S-ar putea să vă placă și
- Chainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyDe la EverandChainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyEvaluare: 5 din 5 stele5/5 (4)
- Joanna Gollberg - The Ultimate Jeweler's Guide - The Illustrated Reference of Techniques, Tools & Materials-Lark Books (2010)Document143 paginiJoanna Gollberg - The Ultimate Jeweler's Guide - The Illustrated Reference of Techniques, Tools & Materials-Lark Books (2010)Gustavo Chen100% (1)
- Bracelet Link MakingDocument5 paginiBracelet Link MakingSteve CarringtonÎncă nu există evaluări
- Texturing Metal (Craftsy)Document19 paginiTexturing Metal (Craftsy)kayra100% (1)
- MS 20121001 Oct 2012Document86 paginiMS 20121001 Oct 2012TilakRaghavanÎncă nu există evaluări
- Mjsa Secret Shop Weapons Jeweler As Sculptor2Document1 paginăMjsa Secret Shop Weapons Jeweler As Sculptor2jokerrabitÎncă nu există evaluări
- Copper Work A Text Book for Teachers and Students in the Manual ArtsDe la EverandCopper Work A Text Book for Teachers and Students in the Manual ArtsEvaluare: 5 din 5 stele5/5 (1)
- Engraving Metals: With Numerous Engravings and DiagramsDe la EverandEngraving Metals: With Numerous Engravings and DiagramsEvaluare: 5 din 5 stele5/5 (1)
- Mokume Gane - A Comprehensive Study by Steve MidgettDocument161 paginiMokume Gane - A Comprehensive Study by Steve MidgettAttila Lébényi-Palkovics100% (1)
- Art Clay Copper BookletDocument8 paginiArt Clay Copper Bookletbeadysam100% (3)
- Oscar T Branson Indian Jewelry Making 01 0918080177Document63 paginiOscar T Branson Indian Jewelry Making 01 0918080177Gypsy5100% (4)
- Metal Jewelry Workshop: Essential Tools, Easy-to-Learn Techniques, and 12 Projects for the Beginning Jewelry ArtistDe la EverandMetal Jewelry Workshop: Essential Tools, Easy-to-Learn Techniques, and 12 Projects for the Beginning Jewelry ArtistEvaluare: 4 din 5 stele4/5 (2)
- Professional Goldsmithing A Contemporary Guide To Traditional Jewelry Techniques - Lxh0hah PDFDocument2 paginiProfessional Goldsmithing A Contemporary Guide To Traditional Jewelry Techniques - Lxh0hah PDFpukla1104Încă nu există evaluări
- The Jewelry of Lee Epperson - Blogging For Jewelers and Metalsmiths Made Easy! (And For Those Interested in Jewelry and Gemstones)Document86 paginiThe Jewelry of Lee Epperson - Blogging For Jewelers and Metalsmiths Made Easy! (And For Those Interested in Jewelry and Gemstones)Naadirah Jalilah100% (1)
- So You Want To Be A Jewelry Designer: Merging Your Voice With FormDe la EverandSo You Want To Be A Jewelry Designer: Merging Your Voice With FormÎncă nu există evaluări
- CastingDocument57 paginiCastingberrak100% (2)
- Chain Maille - Foxtail Chain NecklaceDocument5 paginiChain Maille - Foxtail Chain NecklaceDiana Codreanu100% (2)
- Metal Clay and Enamel - Peacock CloisonneDocument4 paginiMetal Clay and Enamel - Peacock Cloisonneloremunteanu100% (1)
- Guide To Jewelry TechniqueDocument5 paginiGuide To Jewelry TechniqueShashank AgrawalÎncă nu există evaluări
- Chain Maille Wire Weaving: How to Make Chain Maille With Affordable Metals and Minimal ToolsDe la EverandChain Maille Wire Weaving: How to Make Chain Maille With Affordable Metals and Minimal ToolsÎncă nu există evaluări
- Ring Blank Lengths ChartDocument2 paginiRing Blank Lengths ChartPaul Blythe Sr.Încă nu există evaluări
- Teach Jewelry MakingDocument302 paginiTeach Jewelry Makinggisharoy75% (4)
- Waxmodel Process Ejemplo1Document25 paginiWaxmodel Process Ejemplo1odrarek50% (2)
- 08 LJC DDocument12 pagini08 LJC DInterweave0% (1)
- Lillian Jones - Enamel Jewelry 1Document8 paginiLillian Jones - Enamel Jewelry 1odrarek100% (2)
- Edward Soukup Jewelry Making For BeginnersDocument26 paginiEdward Soukup Jewelry Making For Beginnersmobsivac100% (2)
- Acid Etching - 7 Steps (With Pictures)Document14 paginiAcid Etching - 7 Steps (With Pictures)kayraÎncă nu există evaluări
- Anastasia YoungDocument8 paginiAnastasia YoungInterweave46% (13)
- Gowland - Metals and Metalworking in Old Japan 1915Document152 paginiGowland - Metals and Metalworking in Old Japan 1915marianne_talma100% (1)
- Jewelry Making for Beginners: 32 Projects with MetalsDe la EverandJewelry Making for Beginners: 32 Projects with MetalsEvaluare: 4 din 5 stele4/5 (2)
- Metal Style S11 BLAD WebDocument8 paginiMetal Style S11 BLAD WebInterweaveÎncă nu există evaluări
- Ja 1005 TocDocument2 paginiJa 1005 TocInterweaveÎncă nu există evaluări
- Project in Jewelry - BoxDocument2 paginiProject in Jewelry - BoxsimalauraÎncă nu există evaluări
- Art Clay Ring Making: Ring Size Conversion ChartDocument1 paginăArt Clay Ring Making: Ring Size Conversion ChartmarigomezÎncă nu există evaluări
- Jewelry Making Tools 1Document29 paginiJewelry Making Tools 1orquideasanchez100% (8)
- Hand-Forging and Wrought-Iron Ornamental WorkDe la EverandHand-Forging and Wrought-Iron Ornamental WorkEvaluare: 5 din 5 stele5/5 (1)
- Secret Compartment Ring: Materials MaterialsDocument32 paginiSecret Compartment Ring: Materials MaterialsHenrique Monteiro100% (1)
- Tutorial On Silver Wire Inlay Part 3Document32 paginiTutorial On Silver Wire Inlay Part 3mobsivacÎncă nu există evaluări
- JMD Jewelry DesignDocument24 paginiJMD Jewelry DesignnekdrakÎncă nu există evaluări
- 2000 Classic Designs for Jewelry: Rings, Earrings, Necklaces, Pendants and MoreDe la Everand2000 Classic Designs for Jewelry: Rings, Earrings, Necklaces, Pendants and MoreEvaluare: 4 din 5 stele4/5 (8)
- How To Make JewelryDocument298 paginiHow To Make JewelryIoana Balint-Rădulescu100% (1)
- Kumihimo Wire Weaving: How to Make Wire Kumihimo Braids With Affordable Metals and Minimal ToolsDe la EverandKumihimo Wire Weaving: How to Make Wire Kumihimo Braids With Affordable Metals and Minimal ToolsEvaluare: 2.5 din 5 stele2.5/5 (3)
- Mint Box: RecycledDocument5 paginiMint Box: Recycledgirasolete100% (3)
- Small Grinding and Polishing MachineDocument3 paginiSmall Grinding and Polishing MachinemobsivacÎncă nu există evaluări
- Working With Argentium Silver Tips Procedures IsDocument12 paginiWorking With Argentium Silver Tips Procedures Is4U6ogj8b9snylkslkn3n100% (1)
- Step by Step Jewelry WorkshopDocument8 paginiStep by Step Jewelry WorkshopInterweave68% (31)
- Handcrafted Jewelry Step by Step: Crafts Series, #1De la EverandHandcrafted Jewelry Step by Step: Crafts Series, #1Evaluare: 4 din 5 stele4/5 (1)
- GiliDocument19 paginiGiliKartik SharmaÎncă nu există evaluări
- Riveted Three Tone RingDocument21 paginiRiveted Three Tone RingHudson PicoreliÎncă nu există evaluări
- Silversmithing Jewelry Silver BoxDocument2 paginiSilversmithing Jewelry Silver BoxsimalauraÎncă nu există evaluări
- Jewelry ArchitectDocument8 paginiJewelry ArchitectInterweave33% (3)
- Enameling Jewelry Free EbookDocument22 paginiEnameling Jewelry Free EbookAwo Òkànràn DuuruÎncă nu există evaluări
- Archery Bow StringsDocument6 paginiArchery Bow Stringspachot8100% (1)
- Building Construction II: Wood Frame and Light RC ConstructionDocument144 paginiBuilding Construction II: Wood Frame and Light RC ConstructionRoland CepedaÎncă nu există evaluări
- NewItem 208 SinteringPlant PDFDocument85 paginiNewItem 208 SinteringPlant PDFROHIT PATELÎncă nu există evaluări
- Silicone U - Declaration of PerformanceDocument3 paginiSilicone U - Declaration of Performancehadeer younsÎncă nu există evaluări
- ASTM C 36 - Standard Specification For Gypsum Wallboard PDFDocument4 paginiASTM C 36 - Standard Specification For Gypsum Wallboard PDFibrahimÎncă nu există evaluări
- Is 2190 Fire Extinguishers PDFDocument23 paginiIs 2190 Fire Extinguishers PDFPuspesh GiriÎncă nu există evaluări
- Usability Designators FCAWDocument5 paginiUsability Designators FCAWAnonymous dh6DITÎncă nu există evaluări
- BS en Iso 1833-12-2010Document12 paginiBS en Iso 1833-12-2010EmkFataAliraqÎncă nu există evaluări
- Determining Concrete Compressive Strength by Accelerated Curing Test (IS - 9013) - HapphoDocument5 paginiDetermining Concrete Compressive Strength by Accelerated Curing Test (IS - 9013) - HapphoPritha DasÎncă nu există evaluări
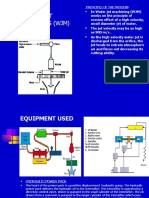
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 paginiWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffÎncă nu există evaluări
- Detailed Lesson Plan in ScienceDocument9 paginiDetailed Lesson Plan in ScienceRedMoonLightÎncă nu există evaluări
- Protective & Marine Coatings: Sher-Cryl HPADocument4 paginiProtective & Marine Coatings: Sher-Cryl HPAAna Cabrera100% (1)
- DatabaseDocument112 paginiDatabaseamirulamirÎncă nu există evaluări
- Laboratory Test Report: Faculty of Engineering & TechnologyDocument6 paginiLaboratory Test Report: Faculty of Engineering & TechnologySourav SahaÎncă nu există evaluări
- E406 81 (2012)Document4 paginiE406 81 (2012)diego rodriguezÎncă nu există evaluări
- 6.1 Chemical Anchor Hilti PDFDocument29 pagini6.1 Chemical Anchor Hilti PDFPanupong PuangngamÎncă nu există evaluări
- Wire Rope Assemblies Catalog PDFDocument40 paginiWire Rope Assemblies Catalog PDFEduÎncă nu există evaluări
- Chemistry Crude Oil WorksheetDocument23 paginiChemistry Crude Oil WorksheetJOEL VIVIANÎncă nu există evaluări
- Water Reducing Concrete Admixture - Redwop - PLASTCONE AP211Document2 paginiWater Reducing Concrete Admixture - Redwop - PLASTCONE AP211Ameya ThanawalaÎncă nu există evaluări
- Probuild RP110Document2 paginiProbuild RP110osama mohÎncă nu există evaluări
- Ok - Montecolino Moquetas PDFDocument5 paginiOk - Montecolino Moquetas PDFJavier Molina DelgadoÎncă nu există evaluări
- Impact and Soundness TestDocument11 paginiImpact and Soundness Testhimura kenshinÎncă nu există evaluări
- Tozen Flex JTDocument16 paginiTozen Flex JTL.kolekarÎncă nu există evaluări
- 11 EarthingDocument16 pagini11 Earthingv6656Încă nu există evaluări
- Amendment No. 3 June 2018 TO Is 3597: 1998 Concrete Pipes - Methods of TestDocument5 paginiAmendment No. 3 June 2018 TO Is 3597: 1998 Concrete Pipes - Methods of TestPratik KharmateÎncă nu există evaluări
- A Guide To Common Plastics PDFDocument1 paginăA Guide To Common Plastics PDFmuammal abbasÎncă nu există evaluări
- Connection ScheduleDocument192 paginiConnection ScheduleNikitaBhattaraiAcharyaÎncă nu există evaluări
- Chemical Reactions of Copper and Percent Yield KeyDocument9 paginiChemical Reactions of Copper and Percent Yield KeysibtainÎncă nu există evaluări
- Topic 8 NotesDocument32 paginiTopic 8 NoteswaleedÎncă nu există evaluări
- Mill Test Certificate Ahmsa:Quality With The Strength of SteelDocument1 paginăMill Test Certificate Ahmsa:Quality With The Strength of SteelLUISÎncă nu există evaluări