S-ar putea să vă placă și
- Analisis de Operaciones Balon de GasDocument8 paginiAnalisis de Operaciones Balon de GasSandra Pamela L TÎncă nu există evaluări
- Optimizar el flujo de producciónDocument20 paginiOptimizar el flujo de producciónAndrea MacedoÎncă nu există evaluări
- Clase 11 - EstTiemposDocument95 paginiClase 11 - EstTiemposEstudiante INGÎncă nu există evaluări
- Guia6-Estudio de TiemposDocument13 paginiGuia6-Estudio de TiemposSandra Pamela L TÎncă nu există evaluări
- PERUCUERSADocument7 paginiPERUCUERSAJorge PumacotaÎncă nu există evaluări
- Estudio de tiempo de fabricación de balones de gasDocument13 paginiEstudio de tiempo de fabricación de balones de gastatimayi100% (2)
- Practica 6 de Lab (Imprimir)Document19 paginiPractica 6 de Lab (Imprimir)Atvelm Urachua Gonzales100% (1)
- Desarrollo de Práctica 12Document5 paginiDesarrollo de Práctica 12Felipe Félix Arias GutiérrezÎncă nu există evaluări
- Tema 11.1 - Distribuciones Prob - Ucsm PDFDocument36 paginiTema 11.1 - Distribuciones Prob - Ucsm PDFmagdalenaÎncă nu există evaluări
- Configuración Productiva BatchDocument3 paginiConfiguración Productiva BatchDerLygTuniÎncă nu există evaluări
- Mogrovejo Karla P6Document22 paginiMogrovejo Karla P6Karla Mogrovejo CalachauinÎncă nu există evaluări
- Examen 3 LogisticaDocument6 paginiExamen 3 LogisticaGustavo MontufarÎncă nu există evaluări
- Del Tomate S.ADocument10 paginiDel Tomate S.ADaJhana AriasÎncă nu există evaluări
- Tarea 02Document7 paginiTarea 02Alexander Valdivia RodriguezÎncă nu există evaluări
- Investigación de Operaciones 1Document5 paginiInvestigación de Operaciones 1Xiimena RojasÎncă nu există evaluări
- Estudio de Tiempos CalzadoDocument28 paginiEstudio de Tiempos CalzadoJose D. Rojas100% (2)
- Problemas - Planeacion AgregadaDocument14 paginiProblemas - Planeacion AgregadaJonathan Condori QuispeÎncă nu există evaluări
- Nuevos Aires - Caso de EstudioDocument1 paginăNuevos Aires - Caso de EstudioKarla Mogrovejo CalachauinÎncă nu există evaluări
- Informe N°2-Método Semicuantitativo (Parte 1)Document14 paginiInforme N°2-Método Semicuantitativo (Parte 1)Ernesto Vic Holg QuispeÎncă nu există evaluări
- Lab 8 y 9 - Morales Diaz Cesar, Aleman Delgado HemersonDocument19 paginiLab 8 y 9 - Morales Diaz Cesar, Aleman Delgado HemersonRasec Morales DiazÎncă nu există evaluări
- Solucion Takt TimeDocument5 paginiSolucion Takt TimeCarlos DianderasÎncă nu există evaluări
- Diagrama Hombre 3 MáquinasDocument6 paginiDiagrama Hombre 3 MáquinasAndrea Meneses SalasÎncă nu există evaluări
- Dap Detallado PiscinaDocument19 paginiDap Detallado PiscinaSussan Gallegos100% (1)
- Practica N8 Estudio de TiemposDocument11 paginiPractica N8 Estudio de TiemposAngelo CalderónÎncă nu există evaluări
- TEXTIL ProcecosDocument7 paginiTEXTIL ProcecosJavier Nicolas Quintanilla FloresÎncă nu există evaluări
- Final - 2ºexamen Ss&o (Practica)Document5 paginiFinal - 2ºexamen Ss&o (Practica)Leonardo Concha RodriguezÎncă nu există evaluări
- Informe N°10-Diagrama HMDocument5 paginiInforme N°10-Diagrama HMAlexandra Galdos100% (1)
- Unmsm Mss Es 2020-1a SolDocument4 paginiUnmsm Mss Es 2020-1a SolOliver EncoÎncă nu există evaluări
- Práctica Calificada de Planes de Producción Con PL en Excel y LindoDocument2 paginiPráctica Calificada de Planes de Producción Con PL en Excel y LindoCesar CabanaÎncă nu există evaluări
- Ejercicios Del Cap 6 AnalisisDocument12 paginiEjercicios Del Cap 6 AnalisisClaudia Flores Sánchez100% (1)
- Parcial Ingeniería de Métodos 1Document9 paginiParcial Ingeniería de Métodos 1Cesar Augusto RodriguezÎncă nu există evaluări
- Practica N°7 Cadena de Markov 2Document2 paginiPractica N°7 Cadena de Markov 2jhonqwerty111Încă nu există evaluări
- Practica 9 Cadenas de Markov Estados AbsorbentesDocument8 paginiPractica 9 Cadenas de Markov Estados AbsorbentesMarcelo Lazarte Lazo100% (1)
- Medicion de TiemposDocument177 paginiMedicion de Tiemposadri1402100% (1)
- Matriz de EstructuracionDocument4 paginiMatriz de EstructuracionMarcelo Lazarte LazoÎncă nu există evaluări
- Laboratorio de ProblemasDocument3 paginiLaboratorio de Problemaswalter0% (1)
- Organización industrial: Prueba de entrada de sistemasDocument2 paginiOrganización industrial: Prueba de entrada de sistemasMarcelo Begazo ValdiviaÎncă nu există evaluări
- PerucuerDocument5 paginiPerucuerJorge PumacotaÎncă nu există evaluări
- Guia N1 IngenieríaDocument5 paginiGuia N1 IngenieríaAbigail MenendezÎncă nu există evaluări
- Dop DapDocument4 paginiDop DapAndres LozanoÎncă nu există evaluări
- Informe 7 AvanceDocument4 paginiInforme 7 AvanceAlexandra GaldosÎncă nu există evaluări
- Guia 9-Calculo de ÁreasDocument5 paginiGuia 9-Calculo de Áreasjasmin choqueÎncă nu există evaluări
- Zevallos Tello Carlos - Segunda Practica - Gestion de La CalidadDocument20 paginiZevallos Tello Carlos - Segunda Practica - Gestion de La CalidadFredy BenavidesÎncă nu există evaluări
- Practica 1 Nuevos AiressDocument4 paginiPractica 1 Nuevos AiressLizbeth Lima Hancco100% (1)
- Plantilla Práctica N°3Document24 paginiPlantilla Práctica N°3Marcelo Lazarte LazoÎncă nu există evaluări
- Mogrovejo Karla P9Document30 paginiMogrovejo Karla P9Karla Mogrovejo CalachauinÎncă nu există evaluări
- Lab2 Proc3Document13 paginiLab2 Proc3David MarceloÎncă nu există evaluări
- Informe N°5-SAP (ERP)Document53 paginiInforme N°5-SAP (ERP)Ernesto Vic Holg QuispeÎncă nu există evaluări
- Grupo 8 Seccion A Practica 2 LimpiatodoDocument6 paginiGrupo 8 Seccion A Practica 2 LimpiatodoFlavia Nikol ManriqueÎncă nu există evaluări
- Nombre: Katiuska Mamani CornejoDocument2 paginiNombre: Katiuska Mamani CornejoKatiuska Mamani Cornejo100% (1)
- Caso 2 - Modelo de DistribuciónDocument3 paginiCaso 2 - Modelo de DistribuciónDarlene GallegosÎncă nu există evaluări
- Examen 2-1 SolucionDocument5 paginiExamen 2-1 SolucionManuel JesúsÎncă nu există evaluări
- Guia7 HombreMaquina 1 UNSADocument6 paginiGuia7 HombreMaquina 1 UNSAKareen Flores SanjinezÎncă nu există evaluări
- Guia 6 Costeo Por ProcesosDocument3 paginiGuia 6 Costeo Por ProcesosSolansh Arlet Ledezma PazÎncă nu există evaluări
- Administración de Operaciones EjercicioDocument3 paginiAdministración de Operaciones EjercicioEsdras NavarroÎncă nu există evaluări
- Diseño de La Operación Hombre2Document20 paginiDiseño de La Operación Hombre2Angel Leonard LeonardoÎncă nu există evaluări
- Práctica N°9Document2 paginiPráctica N°9Anonymous 0ROp1htmdX0% (1)
- Cronometraje industrial: medición de tiempos de trabajoDocument33 paginiCronometraje industrial: medición de tiempos de trabajoJose Luis Blanco Pons100% (1)
- Ingeniería de Métodos IIDocument31 paginiIngeniería de Métodos IIEspacios En BlancoÎncă nu există evaluări
- Equipos para La Medición de TiemposDocument12 paginiEquipos para La Medición de TiemposTatiana RealesÎncă nu există evaluări
- MTM3Document1 paginăMTM3Jose Luis Blanco PonsÎncă nu există evaluări
- Cronometraje industrial: medición de tiempos de trabajoDocument33 paginiCronometraje industrial: medición de tiempos de trabajoJose Luis Blanco Pons100% (1)
- Sistema MTM CSTDocument67 paginiSistema MTM CSTJose Luis Blanco PonsÎncă nu există evaluări
- Definir Precio de Venta de Una PrendaDocument20 paginiDefinir Precio de Venta de Una PrendaJose Luis Blanco PonsÎncă nu există evaluări
- El Transporte InternoDocument6 paginiEl Transporte InternoJose Luis Blanco PonsÎncă nu există evaluări
- Conceptos de Estadistica de La CalidadDocument28 paginiConceptos de Estadistica de La CalidadJose Luis Blanco PonsÎncă nu există evaluări
- Cálculo de La Capacidad de ServicioDocument8 paginiCálculo de La Capacidad de ServicioJose Luis Blanco PonsÎncă nu există evaluări
- Gestión producción confecciónDocument47 paginiGestión producción confecciónJose Luis Blanco PonsÎncă nu există evaluări
- Sistemas MTM alternativosDocument25 paginiSistemas MTM alternativosJose Luis Blanco PonsÎncă nu există evaluări
- Control de La Calidad en La Sala de CosturaDocument28 paginiControl de La Calidad en La Sala de CosturaJose Luis Blanco PonsÎncă nu există evaluări
- Estructura Funcional Del Proceso ProductivoDocument15 paginiEstructura Funcional Del Proceso ProductivoJose Luis Blanco PonsÎncă nu există evaluări
- Gestion de TiemposDocument53 paginiGestion de TiemposJose Luis Blanco PonsÎncă nu există evaluări
- Jean FemeninoDocument2 paginiJean FemeninoJose Luis Blanco PonsÎncă nu există evaluări
- Control de Recepcion de Materia PrimaDocument45 paginiControl de Recepcion de Materia PrimaJose Luis Blanco Pons100% (1)
- Descripción de Los Índices de Información Estadística UtilizadaDocument13 paginiDescripción de Los Índices de Información Estadística UtilizadaJose Luis Blanco PonsÎncă nu există evaluări
- Manga Una PiezaDocument2 paginiManga Una PiezaJose Luis Blanco PonsÎncă nu există evaluări
- Control de Estadística de La Calidad AplicadaDocument48 paginiControl de Estadística de La Calidad AplicadaJose Luis Blanco PonsÎncă nu există evaluări
- Falda RotondaDocument1 paginăFalda RotondaJose Luis Blanco PonsÎncă nu există evaluări
- Conceptos de Estadistica de La CalidadDocument28 paginiConceptos de Estadistica de La CalidadJose Luis Blanco PonsÎncă nu există evaluări
- Chaleco MasculinoDocument2 paginiChaleco MasculinoJose Luis Blanco PonsÎncă nu există evaluări
- Panty BikniDocument1 paginăPanty BikniJose Luis Blanco PonsÎncă nu există evaluări
- Falda ClàsicaDocument1 paginăFalda ClàsicaJose Luis Blanco PonsÎncă nu există evaluări
- BrassierDocument2 paginiBrassierJose Luis Blanco PonsÎncă nu există evaluări
- Capa EnterizaDocument1 paginăCapa EnterizaJose Luis Blanco PonsÎncă nu există evaluări
- Falda PantalònDocument2 paginiFalda PantalònJose Luis Blanco PonsÎncă nu există evaluări
- Brassier BikiniDocument1 paginăBrassier BikiniJose Luis Blanco PonsÎncă nu există evaluări
- Trazado de La BataDocument5 paginiTrazado de La BataJose Luis Blanco PonsÎncă nu există evaluări
- Capa Con PinzaDocument2 paginiCapa Con PinzaJose Luis Blanco PonsÎncă nu există evaluări
- Curso Sistema MTM-1Document133 paginiCurso Sistema MTM-1Jose Luis Blanco PonsÎncă nu există evaluări
- Curso Sistema MTM-2Document59 paginiCurso Sistema MTM-2Jose Luis Blanco Pons100% (1)
- Diagrama de SoldaduraDocument3 paginiDiagrama de Soldaduraabram507Încă nu există evaluări
- W262es11 Cpm1a Cpm2a Cpm2c Guia InstalacionDocument237 paginiW262es11 Cpm1a Cpm2a Cpm2c Guia InstalacionGary CastilloÎncă nu există evaluări
- Material Lpic 1Document194 paginiMaterial Lpic 1kimerop100% (16)
- Resumen DatasheetDocument16 paginiResumen DatasheetAlejandro BautistaÎncă nu există evaluări
- 6 El Módulo Temporizador PICDocument48 pagini6 El Módulo Temporizador PICjpazmiño_25100% (1)
- Cuestionario sobre procesos, interrupciones y modos de operación del sistemaDocument6 paginiCuestionario sobre procesos, interrupciones y modos de operación del sistemaGerardo MartinezÎncă nu există evaluări
- Timers AvrDocument70 paginiTimers AvrPierDonneeÎncă nu există evaluări
- Automatización de un sistema de etiquetado variable para botellas en movimientoDocument2 paginiAutomatización de un sistema de etiquetado variable para botellas en movimientoEduardo FuentesÎncă nu există evaluări
- Practicas Del Libro en ProteusDocument22 paginiPracticas Del Libro en ProteusAdrian Santiago SegoviaÎncă nu există evaluări
- Interrupciones en Arduino DUEDocument17 paginiInterrupciones en Arduino DUEJavi AlvezÎncă nu există evaluări
- GRBL A Fondo PDFDocument15 paginiGRBL A Fondo PDFRubiel Fernando ReyesÎncă nu există evaluări
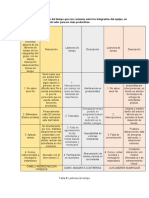
- Distinción de Los Ladrones Del Tiempo Que Son Comunes Entre Los Integrantes Del EquipoDocument3 paginiDistinción de Los Ladrones Del Tiempo Que Son Comunes Entre Los Integrantes Del EquipoMV CamiloÎncă nu există evaluări
- 6 SystickDocument9 pagini6 SystickJorge Psico100% (1)
- Saa3010 PDFDocument14 paginiSaa3010 PDFHectorVega100% (1)
- Sistemas OperativosDocument12 paginiSistemas OperativosCristian PachecoÎncă nu există evaluări
- Cuestionario Del BIADocument11 paginiCuestionario Del BIAcece oviedo0% (2)
- Trabajo de InvestigaciónDocument4 paginiTrabajo de InvestigaciónAsitimbay Morales DiegoÎncă nu există evaluări
- Microprocesadores UnadDocument2 paginiMicroprocesadores Unadpeluvemo11Încă nu există evaluări
- Comandos PicDocument49 paginiComandos PicEmilio Salazar HernandezÎncă nu există evaluări
- WatchdogDocument4 paginiWatchdogcrismar2016Încă nu există evaluări
- Sistema de Control y Gestion de SurtidorDocument194 paginiSistema de Control y Gestion de SurtidorNeronÎncă nu există evaluări
- Opciones de INT 21H Llamadas A Funciones Del MsdosDocument6 paginiOpciones de INT 21H Llamadas A Funciones Del MsdosAlexanderÎncă nu există evaluări
- Manual de Microprocesador TeiDocument95 paginiManual de Microprocesador TeiJose NovoaÎncă nu există evaluări
- Plantilla BiaDocument3 paginiPlantilla BiaHeber Ramos67% (3)
- A161Z332 MicrocontroladoresDocument7 paginiA161Z332 MicrocontroladoresFrancisco Gomez100% (1)
- 0010-0009a GreenLight HPS Ops Manual-SpanishDocument75 pagini0010-0009a GreenLight HPS Ops Manual-SpanishJavierÎncă nu există evaluări
- NRF24L01Pluss Preliminary EspañolDocument75 paginiNRF24L01Pluss Preliminary EspañolmarioÎncă nu există evaluări
- Examen Oposiciones Operador Infor Turno LibreDocument17 paginiExamen Oposiciones Operador Infor Turno LibreJon RomanusÎncă nu există evaluări
- T2 Arquitectura de Un ComputadorDocument7 paginiT2 Arquitectura de Un ComputadorSamuelÎncă nu există evaluări
- Instrucciones de ComputadorDocument35 paginiInstrucciones de ComputadorErick Garcia Miranda100% (2)