S-ar putea să vă placă și
- Reflow Soldering: Apparatus and Heat Transfer ProcessesDe la EverandReflow Soldering: Apparatus and Heat Transfer ProcessesÎncă nu există evaluări
- Dye and PryDocument11 paginiDye and PryeliasÎncă nu există evaluări
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocument5 paginiWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- SMT and Through Hole DFM GuidelinesDocument30 paginiSMT and Through Hole DFM Guidelinessmtdrkd100% (5)
- ANSI ESDS20202014 v620170328pdfDocument2 paginiANSI ESDS20202014 v620170328pdfdauxomÎncă nu există evaluări
- Intro To SMTDocument38 paginiIntro To SMTShelly NandalÎncă nu există evaluări
- A Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom ApplicationsDocument12 paginiA Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom Applicationsrgoulartc100% (1)
- PCB Failures Webinar: Causes & CuresDocument63 paginiPCB Failures Webinar: Causes & CuresNirud PajanustanÎncă nu există evaluări
- 4412A Amendment 1 (3 07)Document7 pagini4412A Amendment 1 (3 07)Aani MazharÎncă nu există evaluări
- Ipc TM 650 Test Methods ManualDocument3 paginiIpc TM 650 Test Methods ManualPiere Salas HerreraÎncă nu există evaluări
- PCB Assembly GuideDocument16 paginiPCB Assembly Guidenirvan93100% (1)
- Animation For SMT ProcessDocument4 paginiAnimation For SMT Processapi-3760998100% (3)
- PCB Design and Arduino Simulation WorkshopDocument22 paginiPCB Design and Arduino Simulation WorkshopMahiÎncă nu există evaluări
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 paginiIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesAngus CHUÎncă nu există evaluări
- Pcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedDocument40 paginiPcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedTuan Hung NguyenÎncă nu există evaluări
- J STD 020Document13 paginiJ STD 020Wandyy GonçalvesÎncă nu există evaluări
- Design Rules Selective SolderingDocument20 paginiDesign Rules Selective SolderingemirÎncă nu există evaluări
- Stencil Printing PresentationDocument45 paginiStencil Printing Presentationcdsullivan100% (1)
- Aoi SMD As Per Ipc-A-610Document7 paginiAoi SMD As Per Ipc-A-610Satadal GuptaÎncă nu există evaluări
- WI-824-003 First Article InspectionDocument2 paginiWI-824-003 First Article InspectionAndreas Schlager100% (1)
- PCB Surface Finishes Presentation by MultekDocument54 paginiPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Interpretation of J-STD-001 and J-STD-004 Regarding FluxesDocument15 paginiInterpretation of J-STD-001 and J-STD-004 Regarding FluxesCamilo SouzaÎncă nu există evaluări
- Guidelines For Temperature Profiling For Mass Soldering Processes (Reflow & Wave)Document3 paginiGuidelines For Temperature Profiling For Mass Soldering Processes (Reflow & Wave)Selvakumar100% (2)
- Ipc Skill ChallengeDocument38 paginiIpc Skill ChallengeShashidhara SSÎncă nu există evaluări
- Assembly Line BalancingDocument11 paginiAssembly Line BalancingAyush SinghÎncă nu există evaluări
- SMT Process EngineeringDocument4 paginiSMT Process Engineeringshaktiss24_147930359Încă nu există evaluări
- Board Design Guidelines 2003 Rev-ADocument53 paginiBoard Design Guidelines 2003 Rev-Agre_test_takerÎncă nu există evaluări
- Ipc 6013aDocument10 paginiIpc 6013abenmen73Încă nu există evaluări
- J STD 00XDocument31 paginiJ STD 00XXucoSongÎncă nu există evaluări
- Vacuum Soldering Using Formic Acid PaperDocument6 paginiVacuum Soldering Using Formic Acid PaperZine-Eddine BoutaghouÎncă nu există evaluări
- RUSH PCB INC PresentationDocument23 paginiRUSH PCB INC PresentationRUSH PCB IncÎncă nu există evaluări
- SMT Manufacturability Design GuidelinesDocument25 paginiSMT Manufacturability Design GuidelinespcbppcÎncă nu există evaluări
- Lead Free DFM Guidelines From SMTCDocument18 paginiLead Free DFM Guidelines From SMTCsmtdrkd100% (4)
- Navigating Automotive Al Anodizing StandardsDocument17 paginiNavigating Automotive Al Anodizing StandardsMereddy Sunil Kumar ReddyÎncă nu există evaluări
- Paste Troubleshoot PDFDocument52 paginiPaste Troubleshoot PDFbehzad0% (1)
- IPC-J-STD-004B Requirements For Soldering FluxesDocument4 paginiIPC-J-STD-004B Requirements For Soldering FluxesAlejandra G0% (1)
- Manufacturing Supplier Quality Engineer in Nashua NH Resume Daniel DudkaDocument2 paginiManufacturing Supplier Quality Engineer in Nashua NH Resume Daniel DudkaDaniel DudkaÎncă nu există evaluări
- Repair Manual Rev 0 6Document28 paginiRepair Manual Rev 0 6Bob WettermannÎncă nu există evaluări
- IPC-TM-650 Test Methods Manual: Contact Tool Contact ToolDocument2 paginiIPC-TM-650 Test Methods Manual: Contact Tool Contact ToolKaja PrelovsekÎncă nu există evaluări
- Area Ratio and Stencil Thickness CalculatorDocument6 paginiArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- X-Ray Inspection BGA Glenbrook TechnologiesDocument25 paginiX-Ray Inspection BGA Glenbrook TechnologiessakthiÎncă nu există evaluări
- IPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketDocument14 paginiIPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketJohnÎncă nu există evaluări
- MAXXI 6 Sales Presentation 04-2016Document33 paginiMAXXI 6 Sales Presentation 04-2016Marty SchreckÎncă nu există evaluări
- IPC Standard ListDocument40 paginiIPC Standard Listcdming0% (1)
- Basics of Solder Paste PDFDocument28 paginiBasics of Solder Paste PDFRanjitha BÎncă nu există evaluări
- Best Practices FactoryDocument207 paginiBest Practices FactorysmtdrkdÎncă nu există evaluări
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 paginiThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahÎncă nu există evaluări
- The Root Cause of Black PadDocument5 paginiThe Root Cause of Black PadxerxeshakaÎncă nu există evaluări
- DRM Wha B PDFDocument31 paginiDRM Wha B PDFzohebÎncă nu există evaluări
- IPC-9850 Surface Mount Equipment Characterization StandardDocument56 paginiIPC-9850 Surface Mount Equipment Characterization StandardCarlos MascioniÎncă nu există evaluări
- Hot Chemical TestDocument3 paginiHot Chemical TestUSBid Inc.Încă nu există evaluări
- ALPHA Wave Troubleshooting Guide EN 01jun20 BRDocument20 paginiALPHA Wave Troubleshooting Guide EN 01jun20 BRThe HoangÎncă nu există evaluări
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 paginiIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesVenkateswaran venkateswaranÎncă nu există evaluări
- IPC/industry Standard of PCB and PCBA?: PCB Fabrication Steps: (Presentation-How-To-Build-Pcb)Document3 paginiIPC/industry Standard of PCB and PCBA?: PCB Fabrication Steps: (Presentation-How-To-Build-Pcb)HenryÎncă nu există evaluări
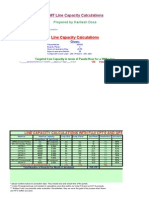
- SMT Line Capacity CalculationsDocument4 paginiSMT Line Capacity Calculationssmtdrkd100% (3)
- PCB DFM V1.1 PDFDocument43 paginiPCB DFM V1.1 PDFAbster1Încă nu există evaluări
- PCB Design For Fabrication IssuesDocument45 paginiPCB Design For Fabrication IssuesAndersonEmanuelOliveiraÎncă nu există evaluări
- Anycubic Plant-Based Resin User Manual V1.0-EN 1Document13 paginiAnycubic Plant-Based Resin User Manual V1.0-EN 1adrianÎncă nu există evaluări
- PCB PrintingDocument12 paginiPCB PrintingNaman AroraÎncă nu există evaluări
- HALT To HASS To HASADocument177 paginiHALT To HASS To HASAapi-3760998100% (3)
- Panasonic OperatorDocument28 paginiPanasonic Operatorapi-3760998100% (2)
- Dye Penetration EVDocument13 paginiDye Penetration EVapi-3760998100% (3)
- C-SAM-Sonix Seminar 1Document34 paginiC-SAM-Sonix Seminar 1api-3760998100% (1)
- INTF-Tape Splicing-OPE-TASP-E-OMAA-0003Document40 paginiINTF-Tape Splicing-OPE-TASP-E-OMAA-0003api-3760998Încă nu există evaluări
- SETUPDocument10 paginiSETUPapi-3760998Încă nu există evaluări
- NPI Flow ChatrsDocument9 paginiNPI Flow Chatrsapi-3760998Încă nu există evaluări
- Panasonic Basic Installation Guide: Presented By: SMT Indian EnggDocument14 paginiPanasonic Basic Installation Guide: Presented By: SMT Indian Enggapi-3760998Încă nu există evaluări
- Animation For SMT ProcessDocument4 paginiAnimation For SMT Processapi-3760998100% (3)
- REF Stabilizing Resistor CalculationsDocument8 paginiREF Stabilizing Resistor CalculationsmaheshÎncă nu există evaluări
- Downloads Drivers Ds800 Development Suite Software 4 1 Ds800 en 133388Document2 paginiDownloads Drivers Ds800 Development Suite Software 4 1 Ds800 en 133388saoÎncă nu există evaluări
- ELECTRICAL INSTALLATIONS Task1Document7 paginiELECTRICAL INSTALLATIONS Task1Akmal HazimÎncă nu există evaluări
- RK310-01 Atmospheric Temperature SensorDocument2 paginiRK310-01 Atmospheric Temperature SensorJAIRO ANDRES CAMACHO GUERREROÎncă nu există evaluări
- Fibcom Login and ConfigurationsDocument45 paginiFibcom Login and ConfigurationsRenny Reynold86% (7)
- T22i Car Installation Guide v1.54.4 ENG PDFDocument26 paginiT22i Car Installation Guide v1.54.4 ENG PDFJuan Carlos GiovattoÎncă nu există evaluări
- Farmpacker 200FPX Manual-CDocument177 paginiFarmpacker 200FPX Manual-CElvio Alvitez TandaypanÎncă nu există evaluări
- Data Sheet (English) - 8001Document8 paginiData Sheet (English) - 8001Nabil ShaukatÎncă nu există evaluări
- Static Timing AnalysisDocument3 paginiStatic Timing AnalysisTarikul IslamÎncă nu există evaluări
- ANG BulletinDocument4 paginiANG BulletinRoron WicaksonoÎncă nu există evaluări
- Egm 60 AfDocument4 paginiEgm 60 Afأبو زينب المهندسÎncă nu există evaluări
- Solutions C5Document54 paginiSolutions C5Alam Castillo Herrera100% (8)
- DSE7410 MKII DSE7420 MKII Configuration Suite PC Software ManualDocument244 paginiDSE7410 MKII DSE7420 MKII Configuration Suite PC Software ManualNelson Júnior100% (2)
- Lesson 3 Resistive Circuit CalculationsDocument10 paginiLesson 3 Resistive Circuit CalculationsBlueprint MihÎncă nu există evaluări
- Final Report On I7Document47 paginiFinal Report On I7Avneeshwar SinghÎncă nu există evaluări
- II B. Tech Signals and Systems Exam QuestionsDocument8 paginiII B. Tech Signals and Systems Exam QuestionsbharadwajÎncă nu există evaluări
- 1420 MHZ LNA SSB-Electronic SLN-1420 1v0Document6 pagini1420 MHZ LNA SSB-Electronic SLN-1420 1v0ga6ba5Încă nu există evaluări
- AK668E+Q7 ManualDocument106 paginiAK668E+Q7 ManualEver J BC75% (8)
- Pic 01 INTRO PDFDocument29 paginiPic 01 INTRO PDFChintan Shah100% (1)
- LMC2014SPI User Manul For Spi G4Document19 paginiLMC2014SPI User Manul For Spi G4Kambiz ZahedÎncă nu există evaluări
- IBW OverviewDocument32 paginiIBW OverviewAbhay SharmaÎncă nu există evaluări
- XID8600 Product Information (Brochure)Document2 paginiXID8600 Product Information (Brochure)anwarsleemÎncă nu există evaluări
- ClusterDocument16 paginiClusterSARAMQRÎncă nu există evaluări
- Moxa-Imc-101-Series-Datasheet-V1.3.pdf CONVERTIDOR DE MEDIOS PDFDocument4 paginiMoxa-Imc-101-Series-Datasheet-V1.3.pdf CONVERTIDOR DE MEDIOS PDFEduardo QuintanaÎncă nu există evaluări
- Description Features: Ltc4100 Smart Battery Charger ControllerDocument30 paginiDescription Features: Ltc4100 Smart Battery Charger ControllerAlexander VargasÎncă nu există evaluări
- Definition of operating modes and transmission fault codesDocument22 paginiDefinition of operating modes and transmission fault codesAhmetÎncă nu există evaluări
- ECE213 Solved QuestionsDocument89 paginiECE213 Solved QuestionsJundeep SharmaÎncă nu există evaluări
- Serial Servo Controller: What Is It?Document11 paginiSerial Servo Controller: What Is It?sofyan timotyÎncă nu există evaluări
- Modeling & Simulation of Spherical Robot Configuration Using Solidworks & MatlabDocument3 paginiModeling & Simulation of Spherical Robot Configuration Using Solidworks & Matlabkarthi0% (1)
- OSM & RC Testing Summary 0320120114973-OkDocument2 paginiOSM & RC Testing Summary 0320120114973-OkMartin RodriguezÎncă nu există evaluări