 paginiWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- Wps (Gtaw & Smaw)Document3 paginiWps (Gtaw & Smaw)Ramadhan AdityaÎncă nu există evaluări
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 paginiWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- WPS Aws D1 1Document2 paginiWPS Aws D1 1Rohit MalhotraÎncă nu există evaluări
- AWSD1 1WPSFormDocument2 paginiAWSD1 1WPSFormHaleem Ur Rashid BangashÎncă nu există evaluări
- WPS - D1.1Document1 paginăWPS - D1.1Nam_HitechÎncă nu există evaluări
- WPS - D1.1 - Prequalified Procedures QSSLDocument26 paginiWPS - D1.1 - Prequalified Procedures QSSLfazeel mohammedÎncă nu există evaluări
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Document2 paginiWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyÎncă nu există evaluări
- Welding Procedure Specification Structural-3GDocument3 paginiWelding Procedure Specification Structural-3Gdndudc78% (9)
- Welding Procedure Specification: Technip KT India LimitedDocument5 paginiWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Experiment - 1: Batch (Differential) Distillation: 1. ObjectiveDocument30 paginiExperiment - 1: Batch (Differential) Distillation: 1. ObjectiveNaren ParasharÎncă nu există evaluări
- Data StructuresDocument4 paginiData StructuresBenjB1983Încă nu există evaluări
- Grade 9 Science Biology 1 DLPDocument13 paginiGrade 9 Science Biology 1 DLPManongdo AllanÎncă nu există evaluări
- Modern School For SaxophoneDocument23 paginiModern School For SaxophoneAllen Demiter65% (23)
- Pioneer vsx-1020-k 1025-k SM PDFDocument132 paginiPioneer vsx-1020-k 1025-k SM PDFluisclaudio31Încă nu există evaluări
- Student Management SystemDocument232 paginiStudent Management Systemslu_mangal73% (37)
- Lab Report SBK Sem 3 (Priscilla Tuyang)Document6 paginiLab Report SBK Sem 3 (Priscilla Tuyang)Priscilla Tuyang100% (1)
- Maritta Koch-Weser, Scott Guggenheim - Social Development in The World Bank - Essays in Honor of Michael M. Cernea-Springer (2021)Document374 paginiMaritta Koch-Weser, Scott Guggenheim - Social Development in The World Bank - Essays in Honor of Michael M. Cernea-Springer (2021)IacobÎncă nu există evaluări
- Kapinga Kamwalye Conservancy ReleaseDocument5 paginiKapinga Kamwalye Conservancy ReleaseRob ParkerÎncă nu există evaluări
- SecuritizationDocument46 paginiSecuritizationHitesh MoreÎncă nu există evaluări
- Virtual Assets Act, 2022Document18 paginiVirtual Assets Act, 2022Rapulu UdohÎncă nu există evaluări
- Chapter 4 - Basic ProbabilityDocument37 paginiChapter 4 - Basic Probabilitynadya shafirahÎncă nu există evaluări
- HRMDocument118 paginiHRMKarthic KasiliaÎncă nu există evaluări
- Exotic DVM 11 3 CompleteDocument12 paginiExotic DVM 11 3 CompleteLuc CardÎncă nu există evaluări
- Futures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialDocument7 paginiFutures Volume 1 Issue 3 1969 (Doi 10.1016/0016-3287 (69) 90026-3) Dennis Livingston - Science Fiction As A Source of Forecast MaterialManticora VenerabilisÎncă nu există evaluări
- Midi Pro Adapter ManualDocument34 paginiMidi Pro Adapter ManualUli ZukowskiÎncă nu există evaluări
- ResumeDocument3 paginiResumeapi-280300136Încă nu există evaluări
- RMC 102-2017 HighlightsDocument3 paginiRMC 102-2017 HighlightsmmeeeowwÎncă nu există evaluări
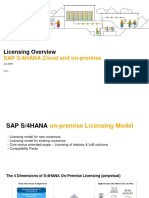
- S4 HANALicensing Model External V19Document28 paginiS4 HANALicensing Model External V19Edir JuniorÎncă nu există evaluări
- Beyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyDocument9 paginiBeyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyGerman Marshall Fund of the United StatesÎncă nu există evaluări
- Wwii TictactoeDocument2 paginiWwii Tictactoeapi-557780348Încă nu există evaluări
- Ritesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Document19 paginiRitesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Abhi SharmaÎncă nu există evaluări
- Iphone and Ipad Development TU GrazDocument2 paginiIphone and Ipad Development TU GrazMartinÎncă nu există evaluări
- Csu Cep Professional Dispositions 1Document6 paginiCsu Cep Professional Dispositions 1api-502440235Încă nu există evaluări
- Manual E07ei1Document57 paginiManual E07ei1EiriHouseÎncă nu există evaluări
- Modern and Nonlinear OpticsDocument181 paginiModern and Nonlinear Opticssoma_venuÎncă nu există evaluări
- Frellwits Swedish Hosts FileDocument10 paginiFrellwits Swedish Hosts FileAnonymous DsGzm0hQf5Încă nu există evaluări
- Guidelines For Prescription Drug Marketing in India-OPPIDocument23 paginiGuidelines For Prescription Drug Marketing in India-OPPINeelesh Bhandari100% (2)
- 07 GDL Web-Site 04 (2021-2022) For 15284Document2 pagini07 GDL Web-Site 04 (2021-2022) For 15284ABCDÎncă nu există evaluări
- Basic Econometrics Questions and AnswersDocument3 paginiBasic Econometrics Questions and AnswersRutendo TarabukuÎncă nu există evaluări